Субпадрадчыкі OEM, высокапрадукцыйныя спецыялісты і рэканструкцыі рухавікоў павінны ўлічваць і выконваць дакладныя допускі па форме і памерах пры апрацоўцы накіроўвалых клапанаў і сядзенняў клапанаў.
З гэтай «памяткай» NEWEN спрабуе сабраць у кароткім дакуменце, прызначаным для тэхнікаў вытворчасці, розныя сімвалы і знакі допуску, якія звычайна выкарыстоўваюцца OEM-вытворцамі для вызначэння сваіх патрабаванняў да апрацоўкі галоўкі блока цыліндраў і, у прыватнасці, накіроўвалай клапана і апрацоўка сядла клапана.
NEWEN аб'ядноўвае допуск кожнай формы і памеру з прамым і ўскосным уплывам на функцыянаванне і надзейнасць галоўкі блока цыліндраў, не спрабуючы празмерна спрасціць або дэнатураваць камбінаваны эфект двух або больш параметраў.
З дапамогай гэтага дакумента NEWEN працуе над асуджэннем агульнапрынятых ідэй, а таксама ілжывых ідэй, шырока распаўсюджаных ідэй, якія з-за сваёй спрошчанасці і недакладнасці ўводзяць у зман майстроў па аднаўленні рухавікоў і змяняюць іх меркаванні.
«Калі вы можаце вымераць тое, пра што гаворыце, і выказаць гэта ў лічбах, вы нешта пра гэта ведаеце; але калі вы не можаце вымераць гэта ці выказаць у лічбах, вашы веды мізэрныя і нездавальняючыя».
Лорд КЕЛЬВІН (1824-1907)
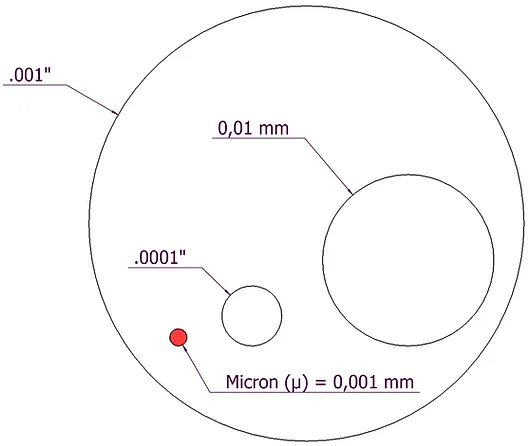
Новая сусветная стандартызацыя прывяла да таго, што пераважная большасць OEM-вытворцаў выкарыстоўваюць метрычную сістэму для класіфікацыі адбіткаў галоўкі блока цыліндраў, а таксама іншых кампанентаў рухавіка. Таму 0,01 мм і 0,001 мм шырока выкарыстоўваюцца для захавання розных абмежаванняў апрацоўкі накіроўвалых клапанаў і сядла клапана.
Малюнак ніжэй дазволіць кожнаму і кожнаму візуалізаваць добра вядомыя адрозненні паміж рознымі эталоннымі значэннямі. Добра вядома, што выкарыстанне допускаў у тысячы міліметраў прадугледжвае новыя сродкі кіравання і новыя рэфлексы ў выбары і варыянтах апрацоўкі.
Кампанія NEWEN вырашыла абсталяваць сябе сродкамі кантролю з дакладнасцю да адной сотай долі мікрона (0,00001 мм), каб правяраць узровень прадукцыйнасці сваіх машын і даць гарантыю сваім кліентам пры выбары апрацоўчага абсталявання.
Навошта вымяраць круглявасць?
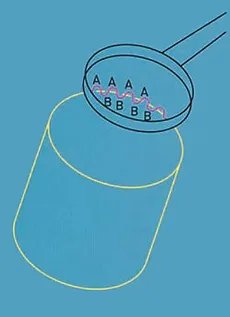
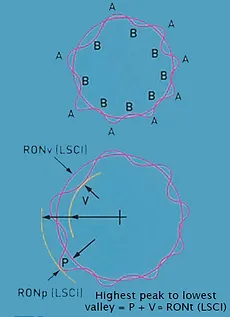
Кампанент можа здавацца круглым на вока і, відавочна, мець пастаянны дыяметр пры вымярэнні ноніусам або мікраметрам, але ці круглы ён? Зразумела, што лобинг можа паўплываць на функцыю. Долі ў «A» будуць несці нагрузку, у той час як змазачная плёнка будзе найбольшай у «B».
Як вымяраецца круглявасць?
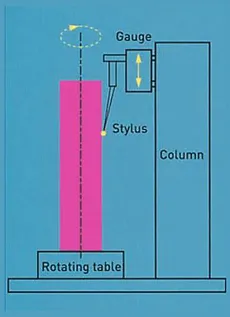
Каб вымераць акругласць, неабходна кручэнне ў спалучэнні з магчымасцю вымярэння змены радыуса. Лепш за ўсё гэта дасягаецца шляхам параўнання профілю кампанента, які выпрабоўваецца, з круглай кропкай адліку. Кампанент круціцца на высокадакладным шпіндзелі, які забяспечвае кругавую кропку адліку. Вось кампанента сумяшчаюць з воссю шпіндзеля, звычайна з дапамогай цэнтравальнага і нівеліруючага стала. Затым пераўтваральнік выкарыстоўваецца для вымярэння радыяльных змяненняў кампанента адносна восі шпіндзеля.
Прычына?
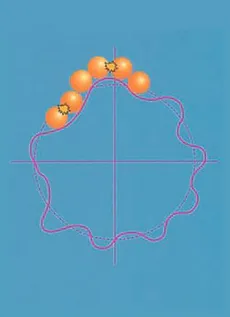
Падшыпнік, паказаны тут, можа мець не зусім кругавую хаду. Верагодна, гэта будзе працаваць на працягу кароткага часу, але хвалі вакол гэтага кальца падшыпніка пачнуць выклікаць вібрацыю. Гэта прывядзе да заўчаснага зносу і прывядзе да таго, што гонка будзе працаваць менш эфектыўна, чым меркавалася.
Вынікі?
Падшыпнік, паказаны тут, можа мець не зусім кругавую хаду. Верагодна, гэта будзе працаваць на працягу кароткага часу, але хвалі вакол гэтага кальца падшыпніка пачнуць выклікаць вібрацыю. Гэта прывядзе да заўчаснага зносу і прывядзе да таго, што гонка будзе працаваць менш эфектыўна, чым меркавалася.
Зручна прадставіць некругласць на выхадзе з датчыка ў выглядзе палярнага профілю або графіка. Ацэнка гэтага выяўленчага адлюстравання можа быць суб'ектыўнай і займаць шмат часу, таму нам патрэбныя сродкі апрацоўкі інфармацыі, каб даць дакладныя і паўтаральныя адказы. Паколькі мы спрабуем ацаніць адхіленні ад сапраўднай кругласці і патрабуем эталона для вымярэння, мае сэнс паспрабаваць прыстасаваць эталонны круг да нашага профілю і звязаць з ім усе нашы разлікі.
Базавы круг найменшых квадратаў (LSCI)
Лінія або лічба падганяюцца да любых даных такім чынам, каб сума квадратаў адхіленняў даных ад гэтай лініі або фігуры была мінімальнай. Гэта таксама лінія, якая дзеліць профіль на роўныя мінімальныя ўчасткі.
LSCI - найбольш часта выкарыстоўваны Reference Circle. Затым акругласць выражаецца ў тэрмінах максімальнага адхілення профілю ад LSCI. гэта значыць ад самай высокай вяршыні да самай нізкай даліны.
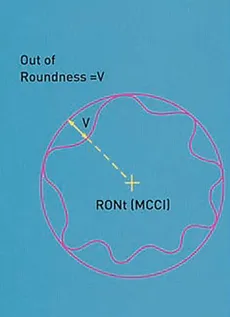
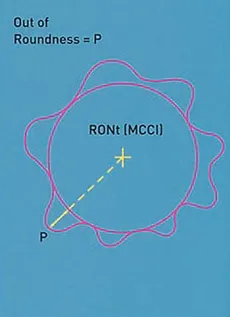
Мінімальны апісаны круг (MCCI)
Вызначаецца як акружнасць мінімальнага радыусу, якая будзе ахопліваць даныя профілю. Затым акругласць даецца як максімальнае адхіленне (або лагчына) профілю ад гэтай акружнасці. Часам яго называюць эталонным кругам калібра.
Мінімальныя апорныя кругі зоны (MZCI)
Вызначаецца як дзве канцэнтрычныя акружнасці, размешчаныя так, што ахопліваюць вымераны профіль такім чынам, што іх радыяльнае адхіленне з'яўляецца мінімальным.
Затым значэнне круглявасці задаецца як радыяльнае аддзяленне двух акружнасцей.
Максімальны ўпісаны круг (MICI)
Вызначаецца як круг з максімальным радыусам, які будзе ахоплены данымі профілю.
Затым акругласць даецца як максімальнае адхіленне (або пік) профілю ад акружнасці. Часам яго называюць эталонным кругам калібра.
 = Эксцэнтрычнасць (ECC)*
= Эксцэнтрычнасць (ECC)*
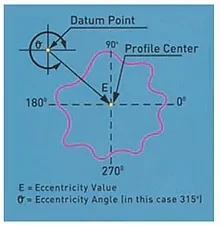
Гэта тэрмін, які выкарыстоўваецца для апісання становішча цэнтра профілю адносна некаторай кропкі адліку. Гэта вектарная велічыня, паколькі яна мае велічыню і кірунак. Велічыня эксцэнтрысітэту выражаецца проста як адлегласць паміж цэнтрам профілю і базавай кропкай. Напрамак выражаецца вуглом ад пачатковай кропкі.
 = Канцэнтрычнасць (CONC)*
= Канцэнтрычнасць (CONC)*
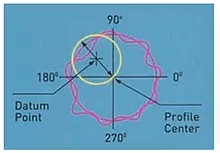
Гэта падобна на эксцэнтрысітэт, але мае толькі велічыню і не мае кірунку. Канцэнтрычнасць вызначаецца як дыяметр акружнасці, апісанай цэнтрам профілю пры павароце вакол кропкі адліку. Відаць, што значэнне канцэнтрысітэту ў два разы перавышае велічыню эксцэнтрысітэту.
 = Ранаут (Runout)*
= Ранаут (Runout)*
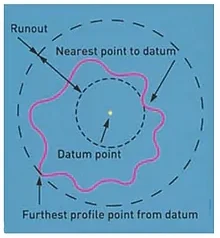
Часам яго называюць TIR (агульнае паказанае паказанне). Разбіццё вызначаецца як радыяльнае аддзяленне дзвюх канцэнтрычных акружнасцей з цэнтрам у кропцы адліку і намаляваных такім чынам, што адна супадае з бліжэйшай, а другая — з самай далёкай кропкай профілю.
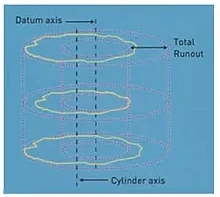
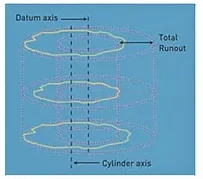
 = Total Runout (Агульны выхад)*
= Total Runout (Агульны выхад)*
Поўнае біенне вызначаецца як мінімальнае радыяльнае аддзяленне двух кааксіальных цыліндраў, якія кааксіяльныя восі адліку і якія цалкам ахопліваюць вымяраную паверхню.
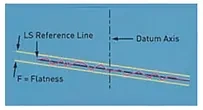
 = Плоскасць (FLTt)*
= Плоскасць (FLTt)*
Базавая плоскасць падганяецца, і роўнасць разлічваецца як адхіленне ад піку да даліны ад гэтай плоскасці. Выкарыстоўваецца альбо LS, альбо MZ n
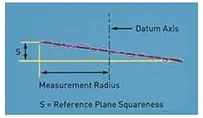
 = Квадратнасць (SQR)*
= Квадратнасць (SQR)*
Пасля вызначэння восі значэнне квадратнасці з'яўляецца мінімальным восевым падзелам дзвюх паралельных плоскасцей, нармальных да восі адліку, якія цалкам ахопліваюць плоскасць адліку. Можна выкарыстоўваць альбо LS, альбо MZ.
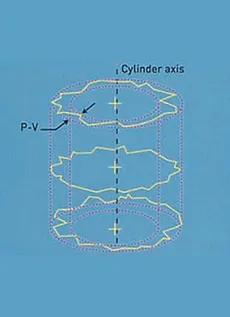
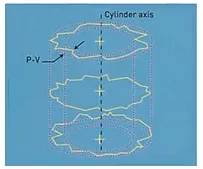
 = Цыліндрычнасць (CYLt)*
= Цыліндрычнасць (CYLt)*
Мінімальны радыяльны падзел 2 цыліндраў, сувосевых з усталяванай апорнай воссю, якія цалкам ахопліваюць вымераныя дадзеныя. Можна выкарыстоўваць цыліндры LS, MZ, MC або Ml.
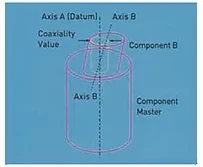
= Кааксіяльнасць (кааксіяльны ISO)*
Дыяметр цыліндра, які сувосевы з пачатковай воссю і проста ахоплівае вось цыліндра, які ставіцца для ацэнкі сувосевасці.
= Кааксіяльнасць (кааксіяльны DIN)*
Дыяметр цыліндра, які сувосевы з воссю адліку і будзе ахопліваць цэнтоіды (цэнтры LS) плоскасцей, з якіх вылічваецца вось цыліндра, на якую спасылаецца ацэнка сувосевасці.
Функцыя накіроўвалай клапана «трыо», сядла клапана і клапана заключаецца ў стварэнні ідэальнай, бясконца абнаўляльнай і надзейнай герметычнасці газавага патоку рухавіка.
Металічны кантакт паміж дзвюма паверхнямі павінен быць надзейным і герметычным праходам пасля сотняў мільёнаў паслядоўных адкрыццяў і закрыццяў клапанаў.
Дзве паверхні ў кантакце, г.зн. паверхня сядла клапана і паверхня самога сядла, павінны мець падобныя якасці і быць блізкімі да дасканаласці.
Формы вышэйзгаданых паверхняў павінны быць абсалютна аднолькавымі і цалкам узаемадапаўняльнымі.
Адзіная форма, якую можна дасягнуць з дакладнасцю і паўтаральным спосабам для выканання гэтай функцыі, - гэта круг.
У спалучэнні з іншымі параметрамі акругласць, г.зн. дакладнасць формы кругоў, якія ўтвараюць сядло клапана і сам клапан, аказваецца галоўнай і абавязковай умовай для добрай герметычнасці паміж клапанам і клапанам. сядзенне.
Акругласць, цыліндрычнасць, аздабленне паверхні, вуглы падвяргаюцца ўсё больш строгім допускам.
Кіраўніцтва клапана
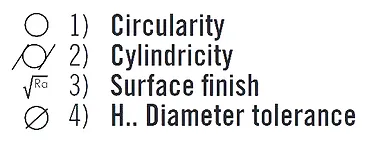
Накіроўвалая клапана - гэта арыенцір, ад якога залежыць размяшчэнне рамонтнай апрацоўкі сядла клапана, кантроль часткі адпаведнасці сядла клапана (канцэнтрычнасць) і, вядома, ён накіроўвае клапан у яго рухах. Якасць накіроўвалай клапана па сутнасці вызначаецца 4 параметрамі:
Для забеспячэння ідэальнай накіраванасці клапана цыліндрычнасць і допуск на дыяметр маюць вырашальнае значэнне. Добрыя геаметрычныя якасці дазволяць накіроўвалай клапана дакладна пазіцыянаваць клапан на працягу доўгага тэрміну службы.
Важны дэфект у накіроўвалай клапана, а таксама дрэнная апрацоўка накіроўвалай клапана - за межамі допуску, прывядзе да заўчаснай дэфармацыі і зносу сядла клапана і хуткай страты магутнасці рухавіка.
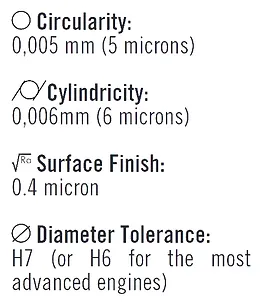
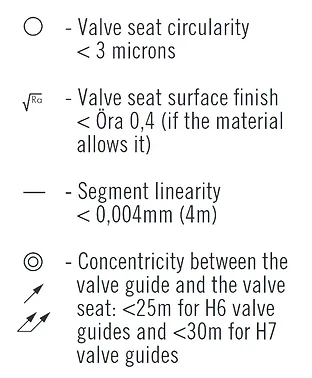
Допускі, якія звычайна патрабуюцца вытворцамі камплектнага абсталявання для сучасных рухавікоў:
Вышэйзгаданыя допускі, якія цяжка атрымаць і выконваць вытворцам вялікіх серый, яшчэ больш складаныя для гарантыі пры рамонце. Неадпаведнасць гэтым узроўням якасці зробіць апрацоўку сядзелаў клапанаў яшчэ больш далікатнай.
Сядла і клапаны
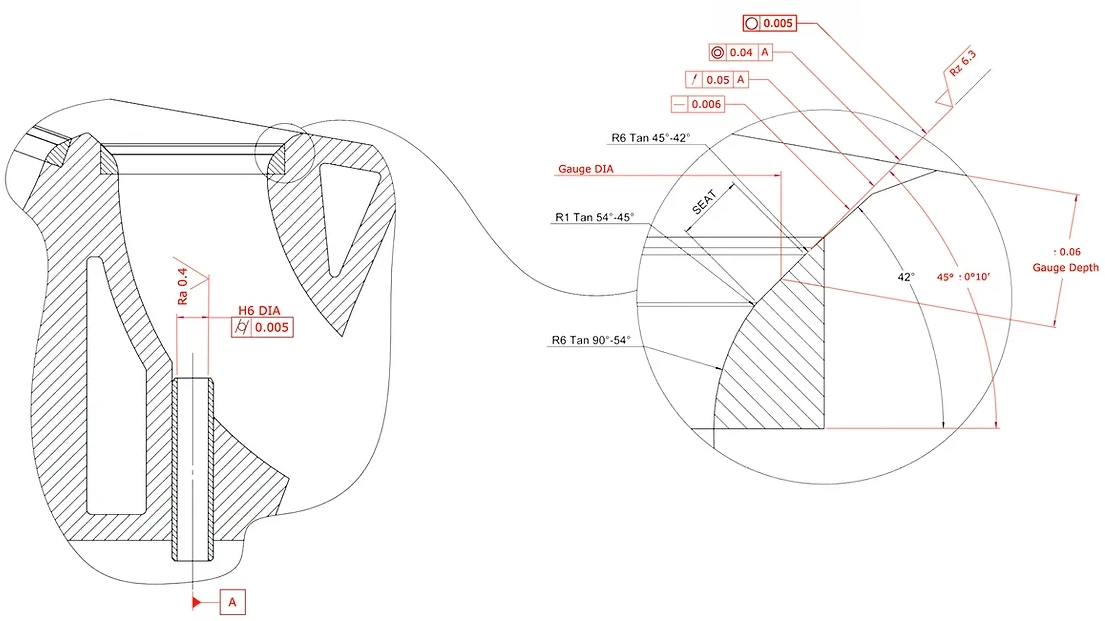
У сувязі з важнасцю дакладнасці паверхняў, якія будуць у кантакце і якія, з-за іх узаемадапаўняльнасці, будуць забяспечваць ідэальную герметычнасць, OEM-вытворцы ўзмацняюць допускі формы канусаў сядзенняў.
Лінейнасць сегмента вугла сядзення і яго акругласць дапускаюцца з розніцай значэнняў, якая не перавышае некалькіх мікрон (< 10 мікрон). Значэнні Ra і Rz, якія вызначаюць аздабленне паверхні сядла клапана, а таксама вельмі шчыльная і найменшая няроўнасць або хвалістасць сядла, даюць сядло, якое выходзіць за межы допуску і непрымальна.
Допускі, якія прымяняюцца да паняцця канцэнтрычнасці, біення або падвойнага біення паміж воссю накіроўвалай клапана і воссю сядла клапана, таксама вельмі важныя, але застаюцца ў межах значэнняў, якія адносна лёгка гарантаваць.
Як правіла, дэфект канцэнтрычнасці/разбіццё парадку 0,05 мм (0,002”) лічыцца прымальным. Усе гэтыя значэнні допуску сур'ёзна ўзмацняюцца з прымяненнем каэфіцыента пад назвай "Cpk", які выдаецца па-за правіламі, якія прымяняюцца да кампаній, сертыфікаваных ISO/TS16949, і значна зніжае значэнні допуску за кошт выкарыстання машын, здольных гарантаваць вялікую стабільнасць якасці.
Гэты падыход, накіраваны на гарантыю якасці, стаў магчымым, паколькі чалавечыя памылкі максімальна пазбягаюць дзякуючы выкарыстанню лічбавых сістэм, якія запускаюць і кіруюць механізмамі, якія заўсёды забяспечваюць большую прадукцыйнасць.
NEWEN FIXED-TURNING® дзейнічае ў рамках логікі развітога і высокапрадукцыйнага механічнага прынцыпу, які кіруецца і кіруецца з дапамогай унікальнага высокапрадукцыйнага лічбавага кіравання.
FIXED-TURNING® забяспечвае і гарантуе:
Гэты ўзровень якасці з'яўляецца самым высокім на сённяшні дзень і даступны ўсім людзям, якія займаюцца апрацоўкай сядзенняў клапанаў, ад самага маленькага завода па аднаўленні рухавікоў да найбуйнейшых вытворчых прадпрыемстваў, якія выкарыстоўваюць NEWEN FIXED-TURNING®.
Нарэшце, NEWEN FIXED-TURNING® - гэта надзейнае і паслядоўнае сродак вытворчасці, эканамічнае і гнуткае, якое дазваляе ўлічваць самыя сур'ёзныя Cpk, адначасова кантралюючы прыбытак.
Патрабаванне да пастаяннай якасці (Cpk) і дакладнасці для вытворчасці новых галовак блока цыліндраў падкрэслівае неадэкватнасць прынцыпу канічнага пілота як прымальнага рашэння для апрацоўкі сядла клапана.
Гэта рашэнне, якое даўно цэніцца за яго эканамічны аспект, больш не адпавядае сучасным тэхнічным патрабаванням.
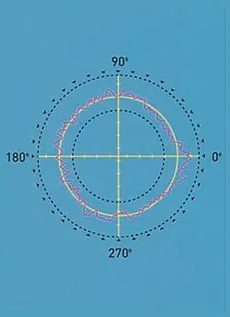
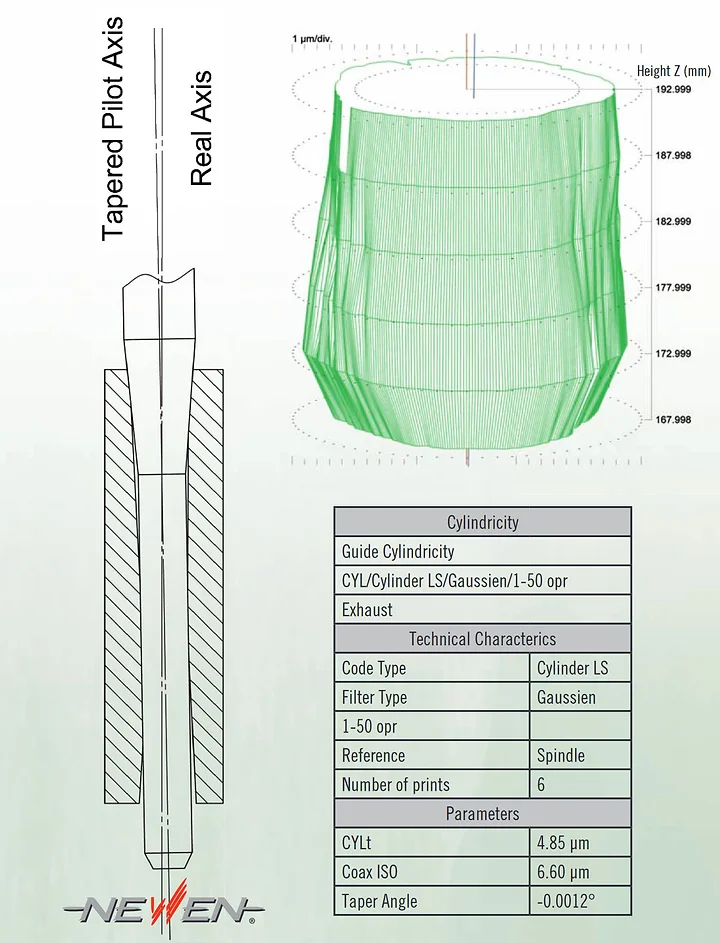
Вось/палажэнне, якое займае канічны пілот у накіравальнай клапана, ніколі не адрозніваецца ад таго, якое будзе вызначана шляхам вымярэння, і/або становішча, якое займае клапан падчас руху (гл. малюнак).
Гэтая розніца яшчэ больш узмацняецца дэфектам формы новай або б/у накіроўвалай клапана (звярніцеся да графічнага адлюстравання новай накіроўвалай клапана на вымяральнай машыне Talyrond)
Выпадковае размяшчэнне пілота ў накіроўвалай клапана супярэчыць паняццю Cpk, якое сёння распрацавана ва ўсіх OEM-вытворцах.
Не забываючы, што нават у выпадку простага рамонту, сам памер пілотаў, неабходны для цяперашніх рухавікоў, у любым выпадку недастатковы, каб супрацьстаяць нерэгулярным намаганням рэзкі інструментаў формы.
NEWEN энергічна абвяргае пазіцыю абаронцаў гэтай састарэлай тэхнікі.
Сапраўды гэтак жа формульны інструмент мае занадта доўгі профіль рэзкі, каб гарантаваць правільны разрэз на 360 градусаў (раўнамерна вакол сядзення).
Значэнне ўнутранага рэльефу можа вар'іравацца па шкале ад 1 да 3 для аднаго і таго ж сядзення, і радыяльныя намаганні, якія паглынае шпіндзель, непазбежна выклічуць фактычны згінанне апошняга і прывядуць да дэфекту формы сядзела клапана, напрыклад, шамацення меткі, хвалістай і/або авальнай формы, якія зробяць апрацоўку сядзення няправільнай і па-за межамі допуску.
Цяперашнія матэрыялы сядла клапана і неабходныя допускі больш несумяшчальныя з гэтай тэхнікай апрацоўкі.

Традыцыйных сродкаў вымярэння недастаткова для дакладнага кантролю сядла клапанаў і накіроўвалых клапанаў, вырабленых на машынах NEWEN® FIXED-TURNING®.
Кампанія NEWEN® абсталявала кантрольную машыну TALYROND 365XL, спецыяльна распрацаваную і прызначаную для вымярэння формаў, кааксіальнасцей, аздаблення паверхні...
Гэтая машына, раздзяленне якой роўна 1/100 мікрон дазваляе аўтаматычна кантраляваць усе геаметрычныя параметры, якія вызначаюць якасць накіроўвалай і сядла клапана: акругласць, канцэнтрычнасць, выцяканне, цыліндрычнасць, лінейнасць сегмента, вуглы, аздабленне паверхні... Кантрольныя справаздачы і графікі ў выніку тэсты бясспрэчна прызнаны аддзеламі кантролю самых прэстыжных OEM-вытворцаў.
NEWEN пастаянна правярае працу машын, якія ён вырабляе, і дэманструе якасць рэальнымі паказчыкамі.
Як і прынцып такарнага станка з ЧПУ, FIXED-TURNING ® - гэта механічная апрацоўка сядзенняў клапанаў і/або любой формы кручэння шляхам інтэрпаляцыі восяў.
Акрамя таго, што круціцца рэжучы інструмент, а не апрацоўваная дэталь, шпіндзель станка і апрацоўчая галоўка дазваляюць вельмі проста апрацоўваць самыя складаныя і складаныя формы, незалежна ад якасці матэрыялу сядла клапана. Круцячыся, рэжучы інструмент рухаецца па сваіх восях X і Z, каб апісаць профіль машыны. Апрацоўка выконваецца ў адным кірунку, а колькасць праходаў вызначаецца аўтаматычна самой праграмай. Ход рэжучага інструмента аптымізаваны ў адпаведнасці з фактычнай формай неапрацаванага сядла клапана. Стандартны трохкутны фрэза рухаецца ў адпаведнасці з воссю карэткі і воссю перамяшчэння шпіндзеля. Усё круціцца вакол восі С.
Магутны камп'ютар пастаянна разлічвае аптымальную траекторыю інструмента, каб намаганні рэзання былі рэгулярнымі і зведзены да мінімуму. Кожная асобная габлюшка, разлічаная ад долі секунды да долі секунды, вырабляецца такім чынам, што ніякія ваганні намаганняў рэзання не парушаюць баланс і гнуткасць шпіндзеля.
Дзякуючы FIXED-TURNING ®, ідэальная апрацоўка сядла клапана і ідэальнае ўшчыльненне паміж сядлом клапана і яго клапанам дасягаюцца кожны раз, у першы раз, без прыціркі.
Сучасныя элементы кіравання, найноўшыя тэхналогіі, эфектыўныя, простыя, надзвычай зручныя, пазбаўляюць аператара ад паўтаральных жэстаў, зніжаюць стомленасць і вызваляюць увагу для важных аперацый.
Узаемадзеянне з машынай зручнае і простае. Аператару трэба толькі ўвесці знаёмыя памеры, такія як дыяметр клапана, выбраць профіль, і машына імгненна разлічыць усё астатняе, уключаючы ўсе праходы чарнавой і фінішнай апрацоўкі.
Акрамя дакладнасці, простага зручнасці для карыстальніка і дадатковай прадукцыйнасці, FIXED-TURNING ® з'яўляецца эквівалентам тысяч інструментаў для нестандартных формаў, усе пастаянна спакаваныя ў адной простай і даступнай машыне.
Няхай жыве рэканструкцыя рухавіка.