Subdodavatelé OEM, vysoce výkonní specialisté a opraváři motorů musí při obrábění vedení ventilů a sedel ventilů brát v úvahu a respektovat přesné tvarové a rozměrové tolerance.
S touto „pomocnou pamětí“ se NEWEN pokouší shromáždit v krátkém dokumentu určeném výrobním technikům různé symboly a toleranční značky, které obvykle používají výrobci originálního zařízení k definování svých požadavků, pokud jde o obrábění hlavy válců a zejména vedení ventilů a opracování sedla ventilu.
NEWEN spojuje každý tvar a rozměrovou toleranci s přímými a nepřímými dopady na fungování a spolehlivost hlavy válců, aniž by se pokoušel příliš zjednodušovat nebo denaturovat kombinované účinky dvou nebo více parametrů.
S tímto dokumentem NEWEN pracuje na odsuzování obecně přijímaných myšlenek i falešných myšlenek, rozšířených myšlenek, které kvůli své jednoduchosti a nepřesnosti klamou přestavby motorů a mění jejich úsudek.
« Když dokážete změřit to, o čem mluvíte, a vyjádřit to v číslech, něco o tom víte; ale když to nemůžete změřit nebo vyjádřit čísly, vaše znalosti jsou skromné a neuspokojivé."
Lord KELVIN (1824-1907)
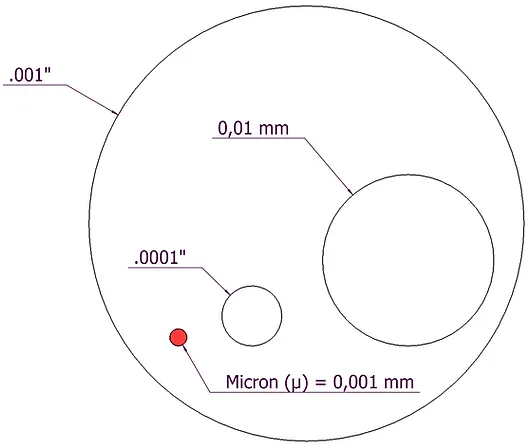
Nová celosvětová standardizace vedla k tomu, že drtivá většina výrobců OEM používala metrický systém pro klasifikaci otisků hlav válců i dalších součástí motoru. 0,01 mm a 0,001 mm jsou proto široce používány k toleranci různých mezí obrábění vedení ventilu a sedla ventilu.
Níže uvedený nákres umožní každému vizualizovat dobře známé rozdíly mezi různými referenčními hodnotami. Je dobře známo, že použití tisíců milimetrů v tolerancích znamená nové kontrolní prostředky a nové reflexy ve výběrech a možnostech obrábění.
NEWEN se rozhodl vybavit se řídicími prostředky s definicí jedné setiny mikronu (0,00001 mm), aby zkontroloval úroveň výkonu svých strojů a poskytl svým zákazníkům záruku v jejich základních volbách při výběru obráběcího zařízení.
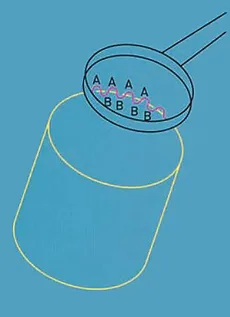
Proč měřit kulatost?
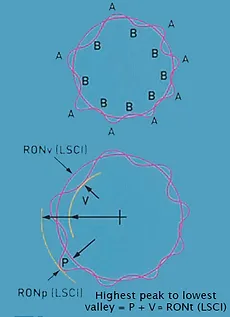
Součást se může zdát oku kulatá a zdánlivě mít konstantní průměr při měření pomocí nonie nebo mikrometru, ale je kulatá? Je jasné, že lobing může ovlivnit funkci. Laloky v „A“ ponesou zatížení, zatímco mazací film bude největší v „B“.
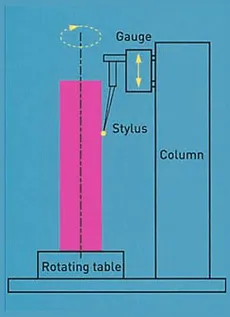
Jak se měří kulatost?
K měření kruhovitosti je nutná rotace spojená se schopností měřit změnu poloměru. Toho lze nejlépe dosáhnout porovnáním profilu testované součásti s kruhovým nulovým bodem. Součást se otáčí na vysoce přesném vřetenu, které poskytuje kruhový základ. Osa součásti je vyrovnána s osou vřetena, obvykle pomocí centrovacího a nivelačního stolu. K měření radiálních změn součásti vzhledem k ose vřetena se pak použije převodník.
důvod?
Zde zobrazené ložisko může mít drážku, která není skutečně kruhová. To by pravděpodobně fungovalo krátkou dobu, ale zvlnění kolem tohoto ložiskového kroužku by začalo způsobovat vibrace. To by vedlo k předčasnému opotřebení a způsobilo by to, že závod bude fungovat méně efektivně, než bylo zamýšleno.
výsledky ?
Zde zobrazené ložisko může mít drážku, která není skutečně kruhová. To by pravděpodobně fungovalo krátkou dobu, ale zvlnění kolem tohoto ložiskového kroužku by začalo způsobovat vibrace. To by vedlo k předčasnému opotřebení a způsobilo by to, že závod bude fungovat méně efektivně, než bylo zamýšleno.
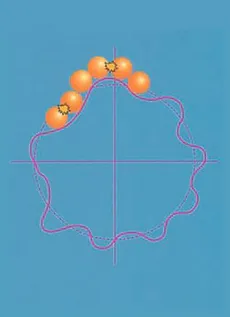
Je vhodné znázornit výstup nekulatosti z měřidla jako polární profil nebo graf. Vyhodnocení této obrazové reprezentace může být subjektivní a časově náročné, proto potřebujeme nějaké prostředky pro zpracování informací, abychom získali přesné a opakovatelné odpovědi. Protože se snažíme vyhodnotit odchylky od skutečné kruhovitosti a požadujeme referenci, ze které bychom mohli měřit, má smysl pokusit se přizpůsobit referenční kruh našemu profilu a vztáhnout k němu všechny naše výpočty.
Referenční kruh nejmenších čtverců (LSCI)
Čára nebo obrázek se přizpůsobí jakémukoli datu tak, že součet čtverců odchylek dat od tohoto řádku nebo obrázku je minimální. Toto je také čára, která rozděluje profil na stejné minimální oblasti.
LSCI je nejčastěji používaný referenční kruh. Nekulatost je pak vyjádřena jako maximální odchylka profilu od LSCI. tj. od nejvyššího vrcholu k nejnižšímu údolí.
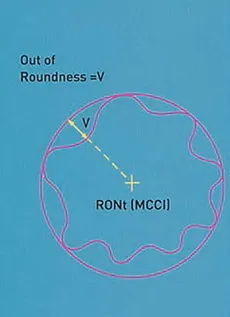
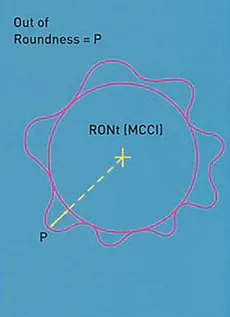
The Minimum Circumscribed Circle (MCCI)
Definováno jako kružnice o minimálním poloměru, která obklopí data profilu. Nekulatost je pak dána jako maximální odklon (nebo údolí) profilu z tohoto kruhu. Někdy označovaný jako referenční kruh měřidla prstence.
Referenční kruhy minimální zóny (MZCI)
Definováno jako dvě soustředné kružnice umístěné tak, aby obklopovaly měřený profil tak, že jejich radiální odchylka je minimální.
Hodnota kruhovitosti je pak dána jako radiální vzdálenost dvou kružnic.
The Maximum Inscribed Circle (MICI)
Definováno jako kružnice maximálního poloměru, která bude ohraničena daty profilu.
Nekulatost je pak dána jako maximální odchylka (nebo vrchol) profilu z kruhu. Někdy označovaný jako referenční kruh měřidla zástrčky.
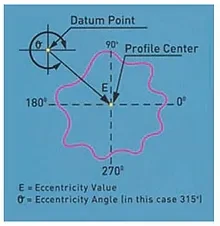
 = Excentricita (ECC)*
= Excentricita (ECC)*
Toto je termín používaný k popisu polohy středu profilu vzhledem k nějakému referenčnímu bodu. Je to vektorová veličina v tom smyslu, že má velikost a směr. Velikost excentricity je vyjádřena jednoduše jako vzdálenost mezi středem profilu a referenčním bodem. Směr je vyjádřen jako úhel od referenčního bodu.
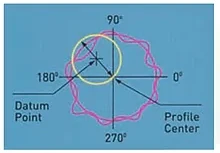
 = Soustřednost (CONC)*
= Soustřednost (CONC)*
To je podobné excentricitě, ale má pouze velikost a žádný směr. Soustřednost je definována jako průměr kružnice popsané středem profilu při otáčení kolem referenčního bodu. Je vidět, že hodnota soustřednosti je dvojnásobkem velikosti excentricity.
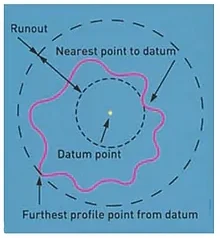
 = Runout (Runout)*
= Runout (Runout)*
Někdy se označuje jako TIR (Total Indicated Reading). Házení je definováno jako radiální oddělení dvou soustředných kružnic se středem v referenčním bodu a nakreslených tak, že jeden se shoduje s nejbližším a druhý se shoduje s nejvzdálenějším bodem profilu.
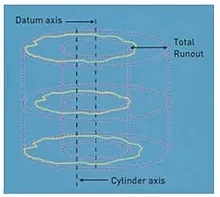
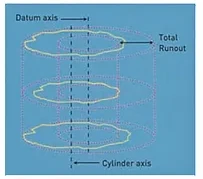
 = Celkové vybití (celkové vybití)*
= Celkové vybití (celkové vybití)*
Celkové házení je definováno jako minimální radiální vzdálenost dvou koaxiálních válců, které jsou souosé s referenční osou a které zcela obklopují měřený povrch.
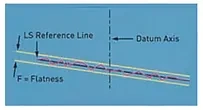
 = Rovinnost (FLTT)*
= Rovinnost (FLTT)*
Je přizpůsobena referenční rovina a rovinnost se vypočítá jako odchylka od vrcholu do údolí z této roviny. Lze použít buď LS nebo MZ n
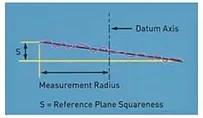
 = pravoúhlost (SQR)*
= pravoúhlost (SQR)*
Po definování osy je hodnota pravoúhlosti minimální osové oddělení dvou rovnoběžných rovin kolmých k referenční ose a které zcela obklopují referenční rovinu. Lze použít buď LS nebo MZ.
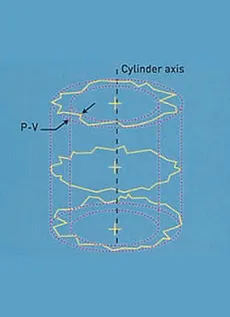
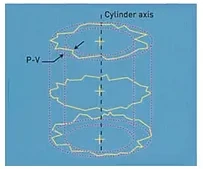
 = Válcovitost (CYLt)*
= Válcovitost (CYLt)*
Minimální radiální vzdálenost 2 válců, koaxiálních s namontovanou referenční osou, které zcela obklopují naměřená data. Mohou být použity válce LS, MZ, MC nebo Ml.
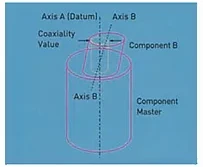
= Koaxiálnost (koaxiální ISO)*
Průměr válce, který je souosý s referenční osou a bude pouze obklopovat osu válce, na kterou se odkazuje pro vyhodnocení souososti.
= Koaxiálnost (koaxiální DIN)*
Průměr válce, který je souosý se základnou osou a bude pouze obklopovat centoidy (středy LS) rovin, ze kterých se vypočítává osa válce, na kterou se odkazuje pro vyhodnocení souososti.
Funkcí „trio“ vedení ventilu, sedla ventilu a ventilu je vytvořit dokonalou, donekonečna obnovovanou a spolehlivou vzduchotěsnost plynného toku motoru.
Kovový kontakt mezi dvěma povrchy musí představovat spolehlivý a vzduchotěsný průchod po stovkách milionů po sobě jdoucích otevírání a zavírání ventilů.
Dva dotykové povrchy, tj. povrch ventilového sedla ventilu a povrch vlastního sedla samotného, musí mít podobné vlastnosti a musí se blížit dokonalosti.
Tvary výše uvedených ploch musí být dokonale shodné a zcela se doplňovat.
Jediný tvar dosažitelný s přesností a opakujícím se způsobem, který plní tuto funkci, je kruh.
Ve spojení s dalšími parametry se kruhovitost, tj. přesnost tvaru kruhů tvořených sedlem ventilu a ventilem samotným, ukazuje jako hlavní a sine qua žádná podmínka dobré vzduchotěsnosti mezi ventilem a ventilem. sedadlo.
Kruhovitost, válcovitost, povrchová úprava, úhly, to vše podléhá stále přísnějším tolerancím.
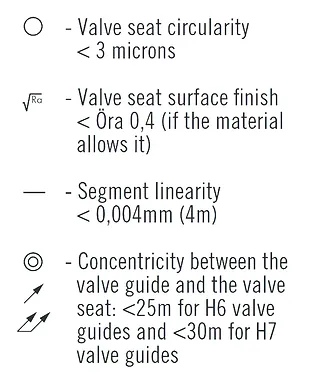
Vedení ventilu
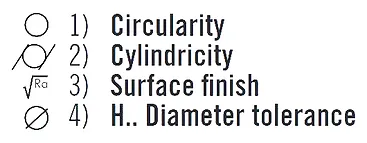
Vedení ventilu je referencí, z níž závisí polohování operace opravného obrábění sedla ventilu, kontrola části shody sedla ventilu (soustřednost) a samozřejmě vede ventil při jeho pohybech. Kvalita vedení ventilu je v podstatě definována 4 parametry:
Pro zajištění dokonalého vedení ventilu je rozhodující válcovitost a tolerance průměru. Dobré geometrické vlastnosti umožní vedení ventilu umístit ventil s přesností po dlouhou dobu životnosti.
Závažná závada ve vedení ventilu, dále špatné opracování vedení ventilu – mimo tolerance, povede k předčasné deformaci a opotřebení sedla ventilu a rychlé ztrátě výkonu motoru.
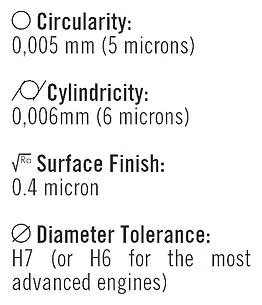
Tolerance běžně požadované výrobci OEM pro současné motory jsou:
Výše uvedené tolerance, těžko dosažitelné a respektované velkosériovými výrobci, jsou při opravách ještě složitější z hlediska záruky. Nedodržení těchto úrovní kvality způsobí, že obrábění sedel ventilů bude ještě jemnější.
Ventilová sedla a ventily
S ohledem na důležitost přesnosti povrchů, které budou v kontaktu a které díky své komplementaritě zajistí dokonalou vzduchotěsnost, zpřísňují OEM tolerance tvaru kuželů sedla.
Linearita segmentu úhlu sedla a jeho kruhovitost jsou tolerovány s rozdíly hodnot nepřesahujícími několik mikronů (< 10 mikronů). Hodnoty Ra a Rz definující povrchovou úpravu sedla ventilu a také velmi těsné a nejmenší chvění nebo zvlnění sedla poskytují sedlo, které je mimo toleranci a je nepřijatelné.
Tolerance aplikované na pojem soustřednosti, házivosti nebo dvojitého házení mezi osou vedení ventilu a osou sedla ventilu jsou také velmi důležité, avšak zůstávají v hodnotách, které lze relativně snadno zaručit.
Obecně se za přijatelnou považuje vada soustřednosti/házení v řádu 0,05 mm (0,002”). Všechny tyto toleranční hodnoty jsou vážně zpřísněny použitím koeficientu zvaného „Cpk“ vydaného z pravidel platných pro společnosti certifikované ISO/TS16949 a značně snižují toleranční hodnoty díky použití strojů schopných zaručit vysokou stálost kvality.
Tento přístup, jehož cílem je záruka kvality, je umožněn, protože je maximálně zabráněno lidské chybě díky použití spouštěcích a řídicích mechanismů numerických systémů, které poskytují vždy vyšší výkon.
NEWEN FIXED-TURNING® spadá do logiky vyvinutého a vysoce výkonného mechanického principu, řízeného a řízeného jedinečným vysoce výkonným numerickým řízením.
FIXED-TURNING® poskytuje a zaručuje:
Tato úroveň kvality je dnes nejvyšší a je přístupná všem lidem, kteří obrábějí sedla ventilů, od nejmenších opravářů motorů až po největší výrobní závody používající NEWEN FIXED-TURNING®.
A konečně, NEWEN FIXED-TURNING® je spolehlivý a konzistentní výrobní prostředek, ekonomický a flexibilní, umožňující zohlednit nejpřísnější Cpk a zároveň kontrolovat své zisky.
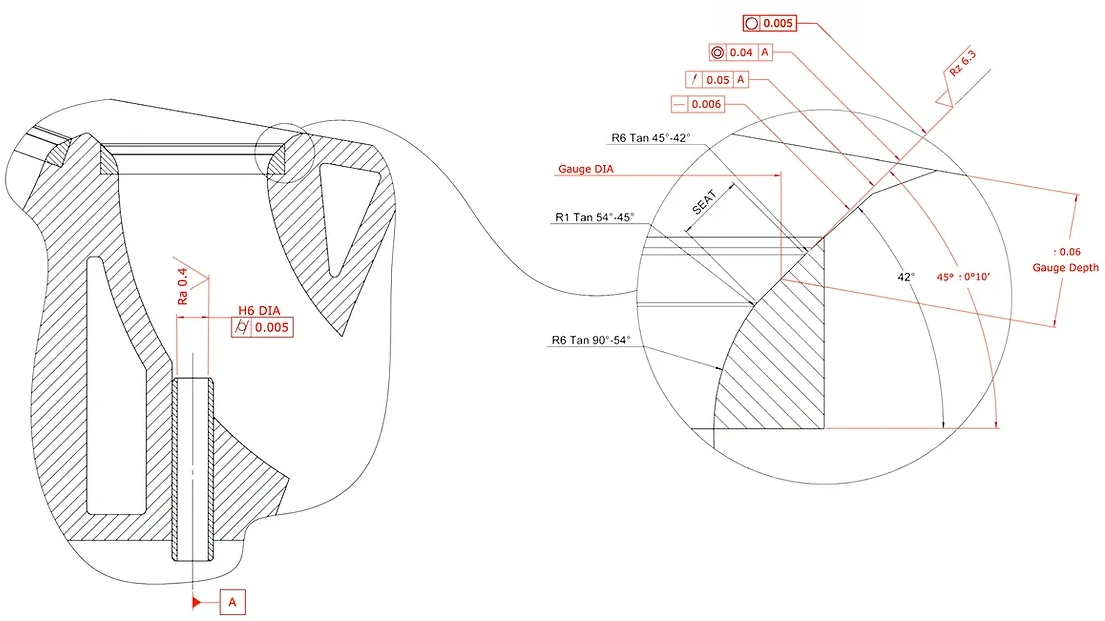
Požadavek na konstantní kvalitu (Cpk) a přesnost pro novou výrobu hlav válců zdůrazňuje nedostatečnost principu kuželového pilotu jako přijatelného řešení pro obrábění sedel ventilů.
Toto řešení, dlouhodobě oceňované pro svou ekonomickou stránku, již neodpovídá současným technickým požadavkům.
Osa/poloha zaujatá kuželovým pilotem ve vedení ventilu není nikdy stejná, než ta, která by byla určena měřením a/nebo poloha, kterou by zaujal ventil při pohybu (viz výkres).
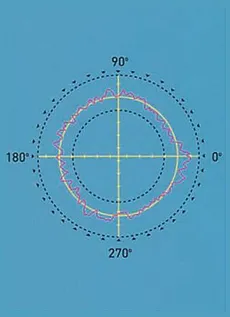
Tento rozdíl je dále zvýrazněn tvarovou vadou nového nebo použitého vedení ventilu (viz grafické znázornění nového vedení ventilu měřicím strojem Talyrond)
Náhodné umístění pilota ve vedení ventilu je v rozporu s představou Cpk, která je dnes vyvinuta u všech výrobců OEM.
Aniž by se zapomínalo, že i v případě jednoduché opravy samotný rozměr vodítek potřebný pro současné motory v žádném případě nestačí odolat nepravidelnému řeznému úsilí tvarových nástrojů.
NEWEN energeticky vyvrací pozici obránců této zastaralé techniky.
Podobně tvarovací nástroj vykazuje příliš dlouhý řezný profil na to, aby zaručoval pravidelný řez přes 360 stupňů (rovnoměrně kolem sedla).
Hodnota vnitřního odlehčení se může lišit na stupnici od 1 do 3 na stejném sedle a radiální síla absorbovaná vřetenem nevyhnutelně spustí skutečné ohnutí tohoto vřetena a přenese se do tvarové vady sedla ventilu, jako je chvění. značky, zvlnění a/nebo oválné tvary, které způsobí, že opracování sedla bude nesprávné a mimo toleranci.
Současné materiály ventilových sedel a požadované tolerance již nejsou kompatibilní s touto technikou obrábění.

Tradiční měřicí prostředky nejsou dostatečné pro přesné ovládání ventilových sedel a ventilových vedení obráběných stroji NEWEN® FIXED-TURNING®.
NEWEN® se vybavilo řídicím strojem TALYROND 365XL, speciálně koncipovaným a určeným pro měření tvarů, souososti, povrchové úpravy...
Tento stroj, jehož rozlišení je 1/100 mikronu umožňuje automaticky řídit všechny geometrické parametry, které definují kvalitu vedení a sedla ventilu: kruhovitost, soustřednost, házivost, válcovitost, lineárnost segmentu, úhly, povrchová úprava... Kontrolní zprávy a grafy vyplývající z testy jsou nesporně uznávány kontrolními odděleními nejprestižnějších výrobců původního zařízení.
NEWEN neustále testuje práci produkovanou stroji, které vyrábí, a prokazuje kvalitu skutečnými měřeními.
Stejně jako princip CNC soustruhu je FIXED-TURNING ® obrábění sedel ventilů a/nebo libovolného tvaru otáčení interpolací os.
Kromě toho, že se točí obráběcí nástroj a nikoli samotný obráběný díl, umožňuje vřeteno stroje a obráběcí hlava velmi jednoduše obrábět ty nejobtížnější a nejsložitější tvary bez ohledu na kvalitu materiálu sedla ventilu. Při otáčení se řezný nástroj pohybuje ve svých osách x a z, aby popsal profil pro obrábění. Obrábění probíhá v jednom směru a počet průchodů je automaticky definován samotným programem. Dráha řezného nástroje je optimalizována podle skutečného tvaru surového sedla ventilu. Standardní trojúhelníková fréza se pohybuje podle osy vozíku a osy posuvu vřetena. Celek se otáčí kolem osy C.
Výkonný počítač neustále vypočítává optimální dráhu nástroje tak, aby řezné síly byly pravidelné a redukované na minimum. Každé jednotlivé oholení počítané od zlomku sekundy do zlomku sekundy je vyrobeno tak, aby žádné kolísání řezných sil nenarušilo rovnováhu a flexibilitu vřetena.
Díky FIXED-TURNING ® je pokaždé dosaženo dokonalého opracování sedla ventilu a dokonalého utěsnění mezi sedlem ventilu a jeho ventilem pokaždé, napoprvé, bez lapování.
Moderní ovládání, nejnovější technologie, efektivní, jednoduché, maximálně uživatelsky přívětivé, zbavuje operátora opakovaných gest, snižuje únavu a uvolňuje pozornost pro nezbytné operace.
Interakce se strojem je uživatelsky přívětivá a jednoduchá. Obsluha stačí zadat známé rozměry, jako je průměr ventilu, vybrat profil a stroj okamžitě spočítá vše ostatní, včetně všech hrubovacích a dokončovacích obráběcích průchodů.
Kromě přesnosti, pouhé uživatelské přívětivosti a zvýšené produktivity je FIXED-TURNING ® ekvivalentem tisíců zakázkových tvarovacích nástrojů, všechny trvale zabalené v jednom jednoduchém a cenově dostupném stroji.
Ať žije přestavba motoru.