OEM субподрядчылары, жогорку өндүрүмдүү адистер жана кыймылдаткычтарды кайра куруучулар клапан жетектерин жана клапан отургучтарын иштетүүдө так форманы жана өлчөмдөрдүн толеранттуулугун эске алып, урматташы керек.
Бул "жардамчы-мемуар" менен NEWEN өндүрүштүк техниктерге арналган кыска документтин ичинде цилиндр башын иштетүү боюнча талаптарын аныктоо үчүн, адатта, OEMдер колдонгон ар кандай символдорду жана сабырдуулук белгилерин чогултууга аракет кылат, атап айтканда, клапан жетектөөчүсү жана клапан отургучтарын иштетүү.
NEWEN эки же андан көп параметрлердин биргелешкен эффекттерин ашыкча жөнөкөйлөтүүгө же денатурациялоого аракет кылбастан, цилиндр башынын иштешине жана ишенимдүүлүгүнө түз жана кыйыр инциденттер менен ар бир форманы жана өлчөмдөргө сабырдуулукту бириктирет.
Бул документ менен NEWEN жалпы кабыл алынган идеяларды, ошондой эле алардын жөнөкөйлүгүнөн жана так эместигинен улам кыймылдаткычты кайра куруучуларды адаштырган жана алардын ой-пикирин өзгөрткөн кеңири тараган идеяларды айыптоо үстүндө иштеп жатат.
«Эмне жөнүндө айтып жатканыңды өлчөп, сандар менен айта алсаң, ал жөнүндө бир нерсе билесиң; бирок аны ченеп же сандар менен айта албасаң, билимиң аз жана канааттандырарлык эмес».
Лорд Келвин (1824-1907)
Эмне үчүн тегеректикти өлчөө керек?
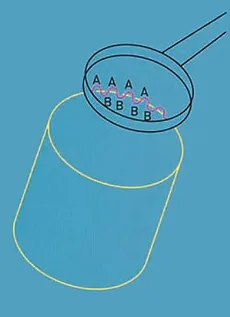
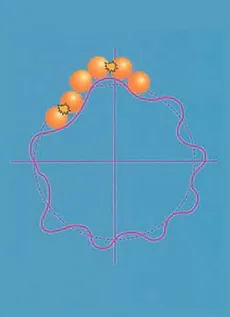
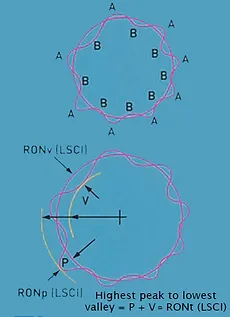
Компонент көзгө тегерек көрүнүшү мүмкүн жана нониус же микрометр менен ченегенде туруктуу диаметрге ээ болушу мүмкүн, бирок ал тегерекпи? Бул лобинг функциясына таасир этиши мүмкүн экени түшүнүктүү. Майлоочу пленка 'B' пунктунда эң чоң болот, ал эми 'A' бөлүкчөлөрү жүктү көтөрөт.
Тегеректик кантип өлчөнөт?
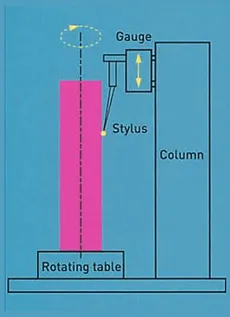
Тегеректикти өлчөө үчүн радиустагы өзгөрүүнү өлчөө мүмкүнчүлүгү менен бирге айлануу керек. Буга текшерилип жаткан компоненттин профилин тегерек маалымат менен салыштыруу аркылуу эң жакшы жетүүгө болот. Компонент тегерек маалымат берүүчү өтө так шпинделде айландырылат. Компоненттин огу шпиндельдин огу менен тегизделген, адатта борборлоштуруу жана тегиздөө столу колдонулат. Андан кийин тетиктин шпиндель огуна карата радиалдык вариацияларын өлчөө үчүн өзгөрткүч колдонулат.
Себеби ?
Бул жерде көрсөтүлгөн подшипник чындап тегерек эмес жарыш болушу мүмкүн. Бул, кыязы, кыска убакытка иштеши мүмкүн, бирок бул подшипник жарышынын тегерегиндеги толкундар термелүүлөрдү пайда кыла баштайт. Бул мөөнөтүнөн мурда эскирүүгө алып келет жана жарыштын белгиленгенден азыраак натыйжалуу иштешине алып келет.
Натыйжалар?
Бул жерде көрсөтүлгөн подшипник чындап тегерек эмес жарыш болушу мүмкүн. Бул, кыязы, кыска убакытка иштеши мүмкүн, бирок бул подшипник жарышынын тегерегиндеги толкундар термелүүлөрдү пайда кыла баштайт. Бул мөөнөтүнөн мурда эскирүүгө алып келет жана жарыштын белгиленгенден азыраак натыйжалуу иштешине алып келет.
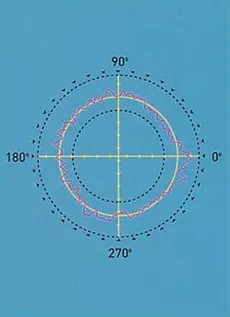
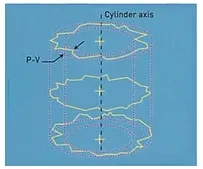
Өлчөмдүн тегерек эмес чыгышын полярдык профил же график катары көрсөтүү ыңгайлуу. Бул сүрөттөлүштү баалоо субъективдүү жана көп убакытты талап кылышы мүмкүн, ошондуктан бизге так жана кайталануучу жоопторду берүү үчүн маалыматты иштетүүнүн кээ бир каражаттары керек. Чыныгы айланмалыктан четтөөлөрдү баалоого аракет кылып жаткандыктан жана өлчөө үчүн шилтеме талап кылынгандыктан, биздин профилибизге шилтеме чөйрөсүн туура келтирүүгө аракет кылуу жана бардык эсептөөлөрүбүздү аны менен байланыштыруунун мааниси бар.
Эң кичине чарчы чөйрөсү (LSCI)
Ар кандай маалыматтарга сызык же фигура орнотулат, мындай сызыктан же фигурадан алынган маалыматтардын четтетүү квадраттарынын суммасы минималдуу болот. Бул ошондой эле профилди бирдей минималдуу аймактарга бөлгөн сызык.
LSCI эң көп колдонулган Reference Circle болуп саналат. Андан ары тегеректик профилдин LSCIден максималдуу чегинүүсү менен көрсөтүлөт. башкача айтканда эң бийик чокудан эң төмөнкү өрөөнгө чейин.
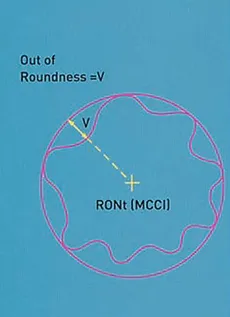
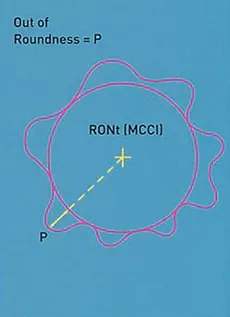
Minimum Circumscribed Circle (MCCI)
Профиль маалыматтарын камтый турган минималдуу радиустун айланасы катары аныкталган. Андан кийин тегерексиздик профилдин бул тегеректен максималдуу кетиши (же өрөөнү) катары берилет. Кээде Ring Gauge Reference Circle деп аталат.
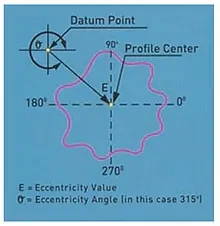
 = Эксцентриситет (ECC)*
= Эксцентриситет (ECC)*
Бул кандайдыр бир маалымат чекитине салыштырмалуу профилдин борборунун абалын сүрөттөө үчүн колдонулган термин. Бул вектордук чоңдук, анткени анын чоңдугу жана багыты бар. Эксцентриситеттин чоңдугу жөн гана профилдик борбор менен маалымат чекитинин ортосундагы аралык катары көрсөтүлөт. Багыт маалымат чекитинен бурч катары көрсөтүлөт.
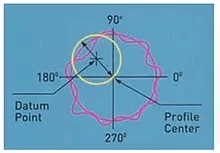
 = Концентрдүүлүк (CONC)*
= Концентрдүүлүк (CONC)*
Бул эксцентриситетке окшош, бирок чоңдугу гана бар жана багыты жок. Концентрдүүлүк маалымат чекитинин тегерегинде айланганда профиль борбору тарабынан сүрөттөлгөн айлананын диаметри катары аныкталат. Концентриситеттин мааниси эксцентриситеттин чоңдугунан эки эсе көп экенин көрүүгө болот.
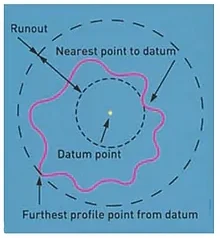
 = Runout (Runout)*
= Runout (Runout)*
Кээде TIR (Total Indicated Reading) деп аталат. Чыгып кетүү маалымат чекитинде борборлошкон жана бири эң жакын, ал эми экинчиси профилдеги эң алыскы чекит менен дал келгидей кылып тартылган эки концентрдик тегеректердин радиалдык бөлүнүшү катары аныкталат.
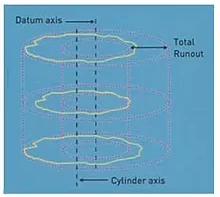
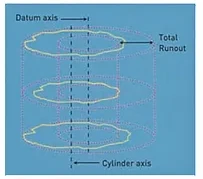
 = Жалпы чуркап чыгуу (жалпы качуу)*
= Жалпы чуркап чыгуу (жалпы качуу)*
Толук Runout эки коаксиалдык цилиндрдин минималдуу радиалдык бөлүнүшү катары аныкталат, алар маалымат огу менен коаксиалдуу жана өлчөнгөн бетти толугу менен курчап турат.
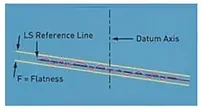
 = Тегиздик (FLTt)*
= Тегиздик (FLTt)*
Эталондук тегиздик орнотулуп, тегиздик ошол тегиздиктен өрөөнгө чыгуунун чокусу катары эсептелет. LS же MZ n колдонуңуз
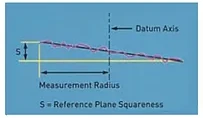
 = Чарчылык (SQR)*
= Чарчылык (SQR)*
Окту аныктагандан кийин, квадраттык чоңдук бул эталондук огуна нормалдуу жана эталондук тегиздикти толугу менен курчап турган эки параллелдүү тегиздиктин минималдуу октук бөлүнүшү. LS же MZ колдонсо болот.
 = Цилиндрлик (CYLt)*
= Цилиндрлик (CYLt)*
2 цилиндрдин минималдуу радиалдык бөлүнүшү, жабдылган таяныч огу менен коаксиалдуу, алар өлчөнгөн маалыматтарды толугу менен камтыйт. LS, MZ, MC же Ml цилиндрлерин колдонсо болот.
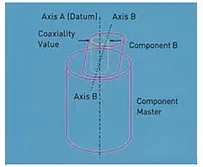
= Коаксиалдуулук (Коаксиалдуу ISO)*
Цилиндрдин диаметри маалымат огу менен коаксиалдуу жана коаксиалдуулукту баалоо үчүн берилген цилиндрдин огун гана курчап турат.
= Коаксиалдуулук (Coax DIN)*
Берилиш огу менен коаксиалдуу болгон цилиндрдин диаметри жана коаксиалдуулукту баалоо үчүн колдонулган цилиндрдин огу эсептелген тегиздиктердин центоиддерин (LS борборлорун) жөн эле курчайт.
"Трио" клапан жетектөөчүсү, клапан отургуч жана клапандын милдети кыймылдаткычтын газ агымынын кемчиликсиз, чексиз жаңыланган жана ишенимдүү аба өткөрбөйт.
Эки беттин ортосундагы металл контакт, клапандардын жүз миллиондогон ырааттуу ачылышынан жана жабылышынан кийин ишенимдүү жана аба өтпөгөн өтмөк болушу керек.
Байланышкан эки бет, б.а. клапандын клапан отургуч бети жана анык отургучтун өзүнүн сапаттары окшош болушу керек жана жеткилеңдикке жакын болушу керек.
Жогоруда айтылган беттердин формалары толугу менен окшош жана бири-бирин толуктап турушу керек.
Бул функцияны аткаруу үчүн так жана кайталанма түрдө жетүүгө мүмкүн болгон бирден-бир форма бул тегерек.
Башка параметрлер менен байланыштуу, тегеректүүлүк, б.а. клапан отургучу жана клапан өзү түзгөн тегерекчелердин формасынын тактыгы клапан менен клапандын ортосундагы аба өткөрбөй коюунун негизги шарты болуп саналат. отургуч.
Circularity, cylindrricity, беттик бүтүрүү, бурчтар бардык катуу жана катуу сабырдуулукка дуушар болушат.
Клапан жетектөөчүсү
Клапан жетектөөчү шилтеме болуп саналат, анын клапан отургучунун оңдоп-түзөө иштетүү операциясынын жайгашуусуна, клапан отургучунун шайкештигинин бир бөлүгүн көзөмөлдөөгө (концентрдүүлүк) көз каранды жана, албетте, анын кыймылында клапанды жетектейт. Клапан жетектөөчү сапаты негизинен 4 параметр менен аныкталат:
Клапанды кемчиликсиз жетектөө үчүн цилиндрлик жана диаметрдеги толеранттуулук маанилүү. Жакшы геометриялык сапаттар клапан жетектөөчүсүнө клапанды узак убакыт бою так жайгаштырууга мүмкүндүк берет.
Клапанды жетектөөдөгү маанилүү кемчилик, андан ары клапан жетектөөчүсүн начар иштетүү – толеранттуулуктун чегинен тышкары, клапандын отургучунун мөөнөтүнөн мурда деформацияланышына жана эскиришине жана кыймылдаткычтын өндүрүшүнүн тез жоголушуна алып келет.
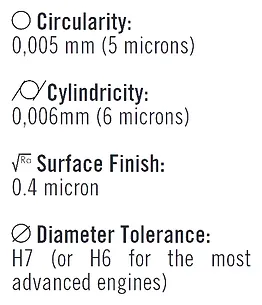
Учурдагы кыймылдаткычтар үчүн OEMs талап кылган толеранттуулуктар:
Чоң сериялуу өндүрүүчүлөр тарабынан алуу жана сыйлоо кыйын болгон жогорудагы толеранттуулуктарды оңдоодо кепилдик берүү дагы татаал. Бул сапат деңгээлине жооп бербөө клапандардын отургучтарын иштетүүнү ого бетер назик кылат.
Клапан орундуктары жана клапандар
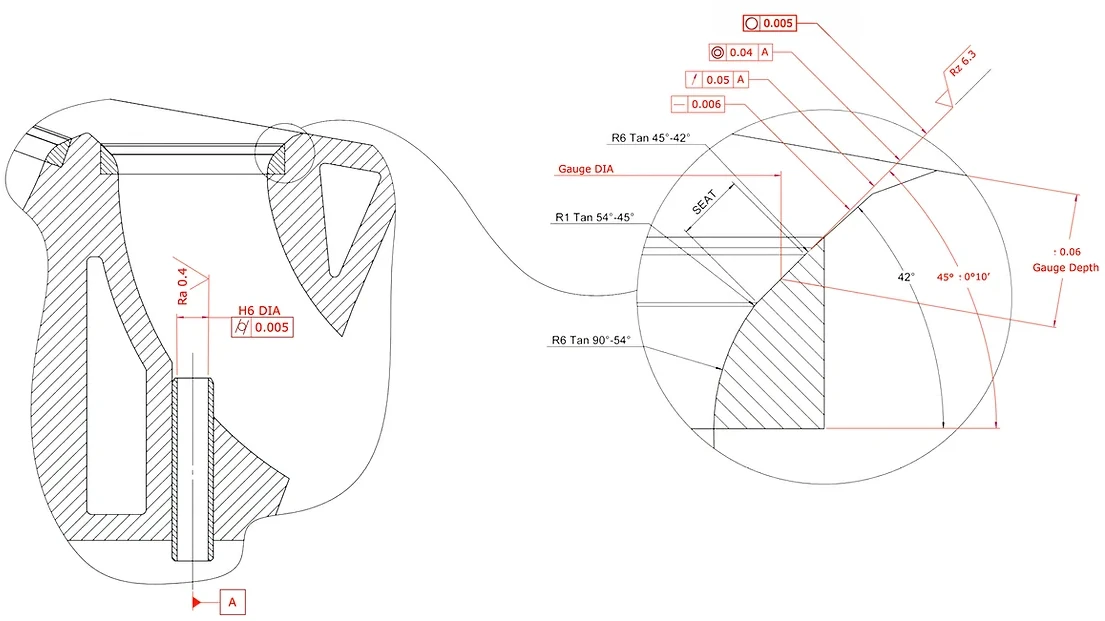
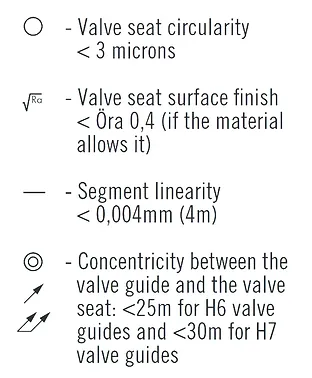
Байланышта боло турган беттердин тактыгынын маанилүүлүгүн жана алардын бири-бирин толуктоосу үчүн кемчиликсиз герметикалык өткөргүчтүктү камсыз кылууну эске алуу менен, OEM'дер отургучтун конустарынын формасынын толеранттуулугун бекемдейт.
Отуруучу бурч сегментинин сызыктуулугу жана анын тегеректиги бир нече микрондон ашпаган маанилердин айырмачылыктары менен жол берилет (< 10 микрон). Ра жана Rz клапан отургучунун үстүнкү жасалгасын аныктаган баалуулуктар, ошондой эле өтө тыгыз жана отургучтун эң кичинекей чатылышы же толкуну, чыдамсыздыкка жана кабыл алынгыс орунга алып келет.
Клапан жетектөөчү огу менен клапан отургучтун огу ортосундагы концентрдүүлүк, агып чыгуу же кош агым түшүнүгүнө карата колдонулган толеранттуулуктар да абдан маанилүү, бирок кепилдикке салыштырмалуу жеңил маанилердин чегинде кала берет.
Жалпысынан, 0,05 мм (.002”) тартибинде концентрдүүлүктүн кемчилиги/ачуусу алгылыктуу деп эсептелет. Бул толеранттуулуктун бардык баалуулуктары ISO/TS16949 сертификацияланган компанияларга тиешелүү эрежелерден чыгарылган “Cpk” деп аталган коэффициентти колдонуу менен олуттуу түрдө күчөтүлөт жана сапатта чоң ырааттуулукка кепилдик бере алган машиналарды колдонуу аркылуу толеранттуулуктун маанилерин бир топ төмөндөтөт.
Кепилдик сапатка багытталган бул ыкма ар дайым көбүрөөк өндүрүмдүүлүктү берүүчү сандык системаларды ишке киргизүү жана башкаруу механизмдерин колдонуунун аркасында адамдын катасынан мүмкүн болушунча качкандыктан мүмкүн болот.
NEWEN FIXED-TURNING® өнүккөн жана жогорку натыйжалуу механикалык принциптин логикасына кирет, пилоттук жана уникалдуу жогорку натыйжалуу сандык башкаруу менен башкарылат.
FIXED-TURNING® төмөнкүлөрдү камсыз кылат жана кепилдик берет:
Сапаттын бул деңгээли бүгүнкү күндө эң жогорку деңгээл болуп саналат жана эң кичинекей кыймылдаткычты кайра куруучудан NEWEN FIXED-TURNING® колдонгон эң ири өндүрүштүк ишканаларга чейин клапандардын отургучтарын иштеткен бардык адамдар үчүн жеткиликтүү.
Акырында, NEWEN FIXED-TURNING® - бул ишенимдүү жана ырааттуу өндүрүш каражаты, үнөмдүү жана ийкемдүү, кирешени көзөмөлдөөдө эң оор Cpk эске алууга мүмкүндүк берет.
The demand for constant quality (Cpk) and precision for new cylinder head production, highlights the inadequacy of the principle of the tapered pilot as an acceptable solution for valve seat machining.
This solution, long appreciated for its economical aspect, no longer responds to current technical requirements.
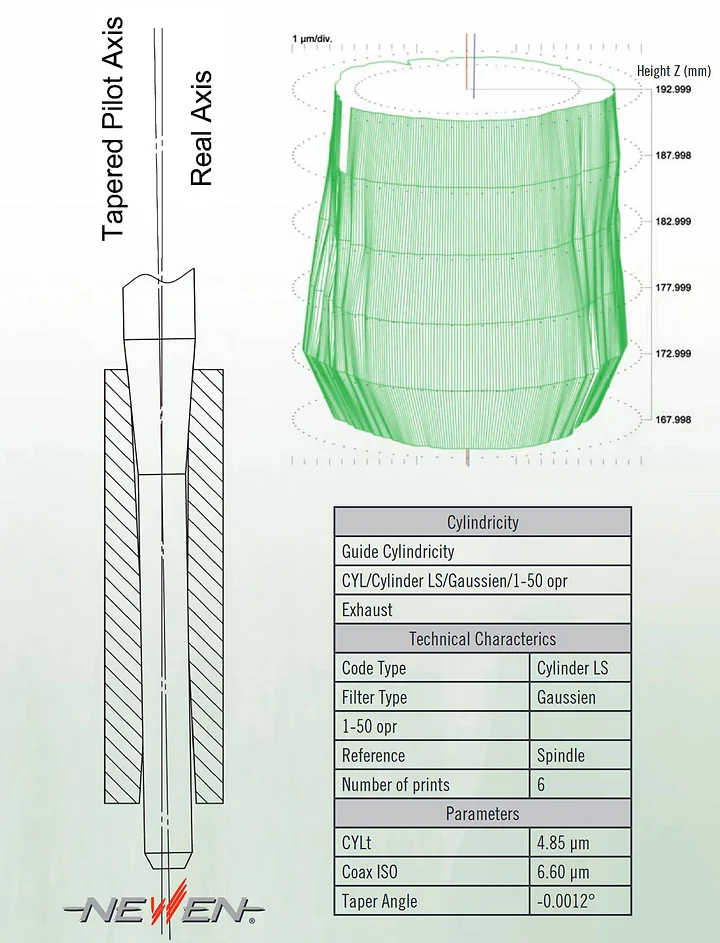
The axis/position taken by a tapered pilot within a valve guide is never the same than the one that would be determined by measurement and/or that taken by a valve while in movement (refer to drawing).
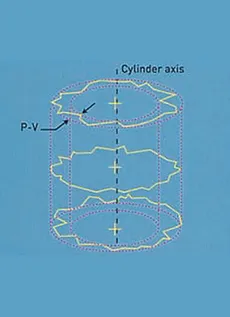
This difference is further accentuated by the shape defect of a new or used valve guide (please refer to the graphical representation of a new valve guide by a Talyrond measuring machine)
The random positioning of the pilot within the valve guide goes against the notion of Cpk so developed today within all OEMs.
Without forgetting that even in the case of a simple repair, the very dimension of the pilots required for current engines is not sufficient, in any case, to resist to the irregular cutting efforts of form tools.
NEWEN refutes energically the position of the defenders of this obsolete technique.
Likewise, the form tool exhibits too long a cutting profile to guaranty a regular cut over 360 degrees (evenly around the seat).
The value of the inside relief can vary on a scale of 1 to 3 on one same seat and the radial efforts absorbed by the spindle will inevitably trigger the actual flexing of that latter and will translate into a form defect of the valve seat such as chatter marks, undulations and/or oval forms that will make the machining of the seat incorrect and out of tolerance.
Current valve seat materials and required tolerances are no longer compatible with this machining technique.

Traditional measuring means are not sufficient to precisely control valve seats and valve guides machined with NEWEN® FIXED-TURNING® machines.
NEWEN® has equipped itself with a TALYROND 365XL control machine, especially conceived and dedicated to the measurement of shapes, coaxialities, surface finish...
This machine whose resolution is 1/100 of a micron allows to automatically control all geometric parameters that define the quality of a guide and a of valve seat: circularity, concentricity, run out, cylindricity, segment linearity, angles, surface finish... The control reports and graphs resulting from the tests are indisputably recognized by the control departments of the most prestigious OEMs.
NEWEN is continuously testing the work produced by the machines it manufactures and demonstrates quality with actual measures.
Like the principle of a CNC lathe, FIXED-TURNING ® is the machining of valve seats and/or any revolution shape by interpolation of axes.
Aside from the fact that it is the cutting tool that is spinning and not the part being machined itself, the machine spindle and machining head allow to very simply machine the most difficult and most complex shapes regardless of the quality of the valve seat material. While rotating, the cutting tool moves on its x and z axes to describe the profile to machine. The machining is performed in one direction and the number of passes is automatically defined by the program itself. The travel of the cutting tool is optimized according to the actual shape of the raw valve seat. A standard triangular cutter moves according to the axis of the carriage and the axis of displacement of the spindle. The whole rotates around the C-axis.
A powerful computer permanently calculates the optimal trajectory of the tool so that the cutting efforts are regular and reduced to a minimum. Every single shaving calculated from a fraction of a second to a fraction of a second is produced in such way that no fluctuation of the cutting efforts disrupts the balance and the flexibility of the spindle.
Thanks to FIXED-TURNING ®, perfect valve seat machining and a perfect seal between the valve seat and its valve are attained each and every time, the first time, without lapping.
Modern controls, latest technology, efficient, simple, extremely user friendly, relieves the operator of repetitive gestures, reduces fatigue and frees up attention for essential operations.
The interaction with the machine is user friendly and simple. The operator only needs to enter familiar dimensions such as the diameter of the valve, select a profile and the machine will instantaneously calculate everything else, including all roughing and finishing machining passes.
Beyond precision, beyond mere user friendliness and added productivity, FIXED-TURNING ® is the equivalent of thousands of custom form tools, all permanently packaged in one simple and affordable machine.
Long Live Engine Rebuilding.