Vélsæti ventla, öld af þróun og ... lausnin!
Áður
HAFA
og karbítformið
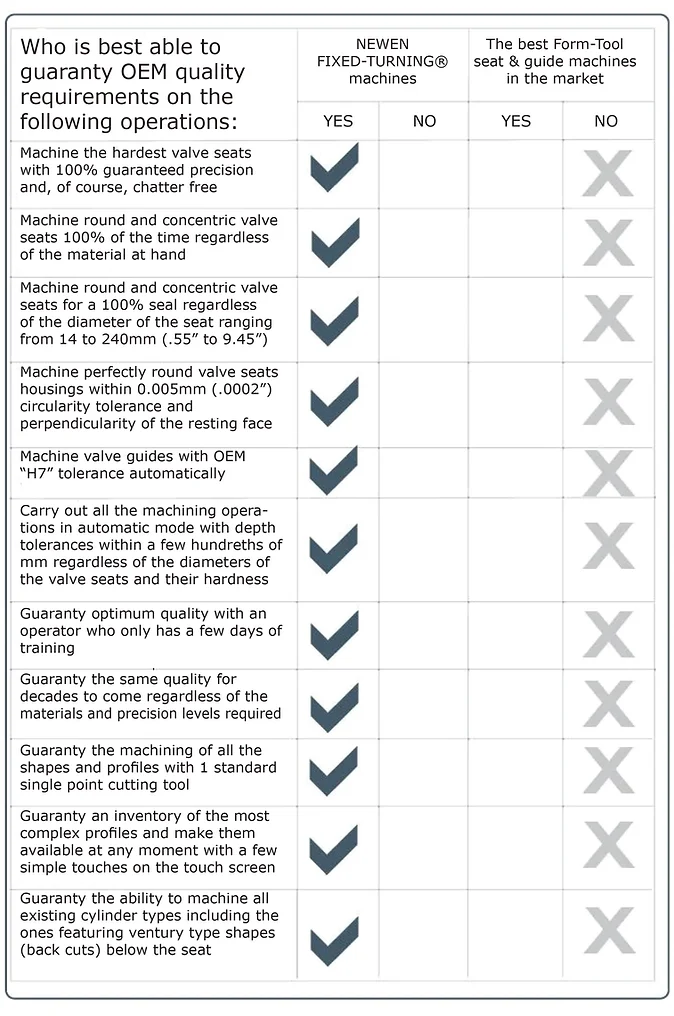
Teikning 1
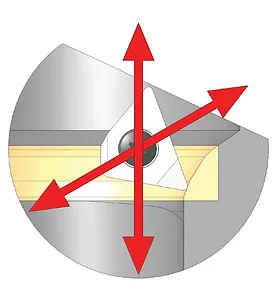
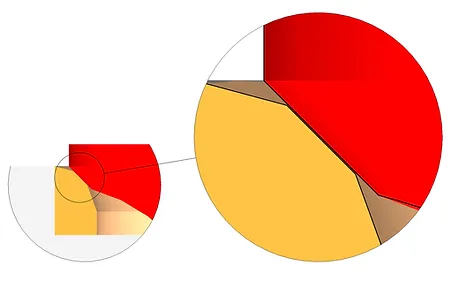
Chatter Marks
|
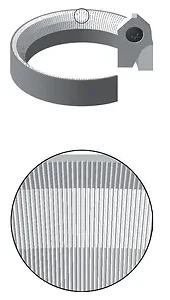
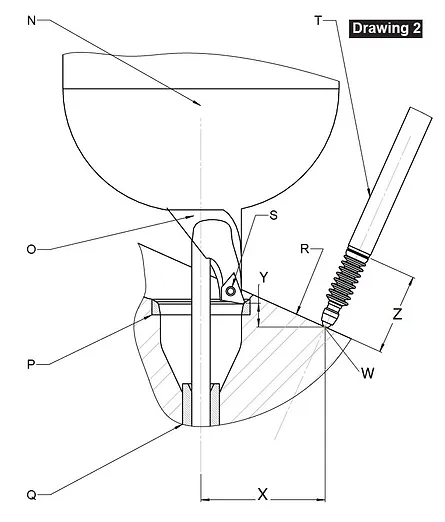
Teikning 2
Bylgjur
|
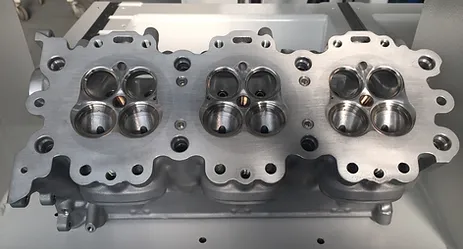
Þegar ventlasæti úr duftmálmi falla, eða sumum ventlasæti úr steypujárni, koma fram óhjákvæmileg flaummerki. Talsmerki eru mjög skaðleg loku þar sem lofttegundir streyma út um þá á meðan lokinn er lokaður.
Vélasett ventilsæti mun þar af leiðandi aflagast hratt og þétting þess verður aldrei fullnægjandi. Spjallmerki myndast vegna karbítformsverkfæra sem úrelda stórt yfirborð efnis með kornóttri uppbyggingu úr mismunandi efnum (svo sem duftmálma, hnúðlaga steypujárn...).
Hefðbundin ventlasæti unnin með lappatækni (formverkfærum), öll til staðar bylgjur sem mælast hundruðustu millimetra sem eru bein afleiðing af óreglulegum skurðaðgerðum við 360 gráðu snúning. Afleiðingar breytilegra skurðaðgerða senda óreglulega krafta á vélarsnælda sem sveigjast meira og minna eftir vélinni og gefa af sér óregluleg lögun. Þetta fyrirbæri, vel þekkt af stjórnendum handvirkra véla, er bætt fyrir, þegar stórir sjáanlegir gallar koma fram, með skjótum og kröftugum þrýstingi á snældastjórnina.
Ofangreint leiðir til talsverðrar snældaviðleitni og þó að það geti hjálpað til við að jafna út litla galla getur það á engan hátt lagfært rúmfræðina.
Þessar bylgjur, sem felast í sjálfri meginreglunni um vinnslu með lappagerð, hafa ótvíræðar afleiðingar á þéttingu ventla og krefjast þess að hver ventil á ventlasæti hans sé lagður enn frekar til að fá viðunandi þéttingu. Lokahlaup, sem hingað til hefur verið samþykkt af nauðsyn af vélasmiðum og viðskiptavinum þeirra, hefur lengi verið bannað af vélaframleiðendum og öllum sem vilja lágmarksgæði sem nútíma kynslóðir véla krefjast.
Nú
FIXED-TURNING®
og einn punkta tólið
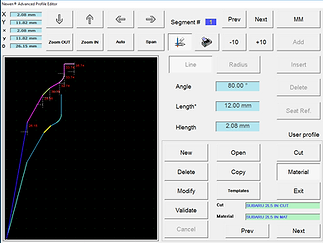
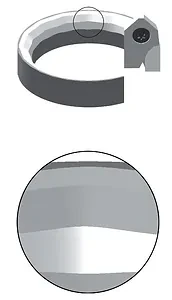
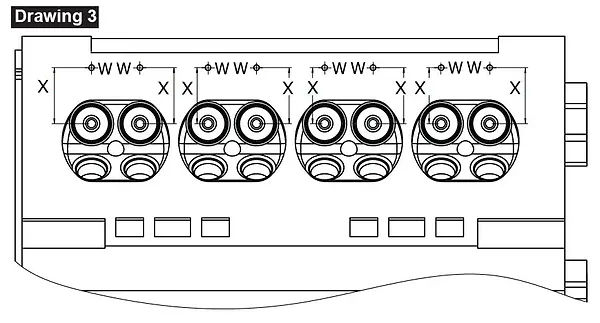
Teikning 3
Geometrísk nákvæmni
Vinnsla með víxlun, FIXED-TURNING®, útilokar örugglega alla galla sem sýndir eru á teikningum 1 og 2.
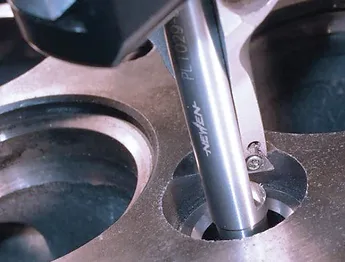
Það er nánast ómögulegt að mynda ör-spjallmerki og bylgjur. Einpunktsvinnsla leyfir ekki myndun slíkra galla. Maður þarf aðeins að huga að vinnslu á rennibekk til að sannfæra sjálfan sig.
Vinnsla með snúningsverkfæri sem ferðast um tvo innskotna ása myndar hringlaga örgróp, fullkomlega kringlótt. Dýpt grópsins og bilið á milli 2 rifa er stjórnað með tölulegri stjórn vélarinnar, sem skilar bestu yfirborðsáferð sem hægt er að ná.
Líkt og skurðarviðleitni, minnkað umtalsvert (300 sinnum og meira), er yfirborðsgalla minnkað niður í stig sem raða FIXED-TURNING® efst á gæðakvarða sem skilgreindar eru af leiðandi OEMs.
nýtt tímabil, nýr heimur tækifæra...
Að vinna erfiðustu strokkhausana næst á örfáum mínútum fyrir hvert ventlasæti fyrir lengstu sniðin, sérstaklega gerð til að auka afköst vélarinnar. Vinnsla á hefðbundnu „3-horni“ sniði mun fara fram innan nokkurra sekúndna.

Mótorhjólahausar , minnstu ventlasæti í kring og á eftir (minnkun, kjarninn í öllum nýju vélarþróunarprógrammunum) er hægt að vinna með mesta auðveldum hætti og bestu nákvæmni keppnisvéla...
NEWEN® vélar gera hverjum vélauppbyggingaraðila kleift að staðsetja sig sem sérfræðing í vinnslu allra vélagerða. Nákvæmnin sem næst markvisst við notkun FIXED-TURNING® véla á við um allar vélargerðir, maður þarf ekki lengur að neita að taka þátt í slíkri eða slíkri vinnslu á slíkri eða slíkri strokkahaus gerð, allar erfiðu vinnslurnar verða uppspretta af auka og umtalsverðan hagnað.
Afkastamikil markaðurinn , vélræni frístundamarkaðurinn, er innan seilingar allra vélauppbygginga sem eru búnir FIXED-TURNING® vél.
Allri þeirri nákvæmni sem krafist er í Formúlu 1 eða öðrum krefjandi afkastamiklum vélrænum íþróttum er hægt að ná sjálfkrafa og kerfisbundið. Fullkomnun er tryggð.
High-Performance er vaxandi og ábatasamur markaður. Álit hins háttsetta fagmanns sem tekur þátt í þessari sérgrein skín yfir allt fyrirtækið hans.
COGENERATION, einnig þekkt sem „Combined Heat and Power (CHP)“, umbreyting hreyfla í jarðgas og lífeldsneyti (etanól) krefst hraðvirkrar og nákvæmrar vinnslu á mótholum ventlasætis og mjög hörðum ventlasæti.
Meginreglur um samvinnslu hafa lengi verið þekktar og notaðar í margs konar notkun. Í dag gera framfarir í ofurhreinu jarðgaseldavélartækni, varmaskipta og kerfisstýringu, samvinnslu bæði hagnýta og hagkvæma fyrir notkun á mismunandi stærðarsviðum.
Einn þáttur orkuframleiðslunnar sem hefur haft áhrif á þessar framfarir er sívaxandi þörf fyrir hreinni orku. Losunarstýringaraðferðir sem gera kleift að nota jarðgasknúna brunahreyfla fyrir CHP & ICHM notkun á stigum sem eru jöfn eða lægri en núverandi staðla fyrir stórvirkjanir, hafa ennfremur gert samvinnslu hagnýtari, hagkvæmari og aðgengilegri fyrir breiðari svið verslunar og iðnaðar. umsóknir.
FIXED-TURNING® er tilvalið tæki fyrir þessa þjónustu sem verður auðveld, hröð, nákvæm og mjög arðbær.
Það er einföld aðgerð, nákvæm og arðbær með FIXED-TURNING® að véla öll borholuhús fyrir kamburfötu í yfirstærð til að setja of stórar ermar í húsin.

Búðu til OFFSET prófíla að vild...

Vinnsla á venturis (allt að 112 gráður) til að flýta fyrir hraða lofttegunda.
Venturi: Opið horn fyrir neðan sætið sem gerir kleift að flýta fyrir hraða útblásturslofts með þjöppun.

Vél með nákvæmni fyrir allar gerðir ventla (steypujárn, duftformað málma, brons, hvaða málmblöndur sem er...). Rúmaðu lokastýringar með mikilli nákvæmni í sjálfstæðri aðgerð eða í samsettri vinnslu ventlasætis.

Vélaðu allar hánákvæmni ventlasætismóta með einu sama skurðarverkfærinu. Að útbúa ventlasætishús í öllum gerðum strokkahausa, steypujárni eða áli, nákvæmt og arðbært starf fyrir alla FIXED-TURNING® fagmenn.



KOMATSU Náttúrugas strokka höfuð loki Sæti hörku: 56/58HRC (573HB+ / 610HV50+)
- Innskot notað: FT-11-11
- Skurðarhraði: 180 m/mín
- Vinnsluhamur: Dry Cut
- Skurðarlota: 28 sek/sæti
- Hringlaga: 1µ til 2,40µ
- Yfirborðsáferð: 0,20Ra
Annar NEWEN einkaréttur: vinnsla á kertahús.


Að véla sæti Mercedes Actros þjöppunarventla , „það er barnaleikur“.
FIXED-TURNING® og töluleg stjórn þess, það er möguleikinn á að ná hinu ómögulega á arðbæran og endurtekinn hátt.
Tækni fyrir alla.
Allar NEWEN FIXED-TURNING® vélarnar, þar á meðal CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, eru búnar rafeindakerfi til að endurtaka skurðardýptina með nákvæmni. sion. Þetta kerfi, þróað af NEWEN, er ekki mælikerfi í sjálfu sér heldur hefur verið hugsað til að gera kleift að endurtaka vinnslustöðu með nákvæmni, en taka tilviljunarkenndar tilvísun á strokkhausinn til vélarinnar. Almennt er tilvísunin fyrir NEWEN kerfið þéttingaráætlun strokkahaussins, sem einnig er notuð sem tilvísun til að mæla dýpt lokasætis. Það er líka mögulegt, með því að nota tiltekið verkfæri, að nota önnur yfirborð, svo sem kambáshús.
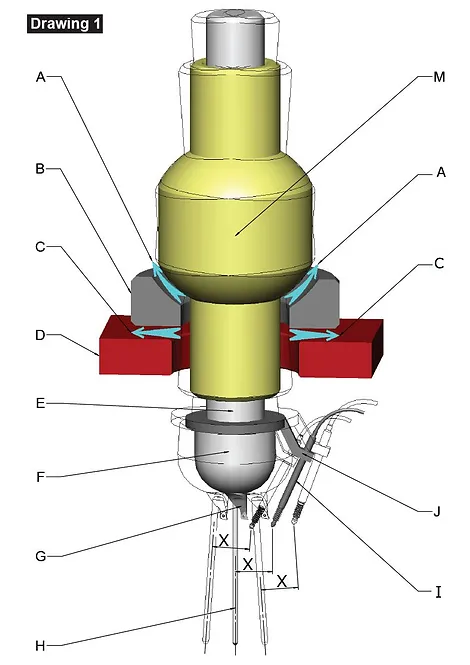
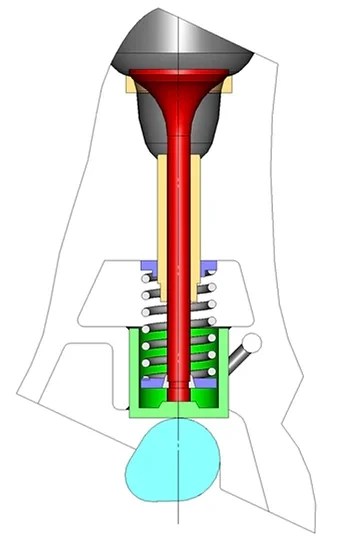
Rafræn línulegur mælir, LVDT, (I) er tengdur við tölustýringu vélarinnar. Mælirinn sendir rafmerki sem gerir kleift að bera kennsl á, með minna en hundraðasta úr mm, stöðu mælisins, allt eftir hrunnu dýpi oddsins á LVDT.
Þessa stöðu er hægt að leggja á minnið. Þegar staðan hefur verið lögð á minnið stöðvast snældamótorinn sjálfkrafa þegar mælinum er aftur þjappað sama magni saman. Fyrir vikið getur búnaðurinn unnið öll ventlasæti á sama dýpi miðað við valinn viðmiðunarpunkt.
Mælirinn (I) hefur fasta stöðu með tilliti til áss flugmannsins og með tilliti til snældunnar sem hann er festur við. Þessi fasta staða helst þegar snældan hreyfist á loftpúðanum (C) og/eða á kúlulaga loftpúðann (A)
.
Teikning 3: Öll sætin eru unnin í samræmi við sama viðmiðunarpunkt (W) , sem tilheyrir viðmiðunarplaninu og í fjarlægð frá föstum mælikvarða (X) , sem er það sama og mælikvarði (X) á teikningu 1.
Víddin (Z) á teikningu 2 er magn mælisins sem er þjappað saman og samsvarar vinnslu fjarlægri gildinu (Y) á teikningu 2 í samanburði við viðmiðunarpunktinn. Hægt er að breyta þessu gildi (Y) á tilteknu og nákvæmu gildi með því að nota stýrða aðferða tölustýringar (lyfta, val á viðgerðarstærðum...) sem mun breyta stöðu odds mælisins, og þetta síðarnefnda mun breyta stöðu mælisins. aftur að leggja á minnið til að endurtaka eins oft og óskað er.
Hrunið magn (Z) mælisins er ekki eins og ferðagildi snældunnar, aðallega vegna hornsins sem er á milli vélsnælunnar og mælisins. Einnig er LVDT ekki mælitæki heldur stöðuvísir.
NEWEN kerfið fyrir sjálfvirka endurtekna dýptarstýringu™, tryggir sömu dýptarvinnslu með afbrigðum sem eru ekki meiri en +/- hundraðasta úr mm.
Það er eina kerfið sem til er í iðnaðinum til að tryggja sjálfvirka vinnslu af slíkri nákvæmni, óháð stöðu strokkahaussins með tilliti til strokkahausfestingarinnar, með tilliti til horns ventilstýranna og með tilliti til ferð höfuðs vélarinnar.

FIXED-TURNING® OG TÍMASTÝRÐ VÍSLAN
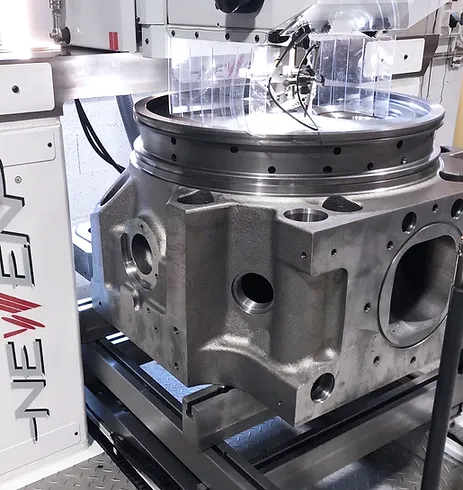
Strokkhausinn, taugakerfismiðja hreyfilsins, safnar saman öllum þeim virkni sem ákvarðar afl, sveigjanleika og endingu vélarinnar... Strokkahausinn er miðstöð áhuga mótorframleiðenda og viðgerðarsérfræðinga. NEWEN, FIXED-TURNING® og tölulega stjórnin koma með óumflýjanlegar og óbætanlegar lausnir á mörgum tæknilegum áskorunum sem ekki er hægt að leysa með eldri og/eða hefðbundinni tækni.
BRUNSHÚFARMAG
Rúmmál hólfanna, gildi þeirra í cm3 (rúmsentimetrum eða CC) og samræmi þeirra innbyrðis í sömu vél er afgerandi þáttur til að afköst hvers strokks verði sem best og í jafnvægi. Aðeins hólf sem eru fullkomlega svipuð að rúmmáli og lögun skulu leyfa úttaksstig og samræmi sem nauðsynleg er fyrir aukinn hraða afkastamikilla hreyfla (sjá „HCCI“ tækni í lok þessa skjals).
FIXED-TURNING® og NEWEN tölustýringin leyfa mjög nákvæmar vinnsluaðgerðir. Hægt er að afrita ventilsæti og sérsniðna snið þeirra (inntak og útblástur) innan 1/100mm (0,01mm eða 0,00039"), er vinnsludýpunum stjórnað sjálfkrafa með rafrænum dýptarmæli og mjög mikilli nákvæmni hreyfifræði.
Nákvæmt rúmmál hólfanna er tryggt með samsvarandi formum og fullkomlega eins dýpi.
LOFTÞÆRleiki í strokka
Tafarlaus loftþéttleiki strokksins er nauðsynlegur fyrir bestu virkni vélarinnar og til að ná háum hraða.
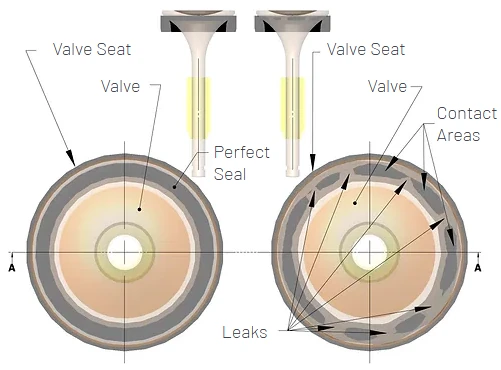 Snerting málm við málm milli ventils og ventilsætis verður að vera fullkomin og fullkomin til að tryggja þessa erfiðu loftþéttleika. Burtséð frá gæðum efnanna sem taka við auknum hraða, er snerting málms við málm milli ventils og ventilsætis skilyrðislaust skilyrði til að fá fullkomna og varanlega loftþéttleika strokksins.
Snerting málm við málm milli ventils og ventilsætis verður að vera fullkomin og fullkomin til að tryggja þessa erfiðu loftþéttleika. Burtséð frá gæðum efnanna sem taka við auknum hraða, er snerting málms við málm milli ventils og ventilsætis skilyrðislaust skilyrði til að fá fullkomna og varanlega loftþéttleika strokksins.
Fullkomið lögunarsamsvörun milli ventils og ventlasætis er leyfð með því að virða rúmfræði (lögun, horn, yfirborðsfrágang...) flatanna tveggja sem eru í snertingu.
Aðeins nákvæm vinnsla ventla og ventlasæti gerir kleift að fá þessa nauðsynlegu samsvörun. Stranglega er bannað að klippa lokana, sem varð skylda áður vegna skorts á nákvæmni við vinnslu ventlasætis og loka, til að fá loftþéttleikastig og endingu umrædds loftþéttleika.
NEWEN, FIXED-TURNING® og töluleg stýring þess gerir kleift að véla ventlasæti sem hafa lögun galla (hringlaga) í stærðargráðunni 3µm (eða 0,003 mm eða 0,000118”) eða minna eftir því hvaða efni eru unnin. OEMs krefjast hringlaga galla sem eru ekki meiri en 5 til 6µm bæði fyrir ventlasæti og loka.
NEWEN FIXED-TURNING® og töluleg stýring þess gerir kleift að stilla horn hundraðasta úr gráðu í einu . Það er því auðvelt að stilla horn ventlasætisins og ventlanna til að fá fullkomna og varanlega loftþéttleika, án þess að láta undan þeirri eyðileggjandi freistingu að lappa og þar af leiðandi afmynda lögun þessara hluta.
Lokasæti NEWEN FIXED-TURNING® vélanna eru fullkomlega kringlótt, með mjög nákvæmum sjónarhornum og loftþéttingin er fullkomin fyrir margra klukkustunda notkun.
Vinnslan með formverkfærum getur ekki tryggt nákvæm horn og fullkomlega kringlótt sæti, þess vegna er nauðsynlegt að hringja lokar. Sveifla sem mun leiða til skammvinns loftþéttleika og draga verulega úr frammistöðu.
JÖRUN OG COAXIALITY Hækkaður vélarhraði, hröð hröðun og hraðaminnkun er möguleg vegna minnkunar á massa í hreyfingu með afkastamiklum ventlainnköllunarbúnaði. En allar þessar frammistöður eru aðeins mögulegar vegna þess að núningur minnkar verulega og að hlutar í hreyfingu, ventla, kambás, inntakskambur...
Burtséð frá hringlaga ventla og ventlasæti, skulu samaxlar lokastýringa, ventla, kambásanna og kambásanna leyfa hreyfingu allra þessara hluta en útiloka:
- sníkjudýra núningur
- renna ventilhausana á sæti þeirra
- spelkur á kambásnum innan hvers húss þeirra.
Andstætt almennt viðurkenndum hugmyndum er ekki hægt að stjórna sammiðjunni milli ventilsætis og ventulstýringar með því að þvinga tappaðan stýrimann inn í stýri og nota þessa flugvél sem stuðning fyrir sammiðjumæli. Það er jafnvel ólíklegra að nota sömu tæknina til að leyfa verkfæri að bora hylki með kambásholu sem er sammiðja ventilstýringunni, sem er nauðsynleg skilyrði fyrir góðri afköstum vélarinnar.
Hreyfifræði NEWEN FIXED-TURNING® felur í sér vökvamiðju miðstýringarvélanna sem gerir vinnslusnældunni kleift að miðjast með galla sem er ekki meiri en nokkrar míkron (µ= 0,001mm = .000039”).
FIXED-TURNING® stýrikerfið takmarkar ekki ventilstýringuna og tekur tillit til ófullkomleika í vinnslu ventilstýringanna. Á sama hátt skal vinnslan á borholuhúsum kambásfötu virða stýriás kambásholunnar.
Vélarvinnsla með FIXED-TURNING® tryggir að ventlasæti, ventlastýring og borholahús kambásskífunnar séu með sama ás, séu fullkomlega samræmd og að hlutarnir geti hreyfst á hæsta hraða án þess að verða fyrir núningur og sníkjuhemlun sem myndi gera virkni hreyfilsins við háan snúning ómögulega, með tilheyrandi hröðu sliti og augljósri hættu á vélrænum óhöppum.
Vélbúnaður á stýrisbúnaði, ventlasæti og borholuhúsum með kambásfötu með FIXED-TURNING® tryggir ofurhraða virkni hreyfilsins, ásamt íhlutunum sem notaðir eru, títanblendilokur, sérgormar, sérstök ventlasæti... án þess að hætta sé á loftþéttleikagalla, sníkjudýrum í starfseminni vegna núnings og olíufilma. Einnig skal forðast skelfingu ventla, sem geta ekki fylgt hækkuðum stjórnum.
NEWEN FIXED-TURNING® er vinnsluhugmynd sem hefur verið þróuð til að koma aftur vinnslugöllum innan gilda sem gefin eru upp í míkrónum og ekki lengur í hundraðustu úr millimetra.
Nákvæmni coaxialities gerir mikla stjórn og bestu virkni vélarinnar.
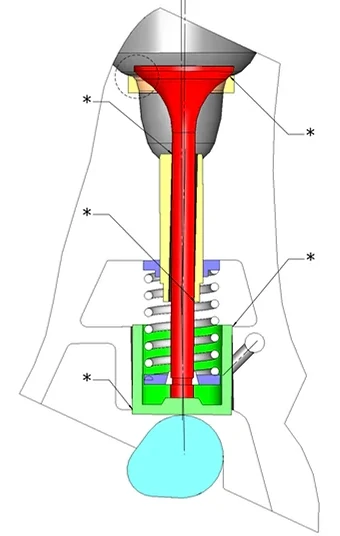
Koaxial galli ásanna veldur svæðum með upphækkuðum skakkaföllum* sem hægja á ferð ýmissa hluta, sem mun eyðileggja loftþéttleika strokkanna og sem mun leiða til grips á meðan snúningshraða hreyfilsins takmarkast verulega. hér að ofan er lögð áhersla á ójafnvægi hólkanna á milli sín á milli. Hvert ójafnvægi er uppruni vélrænna takmarkana á hlutunum í hreyfingum, þvingunar sem munu leiða til ótímabærs slits á nefndum hlutum.
ÚTSÚTUNARPROFÍLAR
Eftir sprengingu blöndunnar (eldsneytisbrennsluefni), fylla leifar af lofttegundum frá brunanum upp í strokkinn og verður að tæmast í gegnum útblástursrásirnar, út með stimplinum sem er að koma aftur upp í hápunkt sinn. Útblástursventillinn skal lokast smám saman áður en stimpillinn fer niður aftur og dregur upp ferska blöndu aftur á meðan. Þetta lokunartímabil er mikilvægt fyrir útblástursventilinn. Lofttegundir sem hitaðar eru upp í háan hita eru auk þess lagaðar á milli ventilsætis og loka sem er að loka.
Lokasæti og loki verða fyrir slitþoli lagskiptu lofttegundanna og hitastigið er þá á hæðinni á flötunum sem tryggir snertingu og loftþéttleika í nokkur þúsund sekúndu. Til þess að þessi snerting samsvari ekki hraðri niðurbroti á yfirborði í snertingu, er nauðsynlegt að þessi snertiflötur séu ákjósanlegur að yfirborði (mm2) og að form þeirra séu fyllingar (horn, hringlaga, yfirborðsáferð ...).
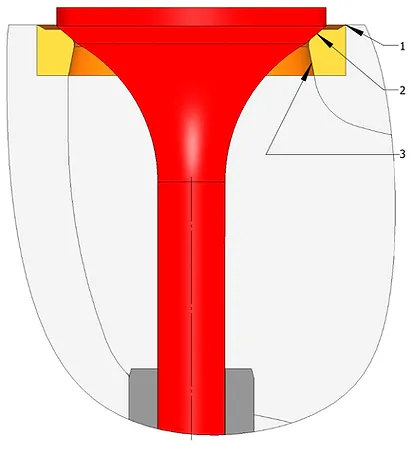
1. Þreplausar tengingar með lögun sem stuðlar að óróalausu flæði lofttegundanna.
2. Sæti svæði breitt og í samræmi við lokann fyrir mikla mótstöðu gegn sliti lofttegunda.
3. Venturi fyrir hraða stækkun og hröðun lofttegundanna.
NEWEN FIXED-TURNING® gerir vinnslu á útblástursventilsæti nógu stórum til að aflagast ekki, á sama tíma og þeir hafa horn eins nálægt ventilsæti og mögulegt er. Hringlaga lögun laus við hliðar og bylgjur skal leyfa málm við málm snertingu á öllu yfirborði sætisins sem tryggir góð hitaskipti, fullkomna loftþéttleika og hámarks áreiðanleika.
FIXED-TURNING® gerir kleift að vinna snið með nánast ótakmarkaðri lengd. Við getum því vélað útblástursrásina til að auðvelda útdrátt lofttegunda og sérstaklega venturis sem gerir lofttegundum kleift að losna strax eftir að hafa farið framhjá sætinu og þar af leiðandi til að auka hraða þeirra. Skörp horn, þrep, þvermálsmismunur sem leiðir til ókyrrðar og hægingar á gasflæði skal eyða og hver rás (skál/bakveggur) skal fínstilla og fullkomlega eins og aðrar rásir til að stjórna virkni hreyfilsins betur.
INNTAKSPROFÍLAR
Ólíkt útblásturssæti og lokum verða inntakssæti og lokar ekki fyrir lagskiptum brennandi lofttegunda og því sliti sem fylgir. Inntakslokasæti verða að gera það kleift að fylla strokkinn eins fullkomlega og hægt er með ferskum lofti/bensínblöndu sem er sogað út með því að lækka stimpilinn og hugsanlega þrýst á hann með virkni túrbó og þjöppu.
Lögun leiðslunnar (skálflatarmál) verður að vera ákjósanlegur til að hleypa hámarksflæði lofttegundanna án þess að mynda sníkjuóróa. Hornið á sætinu sjálft tekur þátt í stýringu gasblöndunnar og verður að vera fullkomlega samþætt í almenna lögun leiðslunnar.
Það fer eftir lögun hólfanna, prófílarnir, sem samanstanda af línuhlutum og geislum sem eru fullkomlega tengdir hver við annan, skulu leyfa hámarksflæði lofttegundanna. Skörp horn eru bönnuð og samhangandi prófílur skal leiða mesta mögulega gasmagnið við stutta opnun lokans. Hin fullkomna innsigli ventilsins skal leyfa hámarks bruna og afköst sem og gallalausan áreiðanleika.
Aðeins FIXED-TURNING® leyfir hagræðingu á inntaksrásinni frá ventilstýringunni upp að brún strokksins. Vinnsla með fullkomlega stjórnað lögun skal framkvæma í einni aðgerð og endurtaka á sama hátt fyrir hvern strokk. Upprunalega vinnsla strokkahausanna fer fram með röð viðbótarvinnsluaðgerða, lokasætishúsum, sæti, vinnslu á hornunum... sem sjálfkrafa skapa óreglur sem skaðlegar eru flæði augnaráða. FIXED-TURNING® veitir samfellda vinnslu, án truflana, á allri rásinni, þar með talið ventlasæti, sem skal vinna án þess að vera háð þeim takmörkunum sem eftir eru af vinnslunni. FIXED-TURNING® og óslitin vinnsla á leiðslum og sætum gerir það að verkum að hægt er að fylla strokkana sem best, fullkomlega reglulega á milli strokkanna og þar af leiðandi hámarksafköst vélarinnar.
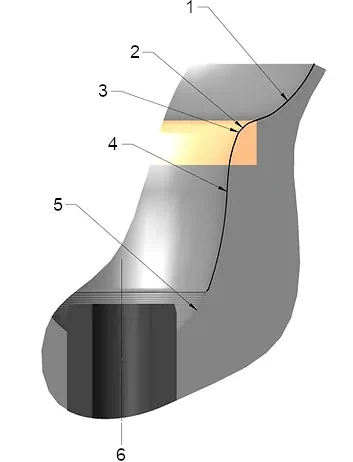
1. Snið sem samanstendur af línuhlutum og radíum sem hámarkar stýringu blöndunnar í átt að strokknum.
2. Sæti fullkomlega kringlótt og loftþétt með horn sem er fullkomlega stillt að því sem er á lokunum.
3. Lítill hringradíus gegn ókyrrð.
4. Lögun rása (skál) fullkomlega bundin og nákvæmlega eins á milli.
5. Hráefni
6. Stöðugt og slétt snið allrar leiðslunnar (skálarinnar), þar með talið hvíldarsvæðis lokans.
REGLLEGA FLÚÐI OG JAFNVÖRUN strokka
Hver strokkur færir hlutfallslegan hluta af afli hreyfilsins og aðeins fullkomið líkt milli aflsins sem hver strokkur veitir skal leyfa skilvirka virkni hreyfilsins við háa snúninga á mínútu.
Strokkar með fullkomlega eins hegðun skulu gera það kleift að fá hreyfil sem er laus við titring af sníkjudýrum og skulu leyfa aukinn hraða.
NEWEN og FIXED-TURNING® leyfa samfellda vinnslu, reglulega og svipaða á öllum stöðum, frá einni rás til annarrar, frá einni vél til annarrar. Fullkomnustu formin eru leyfð á stöðum þar sem klassísk vinnsla með formverkfærum er máttlaus og óhagkvæm.
NEWEN leyfir fullkomin ventlasæti og þar af leiðandi aukna skilvirkni hvers strokks á sama tíma og hann leyfir einstakan áreiðanleika.
Virðing fyrir vinnsludýptum er möguleg vegna tveggja sérkenna sem eru eingöngu fyrir FIXED-TURNING®:
FIXED-TURNING® leyfir vinnslu allt að einn hundraðasta úr millimetra (.00039”) á heilu sniði, óháð lengd þess, á sama tíma og það veitir fullkomna rúmfræði sætisins (hringlaga, horn, sammiðja…)
tölulega stjórn FIXED-TURNING® leyfir dýptarstillingar innan + eða – 0,01 mm (1/100mm) eða .00039”.
Samsetning þessara tveggja einkamöguleika gerir kleift að fá fullkomlega eins brunahólfa sem gefa vélinni jafnvægi og getu til að „snúast við háan snúning“.
Þessi nákvæmni vinnslugeta sem er eingöngu tryggð af FIXED-TURNING® gerir nú þegar kleift að gera við framtíðarvélar sem samþætta HCCI tæknina (Homogeneous Charge Compression Ignition) sem mun gjörbylta bensínvélinni með því að gera hana hreina og mjög skilvirka.
Til að minna á, gerir HCCI tæknin kleift að útrýma neistakertum, vegna þess að ná tökum á þjöppun loft/bensínblöndunnar og þar með með því að ná tökum á sjálfkveikju eldfima blöndunnar. Eyðsla og orkuaukning skal gera þessa tækni óumflýjanlega. Vinnsla strokkahausanna mun gefa stóran þátt í nákvæmni rúmmáls hólfa og vinnsludýpt. Aðeins vinnsluferli sem leyfa lágmarks og mjög nákvæman skurð skulu vera mögulegar. FIXED-TURNING® er þegar tilbúið til að takast á við þessa nýju áskorun.
Afköst og áreiðanleiki haldast í hendur við nákvæmni og tölulega stjórn.
FIXED-TURNING® á undan sínum tíma?
Nei, FIXED-TURNING® er rétt á réttum tíma til að fylgja vélasérfræðingum sem vilja ekki láta tækniþróun fara fram úr sér.