Апрацоўка сядла клапана, стагоддзе эвалюцыі і ... рашэнне!
Раней
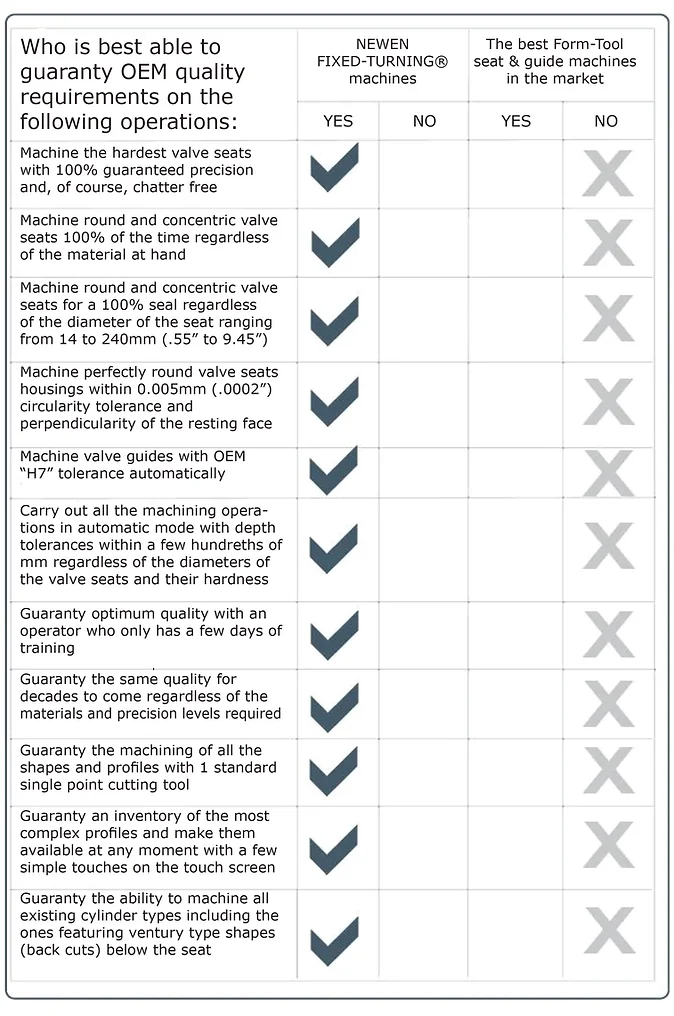
ПАРУЖАННЕ
і цвёрдасплаўны інструмент
Малюнак 1
Знакі балбатні
|
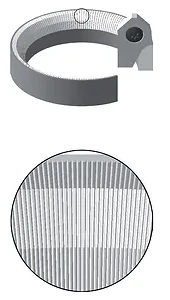
Малюнак 2
Хвалістасць
|
Прыцірка сядзенняў клапанаў з парашковага металу або некаторых чыгунных сядзелаў клапанаў выклікае непазбежныя сляды ад грукату. Сляды ад стуку вельмі шкодныя для клапана, паколькі праз іх выходзяць газы, калі клапан зачынены.
У выніку апрацаванае сядло клапана будзе хутка дэфармавацца, і яго ўшчыльненне ніколі не будзе належным. Сляды ад трэскання ўзнікаюць у выніку таго, што інструменты з цвёрдасплаўнай формы абразаюць вялікую паверхню матэрыялу з крупчастай структурай, вырабленага з розных матэрыялаў (напрыклад, металічнага парашка, чыгуну з шарападобным графітам...).
Традыцыйныя сядла клапанаў, апрацаваныя з дапамогай тэхнікі прыціркі (формавыя інструменты), усе маюць няроўнасці памерам у сотыя долі міліметра, якія з'яўляюцца прамым вынікам нерэгулярных высілкаў рэзання пры кручэнні на 360 градусаў. Рэзультаты змены высілкаў рэзання перадаюць нерэгулярныя сілы на шпіндзелі машын, якія будуць згінацца ў большай ці меншай ступені ў залежнасці ад машыны і надаваць няправільную форму. Гэта з'ява, добра вядомае аператарам ручных станкоў, кампенсуецца пры з'яўленні вялікіх бачных дэфектаў хуткім і моцным націскам на каманду шпіндзеля.
Вышэйзгаданае прыводзіць да значных высілкаў шпіндзеля і, хаця гэта можа дапамагчы згладзіць дробныя дэфекты, яно ніякім чынам не можа выправіць геаметрыю.
Гэтыя няроўнасці, уласцівыя самому прынцыпу апрацоўкі прыціркам, маюць несумнеўныя наступствы для ўшчыльнення клапана і патрабуюць дадатковага прыцірання кожнага клапана на яго сядзенні для атрымання прымальнага ўшчыльнення. Прыцірка клапанаў, якая дагэтуль прымалася па неабходнасці вытворцамі рухавікоў і іх кліентамі, даўно была выгнана вытворцамі рухавікоў і ўсімі, хто імкнецца да мінімальнай якасці, неабходнай сучасным пакаленням рухавікоў.
зараз
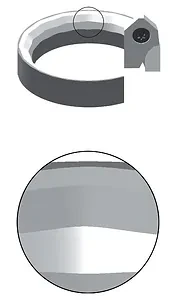
FIXED-TURNING®
і аднакропкавы інструмент
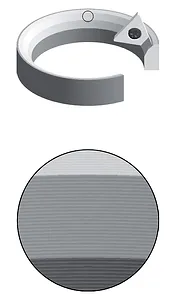
Малюнак 3
Геаметрычная дакладнасць
Апрацоўка з дапамогай інтэрпаляцыі, FIXED-TURNING®, адназначна ліквідуе ўсе дэфекты, паказаныя на малюнках 1 і 2.
Практычна немагчыма стварыць сляды ад трэскання і хвалістасці. Аднаточкавая апрацоўка не дапускае адукацыі падобных дэфектаў. Каб пераканацца ў гэтым, дастаткова разгледзець апрацоўку на такарным станку.
Апрацоўка такарным інструментам, які рухаецца па дзвюх інтэрпаляваных восях, стварае круглую мікрапазу, ідэальна круглую. Глыбіня канаўкі і інтэрвал паміж 2 канаўкамі кантралюецца лікавым кіраваннем машыны, што забяспечвае найлепшую дасягальную аздабленне паверхні.
Гэтак жа, як намаганні пры рэзанні, значна зніжаныя (у 300 разоў і больш), дэфекты аздаблення паверхні зніжаюцца да ўзроўню, які ставіць FIXED-TURNING® на самую вяршыню шкалы якасці, вызначанай вядучымі OEM-вытворцамі.
новая эра, новы свет магчымасцяў...
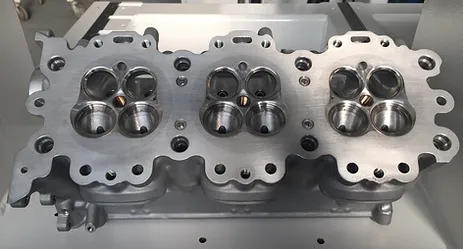
Апрацоўка самых складаных галовак блока цыліндраў дасягаецца на працягу некалькіх хвілін на кожнае сядло клапана для самых доўгіх профіляў, спецыяльна зробленых для павышэння магутнасці рухавіка. Апрацоўка традыцыйнага «3-вугольнага» профілю будзе выканана за некалькі секунд.

Галоўкі блока цыліндраў матацыклаў , самыя маленькія седла клапанаў з усіх існуючых і будучых (скарачэнне, у цэнтры ўсіх новых праграм распрацоўкі рухавікоў) могуць быць апрацаваны з надзвычайнай лёгкасцю і аптымальнай дакладнасцю канкурэнтных рухавікоў...
Машыны NEWEN® дазваляюць кожнаму прадаўцу па аднаўленні рухавікоў пазіцыянаваць сябе як спецыяліста ў апрацоўцы ўсіх тыпаў рухавікоў. Дакладнасць, якая сістэматычна дасягаецца пры выкарыстанні машын FIXED-TURNING®, прымяняецца да ўсіх тыпаў рухавікоў, больш не трэба адмаўляцца ад той ці іншай апрацоўкі галоўкі блока цыліндраў таго ці іншага тыпу, усе складаныя аперацыі апрацоўкі становяцца крыніцай дадатковы і значны прыбытак.
Рынак высокай прадукцыйнасці , рынак механічнага адпачынку, знаходзіцца ў межах дасяжнасці любога прадпрыемства па аднаўленні рухавікоў, абсталяванага машынай FIXED-TURNING®.
Уся дакладнасць, неабходная ў Формуле-1 або ў любых іншых відах спорту з высокай прадукцыйнасцю, можа быць дасягнута аўтаматычна і сістэматычна. Дасканаласць гарантавана.
High-Performance - гэта расце і прыбытковы рынак. Прэстыж прафесіянала высокага ўзроўню, які займаецца гэтай спецыяльнасцю, свеціць ўсёй яго кампаніі.
КАГЕНЕРАЦЫЯ, таксама вядомая як «камбінаваная цеплавая і электраэнергія (ЦЭЦ)», пераўтварэнне рухавікоў на прыродны газ і біяпаліва (этанол) патрабуе хуткай і дакладнай механічнай апрацоўкі контраточак сядла клапана і вельмі цвёрдых сядла клапана.
Прынцыпы кагенерацыі даўно вядомыя і выкарыстоўваюцца ў самых розных сферах прымянення. Сёння прагрэс у галіне звышчыстых поршневых рухавікоў на прыродным газе, цеплаабменнікаў і сродкаў кіравання сістэмамі робіць кагенерацыю практычнай і эканамічнай для прымянення ў розных памерах.
Адным з аспектаў вытворчасці энергіі, які паўплываў на гэтыя дасягненні, з'яўляецца пастаянна ўзрастаючая патрэба ў больш чыстай энергіі. Стратэгіі кантролю за выкідамі, якія дазваляюць прымяняць рухавікі ўнутранага згарання, якія працуюць на прыродным газе, для прымянення ЦЭЦ і ЦЭЦ на ўзроўні, роўным або ніжэйшым за цяперашнія стандарты для буйных электрастанцый, яшчэ больш зрабілі кагенерацыю больш практычнай, эканамічнай і даступнай для больш шырокага спектру камерцыйных і прамысловых прадпрыемстваў. прыкладанняў.
FIXED-TURNING® - ідэальны інструмент для гэтых паслуг, якія становяцца простымі, хуткімі, дакладнымі і вельмі прыбытковымі.
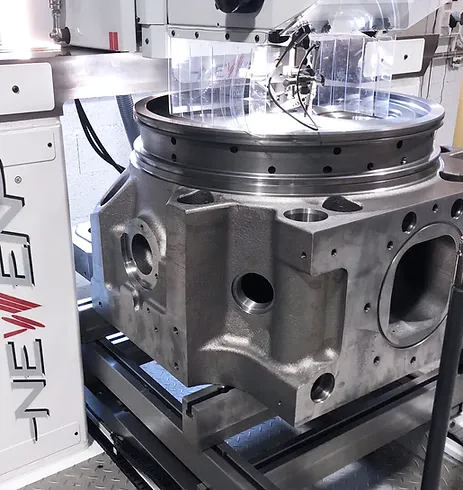
Механічная апрацоўка ўсіх карпусоў адтулін кулачковага каўша да большага памеру, каб уставіць у карпусы гільзы вялікага памеру, з'яўляецца простай аперацыяй, дакладнай і выгаднай з FIXED-TURNING®.
Стварыце профілі OFFSET па жаданні...

Апрацоўка Вентуры (да 112 градусаў) для паскарэння хуткасці газаў.
Вентуры: адкрыты кут пад сядзеннем, які дазваляе паскорыць хуткасць выхлапных газаў шляхам дэкампрэсіі.

Машына з дакладнасцю ўсіх тыпаў накіроўвалых клапанаў (чыгуны, парашковыя металы, бронза, любыя сплавы...). Рассоўвайце накіроўвалыя клапана з найвышэйшай дакладнасцю пры аўтаномнай працы або пры камбінаванай апрацоўцы сядла клапана.

Апрацуйце ўсе высокадакладныя разенковки сядла клапана адным і тым жа рэжучым інструментам. Падрыхтоўка карпусоў сядла клапанаў ва ўсіх тыпах галовак цыліндраў, чыгунных або алюмініевых, - гэта дакладная і выгадная праца для ўсіх прафесіяналаў FIXED-TURNING®.



Цвёрдасць сядла клапана галоўкі блока цыліндраў KOMATSU: 56/58HRC (573HB+ / 610HV50+)
- Укладыш, які выкарыстоўваецца: FT-11-11
- Хуткасць рэзкі: 180 м/мін
- Рэжым апрацоўкі: Сухая рэзка
- Цыкл рэзкі: 28 сек/месца
- Кругласць: ад 1 мкм да 2,40 мкм
- Аздабленне паверхні: 0.20Ra
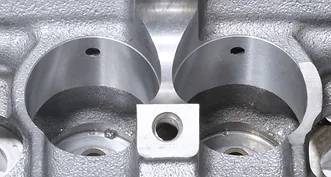
Яшчэ адзін эксклюзіў NEWEN: апрацоўка корпуса свечак запальвання.


Апрацаваць сядзенні клапанаў дэкампрэсара Mercedes Actros «гэта дзіцячая гульня».

FIXED-TURNING® і яго лічбавае кіраванне - гэта магчымасць дасягнуць немагчымага прыбытковым і паўтаральным спосабам.
Тэхналогія для ўсіх.
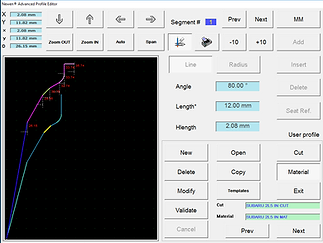
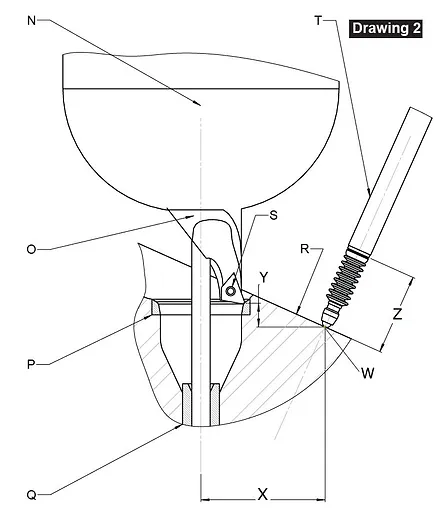
Усе станкі NEWEN FIXED-TURNING®, у тым ліку CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, абсталяваны электроннай сістэмай для дакладнага паўтарэння глыбіні рэзання. Сіён. Гэтая сістэма, распрацаваная NEWEN, сама па сабе не з'яўляецца вымяральнай сістэмай, але была задумана, каб дазволіць паўтарыць пазіцыю апрацоўкі з дакладнасцю, адначасова прымаючы выпадковую спасылку на галоўцы блока цыліндраў да машыны. Як правіла, эталонам для сістэмы NEWEN з'яўляецца план пракладкі галоўкі блока цыліндраў, які таксама выкарыстоўваецца ў якасці эталона для вымярэння глыбіні сядла клапана. Таксама можна, выкарыстоўваючы спецыяльную прыладу, выкарыстоўваць іншыя паверхні, напрыклад, корпуса размеркавальнага вала.
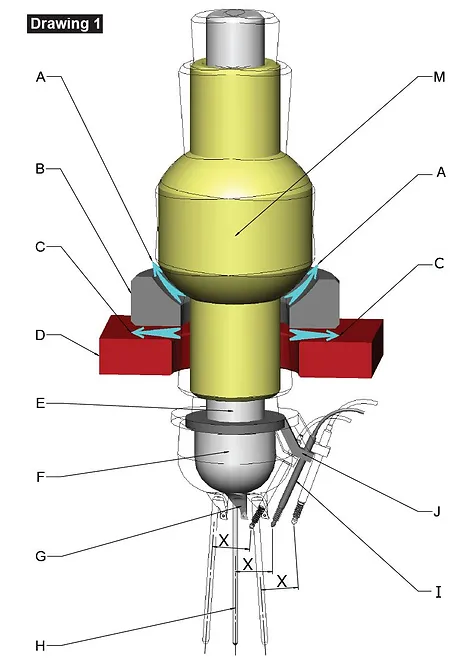
Электронны лінейны манометр, LVDT, (I) падлучаны да ЧПУ станка. У залежнасці ад скручанай глыбіні наканечніка LVDT, датчык пасылае электрычны сігнал, які дазваляе вызначыць становішча датчыка з менш чым адной сотай доляй мм.
Гэтую пазіцыю можна запомніць. Пасля таго, як пазіцыя запомнілася, рухавік падачы шпіндзеля аўтаматычна спыняецца, калі манометр зноў сціскаецца на такую ж колькасць. У выніку абсталяванне можа апрацоўваць усе сядла клапанаў на аднолькавай глыбіні адносна абранай кропкі адліку.
Датчык (I) мае фіксаванае становішча адносна восі пілота і адносна абалонкі шпіндзеля, да якой ён прымацаваны. Гэта фіксаванае становішча застаецца, калі шпіндзель рухаецца на паветранай падушцы (C) і/або на сферычнай паветранай падушцы (A)
.
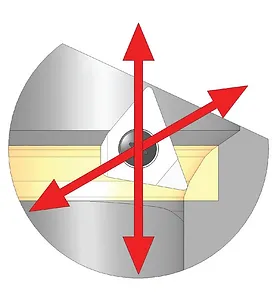
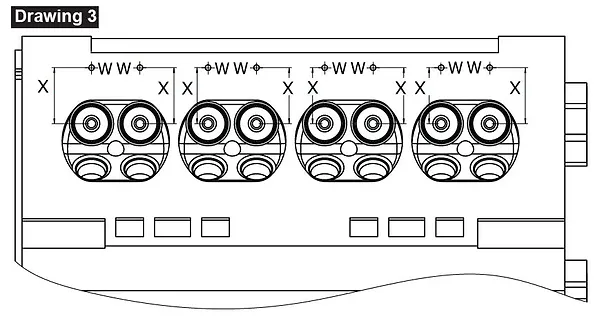
Чарцёж 3: Усе сядзенні апрацаваны ў адпаведнасці з адной кропкай адліку (W) , якая належыць да апорнага плана і аддалена ад фіксаванай меры (X) , якая супадае з мерай (X) на малюнку 1.
Памер (Z) на малюнку 2 - гэта велічыня калібра, якая сціснута і адпавядае адлегласці апрацоўкі значэння (Y) на малюнку 2 у параўнанні з кропкай адліку. Гэта значэнне (Y) можа быць зменена на зададзенае і дакладнае значэнне з дапамогай кантраляваных сродкаў лікавага кіравання (ліфт, выбар рамонтных памераў...), якія будуць змяняць становішча наканечніка датчыка, і гэты апошні будзе яшчэ раз запомніць, каб паўтарыць колькі заўгодна разоў.
Згорнутая велічыня (Z) датчыка не ідэнтычная значэнню ходу шпіндзеля, па сутнасці, з-за існуючага вугла паміж шпіндзелем станка і датчыкам. Акрамя таго, LVDT - гэта не вымяральны прыбор, а індыкатар становішча.
Сістэма NEWEN для аўтаматычнага паўторнага кантролю глыбіні™ гарантуе аднолькавую глыбіню апрацоўкі з варыяцыямі, якія не перавышаюць +/- адну сотую мм.
Гэта адзіная даступная ў галіны сістэма, якая гарантуе аўтаматычную апрацоўку з такой дакладнасцю, незалежна ад становішча галоўкі блока цыліндраў адносна мацавання галоўкі блока цыліндраў, адносна вугла накіроўвалых клапанаў і адносна ход галоўкі машыны.
FIXED-TURNING® І АБРАБОТКА З ЛІКАВЫМ КІРАВАННЕМ
Галоўка блока цыліндраў, неўралгічны цэнтр рухавіка, збірае ўсе функцыі, якія вызначаюць магутнасць, гнуткасць і даўгавечнасць рухавіка... Галоўка блока цыліндраў з'яўляецца цэнтрам клопату распрацоўшчыкаў рухавікоў і спецыялістаў па рамонце. NEWEN, FIXED-TURNING® і лічбавае кіраванне прыносяць непазбежныя і незаменныя рашэнні для шматлікіх тэхнічных задач, якія немагчыма вырашыць з дапамогай старых і/або традыцыйных тэхналогій.
АБ'ЁМЫ КАМЕРЫ ЗГАРАННЯ
Аб'ём камер, іх значэнне ў см3 (кубічных сантыметрах або CC) і іх адпаведнасць паміж сабой у адным і тым жа рухавіку з'яўляецца вырашальным элементам для таго, каб магутнасць кожнага цыліндра была аптымальнай і збалансаванай. Толькі камеры, цалкам падобныя па аб'ёме і форме, павінны забяспечваць узровень выхаду і гармонію, неабходныя для павышаных хуткасцей высокапрадукцыйных рухавікоў (звярніцеся да тэхналогіі «HCCI» у канцы гэтага дакумента). 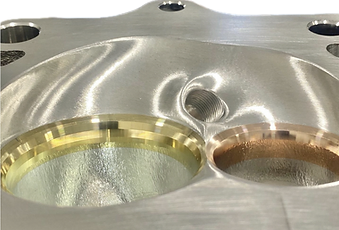
FIXED-TURNING® і лічбавае кіраванне NEWEN дазваляюць выконваць аперацыі апрацоўкі з высокай дакладнасцю. Сядла клапанаў і іх спецыфічныя профілі (упускны і выпускны) могуць быць прадубляваны ў межах 1/100 мм (0,01 мм або 0,00039”), глыбіня апрацоўкі кантралюецца аўтаматычна з дапамогай электроннага глыбінямера і вельмі дакладнай кінематыкі.
Дакладныя аб'ёмы камер гарантуюцца адпаведнымі формамі і ідэальна аднолькавай глыбінёй.
ЦЫЛІНДР НЕПРАЦЯЖНАСЦЬ
Імгненная герметычнасць цыліндру вельмі важная для аптымальнай працы рухавіка і дасягнення высокіх хуткасцей.
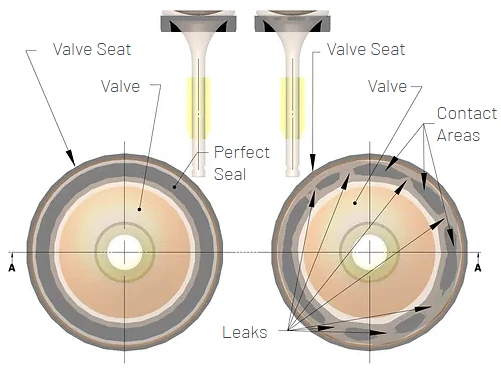 Кантакт металу з металам паміж клапанам і сядлом клапана павінен быць поўным і ідэальным, каб забяспечыць гэтую складаную функцыю герметычнасці. Акрамя якасці матэрыялаў, якія вытрымліваюць павышаныя хуткасці, кантакт металу з металам паміж клапанам і сядлом клапана з'яўляецца абавязковай умовай для атрымання ідэальнай і трывалай герметычнасці цыліндру.
Кантакт металу з металам паміж клапанам і сядлом клапана павінен быць поўным і ідэальным, каб забяспечыць гэтую складаную функцыю герметычнасці. Акрамя якасці матэрыялаў, якія вытрымліваюць павышаныя хуткасці, кантакт металу з металам паміж клапанам і сядлом клапана з'яўляецца абавязковай умовай для атрымання ідэальнай і трывалай герметычнасці цыліндру.
Ідэальнае адпаведнасць формы паміж клапанам і сядлом клапана забяспечваецца поўным захаваннем геаметрыі (формы, куты, аздабленне паверхні ...) дзвюх паверхняў, якія знаходзяцца ў кантакце.
Толькі высокадакладная апрацоўка клапанаў і гнезд клапанаў дазваляе атрымаць гэта неабходнае адпаведнасць. Прыцірка клапанаў, якая стала абавязковай у мінулым з-за недастатковай дакладнасці апрацоўкі гнезд клапанаў і клапанаў, строга забароненая для атрымання ўзроўню герметычнасці і даўгавечнасці названай герметычнасці.
NEWEN, FIXED-TURNING® і яго лічбавае кіраванне дазваляюць апрацоўваць сядла клапанаў з дэфектам формы (кругласцю) парадку 3 мкм (або 0,003 мм або 0,000118”) або менш у залежнасці ад апрацоўваных матэрыялаў. Вытворцы камплектнага абсталявання патрабуюць круглых дэфектаў, якія не перавышаюць ад 5 да 6 мкм як для сядла клапанаў, так і для клапанаў.
NEWEN FIXED-TURNING® і яго лічбавае кіраванне дазваляюць рэгуляваць вуглы на адну сотую градуса за раз . Такім чынам, лёгка адрэгуляваць вуглы гнезд клапанаў і клапанаў, каб атрымаць ідэальную і працяглую герметычнасць, не паддаючыся разбуральнай спакусе прыцірання і, як следства, дэфармацыі формы гэтых частак.
Сядла клапанаў машын NEWEN FIXED-TURNING® ідэальна круглыя, з вельмі дакладнымі вугламі, а герметычнасць ідэальна падыходзіць для шматгадзіннага выкарыстання.
Апрацоўка з дапамогай формы не можа гарантаваць дакладныя вуглы і ідэальна круглыя сядзенні, адсюль неабходнасць прыціскання клапанаў. Гэта прывядзе да кароткачасовай герметычнасці і значна знізіць прадукцыйнасць.
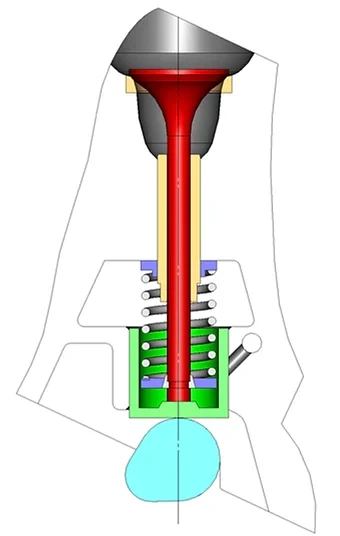
ВЫРАЎНЯВАННЕ І КААКСІАЛЬНАСЦІ Павышаныя абароты рухавіка, хуткія паскарэнні і запаволення становяцца магчымымі дзякуючы памяншэнню масы ў руху з дапамогай высокапрадукцыйных механізмаў адклікання клапанаў. Але ўсе гэтыя характарыстыкі магчымыя толькі дзякуючы рэзкаму зніжэнню трэння і фіксацыі рухомых дэталяў, клапанаў, кулачкоў, впускных кулакоў... не забываючы пра кантраляванае функцыянаванне сістэмы адклікання клапанаў.
Акрамя кругласці клапанаў і сядла клапанаў, суавосевасць накіроўвалых клапанаў, клапанаў, кулачков і кулачкоў павінна дазваляць рух усіх гэтых частак, ухіляючы:
- паразітарныя фрыкцыі
- слізгаценне «галоўкі» клапана па сядлу
- мацаванне кулачковых каўшоў у іх адпаведных карпусах.
Насуперак агульнапрынятым уяўленням, немагчыма кантраляваць канцэнтрычнасць паміж сядзелам клапана і накіроўвалай клапана, усталяваўшы ў накіроўвалую канічны пілот і выкарыстоўваючы гэты накіроўвалы ў якасці апоры для датчыка канцэнтрычнасці. Яшчэ больш малаверагодна выкарыстоўваць тую ж самую тэхніку, каб дазволіць інструменту прасвідраваць корпус адтуліны кулачка-каўша канцэнтрычна накіроўвалай клапана, што з'яўляецца важнай умовай добрай працы рухавіка.
Кінематыка NEWEN FIXED-TURNING® уключае ў сябе гідраўлічнае цэнтраванне цэнтравальных пілотаў, якія дазваляюць цэнтраваць шпіндзель апрацоўкі з дэфектам, які не перавышае некалькіх мікрон (µ= 0,001 мм = 0,000039”).
Пілот FIXED-TURNING® не абмяжоўвае накіроўвалую клапана і ўлічвае недахопы апрацоўкі накіроўвалых клапана. Такім жа чынам, апрацоўка корпуса адтуліны кулачка-каўша павінна выконваць накіравальную вось кулачка-каўша.
Апрацоўка з дапамогай FIXED-TURNING® гарантуе, што сядло клапана, накіроўвалая клапана і корпус адтуліны кулачка-каўша будуць мець адну вось, будуць ідэальна выраўнаваны і што дэталі змогуць рухацца на самых высокіх хуткасцях, не падвяргаючыся ўздзеянню трэння і паразітных тармажэнняў, якія зрабілі б немагчымым функцыянаванне рухавіка на высокіх абаротах, з наступствам хуткага зносу і відавочнай рызыкі механічных аварый.
Механічная апрацоўка накіроўвалых, сядзелаў клапанаў і карпусоў адтулін кулачка-каўша з дапамогай FIXED-TURNING® гарантуе звышхуткую працу рухавіка ў спалучэнні з кампанентамі, якія выкарыстоўваюцца, клапанамі з тытанавага сплаву, спецыяльнымі спружынамі, спецыяльнымі сядзеннямі клапанаў… без рызыкі дэфекту герметычнасці, паразітавання ў функцыянаванні трэння і разрываў алейнай плёнкі. Варта таксама пазбягаць панікі клапанаў, якія не могуць прытрымлівацца павышаных рэжымаў.
NEWEN FIXED-TURNING® - гэта канцэпцыя апрацоўкі, якая была распрацавана для вяртання дэфектаў апрацоўкі ў межах значэнняў, выражаных у мікронах, а не ў сотых долях міліметра.
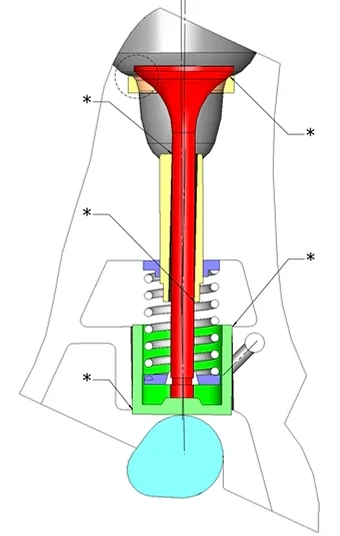
Дакладнасць кааксіяльнасці дазваляе высокія рэжымы і аптымальнае функцыянаванне рухавіка.
Дэфект кааксіяльнасці восяў выклікае ўчасткі з павышаным трэннем*, што будзе запавольваць ход розных частак, што разбурыць герметычнасць цыліндраў і прывядзе да заеданняў, адначасова рэзка абмяжоўваючы хуткасці кручэння рухавіка, усе вышэй, што падкрэсліваецца дысбалансам цыліндраў паміж сабой. Кожны дысбаланс з'яўляецца прычынай механічных абмежаванняў рухаў дэталяў, абмежаванняў, якія прывядуць да заўчаснага зносу названых частак.
ВЫХЛОПНЫЯ ПРОФІЛІ
Пасля выбуху сумесі (паліва-гарач), рэшткавыя газы ад згарання запаўняюць цыліндр і павінны быць эвакуіраваны праз выпускныя каналы, выкінутыя поршнем, які вяртаецца ўверх да сваёй высокай кропкі. Выпускны клапан павінен паступова зачыняцца перад тым, як поршань зноў апусціцца ўніз, у працэсе якога зноў усмоктваецца свежая сумесь. Гэты перыяд закрыцця мае вырашальнае значэнне для выпускнога клапана. Газы, нагрэтыя да экстрэмальнай тэмпературы, дадаткова ўкладваюцца паміж сядлом клапана і клапанам, які зачыняецца.
Сядло клапана і клапан падвяргаюцца абразіўнаму ўздзеянню ламінаваных газаў, і тэмпература на паверхнях дасягае максімальнай вышыні, што забяспечвае кантакт і герметычнасць на некалькі тысяч секунд. Каб гэты кантакт не адпавядаў хуткай дэградацыі кантактных паверхняў, неабходна, каб гэтыя кантактныя плошчы былі аптымальнымі па паверхні (мм2) і каб іх формы дапаўнялі адзін аднаго (куты, акругласць, аздабленне паверхні...).
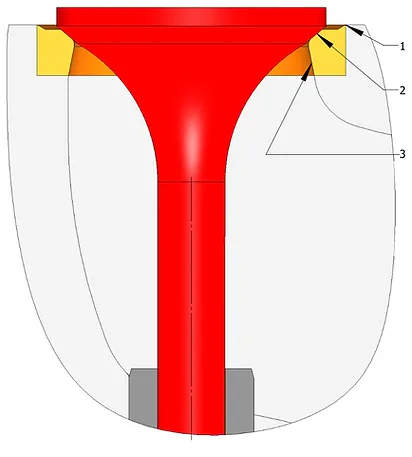
1. Ступенчатыя свабодныя злучэнні з формай, якая спрыяе свабоднаму турбулентнасці патоку газаў.
2. Плошчы сядзення шырокія і супадаюць з клапанам для вялікай устойлівасці да абразіўнасці газаў.
3. Вентуры для хуткага пашырэння і паскарэння газаў.
NEWEN FIXED-TURNING® дазваляе апрацоўваць сядла выпускных клапанаў, дастаткова вялікія, каб яны не дэфармаваліся, маючы пры гэтым кут, максімальна блізкі да кута клапана. Круглая форма без граняў і няроўнасцей павінна забяспечваць кантакт металу з металам па ўсёй паверхні сядзення, што забяспечвае добры цеплаабмен, ідэальную герметычнасць і максімальную надзейнасць.
FIXED-TURNING® дазваляе апрацоўваць профілі практычна неабмежаванай даўжыні. Такім чынам, мы можам апрацаваць выцяжны канал, каб палегчыць адвод газаў і, у прыватнасці, Вентуры, што дазволіць газам выпускацца адразу пасля праходжання сядзення і, адпаведна, паскорыць іх хуткасць. Вострыя вуглы, крокі, адрозненні ў дыяметрах, якія прыводзяць да турбулентнасці і запаволення газавага патоку, павінны быць выдалены, а кожны канал (чаша/задняя сценка) павінен быць аптымізаваны і цалкам ідэнтычны іншым каналам для лепшага кіравання функцыянаваннем рухавіка.
ПРОФІЛІ ЎЗАБАРАННЯ
У адрозненне ад выхлапных сядлаў і клапанаў, впускные сядла і клапаны не падвяргаюцца ламінацыі палаючых газаў і наступнаму ізаляцыі. Сядла ўпускных клапанаў павінны дазваляць максімальна поўнае запаўненне цыліндру сумессю свежага паветра і бензіну, якая ўсмоктваецца пры апусканні поршня і, магчыма, падштурхоўваецца дзеяннем турба і кампрэсара.
Форма трубаправодаў (плошча чашы) павінна быць аптымальнай, каб забяспечыць максімальны паток газаў без узнікнення паразітных турбулентнасці. Сам кут сядзення ўдзельнічае ў накіраванні газавай сумесі і павінен быць ідэальна інтэграваны ў агульную форму трубаправода.
У залежнасці ад формы камер, профілі, якія складаюцца з адрэзкаў і радыусаў, ідэальна звязаных адзін з адным, павінны забяспечваць аптымальны паток газаў. Вострыя вуглы забароненыя, і кагерэнтны профіль павінен накіроўваць максімальна магчымы аб'ём газу падчас кароткага адкрыцця клапана. Ідэальнае ўшчыльненне клапана павінна забяспечваць аптымальнае згаранне і магутнасць, а таксама бездакорную надзейнасць.
Толькі FIXED-TURNING® дазваляе аптымізаваць впускной трубаправод ад накіроўвалай клапана да краю цыліндру. Механічная апрацоўка з ідэальна засвоенай формай павінна праводзіцца за адну аперацыю і паўтарацца ідэнтычна для кожнага цыліндру. Першапачатковая апрацоўка галовак блока цыліндраў ажыццяўляецца шляхам паслядоўнасці дадатковых аперацый апрацоўкі, карпусоў сядла клапанаў, сядзення, апрацоўкі кутоў... што аўтаматычна стварае няроўнасці, якія шкодзяць патоку поглядаў. FIXED-TURNING® забяспечвае бесперапынную механічную апрацоўку без перапынкаў усяго трубаправода, уключаючы сядло клапана, якое павінна быць апрацавана без абмежаванняў астатняй часткі апрацоўкі. FIXED-TURNING® і бесперапынная апрацоўка трубаправодаў і сядзенняў забяспечваюць аптымальнае напаўненне цыліндраў, поўную рэгулярнасць паміж цыліндрамі і, як следства, аптымальную магутнасць рухавіка.
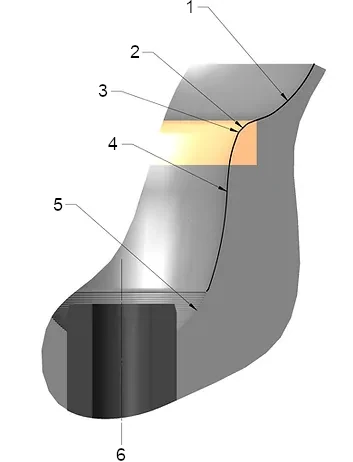
1. Профіль, які складаецца з сегментаў ліній і радыусаў, якія аптымізуюць накіраванне сумесі да цыліндру.
2. Ідэальна круглае і герметычнае сядзенне з дакладна адрэгуляваным вуглом да вугла клапанаў.
3. Малы радыус звяна супраць турбулентнасці.
4. Формы трубаправода (Чаша) ідэальна выгнутыя і строга аднолькавыя паміж сабой.
5. Сыравіна
6. Пастаянны і гладкі профіль усяго трубаправода (чары), уключаючы зону спакою клапана.
РЭГУЛЯРНАСЦЬ ФЛЮСУ І БАЛАНСАВАННЯ ЦЫЛІНДРАЎ
Кожны цыліндр уносіць прапарцыйную частку магутнасці рухавіка, і толькі поўнае падабенства паміж магутнасцю, якая падаецца кожным цыліндрам, дазволіць эфектыўна працаваць рухавіку на высокіх абаротах.
Цыліндры з абсалютна аднолькавымі паводзінамі павінны дазваляць атрымаць рухавік без паразітных вібрацый і павінны дазваляць павышаныя хуткасці.
NEWEN і FIXED-TURNING® дазваляюць бесперапынную апрацоўку, рэгулярную і аднолькавую ва ўсіх кропках, ад аднаго канала да іншага, ад аднаго рухавіка да іншага. Самыя складаныя формы дапускаюцца ў тых месцах, дзе класічныя працэсы апрацоўкі з дапамогай фасонных інструментаў бяссільныя і неэфектыўныя.
NEWEN забяспечвае ідэальныя сядла клапанаў і, як следства, павышэнне эфектыўнасці кожнага цыліндру, забяспечваючы пры гэтым выключную надзейнасць.
Захаванне апрацаванай глыбіні стала магчымым дзякуючы двум эксклюзіўным асаблівасцям FIXED-TURNING®:
FIXED-TURNING® дазваляе вырабляць апрацоўку ў памеры адной сотай міліметра (.00039”) на ўсім профілі, незалежна ад яго даўжыні, забяспечваючы пры гэтым ідэальную геаметрыю сядзення (кругласць, кут, канцэнтрычнасць...)
лічбавае кіраванне FIXED-TURNING® дазваляе рэгуляваць глыбіню ў межах + або – 0,01 мм (1/100 мм) або .00039”.
Камбінацыя гэтых дзвюх эксклюзіўных магчымасцей дазваляе атрымаць абсалютна аднолькавыя камеры згарання, якія нададуць рухавіку збалансаванасць і здольнасць «развівацца на высокіх абарачэннях».
Гэтыя магутнасці дакладнай апрацоўкі, эксклюзіўна гарантаваныя FIXED-TURNING®, ужо дазваляюць рамантаваць будучыя рухавікі з выкарыстаннем тэхналогіі HCCI (гамагеннае запальванне ад сціску), якая зробіць рэвалюцыю ў бензінавым рухавіку, зрабіўшы яго чыстым і вельмі эфектыўным.
Нагадаем, што тэхналогія HCCI дазваляе пазбавіцца ад свечак запальвання за кошт асваення сціску паветрана-бензінавай сумесі і, такім чынам, асваення аўтазапальвання гаручай сумесі. Прырост спажывання і магутнасці зробіць гэтую тэхніку непазбежнай. Апрацоўка галовак цыліндраў дасць вялікую ролю ў дакладнасці аб'ёмаў камер і глыбіні апрацоўкі. Павінны быць магчымыя толькі працэсы апрацоўкі, якія дазваляюць мінімальныя і вельмі дакладныя парэзы. FIXED-TURNING® ужо гатовы прыняць гэты новы выклік.
Прадукцыйнасць і надзейнасць ідуць рука аб руку з дакладнасцю і лікавым кіраваннем.
FIXED-TURNING® апярэджвае свой час?
Не, FIXED-TURNING® у самы час, каб суправаджаць спецыялістаў па рухавіках, якія жадаюць не адстаць ад тэхналагічнага развіцця.