სარქვლის სავარძლების დამუშავება, ევოლუციის ერთი საუკუნე და ... გამოსავალი!
მანამდე
ჩაძირვა
და კარბიდის ფორმის ხელსაწყო
ნახატი 1
Chatter ნიშნები
|
ნახატი 2
ტალღები
|
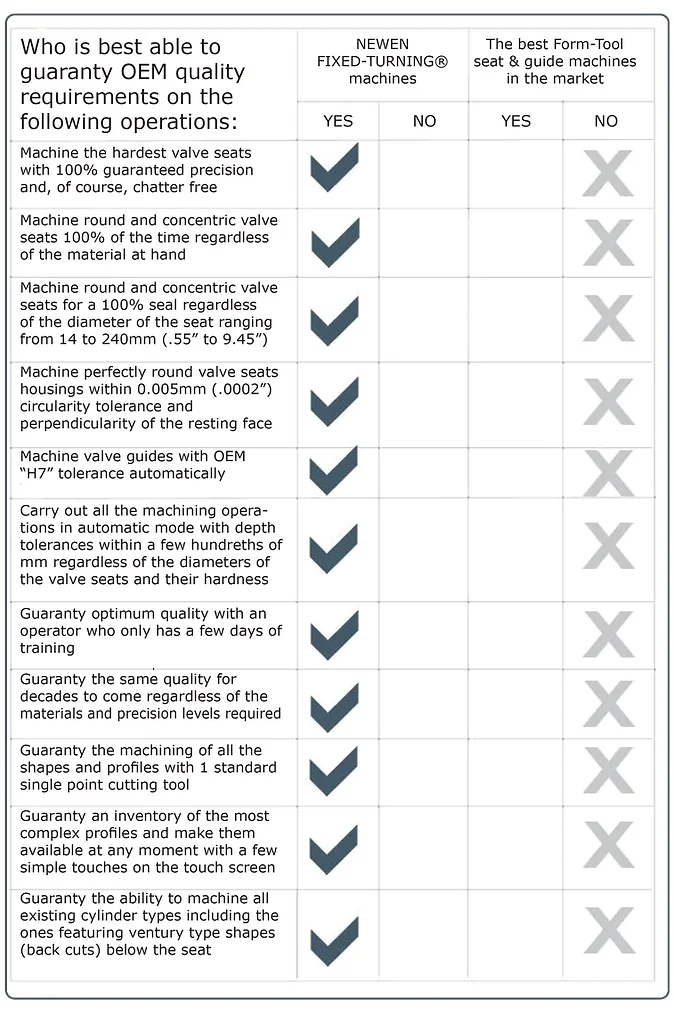
ლითონის ფხვნილის სარქვლის სავარძლების ან თუჯის სარქვლის სავარძლების შემოხვევა გარდაუვალ ლაქებს იწვევს. ჭექა-ქუხილის ნიშნები ძალიან საზიანოა სარქველისთვის, რადგან გაზები გადის მათში, სანამ სარქველი დახურულია.
დამუშავებული სარქვლის სავარძელი, შესაბამისად, სწრაფად დეფორმირდება და მისი დალუქვა არასოდეს იქნება ადეკვატური. ჭუჭყიანი ნიშნები წარმოიქმნება კარბიდის ფორმის ხელსაწყოებისგან, რომლებიც აფუჭებენ მასალის დიდ ზედაპირს მარცვლოვანი სტრუქტურით, რომელიც დამზადებულია სხვადასხვა მასალისგან (როგორიცაა ლითონების ფხვნილი, კვანძოვანი თუჯები...).
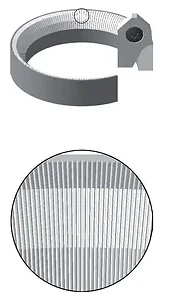
სარქვლის ტრადიციული სავარძლები დამუშავებული ლაპინგის ტექნიკით (ფორმის ხელსაწყოები), ყველა წარმოდგენილია ტალღებით მეასედი მილიმეტრით, რაც არის არარეგულარული ჭრის ძალისხმევის პირდაპირი შედეგი 360 გრადუსიანი ბრუნვით. ჭრის ძალისხმევის ცვლილების შედეგები გადასცემს არარეგულარულ ძალებს მანქანის ღერძებზე, რომლებიც მეტ-ნაკლებად მოქნეულია მანქანიდან გამომდინარე და გამოიღებს არარეგულარულ ფორმებს. ეს ფენომენი, რომელიც კარგად არის ცნობილი მექანიკური მანქანების ოპერატორებისთვის, კომპენსირებულია, როდესაც გამოჩნდება დიდი ხილული დეფექტები, სწრაფი და ძლიერი ზეწოლით spindle ბრძანებაზე.
ზემოაღნიშნული იწვევს ხერხემლის მნიშვნელოვან ძალისხმევას და, მიუხედავად იმისა, რომ მას შეუძლია ხელი შეუწყოს მცირე დეფექტების აღმოფხვრას, იგი ვერანაირად ვერ გამოასწორებს გეომეტრიას.
ეს ტალღები, რომლებიც თანდაყოლილია დამუშავებით დამუშავების პრინციპისთვის, აქვს უდავო შედეგები სარქვლის დალუქვაზე და საჭიროებს ყოველი სარქვლის შემდგომ შემოხვევას მის სარქველზე, მისაღები დალუქვის მისაღებად. სარქველების შემოხვევა, რომელიც აქამდე აუცილებლობის გამო იქნა მიღებული ძრავების მშენებლებისა და მათი მომხმარებლების მიერ, დიდი ხანია აკრძალულია ძრავის მწარმოებლების მიერ და ყველა, ვინც ეძებს მინიმალურ ხარისხს, რომელიც მოითხოვს დღევანდელი ძრავის თაობებს.
ახლა
FIXED-TURNING®
და ერთი წერტილის ინსტრუმენტი
ნახაზი 3
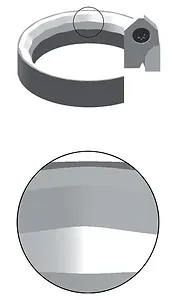
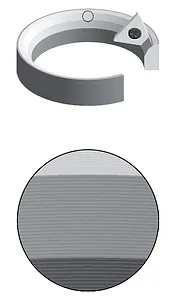
გეომეტრიული სიზუსტე
დამუშავება ინტერპოლაციით, FIXED-TURNING®, აუცილებლად აღმოფხვრის ყველა დეფექტს, რომელიც ნაჩვენებია ნახაზებზე 1 და 2.
მიკრო-ჩატვირთვის ნიშნები და ტალღები პრაქტიკულად შეუძლებელია. ერთი წერტილის დამუშავება არ იძლევა ასეთი დეფექტების წარმოქმნის საშუალებას. ადამიანმა მხოლოდ უნდა განიხილოს დამუშავება ხორხზე, რათა დაარწმუნოს საკუთარი თავი.
მბრუნავი ხელსაწყოს დამუშავება, რომელიც მოძრაობს ორ ინტერპოლირებული ღერძზე, წარმოქმნის წრიულ მიკროღრმას, იდეალურად მრგვალ. ღარის სიღრმე და 2 ღარებს შორის ინტერვალი კონტროლდება აპარატის რიცხვითი კონტროლით, რაც იძლევა ზედაპირების საუკეთესო მიღწევას.
ჭრის ძალისხმევის მსგავსად, საგრძნობლად შემცირებული (300-ჯერ და მეტი), ზედაპირის დამუშავების დეფექტები მცირდება იმ დონემდე, რაც FIXED-TURNING® არის წამყვანი OEM-ების მიერ განსაზღვრული ხარისხის მასშტაბების პირველ ადგილზე.
ახალი ერა, შესაძლებლობების ახალი სამყარო...
ურთულესი ცილინდრის თავების დამუშავება მიიღწევა წუთში თითო სარქვლის სავარძელში ყველაზე გრძელი პროფილებისთვის, სპეციალურად შექმნილი ძრავის სიმძლავრის გასაუმჯობესებლად. ტრადიციული "3-კუთხიანი" პროფილის დამუშავება განხორციელდება რამდენიმე წამში.

მოტოციკლის ცილინდრის თავები , სარქველების ყველაზე პატარა სავარძლები ირგვლივ და მომავალი (შემცირება, ძრავის განვითარების ყველა ახალი პროგრამის შუაგულში) შეიძლება დამუშავდეს მაქსიმალურად მარტივად და კონკურენტული ძრავების ოპტიმალური სიზუსტით...
NEWEN® მანქანები საშუალებას აძლევს თითოეულ ძრავის აღმშენებელს პოზიციონირდეს როგორც სპეციალისტი ყველა ტიპის ძრავის დამუშავებაში. სიზუსტე, რომელიც სისტემატურად მიიღწევა FIXED-TURNING® მანქანების გამოყენებისას, ვრცელდება ყველა ტიპის ძრავზე, აღარ არის საჭირო ამა თუ იმ დამუშავებაში მონაწილეობაზე უარის თქმა ამა თუ იმ ტიპის ცილინდრის თავის ტიპზე, ყველა რთული დამუშავების ოპერაცია ხდება წყარო. დამატებითი და მნიშვნელოვანი მოგება.
მაღალი წარმადობის ბაზარი , მექანიკური დასვენების ბაზარი, მიუწვდომელია ნებისმიერი ძრავის აღმშენებლისათვის, რომელიც აღჭურვილია FIXED-TURNING® მანქანით.
ყველა სიზუსტე, რომელიც საჭიროა ფორმულა 1-ში ან ნებისმიერ სხვა მოთხოვნადი მაღალი ხარისხის მექანიკურ სპორტში, მიიღწევა ავტომატურად და სისტემატურად. სრულყოფილება გარანტირებულია.
High-Performance არის მზარდი და მომგებიანი ბაზარი. მაღალი დონის პროფესიონალის პრესტიჟი, რომელიც ჩაერთვება ამ სპეციალობაში, ანათებს მის მთელ კომპანიას.
კოგენერაცია, რომელიც ასევე ცნობილია როგორც "კომბინირებული სითბო და სიმძლავრე (CHP)", ძრავების ტრანსფორმაცია ბუნებრივ აირზე და ბიო-საწვავად (ეთანოლი) მოითხოვს სარქველების სავარძლების კონტრ-ბურალების და ძალიან მყარი სარქვლის სავარძლების სწრაფ და ზუსტ დამუშავებას.
კოგენერაციის პრინციპები დიდი ხანია ცნობილია და გამოიყენება მრავალფეროვან აპლიკაციებში. დღეს, ულტრასუფთა ბუნებრივი აირის მობრუნებული ძრავის ტექნოლოგია, სითბოს გადამცვლელები და სისტემის კონტროლის მიღწევები, კოგენერაციას პრაქტიკულ და ეკონომიურს ხდის სხვადასხვა ზომის დიაპაზონში გამოყენებისთვის.
ენერგიის წარმოების ერთ-ერთი ასპექტი, რომელმაც გავლენა მოახდინა ამ მიღწევებზე, არის სუფთა ენერგიის მზარდი საჭიროება. გამონაბოლქვის კონტროლის სტრატეგიებმა, რომლებიც ბუნებრივ გაზზე მომუშავე შიდა წვის ძრავებს საშუალებას აძლევს გამოიყენონ CHP და ICHM აპლიკაციებისთვის ტოლი ან ნაკლები, ვიდრე დღევანდელი დიდი ელექტროსადგურის სტანდარტებზე, შემდგომში გახადა კოგენერაცია უფრო პრაქტიკული, ეკონომიური და ხელმისაწვდომი კომერციული და სამრეწველო ფართო სპექტრისთვის. აპლიკაციები.
FIXED-TURNING® არის იდეალური ინსტრუმენტი ამ სერვისებისთვის, რომლებიც ხდება მარტივი, სწრაფი, ზუსტი და ძალიან მომგებიანი.
ყველა კამერის თაიგულის ნახვრეტის კორპუსის დამუშავება დიდი განზომილებისთვის, რათა ჩასვათ დიდი ზომის თასები კორპუსებში არის მარტივი ოპერაცია, ზუსტი და მომგებიანი FIXED-TURNING®-ით.

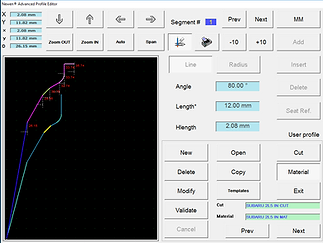
სურვილისამებრ შექმენით OFFSET პროფილები...

ვენტურის დამუშავება (112 გრადუსამდე) აირების სიჩქარის დასაჩქარებლად.
Venturi: ღია კუთხე სავარძლის ქვემოთ, რომელიც საშუალებას იძლევა დააჩქაროს გამონაბოლქვი აირების სიჩქარე დეკომპრესიის გზით.

მანქანა ყველა ტიპის სარქველის გიდების სიზუსტით (თუჯი, ლითონების ფხვნილი, ბრინჯაო, ნებისმიერი შენადნობები...). სარქველის სარქველი ხელმძღვანელობს მაქსიმალური სიზუსტით ცალკეულ ოპერაციაში ან კომბინირებული სარქვლის სავარძლის დამუშავების ოპერაციაში.

დაამუშავეთ ყველა მაღალი სიზუსტის სარქვლის სავარძლის კონტრბორტები ერთი და იგივე საჭრელი ხელსაწყოთი. სარქვლის სავარძლების მომზადება ყველა ტიპის ცილინდრის თავში, თუჯის ან ალუმინის, ზუსტი და მომგებიანი სამუშაო ყველა FIXED-TURNING® პროფესიონალისთვის.



KOMATSU ბუნებრივი აირის ცილინდრის სარქვლის სავარძლის სიმტკიცე: 56/58HRC (573HB+ / 610HV50+)
- გამოყენებული ჩასმა: FT-11-11
- ჭრის სიჩქარე: 180 მ/წთ
- დამუშავების რეჟიმი: მშრალი ჭრა
- ჭრის ციკლი: 28 წმ/ადგილზე
- წრიულობა: 1µ-დან 2.40µ-მდე
- ზედაპირის დასრულება: 0.20Ra
NEWEN-ის კიდევ ერთი ექსკლუზივი: სანთლების კორპუსის დამუშავება.


Mercedes Actros-ის დეკომპრესორის სარქველების სავარძლების დამუშავება „ბავშვის თამაშია“.
FIXED-TURNING® და მისი რიცხვითი კონტროლი, ეს არის შესაძლებლობა მიაღწიოთ შეუძლებელს მომგებიანი და განმეორებადი გზით.
ტექნოლოგია ყველასთვის.
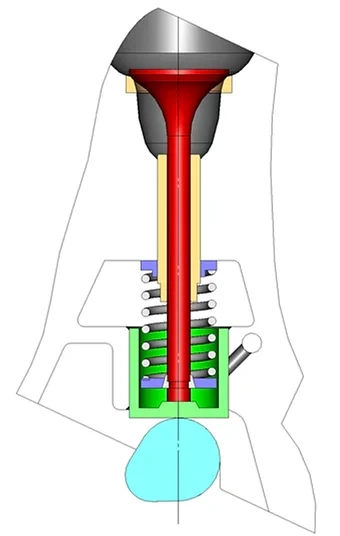
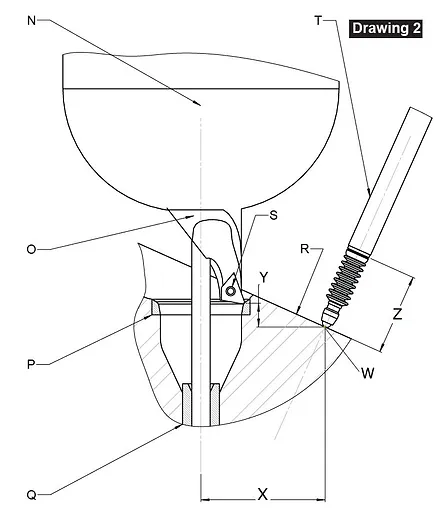
ყველა NEWEN FIXED-TURNING® მანქანა, მათ შორის CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, აღჭურვილია ელექტრონული სისტემით, რათა გაიმეოროს ჭრის სიღრმე ზუსტად. სიონი. ეს სისტემა, რომელიც შემუშავებულია NEWEN-ის მიერ, არ არის საზომი სისტემა თავისთავად, მაგრამ ჩაფიქრებულია იმისთვის, რომ დამუშავების პოზიცია ზუსტად გაიმეოროს, ხოლო ცილინდრის თავზე შემთხვევითი მითითება მანქანაზე. ზოგადად, NEWEN სისტემის მითითება არის ცილინდრის თავის შუასადებების გეგმა, რომელიც ასევე გამოიყენება სარქვლის სავარძლის სიღრმის გასაზომად. ასევე შესაძლებელია სპეციფიური ხელსაწყოების გამოყენებით სხვა ზედაპირების გამოყენება, როგორიცაა ამწევი ლილვის კორპუსები.
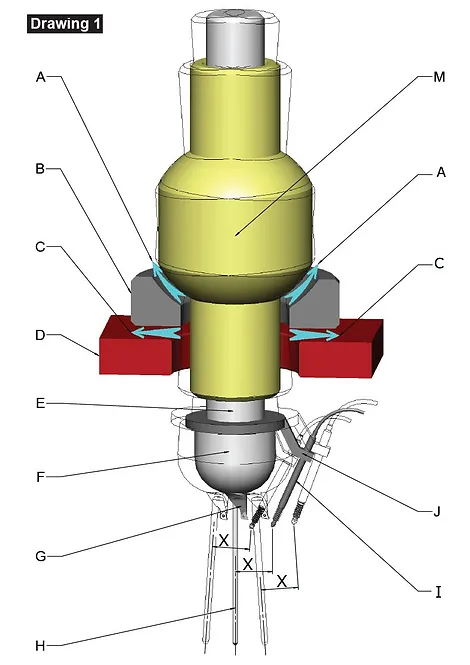
ელექტრონული ხაზოვანი ლიანდაგი, LVDT, (I) დაკავშირებულია აპარატის ციფრულ კონტროლთან. LVDT-ის წვერის ჩამონგრეული სიღრმედან გამომდინარე, ლიანდაგი აგზავნის ელექტრულ სიგნალს, რომელიც საშუალებას იძლევა დაადგინოს მმ-ის მეასედზე ნაკლები, ლიანდაგის პოზიცია.
ამ პოზიციის დამახსოვრება შესაძლებელია. პოზიციის დამახსოვრების შემდეგ, spindle feed ძრავა ავტომატურად ჩერდება, როდესაც ლიანდაგი კვლავ შეკუმშულია იმავე რაოდენობით. შედეგად, მოწყობილობას შეუძლია ყველა სარქვლის სავარძლის დამუშავება იმავე სიღრმეზე არჩეული საცნობარო წერტილის მიმართ.
ლიანდაგს (I) აქვს ფიქსირებული პოზიცია პილოტის ღერძთან და ღერძთან მიმართებაში, რომელზეც ის არის მიმაგრებული. ეს ფიქსირებული პოზიცია რჩება, როდესაც spindle მოძრაობს თავის საჰაერო ბალიშზე (C) და/ან მის სფერულ საჰაერო ბალიშზე (A)
.
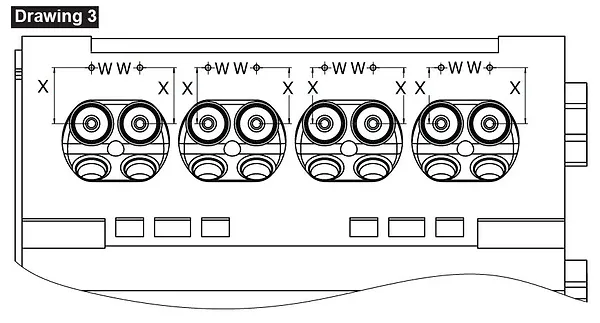
ნახაზი 3: ყველა სავარძელი დამუშავებულია იმავე საორიენტაციო წერტილის მიხედვით (W) , რომელიც მიეკუთვნება საორიენტაციო გეგმას და დაშორებულია ფიქსირებული საზომისაგან (X) , რაც იგივეა, რაც (X) ნახაზი 1-ში.
განზომილება (Z) ნახაზზე 2, არის ლიანდაგის რაოდენობა, რომელიც შეკუმშულია და შეესაბამება 2 ნახატზე მნიშვნელობის (Y) დამუშავების მანძილს საცნობარო წერტილთან შედარებით. ეს მნიშვნელობა (Y) შეიძლება შეიცვალოს მოცემული და ზუსტი მნიშვნელობის, რიცხვითი კონტროლის კონტროლირებადი საშუალებების გამოყენებით (ლიფტი, სარემონტო ზომების შერჩევა...), რომელიც შეცვლის ლიანდაგის წვერის პოზიციას და ეს უკანასკნელი კიდევ ერთხელ დაიმახსოვრეთ, რომ გაიმეოროთ რამდენჯერაც გსურთ.
ლიანდაგის ჩამონგრეული ოდენობა (Z) არ არის იდენტური ბორბლის მოგზაურობის ღირებულებისა, არსებითად, მანქანის ღეროსა და ლიანდაგს შორის არსებული კუთხის გამო. ასევე, LVDT არ არის საზომი ინსტრუმენტი, არამედ პოზიციის მაჩვენებელი.
NEWEN სისტემა ავტომატური განმეორებადი სიღრმის კონტროლისთვის, გარანტიას იძლევა იდენტური სიღრმის დამუშავების ცვალებადობით, რომელიც არ აღემატება +/- მმ-ის მეასედს.
ეს არის ერთადერთი სისტემა, რომელიც ხელმისაწვდომია ინდუსტრიაში, რომელიც უზრუნველყოფს ასეთი სიზუსტის ავტომატურ დამუშავებას, არ აქვს მნიშვნელობა ცილინდრის თავის პოზიციას ცილინდრის თავის დამჭერ მოწყობილობასთან მიმართებაში, სარქვლის გიდების კუთხით და მიმართებაში. მანქანის ხელმძღვანელის მოგზაურობა.

ფიქსირებული შემობრუნება და რიცხობრივად კონტროლირებადი დამუშავება
ცილინდრის თავი, ძრავის ნევრალგიური ცენტრი, აერთიანებს ყველა ფუნქციონალურობას, რომელიც განსაზღვრავს ძრავის სიმძლავრეს, მოქნილობას და ხანგრძლივობას... ცილინდრის თავი არის ძრავის შემქმნელებისა და შეკეთების სპეციალისტების ზრუნვის ცენტრი. NEWEN, FIXED-TURNING® და რიცხვითი კონტროლი მოაქვს გარდაუვალ და შეუცვლელ გადაწყვეტილებებს მრავალი ტექნიკური გამოწვევისთვის, რომელთა გადაჭრა შეუძლებელია ძველი და/ან ტრადიციული ტექნოლოგიებით.
წვის პალატის მოცულობა
კამერების მოცულობა, მათი მნიშვნელობა სმ3-ში (კუბური სანტიმეტრი ან CC) და მათი შესაბამისობა ერთსა და იმავე ძრავში ერთმანეთს შორის არის გადამწყვეტი ელემენტი, რომ თითოეული ცილინდრის სიმძლავრე იყოს ოპტიმალური და დაბალანსებული. მხოლოდ მოცულობითა და ფორმით სრულყოფილად მსგავსი კამერები უნდა დაუშვან გამომავალი დონეები და ჰარმონიები, რომლებიც აუცილებელია მაღალი ხარისხის ძრავების ამაღლებული სიჩქარისთვის (იხილეთ „HCCI“ ტექნოლოგია ამ დოკუმენტის ბოლოს). 
FIXED-TURNING® და NEWEN რიცხვითი კონტროლი იძლევა ძალიან მაღალი სიზუსტის დამუშავების ოპერაციებს. სარქვლის სავარძლები და მათი სპეციფიკური პროფილები (მიმღები და გამონაბოლქვი) შეიძლება დუბლირდეს 1/100 მმ (0.01 მმ ან 0.00039"), დამუშავების სიღრმე კონტროლდება ავტომატურად ელექტრონული სიღრმის ლიანდაგით და ძალიან მაღალი სიზუსტის კინემატიკით.
კამერების ზუსტი მოცულობები გარანტირებულია შესაბამისი ფორმებით და იდეალურად იდენტური სიღრმეებით.
ცილინდრის ჰაერის გამკაცრება
ცილინდრის მყისიერი ჰერმეტულობა აუცილებელია ძრავის ოპტიმალური ფუნქციონირებისთვის და ამაღლებული სიჩქარის მისაღწევად.
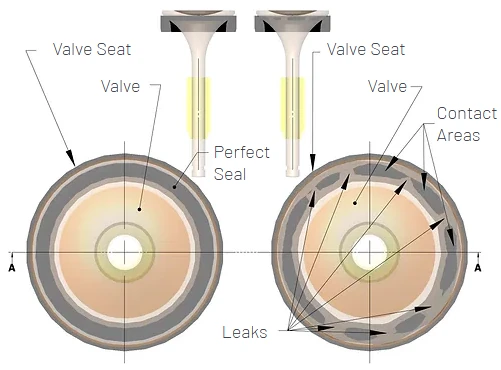 სარქველსა და სარქვლის საჯდომს შორის ლითონისა და მეტალთან კონტაქტი უნდა იყოს სრული და სრულყოფილი, რათა უზრუნველყოს ჰაერგაუმტარობის ეს რთული ფუნქცია. გარდა მასალების ხარისხისა, რომელიც მიიღებს ამაღლებულ სიჩქარეს, სარქველსა და სარქვლის საჯდომს შორის ლითონისა და მეტალთან კონტაქტი არის აუცილებელი პირობა ცილინდრის სრულყოფილი და ხანგრძლივი ჰერმეტულობის მისაღებად.
სარქველსა და სარქვლის საჯდომს შორის ლითონისა და მეტალთან კონტაქტი უნდა იყოს სრული და სრულყოფილი, რათა უზრუნველყოს ჰაერგაუმტარობის ეს რთული ფუნქცია. გარდა მასალების ხარისხისა, რომელიც მიიღებს ამაღლებულ სიჩქარეს, სარქველსა და სარქვლის საჯდომს შორის ლითონისა და მეტალთან კონტაქტი არის აუცილებელი პირობა ცილინდრის სრულყოფილი და ხანგრძლივი ჰერმეტულობის მისაღებად.
სარქველსა და სარქვლის საჯდომს შორის სრულყოფილი ფორმის შესაბამისობა დასაშვებია კონტაქტში მყოფი ორი ზედაპირის გეომეტრიების (ფორმები, კუთხეები, ზედაპირის ფილები...) სრული დაცვით.
მხოლოდ სარქველებისა და სარქველების სავარძლების მაღალი სიზუსტის დამუშავება იძლევა ამ არსებითი შესაბამისობის მოპოვების საშუალებას. სარქველების შემოხვევა, რომელიც წარსულში სავალდებულო გახდა სარქვლის სავარძლებისა და სარქველების დამუშავების სიზუსტის არარსებობის გამო, მკაცრად აკრძალულია ჰაერგაუმტარობის დონის და აღნიშნული ჰაერგაუმტარის გამძლეობის მისაღებად.
NEWEN, FIXED-TURNING® და მისი რიცხვითი კონტროლი საშუალებას იძლევა დამუშავდეს სარქველების სავარძლები, რომლებიც წარმოადგენენ ფორმის დეფექტს (წრიულობა) 3 μm (ან .003 მმ ან .000118”) ან ნაკლები, დამუშავებული მასალების მიხედვით. OEM-ებს სჭირდებათ წრიული დეფექტები, რომლებიც არ აღემატება 5-დან 6µm-ს, როგორც სარქვლის სავარძლებისთვის, ასევე სარქველებისთვის.
NEWEN FIXED-TURNING® და მისი რიცხობრივი კონტროლი საშუალებას იძლევა დაარეგულიროთ კუთხეები მეასედი ხარისხის ერთ ჯერზე . ამიტომ ადვილია სარქვლის სავარძლებისა და სარქველების კუთხის რეგულირება, რათა მივიღოთ სრულყოფილი და მდგრადი ჰაერგამჭიმვა, ჩახვევის და, შესაბამისად, ამ ნაწილების ფორმის დეფორმაციის დამღუპველი ცდუნების გარეშე.
NEWEN FIXED-TURNING® მანქანების სარქვლის სავარძლები იდეალურად მრგვალია, ძალიან ზუსტი კუთხით და ჰაერის შებოჭილობა შესანიშნავია მრავალი საათის გამოყენებისთვის.
ფორმიანი ხელსაწყოთი დამუშავებას არ შეუძლია ზუსტი კუთხეების და იდეალურად მრგვალი სავარძლების გარანტია, შესაბამისად, სარქველების შემოხვევის აუცილებლობა. კოისი, რომელიც გამოიწვევს ხანმოკლე ჰაერის შებოჭილობას და მნიშვნელოვნად შეამცირებს შესრულებას.
გასწორება და თანაფარდობა ძრავის ამაღლებული სიჩქარე, სწრაფი აჩქარება და დაქვეითება შესაძლებელი ხდება მოძრაობის მასების შემცირების გამო მაღალი ხარისხის სარქველების გამოძახების მექანიზმებით. მაგრამ ყველა ეს შესრულება შესაძლებელია მხოლოდ ხახუნის მკვეთრი შემცირების და ნაწილების მოძრაობაში, სარქველების, კამერის თაიგულების, შემშვები კამერის... მკვეთრი შემცირების გამო, სარქველების გამოძახების სისტემის კონტროლირებადი ფუნქციონირების დავიწყების გარეშე.
სარქველებისა და სარქველების საჯდომების წრიულობის გარდა, სარქველების გიდების, სარქველების, თაიგულების და კამერების კოაქსიალურობამ უნდა უზრუნველყოს ყველა ამ ნაწილის მოძრაობა და აღმოფხვრას:
- პარაზიტული ხახუნები
- სარქვლის „თავების“ სრიალი მათ სავარძელზე
- კამერის თაიგულების დამაგრება მათ შესაბამის კორპუსებში.
ზოგადად მიღებული იდეების საპირისპიროდ, შეუძლებელია სარქვლის სავარძელსა და სარქვლის მეგზურს შორის კონცენტრულობის კონტროლი გიდის შიგნით შეკუმშული პილოტის იძულებით და ამ პილოტის კონცენტრულობის საზომის საყრდენის გამოყენებით. კიდევ უფრო წარმოუდგენელია ერთი და იგივე ტექნიკის გამოყენება ხელსაწყოს დასაშვებად, რომ გაატაროს კამერის თაიგულის ხვრელი, რომელიც კონცენტრირებულია სარქვლის მეგზურთან, რაც აუცილებელი პირობაა ძრავის კარგი მუშაობისთვის.
NEWEN FIXED-TURNING®-ის კინემატიკა მოიცავს ცენტრირების პილოტების ჰიდრავლიკურ ცენტრირებას, რაც საშუალებას აძლევს დამუშავების ღეროს ცენტრში მოექცეს დეფექტით, რომელიც არ აღემატება რამდენიმე მიკრონს (μ= 0.001 მმ = .000039”).
FIXED-TURNING® პილოტი არ ზღუდავს სარქვლის მეგზურს და ითვალისწინებს სარქვლის გიდების დამუშავების ნაკლოვანებებს. ანალოგიურად, კამერა-თაიგულის საბურავის კორპუსის დამუშავება პატივს უნდა სცემდეს თაიგულის ღერძს.
FIXED-TURNING®-ით დამუშავება გარანტიას იძლევა, რომ სარქვლის სავარძელს, სარქველის მეგზურს და კამერის თაიგულს უნდა ჰქონდეთ ერთი და იგივე ღერძი, უნდა იყოს სრულყოფილად გასწორებული და რომ ნაწილებს შეეძლოთ გადაადგილება უმაღლესი სიჩქარით. ხახუნი და პარაზიტული დამუხრუჭება, რაც შეუძლებელს გახდის ძრავის ფუნქციონირებას მაღალი RPM-ზე, რასაც თან ახლავს სწრაფი ცვეთა და მექანიკური ინციდენტების აშკარა რისკი.
გიდების, სარქველების სავარძლებისა და კამერის თაიგულების ბორცვების დამუშავება FIXED-TURNING® უზრუნველყოფს ძრავის ულტრა სწრაფ ფუნქციონირებას, გამოყენებულ კომპონენტებთან ერთად, ტიტანის შენადნობის სარქველები, სპეციალური ზამბარები, სპეციალური სარქველების სავარძლები... ჰერმეტულობის დეფექტის, პარაზიტების ფუნქციონირებაში ხახუნისა და ზეთის ფილის რღვევის რისკის გარეშე. ასევე თავიდან უნდა იქნას აცილებული სარქველების პანიკა, რომლებიც ვერ იცავენ ამაღლებულ რეჟიმებს.
NEWEN FIXED-TURNING® არის დამუშავების კონცეფცია, რომელიც შემუშავებულია დამუშავების დეფექტების დასაბრუნებლად მიკრონში გამოხატული მნიშვნელობების ფარგლებში და აღარ არის მილიმეტრის მეასედებში.
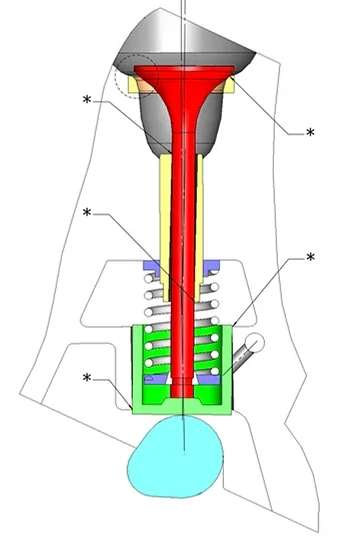
კოაქსიალურობის სიზუსტე იძლევა მაღალ რეჟიმებს და ძრავის ოპტიმალურ ფუნქციონირებას.
ღერძების კოაქსიალურობის დეფექტი იწვევს ამაღლებული ნაკაწრების მქონე უბნებს*, რაც შეანელებს სხვადასხვა ნაწილების მოძრაობას, გაანადგურებს ცილინდრების ჰერმეტულობას და გამოიწვევს ჩამორთმევას, ხოლო მკვეთრად შეზღუდავს ძრავის ბრუნვის სიჩქარეს. ზემოთ ხაზგასმულია ცილინდრების დისბალანსით ერთმანეთს შორის. თითოეული დისბალანსი წარმოიქმნება ნაწილებზე მექანიკური შეზღუდვების სათავეში მოძრაობაში, შეზღუდვები, რაც გამოიწვევს აღნიშნული ნაწილების ნაადრევ ცვეთას.
გამონაბოლქვი პროფილები
ნარევის აფეთქების შემდეგ (საწვავი-კომბურანტი), წვის ნარჩენი აირები ივსება ცილინდრში და უნდა მოხდეს გამონაბოლქვი არხების ევაკუაცია, გამოდევნა დგუშით, რომელიც უბრუნდება თავის მაღალ წერტილს. გამონაბოლქვი სარქველი თანდათან უნდა დაიხუროს დგუშის ხელახლა ჩაშვებამდე, პროცესის დროს კვლავ შეიწოვება ახალი ნარევი. ეს დახურვის პერიოდი გადამწყვეტია გამოსაბოლქვი სარქველისთვის. ექსტრემალურ ტემპერატურამდე გაცხელებული აირები დამატებით ლამინირებულია სარქვლის ადგილსა და სარქველს შორის, რომელიც იხურება.
სარქვლის სავარძელი და სარქველი ექვემდებარება ლამინირებული გაზების აბრაზიულობას და ტემპერატურა მაშინ არის მის სიმაღლეზე ზედაპირებზე, რაც უზრუნველყოფს კონტაქტს და ჰაერგამტარობას რამდენიმე ათასი წამის განმავლობაში. იმისათვის, რომ ეს კონტაქტი არ შეესაბამებოდეს კონტაქტში მყოფი ზედაპირების სწრაფ დეგრადაციას, აუცილებელია, რომ ეს საკონტაქტო ადგილები იყოს ოპტიმალური ზედაპირით (მმ2) და მათი ფორმები იყოს დამატებითი (კუთხეები, წრიულობა, ზედაპირის დასრულება...).
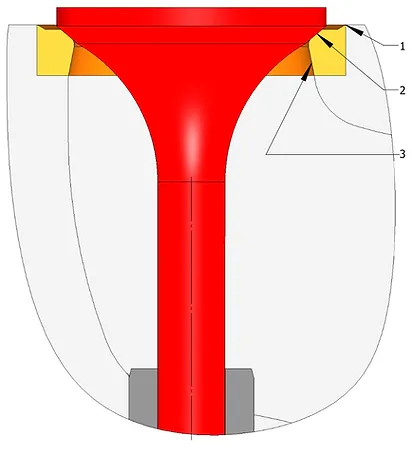
1. საფეხურით თავისუფალი კავშირები ისეთი ფორმით, რომელიც ხელს უწყობს გაზების ტურბულენტურ ნაკადს.
2. დასაჯდომი ადგილები ფართო და შეესაბამება სარქველს გაზების აბრაზიულობისადმი დიდი წინააღმდეგობისთვის.
3. ვენტური აირების სწრაფი გაფართოებისა და აჩქარებისთვის.
NEWEN FIXED-TURNING® საშუალებას იძლევა გამონაბოლქვი სარქვლის სავარძლების დამუშავება საკმარისად დიდი, რათა არ მოხდეს მათი დეფორმაცია, ხოლო კუთხე რაც შეიძლება ახლოს იყოს სარქველთან. მრგვალი ფორმა თავისუფალი ასპექტებისა და ტალღებისგან უნდა დაუშვას ლითონისა და ლითონის შეხება სავარძლის მთელ ზედაპირზე, რაც უზრუნველყოფს კარგ თერმულ გაცვლას, სრულყოფილ ჰაერგამტარობას და მაქსიმალურ საიმედოობას.
FIXED-TURNING® საშუალებას გაძლევთ დაამუშავოთ პროფილები კვაზი შეუზღუდავი სიგრძით. აქედან გამომდინარე, ჩვენ შეგვიძლია დავამუშაოთ გამონაბოლქვი სადინარი, რათა გავამარტივოთ აირების და, კერძოდ, ვენტურის მოპოვება, რაც საშუალებას მისცემს გაზებს გამოუშვას სავარძლის გავლისთანავე და, შესაბამისად, დააჩქაროს მათი სიჩქარე. მკვეთრი კუთხეები, საფეხურები, დიამეტრის განსხვავებები, რომლებიც იწვევს ტურბულანსებს და აირის ნაკადის შენელებას, უნდა წაიშალოს და თითოეული მილსადენი (თასი/უკანა კედელი) უნდა იყოს ოპტიმიზირებული და სრულყოფილად იდენტური სხვა მილებისა, ძრავის ფუნქციონირების უკეთესი მართვისთვის.
მიღების პროფილები
გამონაბოლქვი სავარძლებისა და სარქველებისგან განსხვავებით, შემომყვანი სავარძლები და სარქველები არ ექვემდებარება დამწვარი გაზების ლამინირებას და შემდგომ აბრაზიას. შემომყვანი სარქვლის სავარძლები უნდა იძლეოდეს ცილინდრის მაქსიმალურად სრულად შევსებას სუფთა ჰაერის/ბენზინის ნაზავით, რომელიც ასპირირებულია დგუშის დაწევით და შესაძლოა ტურბოს და კომპრესორის მოქმედებით.
მილების ფორმა (თასის ფართობი) უნდა იყოს ოპტიმალური, რათა მოხდეს გაზების მაქსიმალური ნაკადი, პარაზიტული ტურბულანსების წარმოქმნის გარეშე. თავად სავარძლის კუთხე მონაწილეობს აირისებური ნარევის წარმართვაში და სრულყოფილად უნდა იყოს ინტეგრირებული მილის საერთო ფორმაში.
კამერების ფორმიდან გამომდინარე, პროფილები, რომლებიც შედგება ხაზის სეგმენტებისგან და ერთმანეთთან იდეალურად დაკავშირებული რადიუსებისგან, უნდა დაუშვან გაზების ოპტიმალური ნაკადი. მკვეთრი კუთხეები აკრძალულია და თანმიმდევრული პროფილი უნდა ხელმძღვანელობდეს გაზის მაქსიმალურ მოცულობას სარქვლის მოკლე გახსნისას. სარქვლის სრულყოფილმა დალუქვამ უნდა უზრუნველყოს ოპტიმალური წვა და გამომუშავება, ისევე როგორც გაჟონვის უსუსური საიმედოობა.
მხოლოდ FIXED-TURNING® საშუალებას გაძლევთ ოპტიმიზაცია მოაწყოთ შემავალი მილის სარქველიდან ცილინდრის კიდემდე. სრულყოფილად ათვისებული ფორმის დამუშავება უნდა განხორციელდეს ერთ ოპერაციაში და განმეორდეს იდენტურად თითოეული ცილინდრისთვის. ცილინდრის თავების თავდაპირველი დამუშავება ხორციელდება დამატებითი დამუშავების ოპერაციების თანმიმდევრობით, სარქველების სავარძლების კორპუსები, სავარძელი, კუთხეების დამუშავება… რაც ავტომატურად ქმნის დარღვევებს, რომლებიც საზიანოა მზერის ნაკადისთვის. FIXED-TURNING® უზრუნველყოფს მთელი არხის უწყვეტ დამუშავებას, შეფერხების გარეშე, სარქვლის საჯდომის ჩათვლით, რომელიც უნდა დამუშავდეს დამუშავების დარჩენილი შეზღუდვების გარეშე. FIXED-TURNING® და მილებისა და სავარძლების უწყვეტი დამუშავება საშუალებას იძლევა ცილინდრების ოპტიმალური შევსება, ცილინდრებს შორის სრული კანონზომიერება და, შესაბამისად, ძრავის ოპტიმალური გამომუშავება.
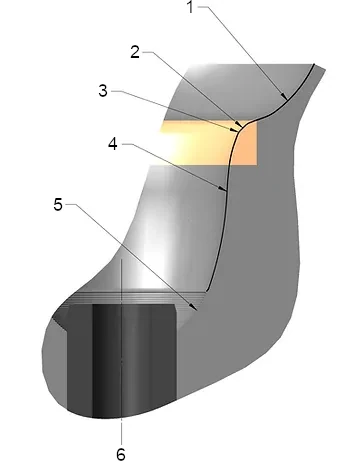
1. პროფილი, რომელიც შედგება ხაზის სეგმენტებისგან და რადიუსებისგან, რომელიც ოპტიმიზაციას უკეთებს ნარევის ცილინდრისკენ მიმავალ გზას.
2. დასაჯდომი იდეალურად მრგვალი და ჰაერგაუმტარი კუთხით, რომელიც სრულყოფილად არის მორგებული სარქველების კუთხით.
3. ტურბულენტობის საწინააღმდეგო მცირე ბმული რადიუსი.
4. მილების ფორმები (თასი) იდეალურად მოხრილი და მკაცრად იდენტური ერთმანეთს შორის.
5. ნედლეული
6. მთელი არხის (თასი) მუდმივი და გლუვი პროფილი სარქველის სარქვლის დასასვენებელი ადგილის ჩათვლით.
ცილინდრების ნაკადის რეგულარულობა და დაბალანსება
თითოეულ ცილინდრს მოაქვს ძრავის სიმძლავრის პროპორციული ნაწილი და მხოლოდ სრულყოფილი მსგავსება თითოეული ცილინდრის მიერ მიწოდებულ სიმძლავრეს შორის უნდა უზრუნველყოფდეს ძრავის ეფექტურ ფუნქციონირებას მაღალი RPM-ზე.
სრულყოფილად იდენტური ქცევის მქონე ცილინდრებმა უნდა მიიღონ პარაზიტული ვიბრაციებისგან თავისუფალი ძრავა და უნდა დაუშვან ამაღლებული სიჩქარე.
NEWEN და FIXED-TURNING® საშუალებას იძლევა უწყვეტი დამუშავება, რეგულარული და მსგავსი ყველა წერტილში, ერთი მილიდან მეორეში, ერთი ძრავიდან მეორეში. ყველაზე დახვეწილი ფორმები ნებადართულია იმ ადგილებში, სადაც კლასიკური დამუშავების პროცესები ფორმის ხელსაწყოებით უძლური და არაეფექტურია.
NEWEN იძლევა სარქვლის სრულყოფილ სავარძლებს და, შესაბამისად, თითოეული ცილინდრის გაზრდილი ეფექტურობის საშუალებას, ხოლო იძლევა განსაკუთრებულ საიმედოობას.
დამუშავებული სიღრმეების პატივისცემა შესაძლებელი ხდება FIXED-TURNING®-ის ექსკლუზიური ორი თავისებურებით:
FIXED-TURNING® საშუალებას აძლევს დამუშავებას მილიმეტრის მეასედზე (.00039”) მთელ პროფილზე, მიუხედავად მისი სიგრძისა, ამასთან უზრუნველყოფს სავარძლის სრულყოფილ გეომეტრიას (წრიულობა, კუთხე, კონცენტრულობა…)
FIXED-TURNING®-ის რიცხვითი კონტროლი იძლევა სიღრმის კორექტირებას + ან – 0,01 მმ-ის ფარგლებში (1/100მმ) ან .00039”.
ამ ორი ექსკლუზიური შესაძლებლობის ერთობლიობა საშუალებას იძლევა მივიღოთ სრულყოფილად იდენტური წვის კამერები, რომლებიც მისცემს ძრავას ბალანსს და მის ტევადობას "მაღალი ბრუნის დროს".
ეს ზუსტი დამუშავების შესაძლებლობები, რომელიც ექსკლუზიურად გარანტირებულია FIXED-TURNING®-ით, უკვე იძლევა შესაძლებლობას შეაკეთოთ მომავალი ძრავები HCCI ტექნოლოგიით (ჰომოგენური დამუხტვის შეკუმშვით აალება), რაც რევოლუციას მოახდენს ბენზინის ძრავში, გახდის მას სუფთა და ძალიან ეფექტური.
შეგახსენებთ, HCCI ტექნოლოგია საშუალებას იძლევა აღმოფხვრას სანთლები ჰაერის/ბენზინის ნარევის შეკუმშვის დაუფლების გამო და, შესაბამისად, აალებადი ნარევის ავტომატური აალების დაუფლების გამო. მოხმარება და სიმძლავრე ამ ტექნიკას გარდაუვალს გახდის. ცილინდრის თავების დამუშავება დიდ ნაწილს მისცემს კამერების მოცულობებისა და დამუშავების სიღრმეების სიზუსტეს. შესაძლებელია მხოლოდ დამუშავების პროცესები, რომლებიც საშუალებას იძლევა მინიმალური და უკიდურესად ზუსტი ჭრა. FIXED-TURNING® უკვე მზად არის შეხვდეს ამ ახალ გამოწვევას.
შესრულება და საიმედოობა მიდის სიზუსტესა და რიცხვობრივ კონტროლთან ერთად.
FIXED-TURNING® თავის დროზე ადრე?
არა, FIXED-TURNING® არის დროული, რათა თან ახლდეს ძრავის სპეციალისტებს, რომელთაც სურთ არ გადალახონ ტექნოლოგიური ევოლუციები.