Klapipesa töötlemine, üks sajand evolutsiooni ja … lahendus!
Enne
SUPPUMINE
ja karbiidi vormitööriist
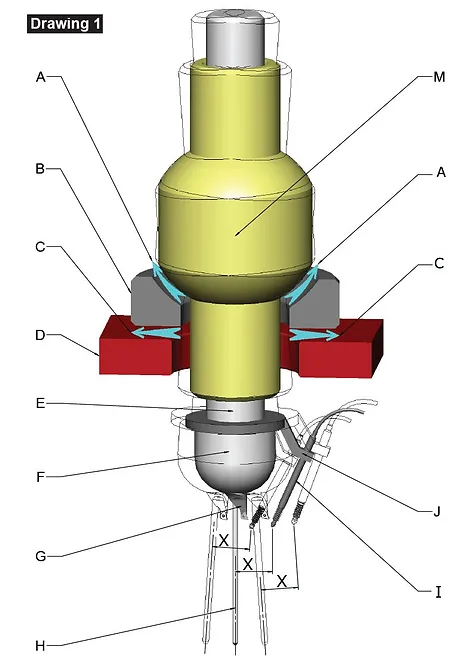
Joonis 1
Vestlusmärgid
|
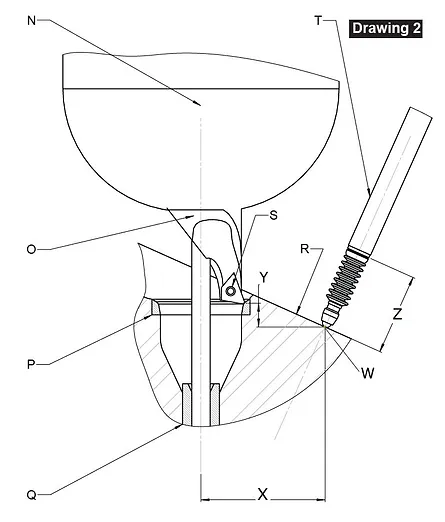
Joonis 2
Lainetus
|
Pulbermetallist klapipesade või mõnede malmist klapipesade lõhenemine tekitab vältimatuid loksumise jälgi. Pragunemisjäljed on ventiilile väga kahjulikud, kuna gaasid väljuvad nende kaudu, kui klapp on suletud.
Töödeldud klapipesa deformeerub seetõttu kiiresti ja selle tihend ei ole kunagi piisav. Purunemisjäljed tekivad karbiidvormi tööriistadest, mis purustavad suure pinna teralise struktuuriga materjalist, mis on valmistatud erinevatest materjalidest (nt pulbermetallid, noobelmalmid...).
Traditsioonilised klapipesad, mis on töödeldud lappimistehnikaga (vormitööriistad), kõik sajandikmillimeetrid on lainelised, mis on 360-kraadise pöörde korral tehtud ebaregulaarsete lõikepingutuste otsene tulemus. Muutuvate lõikepingutuste tulemused edastavad masina spindlitele ebakorrapäraseid jõude, mis painduvad olenevalt masinast enam-vähem ja annavad ebakorrapärase kuju. Seda manuaalmasinate operaatoritele hästi tuntud nähtust kompenseeritakse suurte nähtavate defektide ilmnemisel spindli käsule kiire ja jõulise survega.
Ülaltoodud tulemuseks on märkimisväärsed spindli pingutused ja kuigi see võib aidata siluda väikseid defekte, ei saa see mingil juhul geomeetriat parandada.
Nendel lainetustel, mis on omane lappamise teel töötlemise põhimõttele, on vaieldamatu mõju klapi tihendusele ja need nõuavad iga klapi täiendavat lappimist selle klapipesal, et saada vastuvõetav tihend. Mootoritootjad ja kõik, kes otsivad tänapäevaste mootoripõlvkondade jaoks nõutavat minimaalset kvaliteeti, on mootoritootjad ja nende kliendid seni vajaduse tõttu aktsepteerinud ventiilide lappimist.
Nüüd
FIXED-TURNING®
ja ühe punkti tööriist
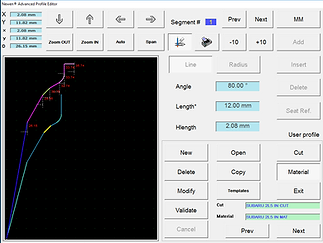
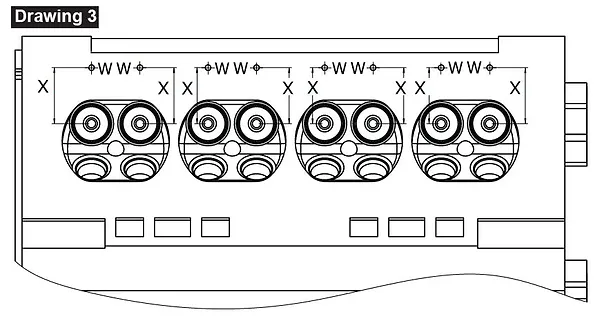
Joonis 3
Geomeetriline täpsus
Interpolatsiooniga töötlemine, FIXED-TURNING®, kõrvaldab kindlasti kõik joonistel 1 ja 2 näidatud defektid.
Mikro-jubinal jälgi ja lainetust on praktiliselt võimatu tekitada. Ühe punktiga töötlemine ei võimalda selliste defektide teket. Enese veenmiseks tuleb kaaluda vaid treipingil töötlemist.
Kahel interpoleeritud teljel liikuva treitööriistaga töötlemine tekitab ümmarguse mikrosoone, mis on täiesti ümmargune. Soone sügavust ja kahe soone vahelist intervalli juhib masina arvjuhtimine, mis annab parima võimaliku pinnaviimistluse.
Sarnaselt lõiketööga, mida on oluliselt vähendatud (300 korda ja rohkem), vähenevad pinnaviimistluse defektid tasemeni, mis on juhtivate originaalseadmete tootjate määratletud kvaliteediskaalade tipus FIXED-TURNING®.
uus ajastu, uus võimaluste maailm...
Kõige keerulisemate silindripeade töötlemine saavutatakse kõige pikemate profiilide klapipesa kohta vaid minutitega, mis on spetsiaalselt valmistatud mootori võimsuse suurendamiseks. Traditsioonilise "3-nurga" profiili töötlemine toimub mõne sekundi jooksul.

Mootorratta silindripäid , väikseimaid ja tulevasi klapipesasid (kõigi uute mootorite arendusprogrammide keskmes on mõõtmete vähendamine) saab töödelda ülilihtsalt ja võistlusmootorite optimaalse täpsusega...
NEWEN®-i masinad võimaldavad igal mootorite uuendajal positsioneerida end kõigi mootoritüüpide töötlemise spetsialistina. Täpsus, mis saavutatakse süstemaatiliselt FIXED-TURNING® masinate kasutamisel, kehtib kõikide mootoritüüpide puhul, enam ei pea keelduma osalemast sellises või sellises töötluses sellisel või sellisel silindripeatüübil, kõik keerulised töötlustoimingud saavad täiendavat ja märkimisväärset kasumit.
Suure jõudlusega turg , mehaaniline vaba aja veetmise turg, on kõigi FIXED-TURNING® masinaga varustatud mootorite ümberehitajate käeulatuses.
Kõik vormel-1 või mõne muu nõudliku suure jõudlusega mehaanilise spordiala jaoks vajalikud täpsused on saavutatavad automaatselt ja süstemaatiliselt. Täiuslikkus on garanteeritud.
High-Performance on kasvav ja tulus turg. Selle erialaga kaasa lööva kõrgetasemelise professionaali prestiiž särab kogu tema ettevõttes.
Koostootmine, tuntud ka kui "kombineeritud soojus ja võimsus (CHP)", mootorite muundamine maagaasile ja biokütustele (etanoolile) nõuab klapipesa vastuavade ja väga kõvade klapipesade kiiret ja täpset töötlemist.
Koostootmise põhimõtted on juba ammu teada ja kasutatud väga erinevates rakendustes. Tänapäeval muudavad ülipuhta maagaasil töötava kolbmootori tehnoloogia, soojusvahetite ja süsteemijuhtimisseadmete areng koostootmise praktiliseks ja ökonoomseks erinevates suurustes rakendustes.
Üks elektritootmise aspekt, mis on neid edusamme mõjutanud, on üha kasvav vajadus puhtama energia järele. Heitkoguste kontrollistrateegiad, mis võimaldavad kasutada maagaasil töötavaid sisepõlemismootoreid CHP- ja ICHM-rakendustes tasemel, mis on võrdne või vähem kui praeguste suurte elektrijaamade standarditega, on muutnud koostootmise veelgi praktilisemaks, ökonoomsemaks ja kättesaadavamaks paljudele kaubandus- ja tööstusettevõtetele. rakendusi.
FIXED-TURNING® on ideaalne tööriist nende teenuste jaoks, mis muutuvad lihtsaks, kiireks, täpseks ja väga tulusaks.
Kõigi nukk-kopa avade korpuste töötlemine liiga suurte mõõtmetega, et sisestada korpustesse liiga suured varrukad, on FIXED-TURNING®-iga lihtne, täpne ja tulus toiming.
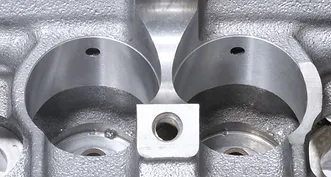
Looge soovi korral OFFSET-profiile...

Venturi (kuni 112 kraadi) töötlemine gaaside kiiruse kiirendamiseks.
Venturi toru: avatud nurk istme all, mis võimaldab kiirendada heitgaaside kiirust dekompressiooni kaudu.

Masin igat tüüpi klapijuhikutega (malmid, metallipulber, pronks, kõik sulamid...). Ülima täpsusega harilikud klapijuhikud eraldiseisvas töös või kombineeritud klapipesa töötlemisel.

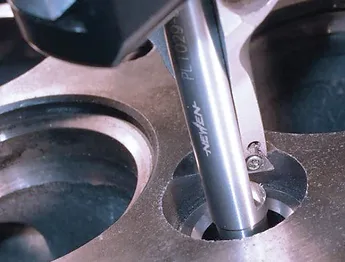
Töötlege kõiki ülitäpseid klapipesa puure ühe ja sama lõikeriistaga. Igat tüüpi silindripeade, malmist või alumiiniumist klapipesa korpuste ettevalmistamine on täpne ja tulus töö kõigile FIXED-TURNING® professionaalidele.



KOMATSU maagaasiballooni peaklapi pesa kõvadus: 56/58HRC (573HB+ / 610HV50+)
- Kasutatud sisetükk: FT-11-11
- Lõikekiirus: 180 m/min
- Töötlemisrežiim: kuivlõikamine
- Lõiketsükkel: 28 sek/istme kohta
- Ringilisus: 1µ kuni 2,40µ
- Pinna viimistlus: 0,20 Ra
Veel üks NEWEN-i eksklusiivne: süüteküünla korpuse töötlemine.


Mercedes Actrose dekompressorventiilide istmete töötlemine on "lapsemäng".
FIXED-TURNING® ja selle numbriline juhtimine on võimalus kasumlikul ja korduval moel saavutada võimatut.
Tehnoloogia kõigile.
Kõik NEWEN FIXED-TURNING® masinad, sealhulgas CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, on varustatud elektroonilise süsteemiga lõikesügavuse täpseks kordamiseks. sion. See NEWEN-i välja töötatud süsteem ei ole iseenesest mõõtesüsteem, vaid see on loodud selleks, et võimaldada töötluspositsiooni täpsust korrata, võttes samal ajal silindripeal oleva juhusliku viite masinale. Üldiselt on NEWEN-süsteemi viide silindripea tihendi plaan, mida kasutatakse ka klapipesa sügavuse mõõtmiseks. Spetsiifilise tööriista abil on võimalik kasutada ka muid pindu, näiteks nukkvõlli korpuseid.
Elektrooniline lineaarmõõtur LVDT (I) on ühendatud masina arvjuhtimisseadmega. Sõltuvalt LVDT otsa kokkuvarisenud epthist saadab gabariit elektrilise signaali, mis võimaldab vähem kui ühe sajandiku mm kaugusel mõõturi asukohta tuvastada.
Selle positsiooni saab meelde jätta. Kui asend on mällu salvestatud, peatatakse spindli etteandemootor automaatselt, kui mõõturit uuesti sama palju kokku suruda. Selle tulemusena saab seade töödelda kõiki klapipesasid valitud võrdluspunkti suhtes samal sügavusel.
Mõõtur (I) on fikseeritud asendis piloodi telje ja spindli ümbrise suhtes, mille külge see on kinnitatud. See fikseeritud asend jääb alles siis, kui spindel liigub õhkpadjal (C) ja/või sfäärilisel õhkpadjal (A).
.
Joonis 3: Kõik istmed on töödeldud sama võrdluspunkti (W) järgi, mis kuuluvad võrdlusplaani ja on fikseeritud mõõtu (X) kaugusel, mis on sama mis mõõt (X) joonisel 1.
Mõõt (Z) joonisel 2 on gabariidi suurus, mis on kokkusurutud ja vastab töötluskaugusele joonisel 2 olevast väärtusest (Y) võrreldes võrdluspunktiga. Seda väärtust (Y) saab muuta etteantud ja täpse väärtusega arvjuhtimisseadme (lift, remondimõõtmete valik...) abil, mis muudab mõõturi otsa asendit ja viimane veel kord meelde jätta, et seda korrata nii mitu korda kui soovitakse.
Mõõdiku kokkuvajunud suurus (Z) ei ole identne spindli käiguväärtusega peamiselt masina spindli ja gabariidi vahelise nurga tõttu. Samuti ei ole LVDT mõõteriist, vaid asendinäidik.
NEWEN-süsteem automaatseks korduva sügavuse reguleerimiseks™ tagab identse sügavuse töötlemise, mille kõikumised ei ületa +/- ühte sajandikku mm.
See on ainus tööstuses saadaolev süsteem, mis tagab sellise täpsuse automaatse töötlemise, olenemata silindripea asendist silindripea hoidiku suhtes, klapijuhikute nurga ja klapijuhikute suhtes. masina pea liikumine.
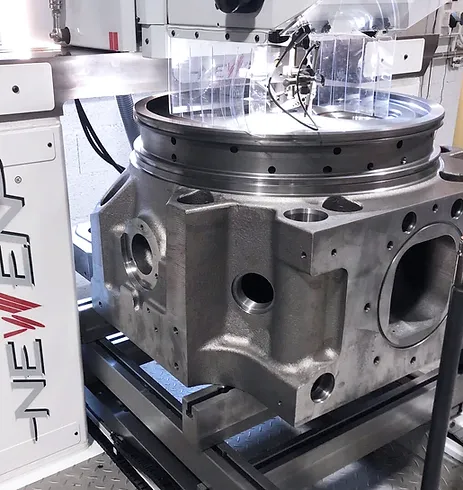
FIXED-TURNING® JA ARVUJUHTIMISE TÖÖSTUS
Silindripea, mootori neuralgiline keskus, koondab kõik funktsioonid, mis määravad mootori võimsuse, paindlikkuse ja pikaealisuse... Silindripea on mootoriarendajate ja remondispetsialistide huvide keskpunkt. NEWEN, FIXED-TURNING® ja arvjuhtimine toovad vältimatud ja asendamatud lahendused mitmetele tehnilistele väljakutsetele, mida ei saa lahendada vanemate ja/või traditsiooniliste tehnoloogiatega.
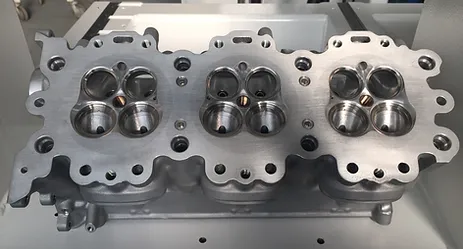
PÕLEMISKAMBRUUMID
Kambrite maht, nende väärtus cm3-des (kuupsentimeetrites või CC) ja nende omavaheline vastavus ühes ja samas mootoris on iga silindri optimaalse ja tasakaalustatud väljundi jaoks otsustava tähtsusega. Ainult mahult ja kujult täiesti sarnased kambrid peavad võimaldama suure jõudlusega mootorite kõrgendatud pöörete jaoks vajalikke väljundtasemeid ja harmooniaid (vt HCCI tehnoloogiat selle dokumendi lõpus). 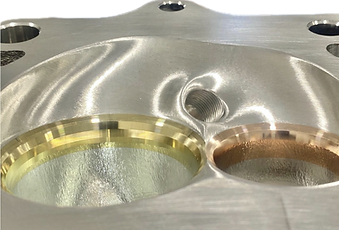
FIXED-TURNING® ja NEWEN arvjuhtimine võimaldavad väga suure täpsusega töötlemistoiminguid. Klapipesad ja nende spetsiifilised profiilid (sisselaske- ja väljalasketoru) saab dubleerida 1/100 mm (0,01 mm või 0,00039”), töötlussügavust juhitakse automaatselt elektroonilise sügavusmõõturi ja väga suure täpsusega kinemaatika abil.
Kambrite täpsed mahud tagavad vastavad kujud ja täiesti identsed sügavused.
SILINdri ÕHUTIHALDUS
Silindri hetkeline õhutihedus on mootori optimaalseks tööks ja kõrgendatud pöörete saavutamiseks hädavajalik.
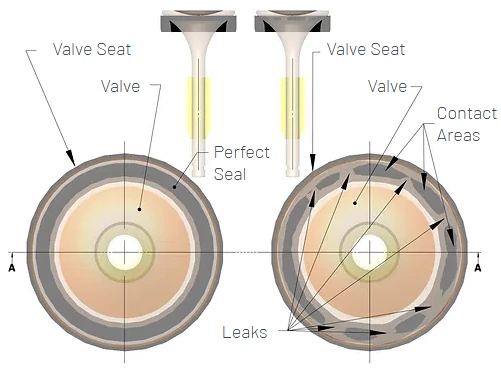 Selle keerulise õhutiheduse tagamiseks peab klapi ja klapipesa vaheline metall-metalli kontakt olema täielik ja täiuslik. Lisaks materjalide kvaliteedile, mis taluvad suuremat kiirust, on klapi ja klapipesa vaheline metall-metalli kontakt vältimatu tingimus silindri täiusliku ja püsiva õhutiheduse saavutamiseks.
Selle keerulise õhutiheduse tagamiseks peab klapi ja klapipesa vaheline metall-metalli kontakt olema täielik ja täiuslik. Lisaks materjalide kvaliteedile, mis taluvad suuremat kiirust, on klapi ja klapipesa vaheline metall-metalli kontakt vältimatu tingimus silindri täiusliku ja püsiva õhutiheduse saavutamiseks.
Täiusliku kuju vastavuse klapi ja klapipesa vahel võimaldab täielik austus kahe kokkupuutes oleva pinna geomeetria (kujud, nurgad, pinnaviimistlus jne) suhtes.
Ainult ventiilide ja klapipesade ülitäpne töötlemine võimaldab saavutada selle olulise vastavuse. Klappide lappimine, mis sai varem kohustuslikuks klapipesade ja ventiilide töötlemise ebatäpsuse tõttu, on õhutiheduse taseme ja nimetatud õhutiheduse vastupidavuse saamiseks rangelt keelatud.
NEWEN, FIXED-TURNING® ja selle arvjuhtimine võimaldavad töödelda klapipesasid, millel on kujudefekt (ringikujulisus) suurusjärgus 3 µm (või 0,003 mm või 0,000118”) või vähem, olenevalt töödeldud materjalidest. Algseadmete tootjad nõuavad nii klapipesade kui ka ventiilide puhul ümmarguse defekte, mis ei ületa 5–6 µm.
NEWEN FIXED-TURNING® ja selle numbriline juhtnupp võimaldavad reguleerida nurki ühe sajandikkraadi võrra korraga . Seetõttu on lihtne reguleerida klapipesade ja ventiilide nurki, et saavutada täiuslik ja kestev õhutihedus, andmata järele hävitavale kiusatusele lapitada ja sellest tulenevalt deformeerida nende osade kuju.
NEWEN FIXED-TURNING® masinate klapipesad on täiesti ümmargused, väga täpsete nurkade ja õhutihedusega, mis sobivad ideaalselt mitmetunniseks kasutamiseks.
Vormitööriistaga töötlemine ei taga täpseid nurki ja täiuslikult ümaraid pesasid, seega on vaja klappe kasutada. Koostis, mis toob kaasa lühiajalise õhutiheduse ja vähendab oluliselt jõudlust.
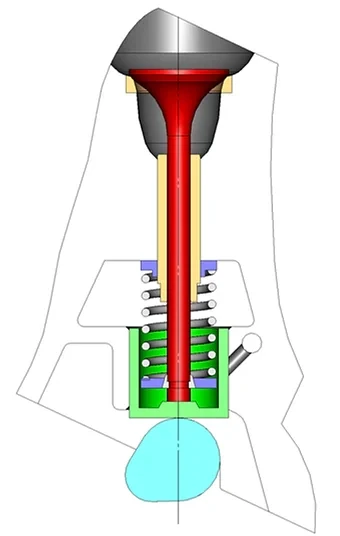
JOHANDUS JA KOAKSSIALSUSED Suuremad mootori pöörlemiskiirused, kiired kiirendused ja aeglustused on võimalikud tänu suure jõudlusega klapi tagasikutsumise mehhanismidele liikumisel olevate masside vähendamisele. Kuid kõik need jõudlused on võimalikud ainult tänu hõõrdumise drastilisele vähendamisele ja liikuvate osade, ventiilide, nukk-kopade, sisselaskekappi... unustamata klapi tagasikutsumise süsteemi kontrollitud toimimist.
Lisaks ventiilide ja klapipesade ringikujulisusele peavad klapijuhikute, ventiilide, nukk-kopade ja nukkide koaksiaalsused võimaldama kõigi nende osade liikumist, välistades:
- parasiitide hõõrdumised
- klapipeade libisemine nende istmel
- nukk-kopade toestus nende vastavates korpustes.
Vastupidiselt üldtunnustatud ideedele ei ole võimalik juhtida klapipesa ja klapijuhiku vahelist kontsentrilisust, surudes koonusekujulise piloodi juhiku sisse ja kasutades seda pilooti kontsentrilisuse mõõturi toena. Veelgi ebatõenäolisem on kasutada sama tehnikat, et võimaldada tööriistal avada nukk-kopa ava korpus, mis on kontsentriline klapijuhikuga, mis on mootori hea töö oluline tingimus.
NEWEN FIXED-TURNING® kinemaatika hõlmab tsentreerimispilootide hüdraulilist tsentreerimist, mis võimaldab töötlemisspindlil tsentreerida, mille defekt ei ületa paari mikronit (µ= 0,001 mm = .000039”).
FIXED-TURNING® piloot ei piira klapijuhikut ja võtab arvesse klapijuhikute töötlusvigu. Samamoodi peab nukk-kopa ava korpuse töötlemine austama nukk-kopa juhttelge.
FIXED-TURNING®-iga töötlemine tagab, et klapipesal, klapijuhikul ja nukk-kopa ava korpusel on sama telg, need peavad olema täielikult joondatud ja et osad peavad olema võimelised liikuma suurimatel kiirustel, ilma et neid mõjutataks. hõõrdumine ja parasiitpidurdus, mis muudaks mootori töö kõrgetel pööretel võimatuks, mille tagajärjeks on kiire kulumine ja ilmne mehaaniliste vahejuhtumite oht.
FIXED-TURNING®-iga juhikute, klapipesade ja nukk-kopa avauste korpuste töötlemine tagab mootori ülikiire töö koos kasutatud komponentidega, titaanisulamist klapid, spetsiaalsed vedrud, spetsiaalsed klapipesad… ilma õhutiheduse defektide, hõõrdumise ja õlikile purunemise tõttu parasiidita toimimises. Samuti tuleb vältida ventiilide paanikasse sattumist, mis ei suuda järgida kõrgendatud režiimi.
NEWEN FIXED-TURNING® on töötlemiskontseptsioon, mis on välja töötatud selleks, et tuua tagasi töötlusdefektid mikronites väljendatud väärtuste piires, mitte enam sajandikmillimeetrites.
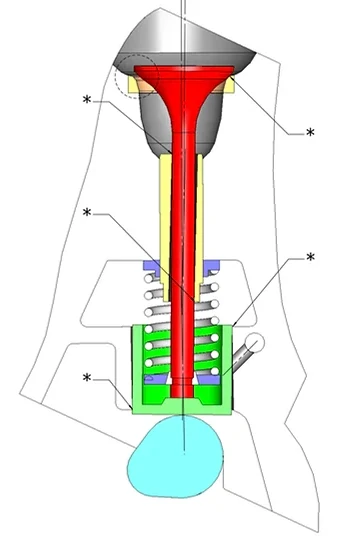
Koaksiaalsuse täpsus võimaldab kõrgeid režiime ja mootori optimaalset tööd.
Telgede koaksiaaldefekt põhjustab kõrgendatud hõõrdumisega piirkondi*, mis aeglustavad erinevate osade liikumist, hävitavad silindrite õhutiheduse ja põhjustavad kinnikiilumisi, piirates drastiliselt mootori pöörlemiskiirusi, ülaltoodud, mida rõhutab silindrite omavaheline tasakaalustamatus. Iga tasakaalustamatus on osade liikumisel tekkivate mehaaniliste piirangute põhjuseks, mis põhjustab nimetatud osade enneaegset kulumist.
HEITSI PROFIILID
Pärast segu (kütuse-põletusaine) plahvatust täidavad põlemisel tekkivad jääkgaasid silindri ja need tuleb väljalaskekanalite kaudu evakueerida, väljutades selle kõrgpunkti tagasi tõusva kolvi abil. Väljalaskeklapp peab järk-järgult sulguma enne, kui kolb uuesti alla läheb, aspireerides selle käigus uuesti värsket segu. See sulgemisperiood on väljalaskeklapi jaoks kriitiline. Ekstreemse temperatuurini kuumutatud gaasid lamineeritakse lisaks klapipesa ja sulguva klapi vahele.
Klapipesa ja klapp on allutatud lamineeritud gaaside abrasiivsusele ja temperatuur on siis pindadel selle kõrgusel, mis tagab kontakti ja õhutiheduse mõneks tuhandeks sekundiks. Selleks, et see kontakt ei vastaks kokkupuutuvate pindade kiirele lagunemisele, on vajalik, et need kontaktpinnad oleksid pinna poolest optimaalsed (mm2) ja nende vormid üksteist täiendavad (nurgad, ringikujulisus, pinnaviimistlus jne).
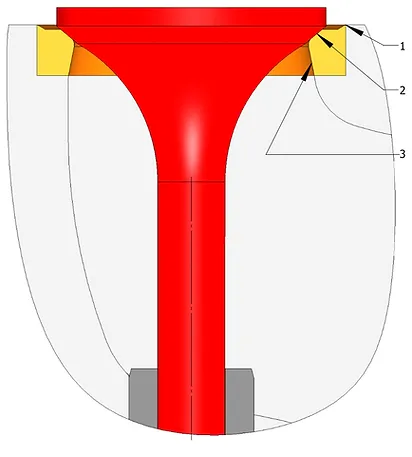
1. Astmevabad ühendused, mille kuju soodustab gaaside turbulentsivaba voolu.
2. Istmealad on laiad ja ühtivad klapiga, et tagada suur vastupidavus gaaside abrasiivsusele.
3. Venturi toru gaaside kiireks paisumiseks ja kiirendamiseks.
NEWEN FIXED-TURNING® võimaldab töödelda väljalaskeklappide pesasid, mis on piisavalt suured, et mitte end deformeeruda, kusjuures nende nurk on võimalikult lähedane klapi omale. Ümar kuju, mis ei sisalda tahke ja lainetusi, peab võimaldama metallil metalli kontakti kogu istme pinnal, mis tagab hea soojusvahetuse, täiusliku õhutiheduse ja maksimaalse töökindluse.
FIXED-TURNING® võimaldab töödelda peaaegu piiramatu pikkusega profiile. Seetõttu saame väljalaskekanalit töödelda, et hõlbustada gaaside ja eriti Venturi torude eemaldamist, mis võimaldab gaasidel kohe pärast istme möödumist vabaneda ja seega kiirendada nende kiirust. Teravad nurgad, astmed, läbimõõtude erinevused, mis põhjustavad turbulentse ja gaasivoolu aeglustumist, kustutatakse ning iga kanal (kauss/tagasein) peab olema optimeeritud ja täiesti identne teiste kanalitega, et mootori tööd paremini juhtida.
SISSESÕIDUPROFIILID
Erinevalt väljalaskepesadest ja ventiilidest ei allu sisselaskepesad ja klapid põlevate gaaside lamineerimisele ja sellest tulenevale hõõrdumisele. Sisselaskeklappide pesad peavad võimaldama silindri võimalikult täielikku täitmist värske õhu/bensiini seguga, mida aspireeritakse kolvi allalaskmisel ja mida võib lükata turbo ja kompressori toimel.
Torude kuju (kausi pindala) peab olema optimaalne, et võimaldada gaaside maksimaalset voolu ilma parasiitide turbulantsi tekitamata. Istme nurk ise osaleb gaasisegu juhtimises ja peab olema ideaalselt integreeritud kanali üldise kujuga.
Olenevalt kambrite kujust peavad üksteisega ideaalselt ühendatud joonelõikudest ja raadiustest koosnevad profiilid võimaldama gaaside optimaalset voolu. Teravad nurgad on keelatud ja ühtne profiil peab juhtima võimalikult suurt gaasikogust klapi lühikese avamise ajal. Klapi täiuslik tihend peab võimaldama optimaalset põlemist ja väljundit ning veatut töökindlust.
Ainult FIXED-TURNING® võimaldab optimeerida sisselaskekanalit klapijuhikust kuni silindri servani. Täiuslikult omandatud kujuga töötlemine tuleb läbi viia ühe toiminguga ja seda korratakse identselt iga silindri puhul. Silindripeade algne töötlus viiakse läbi järjestikuste täiendavate töötlustoimingute, klapipesade korpuste, pesa, nurkade töötlemisega..., mis tekitavad automaatselt pilguvoolule kahjulikke ebakorrapärasusi. FIXED-TURNING® tagab katkestusteta kogu kanali, sealhulgas klapipesa, pideva töötlemise, mida tuleb töödelda ilma ülejäänud töötluse piiranguteta. FIXED-TURNING® ning kanalite ja istmete katkematu töötlemine võimaldab silindrite optimaalset täitmist, silindrite vahelist täielikku regulaarsust ja sellest tulenevalt ka mootori optimaalset võimsust.
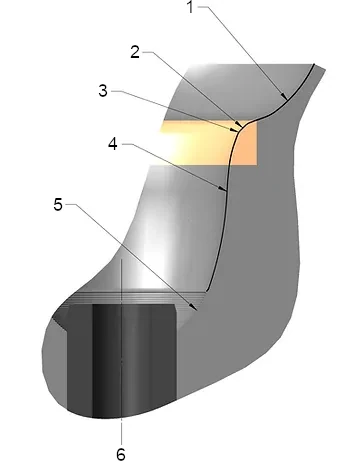
1. Joonesegmentidest ja raadiustest koosnev profiil, mis optimeerib segu suunamist silindri poole.
2. Iste on täiesti ümmargune ja õhukindel, nurgaga, mis on täpselt reguleeritud klappide omaga.
3. Väike turbulentsivastase lüli raadius.
4. Torude kuju (kauss) on täiuslikult painutatud ja üksteisega rangelt identsed.
5. Tooraine
6. Kogu kanali (kausi) püsiv ja sile profiil, sealhulgas klapi klapi puhkeala.
VOOLU REGULAARSUS JA SILINDERITE TASAKAALUSTAMINE
Iga silinder annab proportsionaalse osa mootori võimsusest ja ainult iga silindri poolt antava võimsuse täielik sarnasus võimaldab mootoril tõhusalt töötada kõrgetel pööretel.
Täiesti identse käitumisega silindrid peavad võimaldama saavutada parasiitvibratsioonivaba mootori ja võimaldama suuremaid kiirusi.
NEWEN ja FIXED-TURNING® võimaldavad pidevat, regulaarset ja sarnast töötlemist kõigis punktides, ühest kanalist teise, ühest mootorist teise. Kõige keerukamad kujundid on lubatud kohtades, kus klassikalised vormitööriistadega töötlemisprotsessid on jõuetud ja ebatõhusad.
NEWEN võimaldab täiuslikke klapipesasid ja sellest tulenevalt suurendada iga silindri efektiivsust, võimaldades samal ajal erakordset töökindlust.
Töödeldud sügavuste austamine on võimalik tänu kahele FIXED-TURNING®-i eripärale:
FIXED-TURNING® võimaldab töödelda kogu profiili nii väikseid kui ühe sajandikmillimeetri (.00039”) ulatuses, olenemata selle pikkusest, tagades samal ajal istme täiusliku geomeetria (ringikujulisus, nurk, kontsentrilisus jne)
FIXED-TURNING® numbrijuht võimaldab reguleerida sügavust vahemikus + või – 0,01 mm (1/100mm) või 0,00039”.
Nende kahe eksklusiivse võimaluse kombinatsioon võimaldab saada täiesti identsed põlemiskambrid, mis annavad mootorile tasakaalu ja võime "pöörata kõrgetel pööretel".
Need täppistöötlemisvõimsused, mida FIXED-TURNING® tagab eranditult, võimaldavad juba tulevikus remontida HCCI-tehnoloogiat (homogeense laadimissurvesüüte) integreerivaid mootoreid, mis muudavad bensiinimootori puhtaks ja väga tõhusaks.
Tuletame meelde, et HCCI tehnoloogia võimaldab süüteküünlaid kõrvaldada tänu õhu/bensiini segu kokkusurumise valdamisele ja seeläbi põleva segu isesüttimise valdamisele. Tarbimise ja võimsuse suurenemine muudavad selle tehnika vältimatuks. Silindripeade töötlemine annab suure osa kambrite mahtude ja töötlussügavuse täpsusele. Võimalikud on ainult töötlemisprotsessid, mis võimaldavad minimaalseid ja ülitäpseid lõikeid. FIXED-TURNING® on juba valmis selle uue väljakutsega toime tulema.
Jõudlus ja töökindlus käivad käsikäes täpsuse ja arvjuhtimisega.
FIXED-TURNING® oma ajast ees?
Ei, FIXED-TURNING® on õigel ajal, et saada kaasa mootorispetsialistidele, kes ei soovi lasta end tehnoloogilisest arengust maha jätta.