OEM ქვეკონტრაქტორებმა, მაღალეფექტურმა სპეციალისტებმა და ძრავის აღმშენებლებმა უნდა გაითვალისწინონ და დაიცვან ზუსტი ფორმისა და განზომილების ტოლერანტობა სარქვლის გიდების და სარქვლის სავარძლების დამუშავებისას.
ამ „Aide-memoire“-ით NEWEN ცდილობს შეაგროვოს, წარმოების ტექნიკოსებისთვის განკუთვნილი მოკლე დოკუმენტის ფარგლებში, სხვადასხვა სიმბოლოები და ტოლერანტობის ნიშნები, რომლებიც ჩვეულებრივ გამოიყენება OEM-ების მიერ, რათა განისაზღვროს მათი მოთხოვნები ცილინდრის თავის დამუშავების და, კერძოდ, სარქვლის სახელმძღვანელოსა და სარქვლის სავარძლის დამუშავება.
NEWEN აერთიანებს თითოეული ფორმისა და განზომილების ტოლერანტობას ცილინდრის თავის ფუნქციონირებასა და საიმედოობაზე პირდაპირი და არაპირდაპირი ფაქტორებით, ორი ან მეტი პარამეტრის კომბინირებული ეფექტის ზედმეტად გამარტივების ან დენატურაციის მცდელობის გარეშე.
ამ დოკუმენტით NEWEN მუშაობს როგორც ზოგადად მიღებული იდეების, ასევე ცრუ იდეების, ფართოდ გავრცელებული იდეების გმობაზე, რომლებიც, მათი სიმარტივისა და უზუსტობების გამო, შეცდომაში შეჰყავს ძრავის აღმშენებლებს და ცვლის მათ განსჯას.
«როცა შეგიძლია გაზომო ის, რაზეც ლაპარაკობ და გამოთქვა ციფრებში, შენ რაღაც იცი ამის შესახებ; მაგრამ როცა არ შეგიძლია მისი გაზომვა ან ციფრებით გამოხატვა, შენი ცოდნა მწირი და არადამაკმაყოფილებელია“.
ლორდი კელვინი (1824-1907)
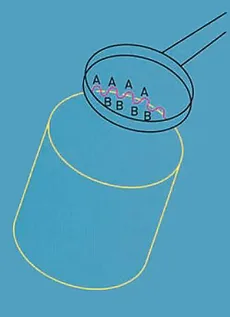
რატომ გავზომოთ სიმრგვალე?
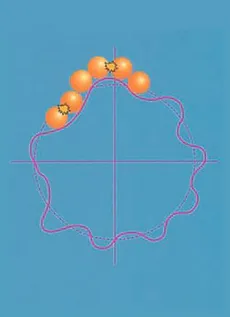
კომპონენტი შეიძლება მრგვალად გამოიყურებოდეს თვალისთვის და აშკარად ჰქონდეს მუდმივი დიამეტრი ვერნიეს ან მიკრომეტრით გაზომვისას, მაგრამ არის ის მრგვალი? ნათელია, რომ ლობირებამ შეიძლება გავლენა მოახდინოს ფუნქციაზე. ლობები 'A'-ზე ატარებენ დატვირთვას, ხოლო საპოხი ფილმი ყველაზე დიდი იქნება 'B'-ზე.
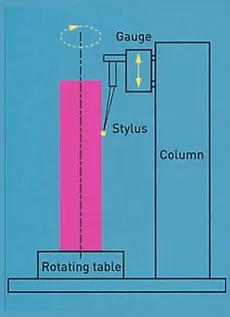
როგორ იზომება მრგვალობა?
მრგვალობის გასაზომად საჭიროა როტაცია, რადიუსის ცვლილების გაზომვის უნართან ერთად. ეს საუკეთესოდ მიიღწევა ტესტირებადი კომპონენტის პროფილის წრიულ მონაცემებთან შედარებით. კომპონენტი ბრუნავს უაღრესად ზუსტი ღეროზე, რომელიც უზრუნველყოფს წრიულ მონაცემს. კომპონენტის ღერძი გასწორებულია ღერძის ღერძთან, ჩვეულებრივ გამოიყენება ცენტრირებისა და გასწორების ცხრილი. შემდეგ გამოიყენება გადამყვანი კომპონენტის რადიალური ვარიაციების გასაზომად ღერძთან მიმართებაში.
მიზეზი?
აქ ნაჩვენები საკისარი შეიძლება ჰქონდეს რბოლა, რომელიც ნამდვილად არ არის წრიული. ეს ალბათ მცირე ხნით იმუშავებს, მაგრამ ტალღები ამ ტარების რბოლის გარშემო დაიწყებს ვიბრაციას. ეს გამოიწვევს ნაადრევ ცვეთას და გამოიწვევს რბოლის შესრულებას ნაკლებად ეფექტურად, ვიდრე დაგეგმილი იყო.
შედეგები ?
აქ ნაჩვენები საკისარი შეიძლება ჰქონდეს რბოლა, რომელიც ნამდვილად არ არის წრიული. ეს ალბათ მცირე ხნით იმუშავებს, მაგრამ ტალღები ამ ტარების რბოლის გარშემო დაიწყებს ვიბრაციას. ეს გამოიწვევს ნაადრევ ცვეთას და გამოიწვევს რბოლის შესრულებას იმაზე ნაკლებად ეფექტურად, ვიდრე დაგეგმილი იყო.
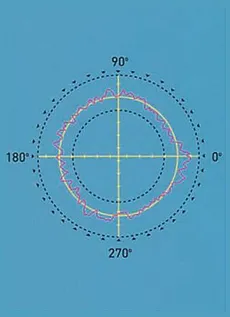
მოსახერხებელია ლიანდაგიდან გამომავალი გამომავალი პოლარული პროფილის ან გრაფიკის სახით წარმოდგენა. ამ ფერწერული წარმოდგენის შეფასება შეიძლება იყოს სუბიექტური და შრომატევადი, ამიტომ ჩვენ გვჭირდება ინფორმაციის დამუშავების გარკვეული საშუალებები, რათა მოგვცეს ზუსტი და განმეორებადი პასუხები. რამდენადაც ჩვენ ვცდილობთ შევაფასოთ გადახრები ჭეშმარიტი წრიულობიდან და ვითხოვთ მითითებას, საიდანაც გავზომოთ, აზრი აქვს, რომ შევეცადოთ საცნობარო წრე მოვარგოთ ჩვენს პროფილს და ყველა ჩვენი გამოთვლები დავუკავშიროთ მას.
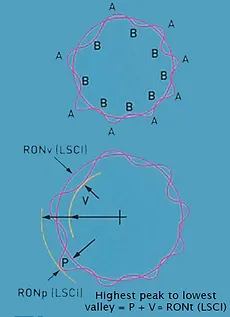
უმცირესი კვადრატების საცნობარო წრე (LSCI)
წრფე ან ფიგურა მორგებულია ნებისმიერ მონაცემზე ისე, რომ ამ ხაზიდან ან ფიგურიდან მონაცემების გასვლის კვადრატების ჯამი იყოს მინიმალური. ეს არის ასევე ხაზი, რომელიც ყოფს პროფილს თანაბარ მინიმალურ ზონებად.
LSCI არის ყველაზე ხშირად გამოყენებული საცნობარო წრე. გამომრგვალობა მაშინ გამოიხატება პროფილის მაქსიმალური გასვლის თვალსაზრისით LSCI-დან. ანუ უმაღლესი მწვერვალიდან ყველაზე დაბალ ხეობამდე.
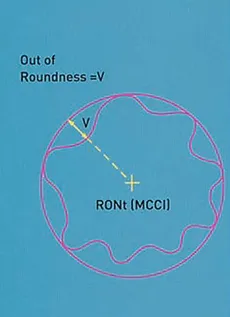
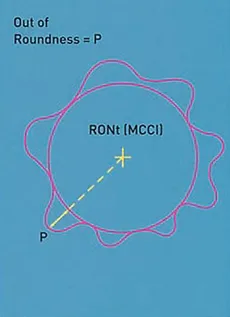
მინიმალური შემოხაზული წრე (MCCI)
განსაზღვრულია, როგორც მინიმალური რადიუსის წრე, რომელიც დახურავს პროფილის მონაცემებს. გარე-მრგვალობა შემდეგ მოცემულია, როგორც პროფილის მაქსიმალური გამგზავრება (ან ხეობა) ამ წრიდან. ზოგჯერ მოიხსენიება, როგორც ბეჭდის ლიანდაგის საცნობარო წრე.
მინიმალური ზონის საცნობარო წრეები (MZCI)
განისაზღვრება, როგორც ორი კონცენტრული წრე, რომლებიც განლაგებულია გაზომილი პროფილის ჩასართავად ისე, რომ მათი რადიალური გამგზავრება იყოს მინიმალური.
შემდეგ სიმრგვალების მნიშვნელობა მოცემულია ორი წრის რადიალური განცალკევების სახით.
მაქსიმალური ჩაწერილი წრე (MICI)
განისაზღვრება, როგორც მაქსიმალური რადიუსის წრე, რომელიც შემოიფარგლება პროფილის მონაცემებით.
მრგვალობის გარეშე მოცემულია პროფილის მაქსიმალური გამგზავრება (ან პიკი) წრიდან. ზოგჯერ მოიხსენიება როგორც Plug Gauge Reference Circle.
 = ექსცენტრიულობა (ECC)*
= ექსცენტრიულობა (ECC)*
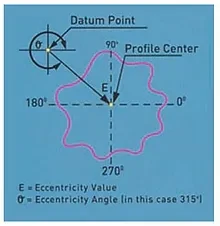
ეს არის ტერმინი, რომელიც გამოიყენება პროფილის ცენტრის პოზიციის აღსაწერად მონაცემთა რომელიმე წერტილთან მიმართებაში. ეს არის ვექტორული სიდიდე იმით, რომ მას აქვს სიდიდე და მიმართულება. ექსცენტრიულობის სიდიდე გამოიხატება უბრალოდ, როგორც მანძილი პროფილის ცენტრსა და საბაზისო წერტილს შორის. მიმართულება გამოიხატება კუთხის სახით საწყისი წერტილიდან.
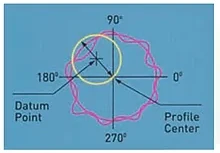
 = კონცენტრიულობა (CONC)*
= კონცენტრიულობა (CONC)*
ეს ექსცენტრიულობის მსგავსია, მაგრამ აქვს მხოლოდ სიდიდე და არა მიმართულება. კონცენტრულობა განისაზღვრება, როგორც პროფილის ცენტრის მიერ აღწერილი წრის დიამეტრი, როდესაც ბრუნავს მონაცემთა წერტილის გარშემო. ჩანს, რომ კონცენტრიულობის მნიშვნელობა ორჯერ აღემატება ექსცენტრიულობის სიდიდეს.
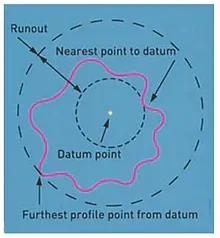
 = Runout (Runout)*
= Runout (Runout)*
ზოგჯერ მოიხსენიება, როგორც TIR (სულ მითითებული კითხვა). Runout განისაზღვრება, როგორც ორი კონცენტრული წრის რადიალური განცალკევება, რომლებიც ორიენტირებულია მონაცემთა წერტილზე და შედგენილია ისე, რომ ერთი ემთხვევა უახლოეს წერტილს, ხოლო მეორე ემთხვევა პროფილის ყველაზე შორეულ წერტილს.
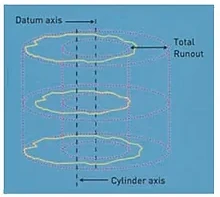
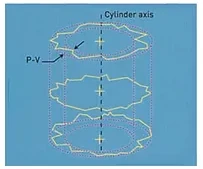
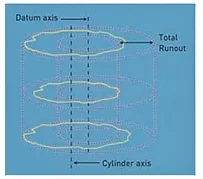
 = ჯამური გამონაბოლქვი (სულ გამონადენი)*
= ჯამური გამონაბოლქვი (სულ გამონადენი)*
მთლიანი გამონადენი განისაზღვრება, როგორც ორი თანაღერძული ცილინდრის მინიმალური რადიალური განცალკევება, რომლებიც თანაღერძულია მონაცემთა ღერძთან და რომლებიც მთლიანად აკრავს გაზომილ ზედაპირს.
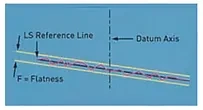
 = სიბრტყე (FLTt)*
= სიბრტყე (FLTt)*
დაყენებულია საცნობარო სიბრტყე და სიბრტყე გამოითვლება, როგორც ამ სიბრტყიდან მწვერვალიდან ხეობაში გამგზავრება. გამოყენებული იქნება LS ან MZ n
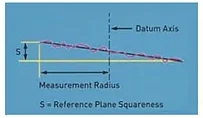
 = კვადრატი (SQR)*
= კვადრატი (SQR)*
ღერძის განსაზღვრის შემდეგ, კვადრატის მნიშვნელობა არის ორი პარალელური სიბრტყის მინიმალური ღერძული განცალკევება, რომლებიც ნორმალურია საორიენტაციო ღერძზე და რომლებიც მთლიანად აკრავს საცნობარო სიბრტყეს. შეიძლება გამოყენებულ იქნას LS ან MZ.
 = ცილინდრულობა (CYLt)*
= ცილინდრულობა (CYLt)*
2 ცილინდრის მინიმალური რადიალური განცალკევება, კოაქსიალური დამონტაჟებული საცნობარო ღერძით, რომელიც მთლიანად მოიცავს გაზომილ მონაცემებს. შეიძლება გამოყენებულ იქნას LS, MZ, MC ან Ml ცილინდრები.
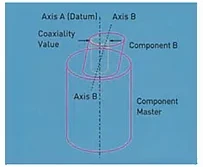
= კოაქსიალურობა (Coax ISO)*
ცილინდრის დიამეტრი, რომელიც კოაქსიალურია საბაზისო ღერძთან და მხოლოდ კოაქსიალურობის შესაფასებლად მოხსენიებული ცილინდრის ღერძს მოიცავს.
= კოაქსიალურობა (Coax DIN)*
ცილინდრის დიამეტრი, რომელიც კოაქსიალურია საბაზისო ღერძთან და მხოლოდ აკრავს სიბრტყეების ცენტოიდებს (LS ცენტრებს), საიდანაც გამოითვლება კოაქსიალურობის შესაფასებლად მოხსენიებული ცილინდრის ღერძი.
"ტრიო" სარქვლის სახელმძღვანელოს, სარქვლის სავარძლისა და სარქვლის ფუნქციაა ძრავის აირის ნაკადის სრულყოფილი, უსასრულოდ განახლებული და საიმედო ჰერმეტულობის შექმნა.
მეტალის კონტაქტი ორ ზედაპირს შორის უნდა იყოს საიმედო და ჰერმეტული გადასასვლელი ასობით მილიონი ზედიზედ სარქვლის გახსნისა და დახურვის შემდეგ.
ორ კონტაქტურ ზედაპირს, ანუ სარქვლის სარქვლის სავარძლის ზედაპირს და თავად სავარძლის ზედაპირს, უნდა ჰქონდეს მსგავსი თვისებები და ახლოს უნდა იყოს სრულყოფილებასთან.
ზემოაღნიშნული ზედაპირების ფორმები უნდა იყოს იდეალურად იდენტური და სრულიად შემავსებელი.
ამ ფუნქციის შესასრულებლად ერთადერთი ფორმა, რომლის მიღწევაც შესაძლებელია სიზუსტით და განმეორებით, არის წრე.
ასოცირებული სხვა პარამეტრებთან, წრიულობა, ანუ წრეების ფორმის სიზუსტე, რომელიც შედგება სარქვლის სავარძლისა და თავად სარქველისაგან, აღმოჩნდება მთავარი და სინუსური პირობა სარქველსა და სარქველს შორის კარგი ჰერმეტულობისთვის. სავარძელი.
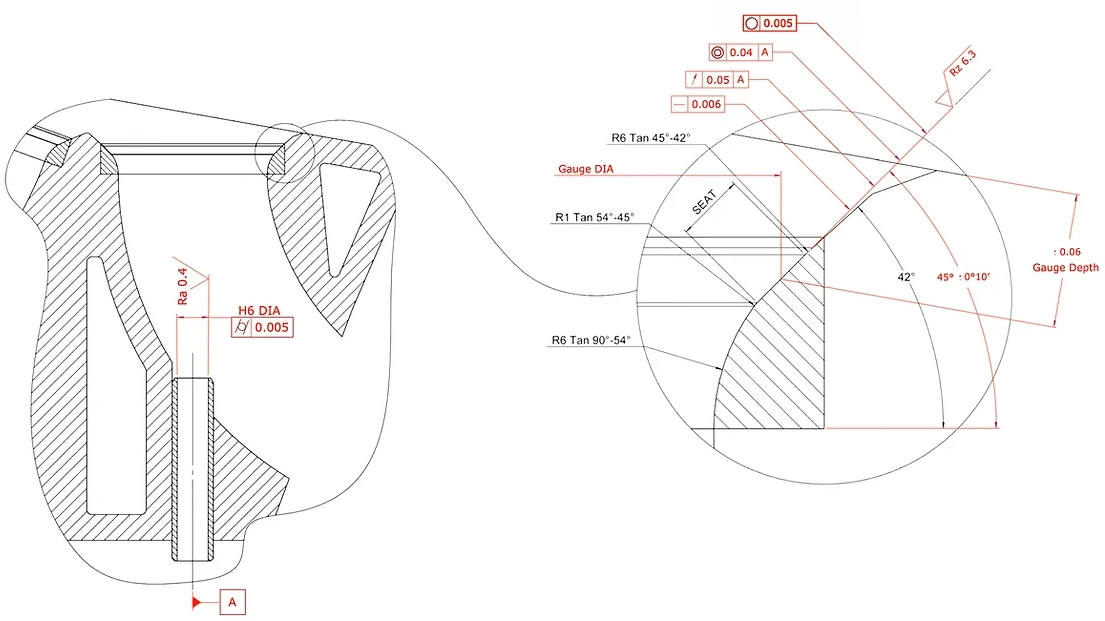
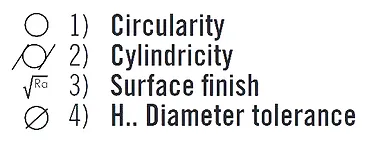
წრიულობა, ცილინდრულობა, ზედაპირის დასრულება, კუთხეები ექვემდებარება უფრო მკაცრ და მკაცრ ტოლერანტობას.
სარქვლის სახელმძღვანელო
სარქვლის მეგზური არის მითითება, რომლის მიხედვითაც დამოკიდებულია სარქვლის სავარძლის სარემონტო დამუშავების ოპერაციის განლაგება, სარქვლის საჯდომის შესაბამისობის ნაწილის კონტროლი (კონცენტრულობა) და, რა თქმა უნდა, ის ხელმძღვანელობს სარქველს მის მოძრაობებში. სარქვლის სახელმძღვანელოს ხარისხი არსებითად განისაზღვრება 4 პარამეტრით:
სარქვლის სრულყოფილი მართვის უზრუნველსაყოფად, ცილინდრულობა და დიამეტრის ტოლერანტობა მნიშვნელოვანია. კარგი გეომეტრიული თვისებები საშუალებას მისცემს სარქვლის მეგზურს განათავსოს სარქველი სიზუსტით ხანგრძლივი მუშაობის მანძილზე.
სარქვლის მართვის მნიშვნელოვანი დეფექტი, სარქვლის სახელმძღვანელოს ცუდი დამუშავების შემდეგ - ტოლერანტობის მიღმა, გამოიწვევს სარქვლის სავარძლის ნაადრევ დეფორმაციას და ცვეთას და ძრავის სიმძლავრის სწრაფ დაკარგვას.
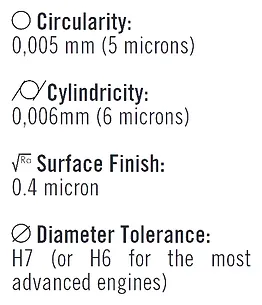
ტოლერანტობა, რომელიც ჩვეულებრივ საჭიროა OEM-ების მიერ მიმდინარე ძრავებისთვის არის:
ზემოაღნიშნული ტოლერანტობა, რომლის მიღება და პატივისცემა რთულია მსხვილი სერიის მწარმოებლების მიერ, კიდევ უფრო რთულია გარანტია შეკეთებისას. ხარისხის ამ დონეების შეუსრულებლობა კიდევ უფრო დელიკატურს გახდის სარქვლის სავარძლების დამუშავებას.
სარქვლის სავარძლები და სარქველები
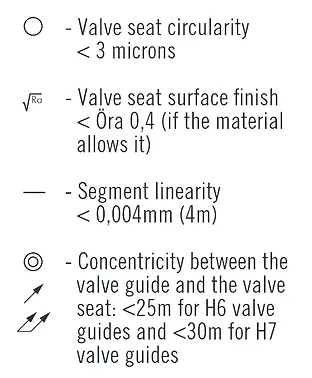
იმ ზედაპირების სიზუსტის მნიშვნელობიდან გამომდინარე, რომლებიც კონტაქტში იქნება და რაც, მათი კომპლემენტარობის გამო, უზრუნველყოფს სრულყოფილ ჰერმეტულობას, OEM-ები ამკაცრებენ სავარძლების კონუსების ფორმის ტოლერანტობას.
სავარძლის კუთხის სეგმენტის წრფივობა და მისი წრიულობა ტოლერანტულია მნიშვნელობების განსხვავებებით, რომლებიც არ აღემატება რამდენიმე მიკრონს (< 10 მიკრონი). Ra და Rz მნიშვნელობები, რომლებიც განსაზღვრავენ სარქვლის სავარძლის ზედაპირის დასრულებას და ასევე ძალიან მჭიდროდ და სავარძლის უმცირესი ჭექა-ქუხილის ნიშნით ან ტალღებით, იძლევა საჯდომს, რომელიც არ არის ტოლერანტული და მიუღებელია.
ტოლერანტობა, რომელიც გამოიყენება კონცენტრირებულობის, გადინების ან ორმაგი გადინების ცნებაზე სარქვლის სახელმძღვანელოს ღერძსა და სარქვლის საჯდომის ღერძს შორის, ასევე ძალიან მნიშვნელოვანია, მაგრამ რჩება მნიშვნელობებში შედარებით ადვილი გარანტირებისთვის.
ზოგადად, კონცენტრიულობის დეფექტი/ნაკლოვანება 0,05 მმ (0,002”) რიგით ითვლება მისაღები. ყველა ეს ტოლერანტობის მნიშვნელობები სერიოზულად გამკაცრებულია კოეფიციენტის გამოყენებით, სახელწოდებით "Cpk", რომელიც გაცემულია ISO/TS16949 სერტიფიცირებული კომპანიებისთვის მოქმედი წესებიდან და მნიშვნელოვნად ამცირებს ტოლერანტობის მნიშვნელობებს იმ მანქანების გამოყენებით, რომლებსაც შეუძლიათ უზრუნველყონ ხარისხის დიდი თანმიმდევრულობა.
ეს მიდგომა, რომელიც მიზნად ისახავს ხარისხის გარანტიას, შესაძლებელი გახდა, რადგან ადამიანური შეცდომის თავიდან აცილება შეძლებისდაგვარად ხდება რიცხვითი სისტემების გამომწვევი და კონტროლის მექანიზმების გამოყენების გამო, რომლებიც ყოველთვის უფრო მეტ შესრულებას იძლევა.
NEWEN FIXED-TURNING® შედის განვითარებული და მაღალი ხარისხის მექანიკური პრინციპის ლოგიკაში, პილოტირებადი და კონტროლირებადი უნიკალური მაღალი ხარისხის ციფრული კონტროლით.
FIXED-TURNING® უზრუნველყოფს და გარანტიას იძლევა:
ხარისხის ეს დონე დღეს ყველაზე მაღალია და ხელმისაწვდომია ყველა ადამიანისთვის, ვინც სარქვლის სავარძლებს ამუშავებს, დაწყებული ძრავის ყველაზე პატარა აღმშენებლიდან უმსხვილეს საწარმოო ობიექტებამდე NEWEN FIXED-TURNING®-ის გამოყენებით.
და ბოლოს, NEWEN FIXED-TURNING® არის საიმედო და თანმიმდევრული წარმოების საშუალება, ეკონომიური და მოქნილი, რომელიც საშუალებას გაძლევთ გაითვალისწინოთ ყველაზე მკაცრი Cpk საკუთარი მოგების კონტროლის დროს.
მოთხოვნა მუდმივ ხარისხზე (Cpk) და სიზუსტე ახალი ცილინდრის თავის წარმოებისთვის, ხაზს უსვამს შემცირებული პილოტის პრინციპის არაადეკვატურობას, როგორც სარქვლის სავარძლების დამუშავებისთვის მისაღები გადაწყვეტის.
ეს გამოსავალი, რომელიც დიდი ხანია დაფასებულია მისი ეკონომიკური ასპექტისთვის, აღარ პასუხობს მიმდინარე ტექნიკურ მოთხოვნებს.
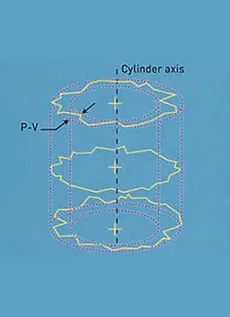
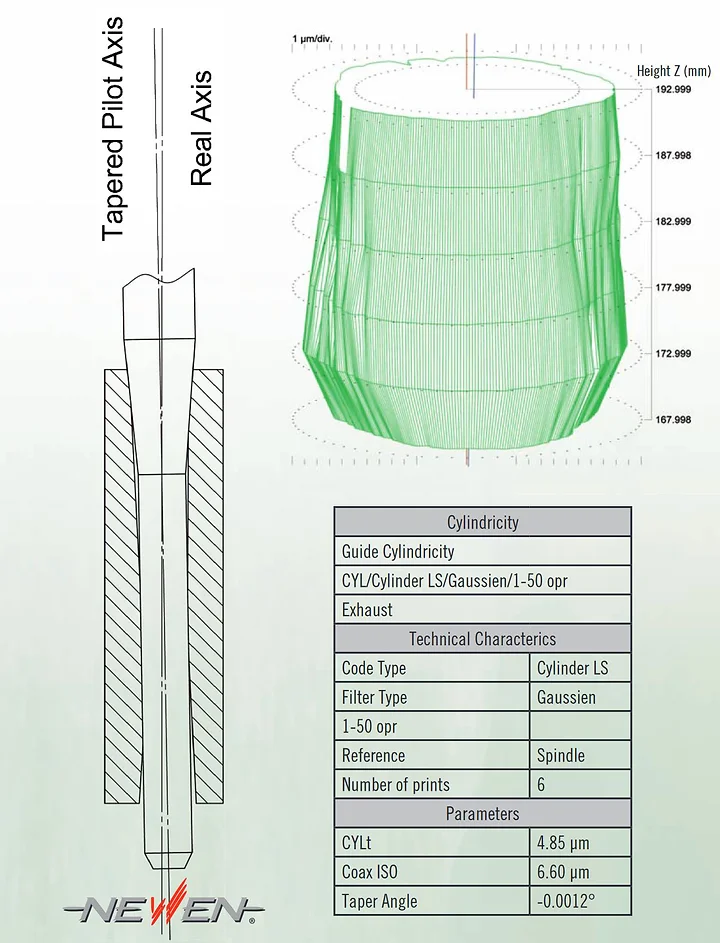
შეკუმშული პილოტის მიერ სარქვლის სახელმძღვანელოში მიღებული ღერძი/პოზიცია არასოდეს არ არის იგივე, რაც განისაზღვრა გაზომვით და/ან სარქვლის მიერ მოძრაობისას (იხილეთ ნახაზი).
ამ განსხვავებას კიდევ უფრო ხაზს უსვამს ახალი ან გამოყენებული სარქვლის სახელმძღვანელოს ფორმის დეფექტი (გთხოვთ, იხილეთ სარქვლის ახალი სახელმძღვანელოს გრაფიკული გამოსახულება Talyrond-ის საზომი აპარატით)
პილოტის შემთხვევითი განლაგება სარქვლის სახელმძღვანელოში ეწინააღმდეგება Cpk-ის ცნებას, რომელიც დღეს ასე განვითარებულია ყველა OEM-ში.
არ უნდა დაგვავიწყდეს, რომ უბრალო შეკეთების შემთხვევაშიც კი, ამჟამინდელი ძრავებისთვის საჭირო პილოტების განზომილება საკმარისი არ არის, ნებისმიერ შემთხვევაში, წინააღმდეგობა გაუწიოს ფორმის ხელსაწყოების არარეგულარულ ჭრის ძალისხმევას.
NEWEN ენერგიულად უარყოფს ამ მოძველებული ტექნიკის დამცველთა პოზიციას.
ანალოგიურად, ფორმის ხელსაწყოს აქვს ძალიან გრძელი ჭრის პროფილი, რომ გარანტირებული იყოს რეგულარული ჭრა 360 გრადუსზე (თანაბრად სავარძლის გარშემო).
შიდა რელიეფის მნიშვნელობა შეიძლება განსხვავდებოდეს 1-დან 3-მდე მასშტაბით ერთსა და იმავე სავარძელზე და რადიალური ძალისხმევა, რომელიც შთანთქავს ღერძს, აუცილებლად გამოიწვევს ამ უკანასკნელის ფაქტობრივ მოქნილობას და გადაიქცევა სარქვლის სავარძლის ფორმის დეფექტად, როგორიცაა ჭორაობა. ნიშნები, ტალღები და/ან ოვალური ფორმები, რომლებიც სავარძლის დამუშავებას არასწორ და ტოლერანტულს გახდის.
ამჟამინდელი სარქვლის საჯდომის მასალები და საჭირო ტოლერანტები აღარ არის თავსებადი ამ დამუშავების ტექნიკასთან.

ტრადიციული საზომი საშუალებები არ არის საკმარისი იმისათვის, რომ ზუსტად აკონტროლოთ NEWEN® FIXED-TURNING® მანქანებით დამუშავებული სარქვლის სავარძლები და სარქველების გიდები.
NEWEN®-მა აღჭურვა TALYROND 365XL საკონტროლო მანქანით, რომელიც სპეციალურად არის შექმნილი და მიძღვნილი ფორმების, კოაქსიალურობის, ზედაპირის გაზომვისთვის...
ეს მანქანა, რომლის გარჩევადობა არის 1/10მიკრონის 0 საშუალებას გაძლევთ ავტომატურად აკონტროლოთ ყველა გეომეტრიული პარამეტრი, რომელიც განსაზღვრავს სახელმძღვანელოს და სარქვლის სავარძლის ხარისხს: წრიულობა, კონცენტრიულობა, ამოწურვა, ცილინდრულობა, სეგმენტის წრფივობა, კუთხეები, ზედაპირის დასრულება... საკონტროლო ანგარიშები და გრაფიკები მიღებული ტესტები უდავოდ აღიარებულია ყველაზე პრესტიჟული OEM-ების კონტროლის განყოფილებების მიერ.
NEWEN მუდმივად ამოწმებს მის მიერ წარმოებული მანქანების მიერ წარმოებულ სამუშაოს და აჩვენებს ხარისხს რეალური ზომებით.
CNC ხორხის პრინციპის მსგავსად, FIXED-TURNING ® არის სარქვლის სავარძლების და/ან ნებისმიერი რევოლუციის ფორმის დამუშავება ღერძების ინტერპოლაციის გზით.
გარდა იმისა, რომ ეს არის საჭრელი ხელსაწყო, რომელიც ტრიალებს და არა თავად ნაწილი, რომელიც დამუშავებულია, დანადგარის ღერო და დამუშავების თავი საშუალებას იძლევა ძალიან მარტივად დამუშავდეს ყველაზე რთული და რთული ფორმები, მიუხედავად სარქვლის საჯდომის მასალის ხარისხისა. ბრუნვისას საჭრელი ხელსაწყო მოძრაობს თავის x და z ღერძებზე, რათა აღწეროს პროფილი მანქანაში. დამუშავება ხორციელდება ერთი მიმართულებით და უღელტეხილების რაოდენობას ავტომატურად განსაზღვრავს თავად პროგრამა. საჭრელი ხელსაწყოს მოძრაობა ოპტიმიზირებულია ნედლი სარქვლის საჯდომის რეალური ფორმის მიხედვით. სტანდარტული სამკუთხა საჭრელი მოძრაობს ვაგონის ღერძისა და ღერძის გადაადგილების ღერძის მიხედვით. მთელი ბრუნავს C-ღერძის გარშემო.
მძლავრი კომპიუტერი მუდმივად ითვლის ხელსაწყოს ოპტიმალურ ტრაექტორიას ისე, რომ ჭრის ძალისხმევა იყოს რეგულარული და მინიმუმამდე დაყვანილი. ყოველი გაპარსვა, რომელიც გამოითვლება წამის წილადიდან წამის ნაწილამდე, წარმოიქმნება ისე, რომ ჭრის ძალისხმევის რყევა არ არღვევს ბალანსს და ღეროს მოქნილობას.
FIXED-TURNING ®-ის წყალობით, სარქვლის სავარძლის სრულყოფილი დამუშავება და სარქვლის სავარძელსა და მის სარქველს შორის სრულყოფილი დალუქვა მიიღწევა ყოველ ჯერზე, პირველად, შეხვევის გარეშე.
თანამედროვე კონტროლი, უახლესი ტექნოლოგია, ეფექტური, მარტივი, უკიდურესად მოსახერხებელი, ათავისუფლებს ოპერატორს განმეორებადი ჟესტებისაგან, ამცირებს დაღლილობას და ათავისუფლებს ყურადღებას აუცილებელ ოპერაციებზე.
მანქანასთან ურთიერთქმედება მომხმარებლისთვის მოსახერხებელი და მარტივია. ოპერატორს მხოლოდ უნდა შეიყვანოს ნაცნობი ზომები, როგორიცაა სარქვლის დიამეტრი, შეარჩიოს პროფილი და მანქანა მყისიერად გამოთვლის ყველაფერს დანარჩენს, მათ შორის უხეში და დასრულებული დამუშავების უღელტეხილს.
სიზუსტის მიღმა, უბრალო მომხმარებლის კეთილგანწყობისა და დამატებითი პროდუქტიულობის მიღმა, FIXED-TURNING ® არის ათასობით მორგებული ფორმის ხელსაწყოს ექვივალენტი, ყველა მუდმივად შეფუთული ერთ მარტივ და ხელმისაწვდომ მანქანაში.
გაუმარჯოს ძრავის აღდგენას.