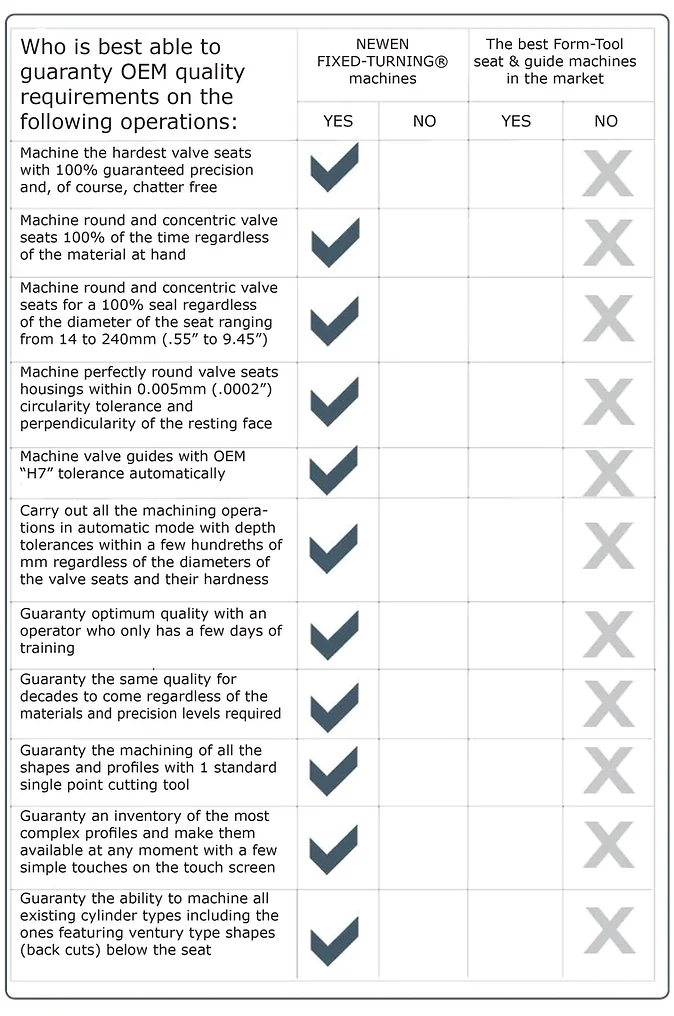
Обработка на легла на клапани, един век еволюция и … решението!
Преди
ПОТАПЯНЕ
и инструмента за карбидна форма
Чертеж 1
Знаци за бърборене
|
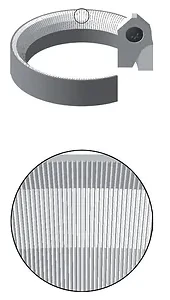
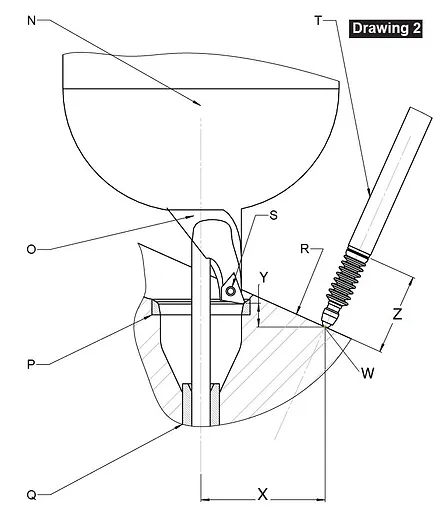
Чертеж 2
Вълнообразие
|
Прилепването на гнезда на клапани от прах метал или на някои чугунени гнезда на клапани води до неизбежни следи от дрънкане. Следите от тракане са много вредни за клапана, тъй като газовете излизат през тях, докато вентилът е затворен.
Вследствие на това обработеното легло на клапана ще се деформира бързо и уплътнението му никога няма да бъде адекватно. Следите от трептене са резултат от твърдосплавни инструменти, които изрязват голяма повърхност от материал със зърнеста структура, направен от различни материали (като прахови метали, чугуни с нодуларна форма...).
Традиционните легла на клапаните, обработени с техниката на прилепване (инструменти за формиране), всички представят вълни с размери на стотни от милиметра, които са пряк резултат от неравномерни усилия на рязане при въртене на 360 градуса. Резултатите от променящите се усилия на рязане предават неравномерни сили върху шпинделите на машината, които ще се огъват повече или по-малко в зависимост от машината и ще дават неправилни форми. Това явление, добре познато на операторите на ръчни машини, се компенсира, когато се появят големи видими дефекти, с бърз и силен натиск върху командата на шпиндела.
Горното води до значителни усилия на шпиндела и макар да може да помогне за изглаждане на малки дефекти, то по никакъв начин не може да коригира геометрията.
Тези вълни, присъщи на самия принцип на машинна обработка чрез прилепване, имат безспорни последици върху уплътняването на клапана и изискват допълнително прилепване на всеки клапан върху неговото легло на клапана, за да се получи приемливо уплътнение. Прилепването на клапаните, което досега се приемаше поради необходимост от конструкторите на двигатели и техните клиенти, отдавна беше прогонено от производителите на двигатели и всеки, който търси минималното качество, изисквано от днешните поколения двигатели.
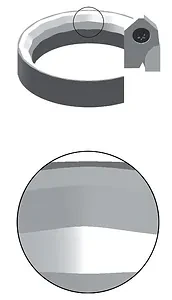
Сега
FIXED-TURNING®
и инструмента с една точка
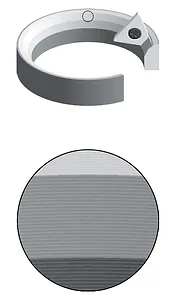
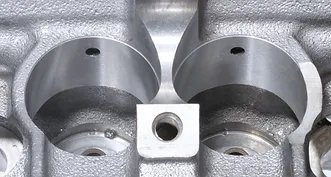
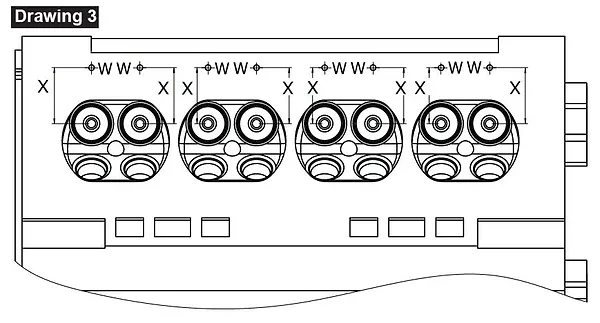
Чертеж 3
Геометрична прецизност
Обработка чрез интерполация, FIXED-TURNING®, определено елиминира всички дефекти, показани на чертежи 1 и 2.
На практика е невъзможно да се генерират следи от микротрептене и вълни. Едноточковата обработка не позволява образуването на такива дефекти. Човек трябва само да помисли за обработка на струг, за да се убеди.
Обработката със стругващ инструмент, движещ се по две интерполирани оси, генерира кръгъл микро-жлеб, идеално кръгъл. Дълбочината на жлебовете и интервалът между 2 жлебове се контролират от цифровото управление на машината, което води до най-добрите достижими повърхностни покрития.
Подобно на усилията при рязане, намалени значително (300 пъти и повече), дефектите на повърхностното покритие са намалени до нива, които класират FIXED-TURNING® на самия връх на скалите за качество, определени от водещите OEM производители.
нова ера, нов свят на възможности...
Обработката на най-трудните цилиндрови глави се постига само за минути на легло на клапан за най-дългите профили, специално направени за подобряване на мощността на двигателя. Обработката на традиционен "3-ъгълен" профил ще се извърши за няколко секунди.

Мотоциклетни цилиндрови глави , най-малките клапанни седалки наоколо и предстоящи (намаляване, в основата на всички нови програми за разработка на двигатели) могат да се обработват с изключителна лекота и оптимална прецизност на конкурентните двигатели...
Машините NEWEN® позволяват на всеки производител на двигатели да се позиционира като специалист в машинната обработка на всички типове двигатели. Прецизността, която се постига систематично при използване на машини FIXED-TURNING®, се отнася за всички типове двигатели, вече не трябва да отказвате да се включите в такава или онази обработка на такъв или онзи тип цилиндрова глава, всички трудни операции по обработка стават източник на допълнителни и значителни печалби.
Пазарът с висока производителност , пазарът за механично свободно време, е в обсега на всеки производител на двигатели, оборудван с машина FIXED-TURNING®.
Всички прецизности, изисквани във Формула 1 или други взискателни механични спортове с висока производителност, могат да бъдат постигнати автоматично и систематично. Съвършенството е гарантирано.
High-Performance е разрастващ се и доходоносен пазар. Престижът на професионалист от високо ниво, който се занимава с тази специалност, блести върху цялата му компания.
КОГЕНЕРАЦИЯТА, известна също като „Комбинирана топлина и енергия (CHP)“, преобразуването на двигатели към природен газ и биогорива (етанол) изисква бързи и прецизни операции по машинна обработка на насрещните отвори на седлото на клапана и много твърдите седла на клапана.
Принципите на когенерацията отдавна са известни и се използват в голямо разнообразие от приложения. Днес напредъкът в технологията на свръхчистите бутални двигатели, работещи с природен газ, топлообменниците и системите за управление, правят когенерацията едновременно практична и икономична за приложения в различни размери.
Един аспект на производството на енергия, който е повлиял на този напредък, е непрекъснато нарастващата нужда от по-чиста енергия. Стратегиите за контрол на емисиите, които позволяват на двигатели с вътрешно горене, работещи с природен газ, да се прилагат за CHP & ICHM приложения на нива, равни или по-ниски от настоящите стандарти за големи електроцентрали, допълнително направиха когенерацията по-практична, икономична и достъпна за по-широк кръг търговски и индустриални приложения.
FIXED-TURNING® е идеалният инструмент за тези услуги, които стават лесни, бързи, прецизни и много изгодни.
Обработката на всички корпуси на отворите на гърбица-кофа до извънгабаритни размери, за да се вмъкнат втулки с големи размери в корпусите, е проста операция, прецизна и печеливша с FIXED-TURNING®.
Създавайте OFFSET профили по желание...

Обработка на Вентури (до 112 градуса) за ускоряване на скоростта на газовете.
Вентури: отворен ъгъл под седалката, който позволява да се ускори скоростта на изгорелите газове чрез декомпресия.

Машина с прецизност на всички видове водачи на клапани (чугуни, прахообразни метали, бронз, всякакви сплави...). Разширете водачите на клапаните с изключителна прецизност при самостоятелна операция или при комбинирана механична операция на седлото на клапана.

Обработвайте всички високопрецизни отвори за седла на клапани с един и същ режещ инструмент. Подготвяне на корпуси на легла на клапани във всички видове цилиндрови глави, чугунени или алуминиеви, прецизна и печеливша работа за всички професионалисти от FIXED-TURNING®.



Твърдост на леглото на клапана на главата на цилиндровата глава на KOMATSU: 56/58HRC (573HB+ / 610HV50+)
- Използвана вложка: FT-11-11
- Скорост на рязане: 180 м/мин
- Режим на обработка: сухо рязане
- Цикъл на рязане: 28 сек/седалка
- Кръглост: 1µ до 2,40µ
- Повърхностно покритие: 0.20Ra
Друга ексклузивна версия на NEWEN: механичната обработка на корпуса на запалителната свещ.


Обработката на леглата на декомпресорните клапани на Mercedes Actros е „детска игра“.

FIXED-TURNING® и неговото цифрово управление, това е възможността да се постигне невъзможното по печеливш и повтарящ се начин.
Технология за всички.
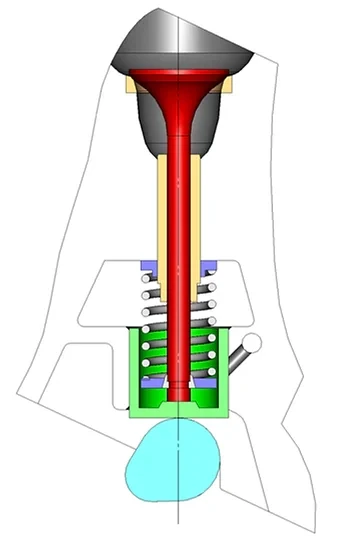
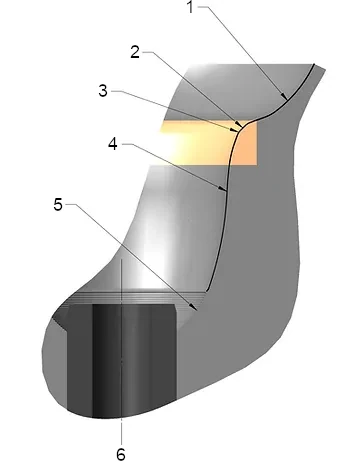
Всички машини NEWEN FIXED-TURNING®, включително CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, са оборудвани с електронна система за повтаряне на дълбочината на рязане с прецизно сион. Тази система, разработена от NEWEN, сама по себе си не е система за измерване, но е замислена да позволява прецизно повтаряне на позиция на обработка, като същевременно взема произволна референция от главата на цилиндъра към машината. Обикновено еталонът за системата NEWEN е планът на уплътнението на главата на цилиндъра, който също се използва като еталон за измерване на дълбочината на леглото на клапана. Също така е възможно, като се използва специфичен инструмент, да се използват други повърхности, като например корпуси на разпределителния вал.
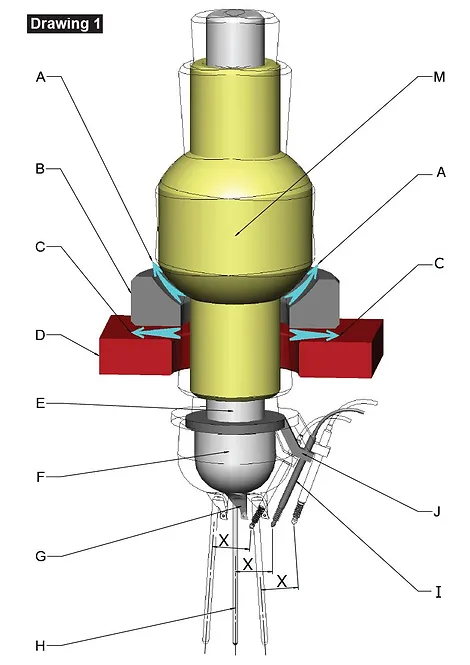
Електронен линеен габарит, LVDT, (I) е свързан към цифровото управление на машината. В зависимост от свитата дълбочина на върха на LVDT, манометърът изпраща електрически сигнал, който позволява да се идентифицира, с по-малко от една стотна от mm, позицията на манометъра.
Тази позиция може да се запомни. След като позицията бъде запомнена, захранващият двигател на шпиндела се спира автоматично, когато манометърът отново бъде компресиран със същата степен. В резултат на това оборудването може да обработва всички легла на клапани на една и съща дълбочина по отношение на избрана референтна точка.
Манометърът (I) има фиксирана позиция по отношение на оста на пилота и по отношение на корпуса на шпиндела, към който е прикрепен. Тази фиксирана позиция остава, когато шпинделът се движи върху своята въздушна възглавница (C) и/или върху своята сферична въздушна възглавница (A)
.
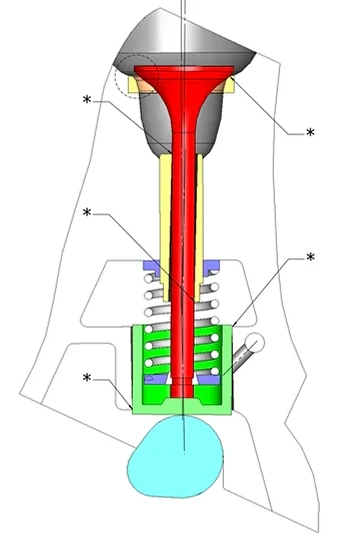
Чертеж 3: Всички седалки са обработени според една и съща референтна точка (W) , принадлежаща на референтния план и отдалечена от фиксирана мярка (X) , която е същата като мярката (X) на чертеж 1.
Размерът (Z) на чертеж 2 е размерът на габарита, който е компресиран и съответства на разстоянието на обработка на стойността (Y) на чертеж 2 в сравнение с референтната точка. Тази стойност (Y) може да бъде модифицирана на дадена и точна стойност с помощта на контролираните средства на цифровото управление (асансьор, избор на ремонтни размери...), което ще промени позицията на върха на манометъра, а последният ще още веднъж да се запомни, за да се повтори толкова пъти, колкото желаете.
Свитото количество (Z) на габарита не е идентично със стойността на хода на шпиндела по същество поради съществуващия ъгъл между шпиндела на машината и манометъра. Освен това LVDT не е измервателен уред, а индикатор за позиция.
Системата NEWEN за автоматичен повтарящ се контрол на дълбочината™ гарантира идентична дълбочина на обработка с вариации, които не надвишават +/- една стотна от мм.
Това е единствената налична система в индустрията, която гарантира автоматична обработка с такава прецизност, независимо от позицията на главата на цилиндъра спрямо държача на главата на цилиндъра, по отношение на ъгъла на водачите на клапаните и по отношение на ход на главата на машината.

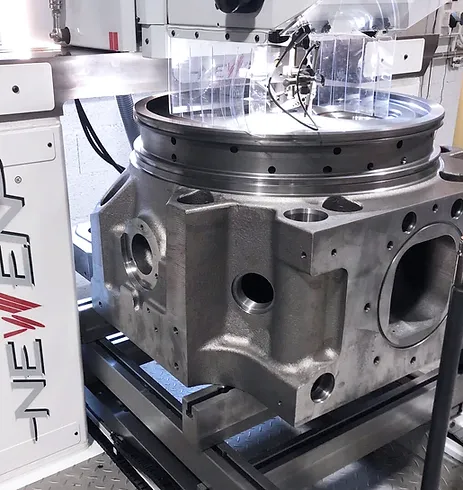
FIXED-TURNING® И МАШИННА ОБРАБОТКА С ЦИФРОВО УПРАВЛЕНИЕ
Главата на цилиндъра, невралгичният център на двигателя, събира всички функции, които определят мощността, гъвкавостта и дълголетието на двигателя… Главата на цилиндъра е центърът на вниманието на разработчиците на двигатели и специалистите по ремонта. NEWEN, FIXED-TURNING® и цифровото управление носят неизбежни и незаменими решения на множество технически предизвикателства, които не могат да бъдат разрешени с по-стари и/или традиционни технологии.
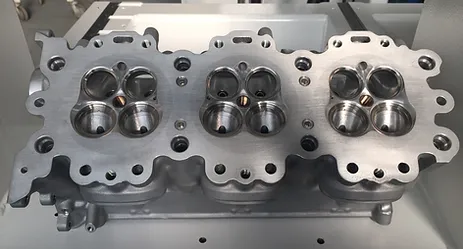
ОБЕМИ НА ГОРИВНАТА КАМЕРА
Обемът на камерите, тяхната стойност в cm3 (кубични сантиметри или CC) и съответствието им помежду им в рамките на един и същ двигател е решаващ елемент, за да бъде мощността на всеки цилиндър оптимална и балансирана. Само камери, съвършено сходни по обем и форма, трябва да позволяват изходни нива и хармонии, необходими за повишените обороти на двигатели с висока производителност (вижте технологията „HCCI“ в края на този документ). 
FIXED-TURNING® и цифровото управление NEWEN позволяват много прецизни машинни операции. Седалките на клапаните и техните специфични профили (всмукателен и изпускателен) могат да бъдат дублирани в рамките на 1/100 mm (0,01 mm или 0,00039”), дълбочините на обработка се контролират автоматично с електронен дълбокомер и кинематика с много висока точност.
Прецизните обеми на камерите се гарантират от съответстващи форми и идеално еднакви дълбочини.
ХЕРМЕТИЧНОСТ НА ЦИЛИНДРА
Мигновената херметичност на цилиндъра е от съществено значение за оптималното функциониране на двигателя и за достигане на високи обороти.
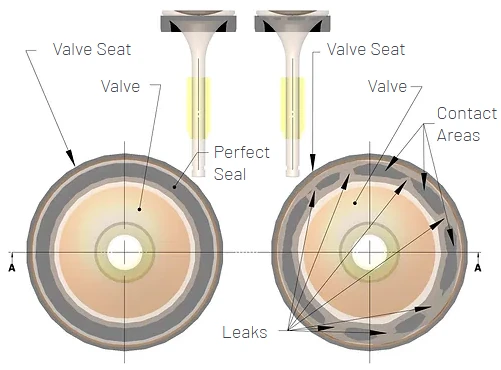 Контактът метал към метал между вентила и леглото на клапана трябва да бъде пълен и перфектен, за да се осигури тази трудна функция за херметичност. Освен качеството на материалите, които ще приемат повишени скорости, контактът метал към метал между клапана и леглото на клапана е задължително условие за получаване на перфектна и трайна херметичност на цилиндъра.
Контактът метал към метал между вентила и леглото на клапана трябва да бъде пълен и перфектен, за да се осигури тази трудна функция за херметичност. Освен качеството на материалите, които ще приемат повишени скорости, контактът метал към метал между клапана и леглото на клапана е задължително условие за получаване на перфектна и трайна херметичност на цилиндъра.
Перфектното съответствие на формата между клапана и седлото на клапана се позволява чрез пълното спазване на геометриите (форми, ъгли, повърхностни покрития...) на двете повърхности в контакт.
Само високопрецизната обработка на клапаните и леглата на клапаните позволява да се получи това съществено съответствие. Прилепването на клапаните, което стана задължително в миналото поради липсата на прецизност на обработката на леглата на клапаните и на клапаните, е строго забранено за получаване на нива на въздухонепроницаемост и дълготрайност на споменатата въздухонепропускливост.
NEWEN, FIXED-TURNING® и неговото цифрово управление позволяват да се обработват легла на клапани, представящи дефект на формата (кръгове) от порядъка на 3µm (или .003 mm или .000118”) или по-малко в зависимост от машинно обработваните материали. OEM производителите изискват кръгли дефекти, които не надвишават 5 до 6 µm както за леглата на клапаните, така и за клапаните.
NEWEN FIXED-TURNING® и неговото цифрово управление позволяват регулиране на ъгли с една стотна от градуса наведнъж . Поради това е лесно да се регулират ъглите на леглата на клапаните и на клапаните, за да се получи перфектна и трайна херметичност, без да се поддавате на разрушителното изкушение от прилепване и, следователно, от деформиране на формите на тези части.
Клапаните на машините NEWEN FIXED-TURNING® са идеално кръгли, с много точни ъгли и херметичността е идеална за много часове употреба.
Обработката с инструмент за формиране не може да гарантира точни ъгли и идеално кръгли седалки, оттук и необходимостта от припокриване на клапаните. Койс, който ще доведе до краткотрайна херметичност и ще намали значително производителността.
ПОДРАВНЯВАНЕ И КОАКСИАЛНОСТИ Повишените обороти на двигателя, бързите ускорения и намаляване на скоростта са възможни благодарение на намаляването на масите при движение с високоефективни механизми за изтегляне на клапаните. Но всички тези характеристики са възможни само благодарение на драстично намаляване на триенето и укрепване на частите в движение, клапани, гърбични кофи, всмукателна гърбица... без да забравяме контролираното функциониране на системата за изтегляне на клапана.
Освен кръговрата на клапаните и леглата на клапаните, коаксиалността на водачите на клапаните, на клапаните, на гърбичните кофи и на гърбиците трябва да позволяват движението на всички тези части, като същевременно елиминират:
- паразитни фрикции
- плъзгането на "главите" на клапаните по тяхното гнездо
- закрепването на гърбичните кофи в съответните им корпуси.
Противно на общоприетите идеи, не е възможно да се контролира концентричността между леглото на клапана и водача на клапана чрез принудително поставяне на заострен пилот в рамките на водач и използване на този пилот като опора за манометър за концентричност. Още по-невероятно е да се използва същата техника, за да се позволи на инструмент да пробие корпус на отвор на гърбична кофа, концентричен спрямо водача на клапана, което е основното условие за добра работа на двигателя.
Кинематиката на NEWEN FIXED-TURNING® включва хидравлично центриране на центриращите пилоти, което позволява на машинния шпиндел да се центрира с дефект, който не надвишава няколко микрона (µ= 0,001 mm = ,000039”).
Пилотът FIXED-TURNING® не ограничава водача на клапана и взема предвид несъвършенствата на обработката на водачите на клапана. По същия начин, обработката на корпуса на отвора на гърбична кофа трябва да зачита водещата ос на гърбичната кофа.
Обработката с FIXED-TURNING® гарантира, че леглото на клапана, водачът на клапана и корпусът на отвора на гърбицата ще имат една и съща ос, ще бъдат идеално подравнени и че частите ще могат да се движат с най-високи скорости, без да бъдат подлагани на триене и паразитни спирачки, които биха направили невъзможно функционирането на двигателя при високи обороти, с последващо бързо износване и очевиден риск от механични инциденти.
Обработката на водачите, на леглата на клапаните и на корпусите на отворите на гърбицата с FIXED-TURNING® гарантира изключително бързо функциониране на двигателя, във връзка с използваните компоненти, клапани от титаниева сплав, специални пружини, специални легла на клапани... без риск от дефект на херметичността, паразитиране във функционирането от триене и разкъсване на маслен филм. Трябва също да се избягва паникьосването на клапани, които не могат да следват повишени режими.
NEWEN FIXED-TURNING® е концепция за машинна обработка, която е разработена, за да възстанови машинните дефекти в рамките на стойности, изразени в микрони, а не вече в стотни от милиметъра.
Прецизността на съосностите позволява високи режими и оптимално функциониране на двигателя.
Дефектът на коаксиалност на осите причинява зони с повишено триене*, което ще забави движението на различни части, което ще разруши херметичността на цилиндрите и това ще доведе до блокиране, като същевременно драстично ограничава скоростите на въртене на двигателя, всички по-горе се подчертава от дисбаланс на цилиндрите помежду си. Всеки дисбаланс е в основата на механични ограничения върху частите при движения, ограничения, които ще доведат до преждевременно износване на споменатите части.
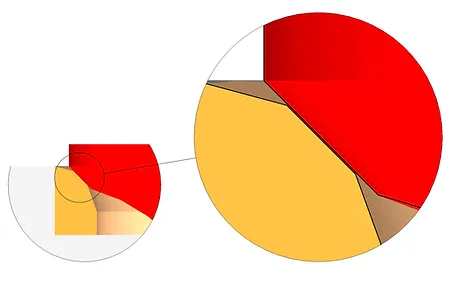
ПРОФИЛИ НА ИЗПУСКИТЕ
След експлозията на сместа (гориво-изгаряне), остатъчните газове от горенето изпълват цилиндъра и трябва да бъдат евакуирани през изпускателните канали, изхвърлени от буталото, което се връща обратно към високата си точка. Изпускателният клапан трябва да се затвори постепенно, преди буталото да се спусне отново, като в процеса отново се аспирира малко свежа смес. Този период на затваряне е критичен за изпускателния клапан. Газовете, нагрети до екстремна температура, са допълнително ламинирани между леглото на клапана и клапана, който се затваря.
Седлото на клапана и вентилът са подложени на абразивното действие на ламинираните газове и тогава температурата е на своята височина върху повърхностите, които ще осигурят контакт и въздухонепроницаемост за няколко хиляди от секундата. За да не съответства този контакт на бърза деградация на повърхностите в контакт, е необходимо тези контактни зони да бъдат оптимални по повърхност (mm2) и техните форми да се допълват (ъгли, кръглост, повърхностно покритие...).
1. Безстепенни връзки с форма, благоприятстваща свободния от турбуленция поток на газовете.
2. Широки зони на седлото и съвпадащи с вентила за голяма устойчивост на абразивността на газовете.
3. Вентури за бързо разширяване и ускоряване на газовете.
NEWEN FIXED-TURNING® позволява обработката на легла на изпускателния клапан, достатъчно големи, за да не се деформират, като същевременно имат ъгъл, възможно най-близък до този на клапана. Кръглата форма без фасети и вълни трябва да позволява контакт на метала с метала по цялата повърхност на седалката, което ще осигури добър топлообмен, перфектна херметичност и максимална надеждност.
FIXED-TURNING® позволява обработка на профили с почти неограничени дължини. Следователно можем да обработим изпускателния канал, за да улесним извличането на газове и по-специално на тръба на Вентури, което ще позволи на газовете да се отделят веднага след преминаване на седалката и следователно да ускорят скоростта си. Остри ъгли, стъпки, разлики в диаметъра, които водят до турбуленции и забавяне на газовия поток, трябва да бъдат изтрити и всеки тръбопровод (купа/задна стена) трябва да бъде оптимизиран и напълно идентичен с други тръбопроводи за по-добро управление на функционирането на двигателя.
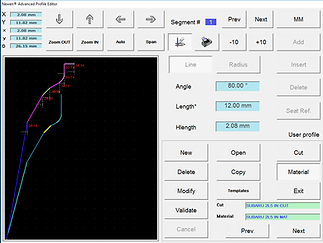
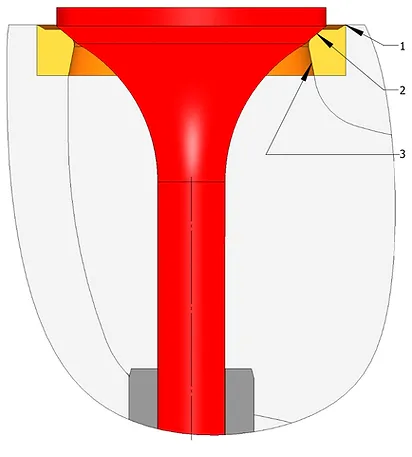
ВХОДНИ ПРОФИЛИ
За разлика от изпускателните седалки и клапани, всмукателните седалки и клапани не са подложени на наслояване от горящи газове и произтичащата от това абразия. Седлата на всмукателните клапани трябва да позволяват възможно най-пълното пълнене на цилиндъра със смес от свеж въздух/бензин, аспирирана от спускането на буталото и евентуално избутана от действието на турбо и компресор.
Формата на тръбопроводите (областта на купата) трябва да бъде оптимална, за да позволи максимален поток на газовете, без генериране на паразитни турбуленции. Ъгълът на самата седалка участва в насочването на газовата смес и трябва да бъде перфектно интегриран в общата форма на тръбопровода.
В зависимост от формата на камерите, профилите, съставени от линейни сегменти и радиуси, перфектно свързани един с друг, трябва да позволяват оптимален поток на газовете. Острите ъгли са забранени и съгласуван профил трябва да насочва възможно най-големия обем газ по време на краткото отваряне на вентила. Перфектното уплътнение на вентила трябва да позволи оптимално изгаряне и мощност, както и безупречна надеждност.
Само FIXED-TURNING® позволява оптимизиране на всмукателния тръбопровод от водача на клапана до ръба на цилиндъра. Обработка с перфектно овладяна форма трябва да се извърши в една единствена операция и да се повтори идентично за всеки цилиндър. Оригиналната механична обработка на цилиндровите глави се извършва чрез поредица от допълващи се механични операции, корпуси на седла на клапани, седалка, обработка на ъглите... което автоматично създава неравности, вредни за потока от погледи. FIXED-TURNING® осигурява непрекъсната механична обработка, без прекъсване, на целия тръбопровод, включително леглото на клапана, което трябва да се обработва без да се подлага на ограниченията на останалата част от машинната обработка. FIXED-TURNING® и непрекъснатата обработка на тръбопроводите и седалките позволяват оптимално пълнене на цилиндрите, пълна редовност между цилиндрите и, следователно, оптимална мощност на двигателя.
1. Профил, съставен от линейни сегменти и радиуси, оптимизиращи насочването на сместа към цилиндъра.
2. Седалката е идеално кръгла и херметична с ъгъл, перфектно регулиран спрямо този на клапаните.
3. Малък радиус на връзката против турбулентност.
4. Форми на тръбопроводи (купа) перфектно преплетени и строго идентични помежду си.
5. Суровина
6. Постоянен и гладък профил на целия тръбопровод (купа), включително зоната на спиране на вентила.
РЕГУЛЯРНОСТ НА ПОТОКА И БАЛАНСИРАНЕ НА ЦИЛИНДРИ
Всеки цилиндър внася пропорционална част от мощността на двигателя и само идеалното сходство между мощността, доставяна от всеки цилиндър, позволява ефективно функциониране на двигателя при високи обороти.
Цилиндрите с напълно идентично поведение трябва да позволяват да се получи двигател без паразитни вибрации и трябва да позволяват повишени скорости.
NEWEN и FIXED-TURNING® позволяват непрекъснати механични обработки, редовни и сходни във всички точки, от един тръбопровод към друг, от един двигател към друг. Най-сложните форми са разрешени на места, където класическите процеси на обработка с инструменти за форма са безсилни и неефективни.
NEWEN позволява перфектни легла на клапаните и, следователно, повишена ефективност на всеки цилиндър, като същевременно позволява изключителна надеждност.
Спазването на обработените дълбочини е възможно благодарение на две особености, изключителни за FIXED-TURNING®:
FIXED-TURNING® позволява машинна обработка от една стотна от милиметър (.00039”) върху цял профил, независимо от дължината му, като същевременно осигурява перфектна геометрия на седалката (кръгова форма, ъгъл, концентричност...)
цифровото управление на FIXED-TURNING® разрешава корекции на дълбочината в рамките на + или – 0,01 mm (1/100 mm) или .00039”.
Комбинацията от тези две ексклузивни възможности позволява да се получат идеално идентични горивни камери, които ще осигурят на двигателя неговия баланс и капацитета му да „върти при високи обороти“.
Тези прецизни възможности за обработка, изключително гарантирани от FIXED-TURNING®, вече позволяват възможността за ремонт на бъдещи двигатели, интегриращи технологията HCCI (Homogeneous Charge Compression Ignition), която ще революционизира бензиновия двигател, като го направи чист и много ефективен.
Напомняме, че технологията HCCI позволява да се премахнат запалителните свещи, благодарение на овладяването на компресията на сместа въздух/бензин и по този начин чрез овладяване на автоматичното запалване на горимата смес. Потреблението и увеличаването на мощността ще направят тази техника неизбежна. Обработката на цилиндровите глави ще даде голяма част от прецизността на обемите на камерите и дълбочините на обработка. Възможни са само процеси на обработка, позволяващи минимални и изключително прецизни разрези. FIXED-TURNING® вече е готов да посрещне това ново предизвикателство.
Производителността и надеждността вървят ръка за ръка с прецизността и цифровото управление.
FIXED-TURNING® изпревари времето си?
Не, FIXED-TURNING® е точно навреме, за да придружи специалистите по двигатели, които желаят да не бъдат изпреварени от технологичното развитие.