OEM undirverktakar, afkastamiklir sérfræðingar og vélaendurbyggjarar verða að taka tillit til og virða nákvæm lögun og víddarvikmörk við vinnslu ventlastýringa og ventlasæti.
Með þessu „aide-memoire“ reynir NEWEN að safna saman, í stuttu skjali sem ætlað er framleiðslutæknimönnum, hinum ýmsu táknum og vikmörkum sem venjulega eru notuð af OEM til að skilgreina kröfur sínar hvað varðar vinnslu á strokkhausi og sérstaklega ventlaleiðsögn og ventlasæti vinnsla.
NEWEN sameinar hvert form og víddarþol með beinum og óbeinum áhrifum á virkni og áreiðanleika strokkahaussins, án þess að reyna að einfalda eða afmerkja samsett áhrif tveggja eða fleiri breytu.
Með þessu skjali vinnur NEWEN að því að fordæma almennt viðurkenndar hugmyndir sem og rangar hugmyndir, útbreiddar hugmyndir sem, vegna einfeldnings þeirra og ónákvæmni, villa um fyrir endurbyggjendum véla og breyta mati þeirra.
« Þegar þú getur mælt það sem þú ert að tala um og tjáð það í tölum, þá veistu eitthvað um það; en þegar þú getur ekki mælt það eða tjáð það í tölum, þá er þekking þín lítil og ófullnægjandi.»
KELVIN lávarður (1824-1907)
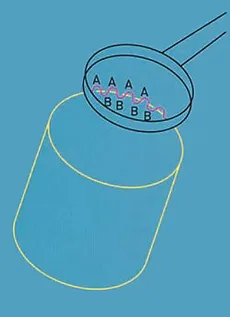
Af hverju að mæla hringleika?
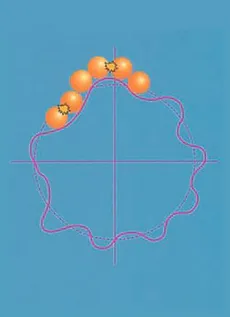
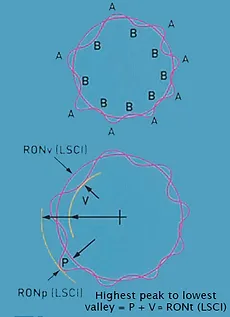
Íhluturinn getur birst kringlótt fyrir augað og virðist hafa stöðugt þvermál þegar hann er mældur með hníf eða míkrómetra, en er hann kringlótt? Það er ljóst að lobing getur haft áhrif á virknina. Lobes við 'A' munu bera álagið á meðan smurfilman verður mest við 'B'.
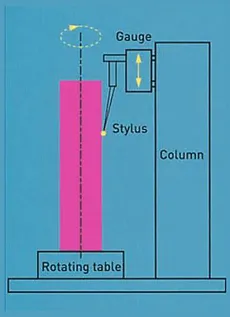
Hvernig er hringleiki mældur?
Til að mæla hringleika er snúningur nauðsynlegur, ásamt getu til að mæla breytingu á radíus. Þetta næst best með því að bera saman snið íhlutans sem verið er að prófa við hringlaga viðmið. Íhlutnum er snúið á mjög nákvæman snælda sem gefur upp hringlaga viðmiðið. Ás íhlutarins er í takt við ás snældunnar, venjulega með miðju- og jöfnunarborði. Transducer er síðan notaður til að mæla geislamyndabreytingar á íhlutnum með tilliti til snældaássins.
Ástæðan?
Legan sem sýnd er hér gæti haft hlaup sem er ekki raunverulega hringlaga. Þetta myndi líklega virka í stuttan tíma en bylgjurnar í kringum þetta leguhlaup myndu byrja að valda titringi. Þetta myndi hafa í för með sér ótímabært slit og valda því að keppnin skilaði minni árangri en ætlað var.
Niðurstöður?
Legan sem sýnd er hér gæti haft hlaup sem er ekki raunverulega hringlaga. Þetta myndi líklega virka í stuttan tíma en bylgjurnar í kringum þetta leguhlaup myndu byrja að valda titringi. Þetta myndi hafa í för með sér ótímabært slit og valda því að keppnin skilaði minni árangri en ætlað var.
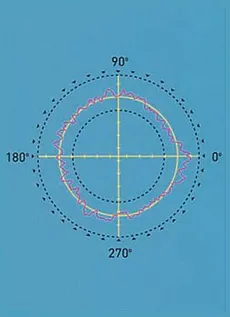
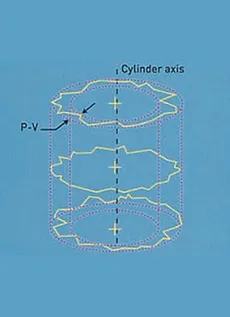
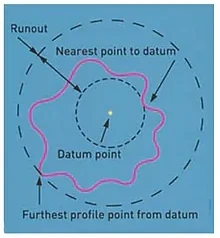
Það er þægilegt að tákna út-af-hringleika úttaksins frá mælinum sem skautsnið eða línurit. Að meta þessa myndrænu framsetningu getur verið huglægt og tímafrekt, þess vegna þurfum við einhverja leið til að vinna úr upplýsingum til að gefa okkur nákvæm og endurtekin svör. Þar sem við erum að reyna að meta frávik frá raunverulegri hringrás og krefjast viðmiðunar til að mæla út frá, er skynsamlegt að reyna að passa viðmiðunarhring við prófílinn okkar og tengja alla útreikninga okkar við það.
Least Squares Reference Circle (LSCI)
Lína eða mynd er sett á öll gögn þannig að summa ferninga við brottför gagna frá þeirri línu eða mynd sé að lágmarki. Þetta er líka línan sem skiptir sniðinu í jöfn lágmarkssvæði.
LSCI er algengasti viðmiðunarhringurinn. Ójöfnunin er síðan gefin upp í skilmálar af hámarks brottför sniðsins frá LSCI. þ.e. hæsti tindur í lægsta dal.
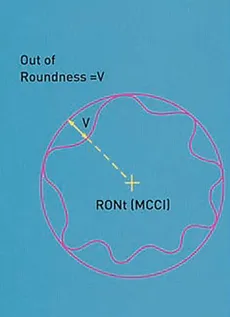
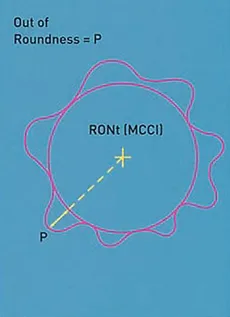
The Minimum Circumscribed Circle (MCCI)
Skilgreindur sem hringur lágmarksradíus sem mun umlykja sniðgögnin. Óhringurinn er síðan gefinn upp sem hámarksfrágangur (eða dalur) sniðsins frá þessum hring. Stundum nefndur hringmælir tilvísunarhringurinn.
 = Sérvitringur (ECC)*
= Sérvitringur (ECC)*
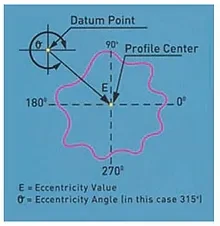
Þetta er hugtakið sem notað er til að lýsa stöðu miðju sniðs miðað við einhvern viðmiðunarpunkt. Það er vektorstærð að því leyti að það hefur stærð og stefnu. Stærð sérvitringsins er einfaldlega gefin upp sem fjarlægðin milli sniðmiðju og viðmiðunarpunkts. Stefnan er gefin upp sem horn frá viðmiðunarpunktinum.
 = Einbeitni (CONC)*
= Einbeitni (CONC)*
Þetta er svipað og sérvitringur en hefur aðeins stærðargráðu og enga stefnu. Sammiðjan er skilgreind sem þvermál hringsins sem sniðmiðjan lýsir þegar honum er snúið um viðmiðunarpunktinn. Það má sjá að sammiðjugildið er tvöfalt stærra en sérvitringurinn.
 = Runout (Runout)*
= Runout (Runout)*
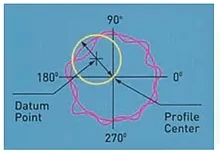
Stundum nefnt TIR (Total Indicated Reading). Runout er skilgreint sem geislalaga aðskilnaður tveggja sammiðja hringa sem eru miðaðir við viðmiðunarpunktinn og teiknaðir þannig að annar falli saman við næsta og hinn saman við lengsta punktinn á sniðinu.
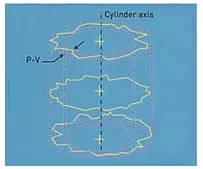
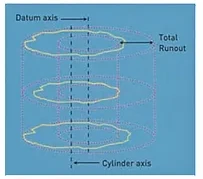
 = Heildarhlaup (Total Runout)*
= Heildarhlaup (Total Runout)*
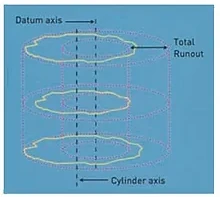
Heildarhlaup er skilgreint sem lágmarks geislamyndað aðskilnaður tveggja samása strokka, sem eru samásir við upphafsás og umlykja mælda yfirborðið algerlega.
 = Flatness (FLTt)*
= Flatness (FLTt)*
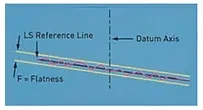
Viðmiðunarplan er komið fyrir og flatneskju reiknuð sem hámarks brottför til dals frá því plani. Notaðu annað hvort LS eða MZ n
 = Squareness (SQR)*
= Squareness (SQR)*
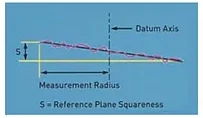
Eftir að hafa skilgreint ás er ferningsgildið lágmarksásaðskilnaður tveggja samhliða plana sem eru réttar við viðmiðunarásinn og umlykja viðmiðunarplanið algerlega. Annaðhvort er hægt að nota LS eða MZ.
 = Sívalningur (CYLt)*
= Sívalningur (CYLt)*
Lágmarks geislamyndaða aðskilnaður 2 strokka, samása við innbyggða viðmiðunarásinn, sem umlykur mæld gögn að öllu leyti. Annaðhvort er hægt að nota LS, MZ, MC eða Ml strokka.
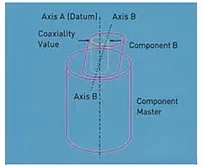
= Coaxiality (Coax ISO)*
Þvermál strokks sem er samás við upphafsásinn og mun bara umlykja ás strokksins sem vísað er til fyrir samás mat.
= Coaxiality (Coax DIN)*
Þvermál strokks sem er samás við upphafsásinn og mun bara umlykja miðpunkta (LS miðjur) plananna sem ás strokksins sem vísað er til fyrir samás mat er reiknaður út frá.
Hlutverk „tríó“ ventlaleiðarans, ventilsætisins og ventilsins er að skapa fullkomna, endalaust endurnýjaða og áreiðanlega loftþéttleika gasflæðis hreyfilsins.
Málmsnerting milli tveggja yfirborðs verður að vera áreiðanlegur og loftþéttur gangur eftir hundruð milljóna samfellda opnun og lokun á lokunum.
Þeir tveir fletir sem eru í snertingu, þ.e. ventilsætisyfirborð ventilsins og sjálft sætið sjálft, verða að hafa svipaða eiginleika og verða að vera nálægt fullkomnun.
Form ofangreindra fleta verða að vera fullkomlega eins og fyllast algjörlega upp.
Eina lögunin sem hægt er að ná með nákvæmni og endurteknum hætti til að uppfylla þessa aðgerð er hringurinn.
Í tengslum við aðrar breytur, reynist hringlagan, þ.e. nákvæmni lögunar hringanna sem myndast af ventlasæti og lokanum sjálfum, vera aðal- og skilyrðislaust skilyrði fyrir góðri loftþéttleika á milli ventils og loka. sæti.
Hringlaga, sívalur, yfirborðsáferð, horn eru öll háð strangari og strangari vikmörkum.
Stýriloka
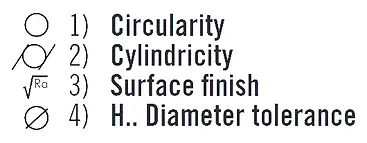
Lokastýringin er viðmiðunin, sem fer eftir staðsetningu viðgerðarvinnslu ventilsætisins, stjórnunar hluta af samræmi ventilsætisins (samsæti) og auðvitað stýrir hann ventilnum í hreyfingum sínum. Gæði lokastýringar eru í meginatriðum skilgreind af 4 breytum:
Til að tryggja fullkomna stýringu á lokanum er sívalningur og þvermál þvermálsins mikilvæg. Góðir rúmfræðilegir eiginleikar munu gera lokastýringunni kleift að staðsetja lokann með nákvæmni yfir langan líftíma.
Mikilvægur galli í stýringu ventilsins, sem leiðir til lélegrar vinnslu á ventilstýri – utan vikmarka, mun leiða til ótímabærrar aflögunar og slits á ventlasæti og hratt taps á afköstum vélarinnar.
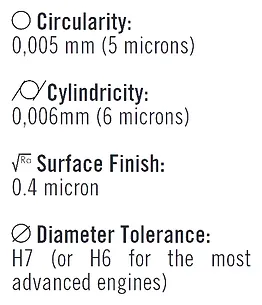
Vikmörkin sem OEMs krefjast almennt fyrir núverandi vélar eru:
Ofangreind vikmörk, erfitt að fá og virt af stórum framleiðendum, eru enn flóknari að tryggja þegar viðgerð er gerð. Takist ekki að uppfylla þessi gæðastig mun vinnslan á ventlasæti verða enn viðkvæmari.
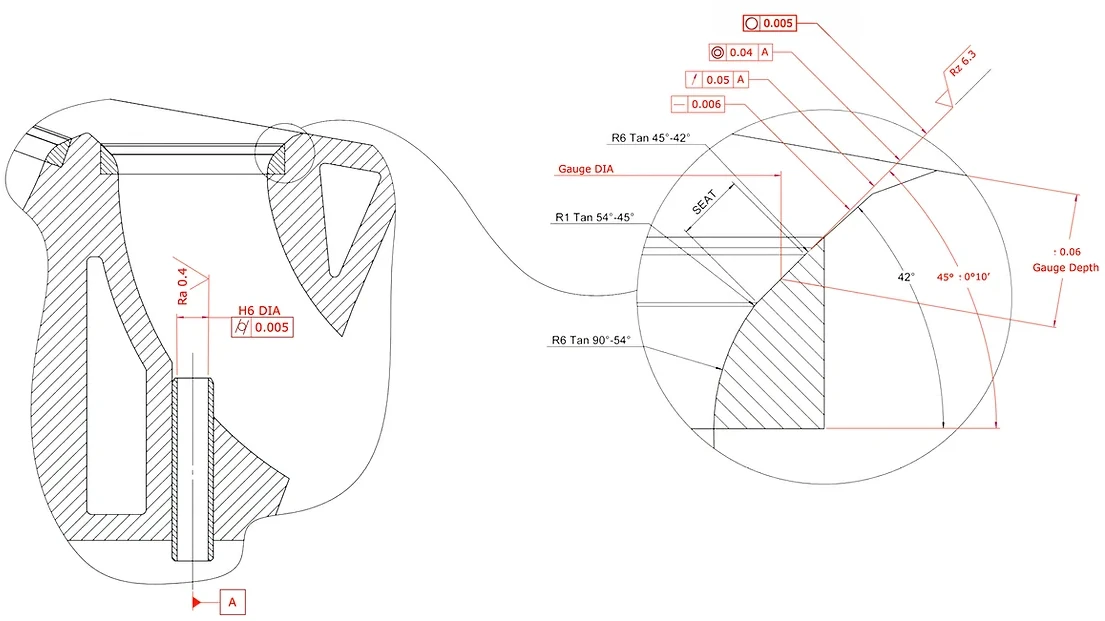
Lokasæti og lokar
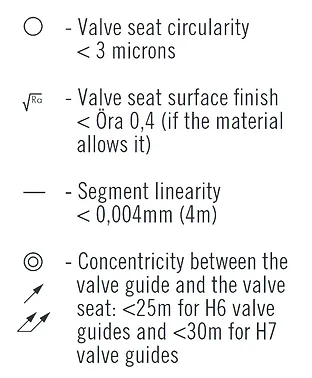
Með hliðsjón af mikilvægi nákvæmni þeirra yfirborðs sem verða í snertingu og vegna þess að þeir eru fylltir, munu þeir tryggja fullkomna loftþéttleika, herða OEM-framleiðendur lögunarvikmörk sætanna.
Línuleiki sætishornshlutans og hringlaga hans eru vikmörkuð með gildismun sem er ekki meiri en nokkrar míkron (< 10 míkron). Ra og Rz gildi sem skilgreina yfirborðsáferð ventilsætisins og einnig mjög þétt og minnsta spjallmerki eða bylgja sætisins, gefa af sér sæti sem er utan umburðarlyndis og óviðunandi.
Vikmörkin sem notuð eru við hugmyndina um sammiðju, úthlaup eða tvöfalt úthlaup á milli ás ventilstýringarinnar og ás ventilsætisins eru einnig mjög mikilvæg en haldast þó innan gildanna sem tiltölulega auðvelt er að tryggja.
Almennt er sammiðjugalli/úthlaup í stærðargráðunni 0,05 mm (.002”) talið ásættanlegt. Öll þessi vikmörk eru verulega hert með beitingu stuðulsins sem kallast „Cpk“ sem gefinn er út úr reglum sem gilda um fyrirtæki sem eru vottuð ISO/TS16949 og dregur verulega úr vikmörkum með því að nota vélar sem geta tryggt mikla samkvæmni í gæðum.
Þessi nálgun sem miðar að því að tryggja gæði er möguleg þar sem mannleg mistök eru forðast eins mikið og mögulegt er vegna notkunar á tölukerfum sem kveikja og stjórna aðferðum sem skila alltaf meiri afköstum.
NEWEN FIXED-TURNING® fellur undir rökfræði hinnar þróuðu og afkastamiklu vélrænu meginreglu, stjórnað og stjórnað með einstakri afkastamikilli tölustýringu.
FIXED-TURNING® veitir og tryggir:
Þetta gæðastig er það hæsta í dag og er aðgengilegt öllum þeim sem vinna ventlasæti, allt frá minnstu vélauppbyggingu til stærstu framleiðslustöðvanna sem notar NEWEN FIXED-TURNING®.
Að lokum, NEWEN FIXED-TURNING® er áreiðanlegt og stöðugt framleiðslutæki, hagkvæmt og sveigjanlegt, sem gerir kleift að taka með í reikninginn alvarlegasta Cpk á meðan þú stjórnar hagnaðinum.
Krafan um stöðug gæði (Cpk) og nákvæmni fyrir nýja strokkahausframleiðslu, undirstrikar ófullnægjandi meginregluna um mjókkandi flugmanninn sem ásættanlega lausn fyrir ventlasætisvinnslu.
Þessi lausn, sem lengi hefur verið vel þegin fyrir hagkvæman þátt, svarar ekki lengur núverandi tæknilegum kröfum.
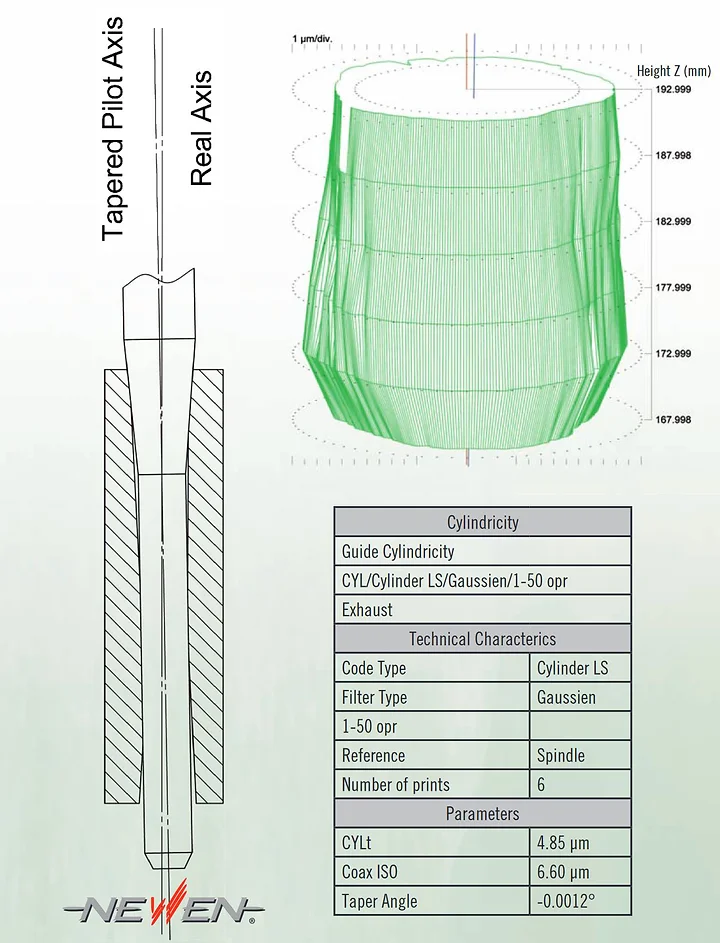
Ásinn/staðan tekin af mjókkandi stýrimanni innan ventlaleiðara er aldrei sá sami en sá sem myndi ákvarðast með mælingum og/eða sú sem tekin er af ventil á meðan hann er á hreyfingu (sjá teikningu).
Þessi munur er enn frekar undirstrikaður af lögunargalla nýrrar eða notaðrar ventulstýringar (vinsamlegast sjáðu myndræna framsetningu nýrrar ventilstýringar með Talyrond mælivél)
Tilviljunarkennd staðsetning flugmannsins innan ventlaleiðarans gengur gegn hugmyndinni um Cpk sem er svo þróað í dag innan allra OEM.
Án þess að gleyma því að jafnvel þegar um einfaldar viðgerðir er að ræða, er sjálf vídd flugmanna sem krafist er fyrir núverandi hreyfla ekki nægjanleg, í öllum tilvikum, til að standast óreglulega skurðaðgerðir formverkfæra.
NEWEN hafnar af krafti stöðu varnarmanna þessarar úreltu tækni.
Sömuleiðis sýnir formverkfærið of langan skurðarsnið til að tryggja reglulegan skurð yfir 360 gráður (jafnt í kringum sætið).
Gildi innri léttir getur verið breytilegt á kvarðanum 1 til 3 á sama sæti og geislamyndaátakið sem snældan gleypir mun óhjákvæmilega koma af stað raunverulegri beygingu þess síðarnefnda og mun þýða formgalla á ventlasæti eins og þvaður merki, bylgjur og/eða sporöskjulaga form sem gera vinnslu sætisins ranga og utan umburðarlyndis.
Núverandi ventlasætisefni og nauðsynleg vikmörk eru ekki lengur í samræmi við þessa vinnslutækni.

Hefðbundin mælitæki duga ekki til að stjórna ventlasæti og lokastýringum nákvæmlega sem eru unnar með NEWEN® FIXED-TURNING® vélum.
NEWEN® hefur útbúið sig með TALYROND 365XL stýrivél, sérstaklega hugsuð og tileinkuð mælingum á formum, coaxialities, yfirborðsáferð...
Þessi vél með upplausn 1/100 úr míkron gerir kleift að stjórna sjálfkrafa öllum rúmfræðilegum breytum sem skilgreina gæði stýris og ventlasætis: hringlaga, sammiðju, úthlaup, sívalning, línuleika hluta, horn, yfirborðsáferð... Stýriskýrslur og línurit sem myndast af prófin eru óumdeilanlega viðurkennd af eftirlitsdeildum virtustu OEM.
NEWEN er stöðugt að prófa verkið sem framleitt er af vélunum sem það framleiðir og sýnir gæði með raunverulegum mælingum.
Eins og meginreglan um CNC rennibekk, þá er FIXED-TURNING ® vinnsla á ventlasæti og/eða hvaða snúningsform sem er með innskot á ása.
Fyrir utan þá staðreynd að það er skurðarverkfærið sem snýst en ekki hluturinn sem verið er að vinna sjálfur, gerir vélarsnældan og vinnsluhausinn kleift að vinna erfiðustu og flóknustu lögin á mjög einfaldan hátt, óháð gæðum ventlasætisins. Meðan það snýst, hreyfist skurðarverkfærið um x og z ása sína til að lýsa sniðinu fyrir vélina. Vinnslan fer fram í eina átt og fjöldi umferða er sjálfkrafa skilgreindur af forritinu sjálfu. Ferðalag skurðarverkfærisins er fínstillt í samræmi við raunverulega lögun hráa ventilsætisins. Venjulegur þríhyrningslaga skeri hreyfist í samræmi við ás vagnsins og tilfærsluás snældunnar. Allt snýst um C-ásinn.
Öflug tölva reiknar varanlega út ákjósanlegasta feril tólsins þannig að skurðaðgerðir séu reglulegar og minnkaðar í lágmarki. Hver einasti rakstur reiknaður frá sekúndubroti til sekúndubrots er framleiddur á þann hátt að engin sveifla í klippiátakinu truflar jafnvægið og sveigjanleika snældunnar.
Þökk sé FIXED-TURNING ® næst fullkomin ventlasætisvinnsla og fullkomin þétting á milli ventlasætis og loka þess í hvert skipti, í fyrsta skipti, án þess að lappa.
Nútíma stjórntæki, nýjustu tækni, skilvirkt, einfalt, afar notendavænt, léttir stjórnanda frá endurteknum bendingum, dregur úr þreytu og losar um athygli fyrir nauðsynlegar aðgerðir.
Samspilið við vélina er notendavænt og einfalt. Rekstraraðilinn þarf aðeins að slá inn kunnuglegar stærðir eins og þvermál ventilsins, velja snið og vélin mun samstundis reikna út allt annað, þar á meðal allar gróf- og frágangsvinnslur.
Fyrir utan nákvæmni, umfram notendavænni og aukna framleiðni, er FIXED-TURNING ® jafngildi þúsunda sérsniðinna formverkfæra, öllum varanlega pakkað í eina einfalda og hagkvæma vél.
Lengi lifi endurbygging vélarinnar.