لماذا نقيس الاستدارة؟
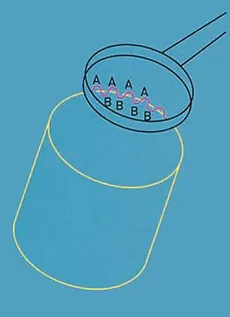
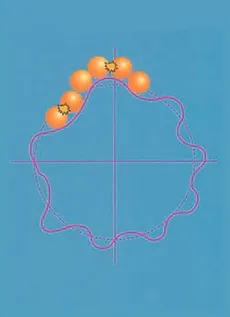
قد يبدو المكون مستديرًا للعين ويبدو أن له قطرًا ثابتًا عند قياسه باستخدام مقياس الفرجار أو الميكرومتر، ولكن هل هو مستدير؟ من الواضح أن الفصوص يمكن أن تؤثر على الوظيفة. ستحمل الفصوص عند "أ" الحمل بينما سيكون فيلم التشحيم أعظم عند "ب".
كيف يتم قياس الاستدارة؟
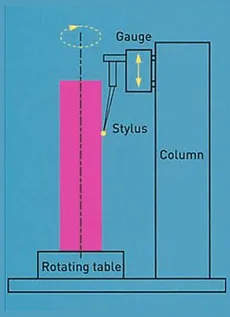
لقياس الاستدارة، يكون الدوران ضروريًا، إلى جانب القدرة على قياس التغير في نصف القطر. ويتم تحقيق ذلك على أفضل وجه من خلال مقارنة ملف تعريف المكون قيد الاختبار بنقطة مرجعية دائرية. يتم تدوير المكون على مغزل عالي الدقة يوفر نقطة مرجعية دائرية. يتم محاذاة محور المكون مع محور المغزل، عادةً باستخدام طاولة محاذاة وتسوية. ثم يتم استخدام محول لقياس الاختلافات الشعاعية للمكون فيما يتعلق بمحور المغزل.
السبب ؟
قد يكون للمحمل الموضح هنا مسار غير دائري حقًا. ومن المحتمل أن يعمل هذا المسار لفترة قصيرة، ولكن التموجات حول مسار المحمل هذا ستبدأ في التسبب في اهتزازات. وهذا من شأنه أن يؤدي إلى تآكل مبكر ويجعل المسار يعمل بكفاءة أقل من المقصود.
نتائج ؟
قد يكون للمحمل الموضح هنا مسار غير دائري حقًا. ومن المحتمل أن يعمل هذا المسار لفترة قصيرة، ولكن التموجات حول مسار المحمل هذا ستبدأ في التسبب في اهتزازات. وهذا من شأنه أن يؤدي إلى تآكل مبكر ويجعل المسار يعمل بكفاءة أقل من المقصود.
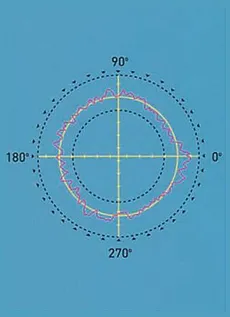
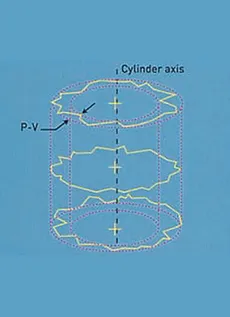
من الملائم تمثيل الناتج عن عدم الاستدارة من المقياس على هيئة مقطع قطبي أو رسم بياني. قد يكون تقييم هذا التمثيل التصويري ذاتيًا ويستغرق وقتًا طويلاً، وبالتالي نحتاج إلى بعض وسائل معالجة المعلومات لتزويدنا بإجابات دقيقة وقابلة للتكرار. نظرًا لأننا نحاول تقييم الانحرافات عن الدائرية الحقيقية ونحتاج إلى مرجع نقيس منه، فمن المنطقي أن نحاول ملاءمة دائرة مرجعية لملفنا التعريفي وربط جميع حساباتنا بها.
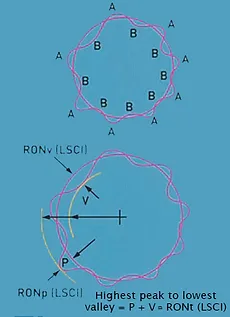
دائرة المربعات الصغرى المرجعية (LSCI)
يتم تركيب خط أو شكل على أي بيانات بحيث يكون مجموع مربعات انحراف البيانات عن هذا الخط أو الشكل هو الحد الأدنى. وهذا هو أيضًا الخط الذي يقسم الشكل إلى مناطق دنيا متساوية.
إن LSCI هي الدائرة المرجعية الأكثر استخدامًا. ثم يتم التعبير عن الانحراف عن الدائرية من حيث أقصى انحراف للملف عن LSCI، أي من أعلى قمة إلى أدنى واد.
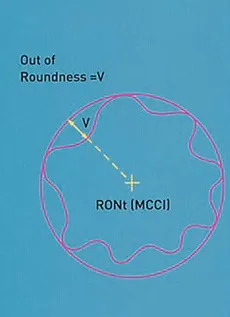
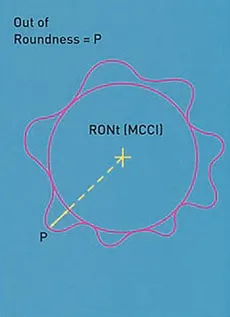
الدائرة المحددة الدنيا (MCCI)
يتم تعريفها على أنها الدائرة ذات نصف القطر الأدنى التي ستحيط ببيانات الملف الشخصي. ثم يتم تحديد الانحراف عن الدائرية باعتباره أقصى انحراف (أو وادي) للملف الشخصي عن هذه الدائرة. يشار إليها أحيانًا باسم دائرة مرجع مقياس الحلقة.
 = غرابة (ECC)*
= غرابة (ECC)*
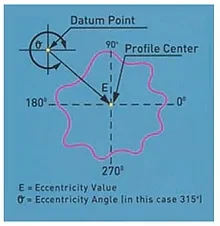
هذا هو المصطلح المستخدم لوصف موضع مركز الشكل بالنسبة إلى نقطة مرجعية معينة. إنها كمية متجهة من حيث أنها لها مقدار واتجاه. يتم التعبير عن مقدار الانحراف ببساطة على أنه المسافة بين مركز الشكل ونقطة المرجع. يتم التعبير عن الاتجاه على أنه زاوية من نقطة المرجع.
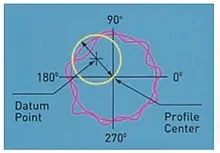
 = تركيز (CONC)*
= تركيز (CONC)*
هذا مشابه للانحراف ولكنه له مقدار فقط ولا اتجاه. يتم تعريف التمركز على أنه قطر الدائرة التي يصفها مركز الشكل عند تدويره حول نقطة الإسناد. يمكن ملاحظة أن قيمة التمركز تساوي ضعف مقدار الانحراف.
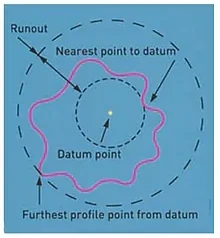
 = نفاد (نفاد)*
= نفاد (نفاد)*
يشار إليها أحيانًا باسم TIR (إجمالي القراءة المشار إليها). يتم تعريف الانحراف على أنه الفصل الشعاعي بين دائرتين متحدة المركز مركزهما نقطة مرجعية ومرسومتان بحيث تتطابق إحداهما مع أقرب نقطة والأخرى مع أبعد نقطة في الملف الشخصي.
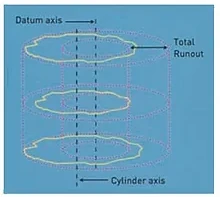
 = إجمالي الجريان (إجمالي الجريان)*
= إجمالي الجريان (إجمالي الجريان)*
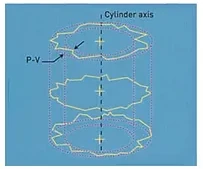
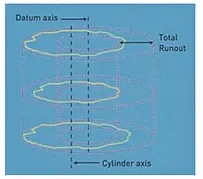
يتم تعريف الانحراف الكلي على أنه الحد الأدنى للفصل الشعاعي بين أسطوانتين متحدتي المحور، والتي تكون متحدتي المحور مع محور مرجعي وتحيطان بالسطح المقاس بالكامل.
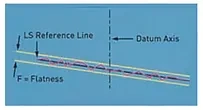
 = التسطيح (FLTt)*
= التسطيح (FLTt)*
يتم تركيب مستوى مرجعي وحساب التسطح باعتباره المسافة بين القمة والوادي من هذا المستوى. يمكن استخدام إما LS أو MZ n
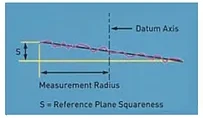
 = التربيع (SQR)*
= التربيع (SQR)*
بعد تحديد المحور، تكون قيمة التربيع هي الحد الأدنى للفصل المحوري بين مستويين متوازيين عموديين على المحور المرجعي ويحيطان بالمستوى المرجعي بالكامل. يمكن استخدام LS أو MZ.
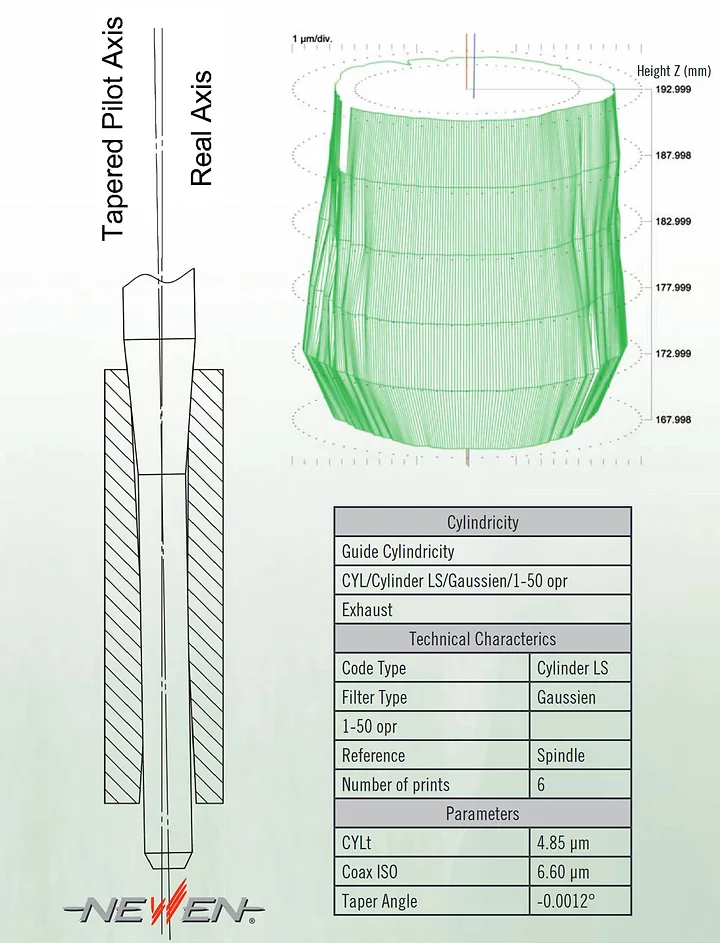
 = الاسطوانية (CYLt)*
= الاسطوانية (CYLt)*
الحد الأدنى للفصل الشعاعي بين أسطوانتين، متحدة المحور مع المحور المرجعي الملائم، والتي تغلف البيانات المقاسة بالكامل. يمكن استخدام أسطوانات LS أو MZ أو MC أو Ml.
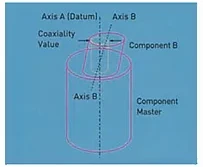
= المحورية (Coax ISO)*
قطر الأسطوانة المحورية مع محور البيانات والذي سيحيط فقط بمحور الأسطوانة المشار إليه لتقييم المحورية.
= الكابل المحوري (Coax DIN)*
قطر الأسطوانة المحورية مع محور البيانات والذي سيحيط فقط بالنقاط المركزية (مراكز LS) للطائرات التي يتم من خلالها حساب محور الأسطوانة المشار إليه لتقييم المحورية.
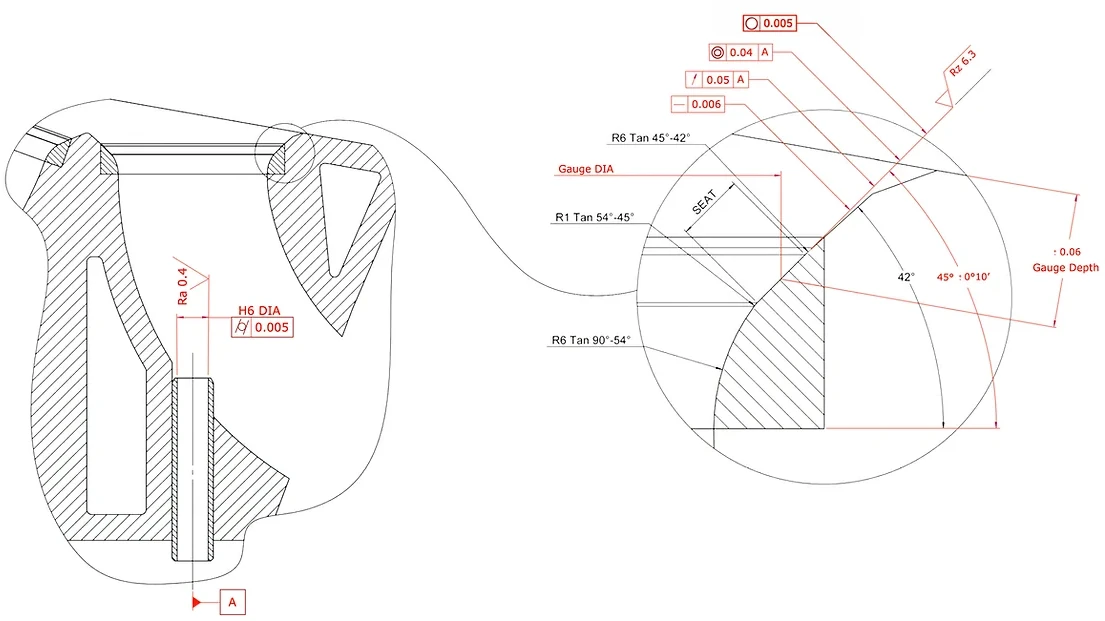
وظيفة دليل الصمام الثلاثي ومقعد الصمام والصمام هي خلق إحكام مثالي ومتجدد إلى ما لا نهاية وموثوق به لتدفق الغازات في المحرك.
يجب أن يشكل الاتصال المعدني بين سطحين ممرًا موثوقًا به ومحكمًا بعد مئات الملايين من عمليات فتح وإغلاق الصمامات المتتالية.
يجب أن يكون للسطحين المتصلين، أي سطح مقعد الصمام وسطح المقعد الفعلي نفسه، صفات متشابهة ويجب أن يكونا قريبين من الكمال.
يجب أن تكون أشكال الأسطح المذكورة أعلاه متطابقة تمامًا ومتكاملة تمامًا.
الشكل الوحيد الذي يمكن تحقيقه بدقة وبطريقة متكررة، لتحقيق هذه الوظيفة، هو الدائرة.
بالإضافة إلى معلمات أخرى، فإن الدائرية، أي دقة شكل الدوائر التي يشكلها مقعد الصمام والصمام نفسه، هي الشرط الرئيسي والشرط الأساسي لضمان إحكام الهواء بين الصمام ومقعد الصمام.
الدائرية، الأسطوانية، التشطيب السطحي، والزوايا كلها تخضع لتسامحات أكثر صرامة.
دليل الصمام
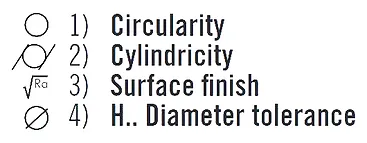
دليل الصمام هو المرجع الذي يعتمد عليه وضع عملية إصلاح مقعد الصمام، والتحكم في جزء من مطابقة مقعد الصمام (التمركز)، وبالطبع، يرشد الصمام في تحركاته. يتم تحديد جودة دليل الصمام بشكل أساسي من خلال 4 معلمات:
لضمان التوجيه المثالي للصمام، فإن الشكل الأسطواني والتسامح في القطر أمران مهمان. ستسمح الصفات الهندسية الجيدة لدليل الصمام بوضع الصمام بدقة على مدى عمر طويل.
إن العيب المهم في توجيه الصمام، بالإضافة إلى التشغيل السيئ لدليل الصمام - خارج الحدود المسموح بها، سيؤدي إلى تشوه مبكر وتآكل مقعد الصمام وفقدان سريع في خرج المحرك.
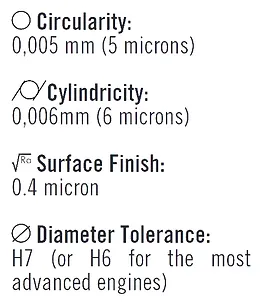
التفاوتات المطلوبة عادة من قبل الشركات المصنعة للمعدات الأصلية للمحركات الحالية هي:
إن التفاوتات المذكورة أعلاه، والتي يصعب الحصول عليها واحترامها من قبل الشركات المصنعة الكبيرة، أكثر تعقيدًا في ضمانها عند الإصلاح. إن الفشل في تلبية مستويات الجودة هذه سيجعل عملية تصنيع مقاعد الصمامات أكثر حساسية.
مقاعد الصمامات والصمامات
نظرًا لأهمية دقة الأسطح التي ستكون على اتصال والتي ستضمن إحكامًا مثاليًا للهواء نظرًا لتكاملها، تعمل الشركات المصنعة للمعدات الأصلية على تشديد حدود شكل مخاريط المقعد.
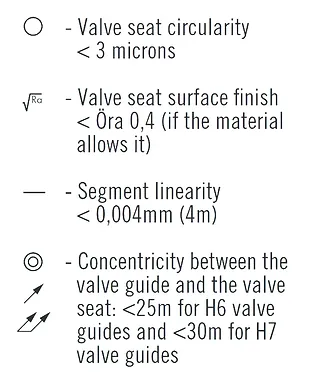
يتم التسامح مع خطية شريحة زاوية المقعد ودائريتها مع اختلافات القيمة التي لا تتجاوز بضعة ميكرونات (< 10 إن قيم Ra وRz التي تحدد التشطيب السطحي لمقعد الصمام وأيضًا العلامة الضيقة جدًا أو أصغر علامة اهتزاز أو تموج في المقعد، تؤدي إلى مقعد خارج التسامح وغير مقبول.
كما أن التفاوتات المطبقة على مفهوم التمركز أو الانحراف أو الانحراف المزدوج بين محور دليل الصمام ومحور مقعد الصمام مهمة جدًا أيضًا، ولكنها تظل ضمن قيم يسهل ضمانها نسبيًا.
بشكل عام، يعتبر عيب/انحراف التركيز في حدود 0.05 مم (0.002 بوصة) مقبولاً. يتم تشديد جميع قيم التسامح هذه بشكل جدي من خلال تطبيق معامل يسمى "Cpk" صادر عن القواعد المعمول بها للشركات المعتمدة وفقًا لمعيار ISO/TS16949 ويقلل قيم التسامح بشكل كبير من خلال استخدام الآلات القادرة على ضمان اتساق كبير في الجودة.
إن هذا النهج الذي يهدف إلى ضمان الجودة أصبح ممكناً لأنه يتم تجنب الخطأ البشري قدر الإمكان بسبب استخدام أنظمة رقمية تعمل على تشغيل وتحكم الآليات مما يؤدي دائماً إلى تحقيق أداء أفضل.
يأتي NEWEN FIXED-TURNING® ضمن منطق المبدأ الميكانيكي المتطور وعالي الأداء، ويتم قيادته والتحكم فيه باستخدام التحكم الرقمي عالي الأداء الفريد.
يوفر ويضمن نظام FIXED-TURNING® ما يلي:
يعد هذا المستوى من الجودة هو الأعلى اليوم ويمكن الوصول إليه من قبل جميع الأشخاص الذين يقومون بتصنيع مقاعد الصمامات، من أصغر مصنع لإعادة بناء المحرك إلى أكبر مرافق الإنتاج باستخدام NEWEN FIXED-TURNING®.
أخيرًا، تعد NEWEN FIXED-TURNING® وسيلة إنتاج موثوقة وثابتة، واقتصادية ومرنة، مما يسمح بأخذ Cpk الأكثر شدة في الاعتبار أثناء التحكم في الأرباح.