ຜູ້ຮັບເຫມົາຍ່ອຍ OEM, ຜູ້ຊ່ຽວຊານດ້ານປະສິດທິພາບສູງແລະຜູ້ກໍ່ສ້າງເຄື່ອງຈັກຕ້ອງຄໍານຶງເຖິງຄວາມທົນທານຂອງຮູບຮ່າງແລະຂະຫນາດທີ່ຊັດເຈນໃນຂະນະທີ່ຄູ່ມືປ່ຽງເຄື່ອງຈັກແລະບ່ອນນັ່ງປ່ຽງ.
ດ້ວຍ "aide-memoire", NEWEN ພະຍາຍາມລວບລວມ, ພາຍໃນເອກະສານສັ້ນທີ່ຫມາຍຄວາມວ່າສໍາລັບນັກວິຊາການການຜະລິດ, ສັນຍາລັກຕ່າງໆແລະເຄື່ອງຫມາຍຄວາມທົນທານທີ່ຖືກນໍາໃຊ້ໂດຍ OEMs ເພື່ອກໍານົດຄວາມຕ້ອງການຂອງພວກເຂົາໃນແງ່ຂອງເຄື່ອງຈັກຫົວກະບອກແລະ, ໂດຍສະເພາະ, ຄູ່ມືວາວແລະ. valve seat machining.
NEWEN ເອົາແຕ່ລະຮູບແບບແລະຄວາມທົນທານຂອງຂະຫນາດເຂົ້າກັນໂດຍມີເຫດການທາງກົງແລະທາງອ້ອມກ່ຽວກັບການເຮັດວຽກແລະຄວາມຫນ້າເຊື່ອຖືຂອງຫົວກະບອກສູບ, ໂດຍບໍ່ມີການພະຍາຍາມເຮັດໃຫ້ງ່າຍເກີນໄປຫຼື denature ຜົນກະທົບລວມຂອງສອງຫຼືຫຼາຍກວ່າພາລາມິເຕີ.
ດ້ວຍເອກະສານນີ້, NEWEN ກໍາລັງເຮັດວຽກກ່ຽວກັບການປະນາມແນວຄວາມຄິດທີ່ຍອມຮັບໂດຍທົ່ວໄປເຊັ່ນດຽວກັນກັບແນວຄວາມຄິດທີ່ບໍ່ຖືກຕ້ອງ, ແນວຄວາມຄິດທີ່ແຜ່ຂະຫຍາຍ, ຍ້ອນຄວາມງ່າຍດາຍແລະບໍ່ຖືກຕ້ອງ, ເຮັດໃຫ້ຜູ້ກໍ່ສ້າງເຄື່ອງຈັກຜິດພາດແລະປ່ຽນແປງການຕັດສິນຂອງພວກເຂົາ.
« When you can measure what you are speaking about and express it in numbers, you know something about it; but when you cannot measure it or express it in numbers, your knowledge is of a meagre and unsatisfactory kind.»
Lord KELVIN (1824-1907)
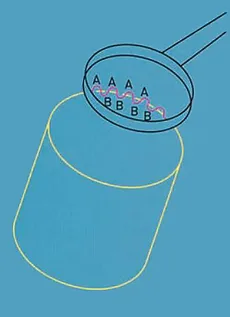
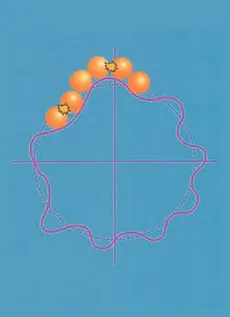
Why measure roundness?
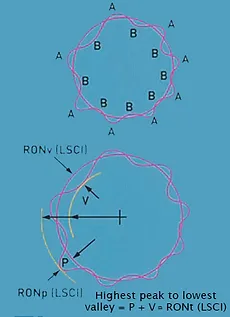
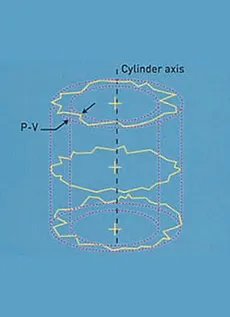
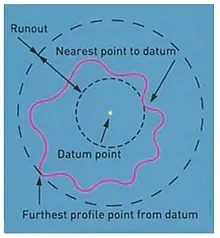
The component may appear round to the eye and apparently have a constant diameter when measured with a vernier or micrometer, but is it round? It is clear that the lobing can affect the function. Lobes at ‘A’ will carry the load whilst the lubrification film will be greatest at ‘B’.
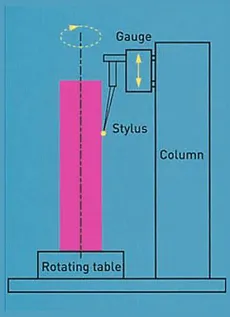
How is roundness measured ?
To measure roundness, rotation is necessary, coupled with the ability to measure change in radius. This is best achieved by comparing the profile of the component under test to a circular datum. The component is rotated on a highly accurate spindle which provides the circular datum. The axis of the component is aligned with the axis of the spindle, usually using a centering and leveling table. A transducer is then used to measure radial variations of the component with respect to the spindle axis.
The reason ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
Results ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
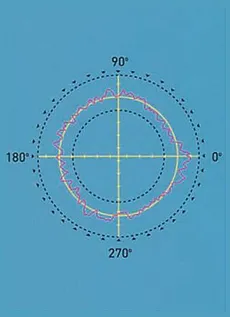
It is convenient to represent the out-of-roundness output from the gauge as a polar profile or graph. Evaluating this pictorial representation can be subjective and time consuming, therefore we need some means of processing the information to give us accurate and repeatable answers. As we are trying to assess departures from true circularity and require a reference from which to measure, it makes sense to try to fit a reference circle to our profile and relate all our calculations to it.
The Least Squares Reference Circle (LSCI)
A line or figure is fitted to any data such that the sum of the squares of the departure of the data from that line or figure is a minimum. This is also the line that divides the profile into equal minimum areas.
The LSCI is the most commonly used Reference Circle. The out-of-roundness is then expressed in terms of the maximum departure of the profile from the LSCI. i.e. the highest peak to lowest valley.
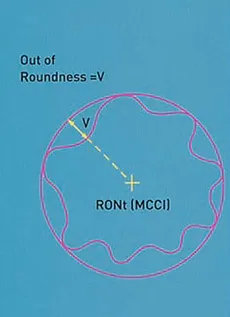
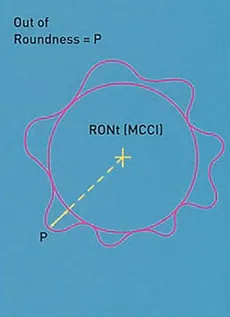
ວົງວຽນຂັ້ນຕ່ຳ (MCCI)
ກຳນົດເປັນວົງມົນຂອງລັດສະໝີຂັ້ນຕ່ຳເຊິ່ງຈະປິດຂໍ້ມູນໂປຣໄຟລ໌. ຫຼັງຈາກນັ້ນ, ການອອກນອກຮອບແມ່ນໃຫ້ເປັນການອອກເດີນທາງສູງສຸດ (ຫຼືຮ່ອມພູ) ຂອງໂປຣໄຟລ໌ຈາກວົງມົນນີ້. ບາງຄັ້ງເອີ້ນວ່າວົງການອ້າງອິງ Ring Gauge.
ວົງການອ້າງອີງເຂດຕໍາ່ສຸດທີ່ (MZCI)
ກຳນົດເປັນວົງກົມຈຸດສູນກາງສອງອັນທີ່ຕັ້ງໄວ້ເພື່ອປິດໂປຣໄຟລ໌ທີ່ວັດແທກໄດ້ ເຊັ່ນວ່າ ການອອກທາງ radial ຂອງພວກມັນແມ່ນຕໍ່າສຸດ.
ຫຼັງຈາກນັ້ນ, ຄ່າຂອງຮອບແມ່ນໃຫ້ເປັນການແຍກ radial ຂອງສອງວົງ.
ວົງວຽນທີ່ຈາລຶກສູງສຸດ (MICI)
ກຳນົດເປັນວົງມົນຂອງລັດສະໝີສູງສຸດທີ່ຈະຖືກປິດລ້ອມດ້ວຍຂໍ້ມູນໂປຣໄຟລ໌.
ຫຼັງຈາກນັ້ນ, ການອອກຮອບວຽນແມ່ນໄດ້ມອບໃຫ້ເປັນການອອກເດີນທາງສູງສຸດ (ຫຼືຈຸດສູງສຸດ) ຂອງໂປຣໄຟລ໌ຈາກວົງມົນ. ບາງຄັ້ງກໍເອີ້ນວ່າ Plug Gauge Reference Circle.
 = ຄວາມແປກປະຫຼາດ (ECC)*
= ຄວາມແປກປະຫຼາດ (ECC)*
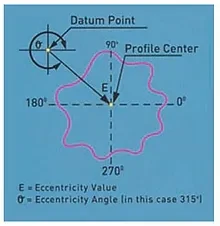
ນີ້ແມ່ນ ຄຳ ສັບທີ່ໃຊ້ເພື່ອອະທິບາຍ ຕຳ ແໜ່ງ ຂອງສູນກາງຂອງໂປຣໄຟລ໌ທີ່ກ່ຽວຂ້ອງກັບບາງຈຸດ datum. ມັນແມ່ນປະລິມານ vector ທີ່ມັນມີຂະຫນາດແລະທິດທາງ. ຂະຫນາດຂອງ eccentricity ແມ່ນສະແດງອອກພຽງແຕ່ເປັນໄລຍະຫ່າງລະຫວ່າງສູນກາງ profile ແລະຈຸດ datum. ທິດທາງແມ່ນສະແດງອອກເປັນມຸມຈາກຈຸດ datum.
 = ຄວາມເຂັ້ມຂຸ້ນ (CONC)*
= ຄວາມເຂັ້ມຂຸ້ນ (CONC)*
ນີ້ແມ່ນຄ້າຍຄືກັນກັບ eccentricity ແຕ່ມີພຽງແຕ່ຂະຫນາດແລະບໍ່ມີທິດທາງ. ຄວາມເຂັ້ມຂຸ້ນແມ່ນຖືກກໍານົດເປັນເສັ້ນຜ່າກາງຂອງວົງກົມທີ່ອະທິບາຍໂດຍສູນກາງ profile ເມື່ອຫມຸນກ່ຽວກັບຈຸດ datum. ມັນສາມາດເຫັນໄດ້ວ່າຄ່າຄວາມເຂັ້ມຂຸ້ນແມ່ນສອງເທົ່າຂອງຂະຫນາດຂອງ eccentricity.
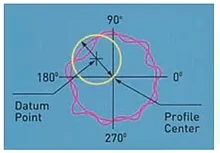
 = Runout (ໝົດ)*
= Runout (ໝົດ)*
ບາງຄັ້ງເອີ້ນວ່າ TIR (Total Indicated Reading). Runout ຖືກກໍານົດເປັນການແຍກ radial ຂອງສອງວົງ concentric ໂດຍຈຸດສູນກາງຂອງຈຸດ datum ແລະແຕ້ມດັ່ງກ່າວທີ່ຫນຶ່ງ coincides ກັບທີ່ໃກ້ທີ່ສຸດແລະອີກອັນຫນຶ່ງ coincides ກັບຈຸດທີ່ໄກສຸດໃນ profile ໄດ້.
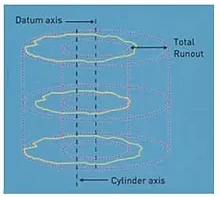
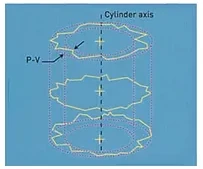
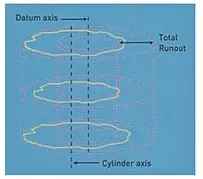
 = ທັງໝົດ Runout (ທັງໝົດ Runout)*
= ທັງໝົດ Runout (ທັງໝົດ Runout)*
Total Runout ຖືກກໍານົດເປັນການແຍກ radial ຕໍາ່ສຸດທີ່ຂອງສອງທໍ່ແກນຮ່ວມ, ເຊິ່ງເປັນແກນຮ່ວມກັບແກນ datum ແລະທີ່ລ້ອມຮອບດ້ານການວັດແທກທັງຫມົດ.
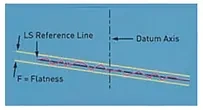
 = ຄວາມແປ (FLTt)*
= ຄວາມແປ (FLTt)*
ຍົນອ້າງອີງແມ່ນພໍດີ ແລະຄຳນວນຄວາມຮາບພຽງເປັນຈຸດສູງສຸດຂອງການອອກເດີນທາງຈາກຮ່ອມພູຈາກຍົນນັ້ນ. ນຳໃຊ້ທັງ LS ຫຼື MZ n
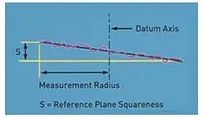
 = ຄວາມກວ້າງ (SQR)*
= ຄວາມກວ້າງ (SQR)*
ໂດຍໄດ້ກໍານົດແກນ, ຄ່າຄວາມສີ່ຫລ່ຽມແມ່ນການແຍກແກນຂັ້ນຕ່ໍາຂອງສອງແຜ່ນຂະຫນານປົກກະຕິກັບແກນອ້າງອິງແລະເຊິ່ງກວມເອົາຍົນອ້າງອີງທັງຫມົດ. ສາມາດໃຊ້ LS ຫຼື MZ ໄດ້.
 = ຄວາມຊົງກະບອກ (CYLt)*
= ຄວາມຊົງກະບອກ (CYLt)*
ການແຍກ radial ຕໍາ່ສຸດທີ່ຂອງ 2 cylinders, coaxial ກັບແກນອ້າງອິງ fitted, ເຊິ່ງກວມເອົາຂໍ້ມູນການວັດແທກທັງຫມົດ. ສາມາດໃຊ້ກະບອກສູບ LS, MZ, MC ຫຼື Ml ໄດ້.
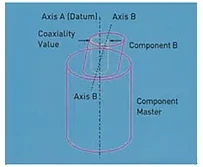
= Coaxiality (Coax ISO)*
ເສັ້ນຜ່າສູນກາງຂອງກະບອກສູບທີ່ coaxial ກັບແກນ datum ແລະພຽງແຕ່ຈະປິດລ້ອມແກນຂອງກະບອກສູບທີ່ອ້າງອີງສໍາລັບການປະເມີນຜົນ coaxiality.
= Coaxiality (Coax DIN)*
ເສັ້ນຜ່າສູນກາງຂອງກະບອກສູບທີ່ມີແກນ coaxial ກັບແກນ datum ແລະພຽງແຕ່ຈະປິດ centoids (ສູນ LS) ຂອງຍົນທີ່ແກນຂອງກະບອກສູບທີ່ອ້າງອີງສໍາລັບການປະເມີນຜົນ coaxiality ໄດ້ຖືກຄິດໄລ່.
ຫນ້າທີ່ຂອງຄູ່ມືປ່ຽງ "trio", ບ່ອນນັ່ງປ່ຽງແລະປ່ຽງແມ່ນເພື່ອສ້າງຄວາມແຫນ້ນແຫນ້ນທາງອາກາດທີ່ສົມບູນແບບ, ຢ່າງຕໍ່ເນື່ອງແລະເຊື່ອຖືໄດ້ຂອງ flux gaseous ຂອງເຄື່ອງຈັກ.
ການຕິດຕໍ່ໂລຫະລະຫວ່າງສອງດ້ານຕ້ອງເປັນທາງຜ່ານທີ່ເຊື່ອຖືໄດ້ແລະອາກາດແຫນ້ນຫຼັງຈາກຫຼາຍຮ້ອຍລ້ານເປີດແລະປິດປ່ຽງຕິດຕໍ່ກັນ.
ທັງສອງດ້ານໃນການຕິດຕໍ່, ເຊັ່ນ: ດ້ານຂອງບ່ອນນັ່ງປ່ຽງຂອງປ່ຽງແລະຂອງບ່ອນນັ່ງຕົວຈິງຂອງມັນເອງ, ຕ້ອງມີຄຸນນະພາບທີ່ຄ້າຍຄືກັນແລະຕ້ອງມີຄວາມໃກ້ຊິດກັບຄວາມສົມບູນແບບ.
ຮູບຮ່າງຂອງພື້ນຜິວທີ່ໄດ້ກ່າວມາຂ້າງເທິງນີ້ຕ້ອງມີຄວາມຄ້າຍຄືກັນຢ່າງສົມບູນແລະສົມບູນແບບ.
ຮູບຮ່າງດຽວທີ່ສາມາດບັນລຸໄດ້ດ້ວຍຄວາມແມ່ນຍໍາແລະໃນລັກສະນະທີ່ຊ້ໍາກັນ, ເພື່ອປະຕິບັດຫນ້າທີ່ນີ້, ແມ່ນວົງ.
ກ່ຽວຂ້ອງກັບຕົວກໍານົດການອື່ນໆ, ວົງ, ie ຄວາມຖືກຕ້ອງຂອງຮູບຮ່າງຂອງວົງ constituted ໂດຍບ່ອນນັ່ງປ່ຽງແລະປ່ຽງຕົວມັນເອງ, turns ອອກເປັນຕົ້ນຕໍແລະ sine qua none ສະພາບທີ່ຈະເປັນອາກາດແຫນ້ນແຫນ້ນລະຫວ່າງປ່ຽງແລະປ່ຽງ. ບ່ອນນັ່ງ.
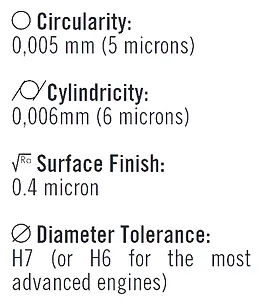
Circularity, cylindricity, ສໍາເລັດຮູບດ້ານ, ມຸມແມ່ນຂຶ້ນກັບຄວາມທົນທານທີ່ເຄັ່ງຄັດແລະເຄັ່ງຄັດ.
ຄູ່ມືວາວ
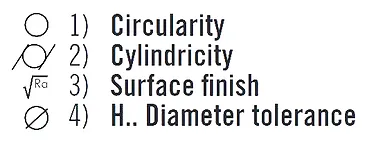
ຄູ່ມືປ່ຽງແມ່ນເອກະສານອ້າງອີງ, ຊຶ່ງໃນນັ້ນແມ່ນຂຶ້ນກັບການຈັດຕໍາແຫນ່ງຂອງການປະຕິບັດການສ້ອມແປງຂອງບ່ອນນັ່ງປ່ຽງ, ການຄວບຄຸມສ່ວນຫນຶ່ງຂອງຄວາມສອດຄ່ອງຂອງບ່ອນນັ່ງປ່ຽງ (ຄວາມເຂັ້ມຂຸ້ນ) ແລະ, ແນ່ນອນ, ມັນນໍາພາປ່ຽງໃນການເຄື່ອນໄຫວຂອງມັນ. ຄຸນນະພາບຂອງຄູ່ມືປ່ຽງແມ່ນຖືກກໍານົດໂດຍ 4 ຕົວກໍານົດການ:
ເພື່ອຮັບປະກັນການຊີ້ນໍາທີ່ສົມບູນຂອງປ່ຽງ, ຄວາມເປັນທໍ່ກົມແລະຄວາມທົນທານຕໍ່ເສັ້ນຜ່າສູນກາງແມ່ນສໍາຄັນ. ຄຸນນະພາບເລຂາຄະນິດທີ່ດີຈະຊ່ວຍໃຫ້ຄູ່ມືປ່ຽງເພື່ອຈັດວາງປ່ຽງທີ່ມີຄວາມແມ່ນຍໍາໃນໄລຍະຊີວິດຍາວ.
ຂໍ້ບົກຜ່ອງທີ່ສໍາຄັນໃນການຊີ້ນໍາຂອງປ່ຽງ, ເພີ່ມເຕີມຕໍ່ກັບເຄື່ອງຈັກທີ່ບໍ່ດີຂອງຄູ່ມືປ່ຽງ - ພາຍນອກຂອງຄວາມທົນທານ, ຈະນໍາໄປສູ່ການຜິດປົກກະຕິກ່ອນໄວອັນຄວນແລະການສວມໃສ່ຂອງບ່ອນນັ່ງປ່ຽງແລະການສູນເສຍໄວໃນຜົນຜະລິດຂອງເຄື່ອງຈັກ.
ຄວາມທົນທານທີ່ຕ້ອງການໂດຍ OEMs ສໍາລັບເຄື່ອງຈັກໃນປະຈຸບັນແມ່ນ:
ຄວາມທົນທານຂ້າງເທິງ, ຍາກທີ່ຈະໄດ້ຮັບແລະຄວາມເຄົາລົບໂດຍຜູ້ຜະລິດຊຸດໃຫຍ່, ແມ່ນມີຄວາມຊັບຊ້ອນຫຼາຍຕໍ່ການຮັບປະກັນໃນເວລາສ້ອມແປງ. ການບໍ່ບັນລຸລະດັບຄຸນນະພາບເຫຼົ່ານີ້ຈະເຮັດໃຫ້ເຄື່ອງຈັກຂອງບ່ອນນັ່ງປ່ຽງມີຄວາມອ່ອນໂຍນຫຼາຍ.
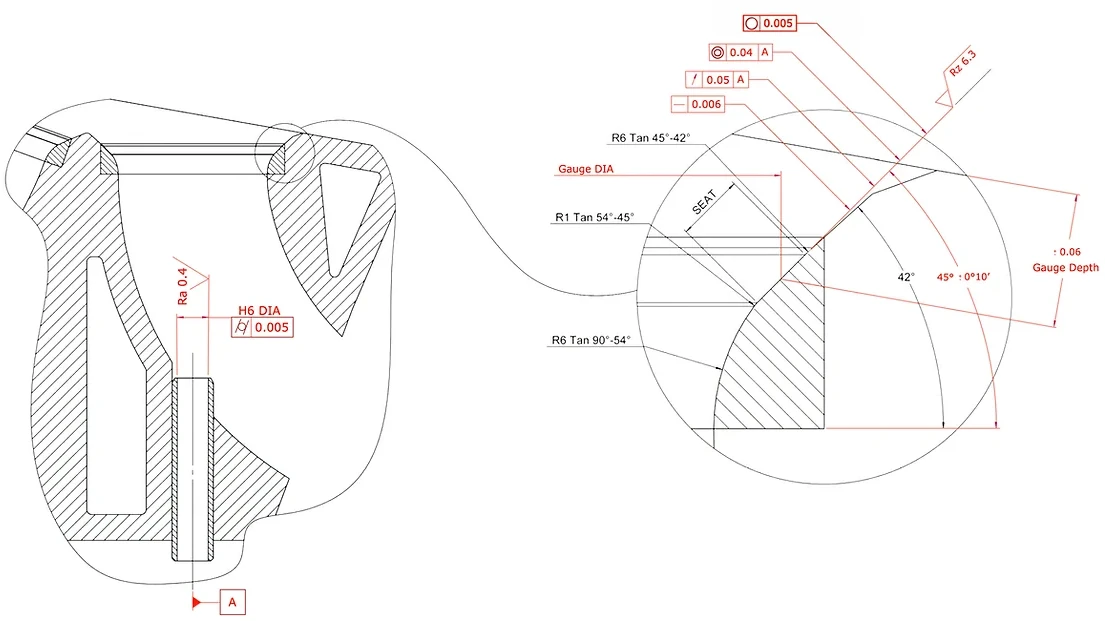
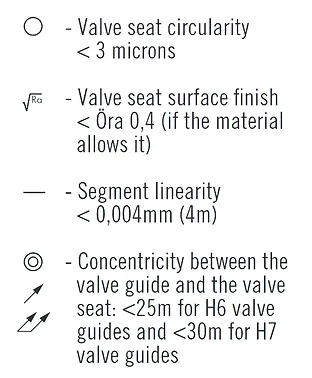
Valve Seats ແລະ Valves
ໃນທັດສະນະຂອງຄວາມສໍາຄັນຂອງຄວາມແມ່ນຍໍາຂອງຫນ້າດິນທີ່ຈະຕິດຕໍ່ແລະວ່າ, ເນື່ອງຈາກວ່າການປະກອບຂອງເຂົາເຈົ້າ, ຈະຮັບປະກັນ airtightness ທີ່ສົມບູນແບບ, OEMs tighten ຄວາມທົນທານຮູບຮ່າງຂອງ tapers ບ່ອນນັ່ງ.
linearity ຂອງພາກສ່ວນມຸມບ່ອນນັ່ງແລະວົງຂອງມັນແມ່ນທົນທານຕໍ່ກັບຄວາມແຕກຕ່າງຂອງມູນຄ່າບໍ່ເກີນບໍ່ພໍເທົ່າໃດ microns (< 10 microns). ຄ່າ Ra ແລະ Rz ກໍານົດການສໍາເລັດຮູບດ້ານຂອງບ່ອນນັ່ງປ່ຽງແລະຍັງແຫນ້ນຫຼາຍແລະເຄື່ອງຫມາຍ chatter ຂະຫນາດນ້ອຍທີ່ສຸດຫຼື undulation ຂອງບ່ອນນັ່ງ, ຜົນຜະລິດບ່ອນນັ່ງທີ່ອອກຈາກຄວາມທົນທານແລະບໍ່ສາມາດຍອມຮັບໄດ້.
ຄວາມທົນທານທີ່ໃຊ້ກັບແນວຄິດຂອງຄວາມເຂັ້ມຂຸ້ນ, ແລ່ນຫຼືສອງເທົ່າລະຫວ່າງແກນຂອງຄູ່ມືປ່ຽງແລະແກນຂອງບ່ອນນັ່ງປ່ຽງຍັງມີຄວາມສໍາຄັນຫຼາຍແຕ່ຍັງຄົງຢູ່ໃນຄຸນຄ່າທີ່ຂ້ອນຂ້າງງ່າຍທີ່ຈະຮັບປະກັນ.
ໂດຍທົ່ວໄປແລ້ວ, ຄວາມຜິດປົກກະຕິ / runout ໃນຄໍາສັ່ງຂອງ 0.05mm (.002”) ແມ່ນຖືວ່າເປັນທີ່ຍອມຮັບ. ຄຸນຄ່າຄວາມທົນທານທັງໝົດເຫຼົ່ານີ້ຖືກຮັດແໜ້ນຢ່າງຈິງຈັງດ້ວຍການໃຊ້ຄ່າສຳປະສິດທີ່ເອີ້ນວ່າ “Cpk” ທີ່ອອກນອກກົດລະບຽບທີ່ໃຊ້ໄດ້ກັບບໍລິສັດທີ່ໄດ້ຮັບການຢັ້ງຢືນ ISO/TS16949 ແລະຫຼຸດຄ່າຄວາມທົນທານຢ່າງຫຼວງຫຼາຍຜ່ານການນຳໃຊ້ເຄື່ອງຈັກທີ່ຮັບປະກັນຄວາມສອດຄ່ອງທີ່ດີໃນຄຸນນະພາບ.
ວິທີການນີ້ມີຈຸດປະສົງເພື່ອການຮັບປະກັນຄຸນນະພາບແມ່ນເປັນໄປໄດ້ເນື່ອງຈາກຄວາມຜິດພາດຂອງມະນຸດແມ່ນຫຼີກເວັ້ນໄດ້ຫຼາຍເທົ່າທີ່ເປັນໄປໄດ້ເນື່ອງຈາກການນໍາໃຊ້ລະບົບຕົວເລກທີ່ກະຕຸ້ນແລະກົນໄກການຄວບຄຸມທີ່ຜົນໄດ້ຮັບປະສິດທິພາບຫຼາຍສະເຫມີ.
NEWEN FIXED-TURNING® ມາພາຍໃນເຫດຜົນຂອງຫຼັກການກົນຈັກທີ່ພັດທະນາ ແລະ ມີປະສິດທິພາບສູງ, ທົດລອງ ແລະ ຄວບຄຸມດ້ວຍການຄວບຄຸມຕົວເລກທີ່ມີປະສິດທິພາບສູງທີ່ເປັນເອກະລັກ.
FIXED-TURNING® ສະໜອງ ແລະຮັບປະກັນ:
ລະດັບຄຸນນະພາບນີ້ແມ່ນສູງທີ່ສຸດໃນມື້ນີ້ແລະສາມາດເຂົ້າເຖິງທຸກຄົນທີ່ນັ່ງປ່ຽງປ່ຽງ, ຈາກເຄື່ອງກໍ່ສ້າງໃຫມ່ຂອງເຄື່ອງຈັກຂະຫນາດນ້ອຍທີ່ສຸດຈົນເຖິງໂຮງງານຜະລິດທີ່ໃຫຍ່ທີ່ສຸດໂດຍໃຊ້ NEWEN FIXED-TURNING®.
ສຸດທ້າຍ, NEWEN FIXED-TURNING®ແມ່ນວິທີການຜະລິດທີ່ເຊື່ອຖືໄດ້ແລະສອດຄ່ອງ, ປະຫຍັດແລະມີຄວາມຍືດຫຍຸ່ນ, ອະນຸຍາດໃຫ້ຄໍານຶງເຖິງ Cpk ທີ່ຮ້າຍແຮງທີ່ສຸດໃນຂະນະທີ່ຄວບຄຸມຜົນກໍາໄລຂອງຄົນຫນຶ່ງ.
ຄວາມຕ້ອງການຂອງຄຸນນະພາບຄົງທີ່ (Cpk) ແລະຄວາມແມ່ນຍໍາໃນການຜະລິດຫົວກະບອກສູບໃຫມ່, ຊີ້ໃຫ້ເຫັນເຖິງຄວາມບໍ່ພຽງພໍຂອງຫຼັກການຂອງນັກບິນ tapered ເປັນການແກ້ໄຂທີ່ຍອມຮັບໄດ້ສໍາລັບການເຄື່ອງຈັກບ່ອນນັ່ງປ່ຽງ.
ການແກ້ໄຂນີ້, ໄດ້ຮັບການຍົກຍ້ອງເປັນເວລາດົນນານສໍາລັບລັກສະນະເສດຖະກິດຂອງມັນ, ບໍ່ຕອບສະຫນອງຕໍ່ຄວາມຕ້ອງການດ້ານວິຊາການໃນປະຈຸບັນ.
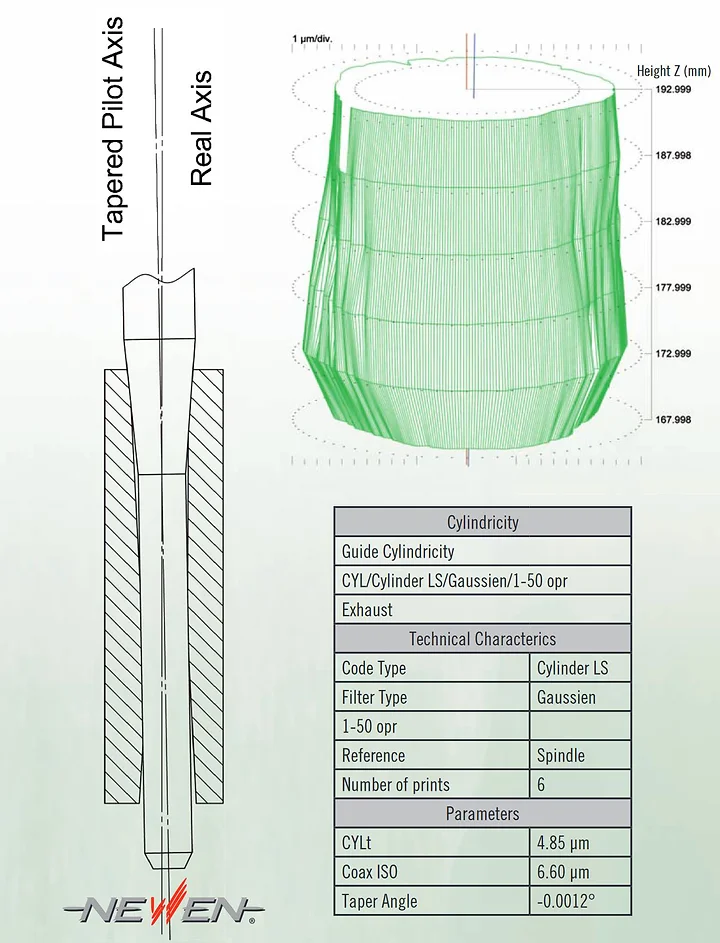
ແກນ / ຕໍາແຫນ່ງທີ່ປະຕິບັດໂດຍນັກບິນ tapered ພາຍໃນຄູ່ມືປ່ຽງແມ່ນບໍ່ຄືກັນກ່ວາຫນຶ່ງທີ່ຈະຖືກກໍານົດໂດຍການວັດແທກແລະ / ຫຼືທີ່ເອົາໂດຍວາວໃນຂະນະທີ່ຢູ່ໃນການເຄື່ອນໄຫວ (ອ້າງອີງການແຕ້ມ).
ຄວາມແຕກຕ່າງນີ້ຖືກເນັ້ນໃສ່ຕື່ມອີກໂດຍຂໍ້ບົກພ່ອງຂອງຮູບຮ່າງຂອງຄູ່ມືປ່ຽງໃຫມ່ຫຼືທີ່ໃຊ້ແລ້ວ (ກະລຸນາອ້າງອີງເຖິງການສະແດງຮູບພາບຂອງຄູ່ມືປ່ຽງໃຫມ່ໂດຍເຄື່ອງວັດແທກ Talyrond)
ການຈັດຕໍາແຫນ່ງແບບສຸ່ມຂອງນັກບິນພາຍໃນຄູ່ມືປ່ຽງແມ່ນກົງກັນຂ້າມກັບແນວຄິດຂອງ Cpk ທີ່ພັດທະນາໃນມື້ນີ້ພາຍໃນ OEMs ທັງຫມົດ.
ໂດຍບໍ່ລືມວ່າເຖິງແມ່ນວ່າໃນກໍລະນີຂອງການສ້ອມແປງແບບງ່າຍດາຍ, ຂະຫນາດຂອງນັກບິນທີ່ຕ້ອງການສໍາລັບເຄື່ອງຈັກໃນປະຈຸບັນແມ່ນບໍ່ພຽງພໍ, ໃນກໍລະນີໃດກໍ່ຕາມ, ເພື່ອຕ້ານກັບຄວາມພະຍາຍາມຕັດສະຫມໍ່າສະເຫມີຂອງເຄື່ອງມືແບບຟອມ.
NEWEN ປະຕິເສດຢ່າງແຂງແຮງຕໍ່ຕໍາແຫນ່ງຂອງຜູ້ຖືກກ່າວຟ້ອງຂອງເຕັກນິກທີ່ລ້າສະໄຫມນີ້.
ເຊັ່ນດຽວກັນ, ເຄື່ອງມືແບບຟອມສະແດງຮູບຕັດທີ່ຍາວເກີນໄປເພື່ອຮັບປະກັນການຕັດແບບປົກກະຕິຫຼາຍກວ່າ 360 ອົງສາ (ເທົ່າທຽມກັນປະມານບ່ອນນັ່ງ).
ມູນຄ່າຂອງການບັນເທົາທຸກພາຍໃນສາມາດແຕກຕ່າງກັນໃນລະດັບຂອງ 1 ຫາ 3 ໃນຫນຶ່ງບ່ອນນັ່ງດຽວກັນແລະຄວາມພະຍາຍາມ radial ດູດໂດຍ spindle inevitably ເຮັດໃຫ້ເກີດການ flexing ຕົວຈິງຂອງຫລັງນັ້ນແລະຈະແປເປັນຂໍ້ບົກພ່ອງຂອງບ່ອນນັ່ງປ່ຽງເຊັ່ນ: chatter. ຮອຍຂີດຂ່ວນ, ຮອຍຂີດຂ່ວນ ແລະ/ຫຼື ຮູບໄຂ່ ທີ່ຈະເຮັດໃຫ້ເຄື່ອງຈັກຂອງບ່ອນນັ່ງບໍ່ຖືກຕ້ອງ ແລະ ມີຄວາມທົນທານ.
ວັດສະດຸທີ່ນັ່ງວາວໃນປະຈຸບັນແລະຄວາມທົນທານທີ່ຕ້ອງການແມ່ນບໍ່ສາມາດເຂົ້າກັນໄດ້ກັບເຕັກນິກເຄື່ອງຈັກນີ້.

ວິທີການວັດແທກແບບດັ້ງເດີມບໍ່ພຽງພໍທີ່ຈະຄວບຄຸມບ່ອນນັ່ງປ່ຽງແລະຄູ່ມືປ່ຽງທີ່ຊັດເຈນທີ່ເຄື່ອງຈັກNEWEN® FIXED-TURNING®.
NEWEN® ໄດ້ຕິດຕັ້ງຕົວມັນເອງດ້ວຍເຄື່ອງຄວບຄຸມ TALYROND 365XL, ໂດຍສະເພາະແມ່ນການຄິດແລະການອຸທິດຕົນເພື່ອການວັດແທກຮູບຮ່າງ, ເສັ້ນໂຄ້ງ, ການສໍາເລັດຮູບດ້ານ ...
ເຄື່ອງນີ້ມີຄວາມລະອຽດ 1/100 ຂອງໄມໂຄຣນອະນຸຍາດໃຫ້ຄວບຄຸມຕົວກໍານົດການເລຂາຄະນິດອັດຕະໂນມັດທັງຫມົດທີ່ກໍານົດຄຸນນະພາບຂອງຄູ່ມືແລະບ່ອນນັ່ງປ່ຽງ: ວົງກົມ, ຄວາມເຂັ້ມຂົ້ນ, ແລ່ນອອກ, cylindricity, segment linearity, ມຸມ, ການສໍາເລັດຮູບດ້ານ ... ບົດລາຍງານການຄວບຄຸມແລະເສັ້ນສະແດງຜົນມາຈາກ ການທົດສອບແມ່ນໄດ້ຮັບການຍອມຮັບໂດຍພະແນກຄວບຄຸມຂອງ OEMs ທີ່ມີຊື່ສຽງທີ່ສຸດ.
NEWEN ກໍາລັງທົດສອບຢ່າງຕໍ່ເນື່ອງກ່ຽວກັບວຽກງານທີ່ຜະລິດໂດຍເຄື່ອງຈັກທີ່ມັນຜະລິດແລະສະແດງໃຫ້ເຫັນຄຸນນະພາບດ້ວຍມາດຕະການຕົວຈິງ.
ເຊັ່ນດຽວກັນກັບຫຼັກການຂອງເຄື່ອງກຶງ CNC, FIXED-TURNING ® ແມ່ນເຄື່ອງຈັກຂອງບ່ອນນັ່ງປ່ຽງແລະ / ຫຼືຮູບຮ່າງຂອງການປະຕິວັດໃດໆໂດຍການແຊກແຊງຂອງແກນ.
ນອກເຫນືອຈາກຄວາມຈິງທີ່ວ່າມັນເປັນເຄື່ອງມືຕັດທີ່ spinning ແລະບໍ່ແມ່ນພາກສ່ວນທີ່ຖືກ machined ຕົວຂອງມັນເອງ, spindle ຂອງເຄື່ອງຈັກແລະຫົວເຄື່ອງຈັກອະນຸຍາດໃຫ້ເຄື່ອງຈັກຫຼາຍຮູບແບບທີ່ຍາກທີ່ສຸດແລະສະລັບສັບຊ້ອນທີ່ສຸດໂດຍບໍ່ຄໍານຶງເຖິງຄຸນນະພາບຂອງວັດສະດຸບ່ອນນັ່ງປ່ຽງ. ໃນຂະນະທີ່ rotating, ເຄື່ອງມືຕັດຍ້າຍໃນແກນ x ແລະ z ຂອງຕົນເພື່ອອະທິບາຍ profile ກັບເຄື່ອງຈັກ. ເຄື່ອງຈັກແມ່ນປະຕິບັດໃນທິດທາງດຽວແລະຈໍານວນຂອງ passes ແມ່ນກໍານົດອັດຕະໂນມັດໂດຍໂຄງການຕົວມັນເອງ. ການເດີນທາງຂອງເຄື່ອງມືຕັດແມ່ນ optimized ອີງຕາມຮູບຮ່າງທີ່ແທ້ຈິງຂອງບ່ອນນັ່ງວາວດິບ. ເຄື່ອງຕັດຮູບສາມລ່ຽມມາດຕະຖານເຄື່ອນຍ້າຍຕາມແກນຂອງ carriage ແລະແກນຂອງການຍ້າຍຂອງ spindle ໄດ້. ທັງໝົດໝູນຮອບແກນ C.
ຄອມພິວເຕີທີ່ມີປະສິດທິພາບຢ່າງຖາວອນຄິດໄລ່ເສັ້ນທາງທີ່ດີທີ່ສຸດຂອງເຄື່ອງມືເພື່ອໃຫ້ຄວາມພະຍາຍາມຕັດເປັນປົກກະຕິແລະຫຼຸດລົງຕໍ່າສຸດ. ທຸກໆໂກນຫນວດທີ່ຄິດໄລ່ຈາກສ່ວນຫນຶ່ງຂອງວິນາທີຫາສ່ວນຫນຶ່ງຂອງວິນາທີແມ່ນຜະລິດໃນລັກສະນະດັ່ງກ່າວ, ບໍ່ມີການເຫນັງຕີງຂອງຄວາມພະຍາຍາມຕັດການຂັດຂວາງຄວາມສົມດຸນແລະຄວາມຍືດຫຍຸ່ນຂອງ spindle.
ຂໍຂອບໃຈກັບ FIXED-TURNING ®, ເຄື່ອງຈັກປ່ຽງປ່ຽງທີ່ສົມບູນແບບແລະການປະທັບຕາທີ່ສົມບູນແບບລະຫວ່າງບ່ອນນັ່ງປ່ຽງແລະປ່ຽງຂອງມັນຖືກບັນລຸໃນແຕ່ລະຄັ້ງ, ຄັ້ງທໍາອິດ, ໂດຍບໍ່ມີການ lapping.
ການຄວບຄຸມທີ່ທັນສະໄຫມ, ເຕັກໂນໂລຊີຫລ້າສຸດ, ປະສິດທິພາບ, ງ່າຍດາຍ, ເປັນມິດກັບຜູ້ໃຊ້ທີ່ສຸດ, ບັນເທົາຜູ້ປະຕິບັດການຂອງ gestures ຊ້ໍາຊ້ອນ, ຫຼຸດຜ່ອນຄວາມເມື່ອຍລ້າແລະປ່ອຍຄວາມສົນໃຈສໍາລັບການດໍາເນີນງານທີ່ສໍາຄັນ.
ການໂຕ້ຕອບກັບເຄື່ອງແມ່ນເປັນມິດກັບຜູ້ໃຊ້ແລະງ່າຍດາຍ. ຜູ້ປະກອບການພຽງແຕ່ຕ້ອງເຂົ້າໄປໃນຂະຫນາດທີ່ຄຸ້ນເຄີຍເຊັ່ນ: ເສັ້ນຜ່າກາງຂອງປ່ຽງ, ເລືອກ profile ແລະເຄື່ອງຈະຄິດໄລ່ທັນທີທັນໃດອັນອື່ນ, ລວມທັງທັງຫມົດ roughing ແລະສໍາເລັດຮູບຜ່ານເຄື່ອງຈັກ.
ນອກເຫນືອຈາກຄວາມແມ່ນຍໍາ, ນອກເຫນືອຈາກຄວາມເປັນມິດກັບຜູ້ໃຊ້ແລະການຜະລິດທີ່ເພີ່ມ, FIXED-TURNING ® ແມ່ນທຽບເທົ່າກັບເຄື່ອງມືແບບຟອມທີ່ກໍາຫນົດເອງຫຼາຍພັນອັນ, ທັງຫມົດຖືກຫຸ້ມຫໍ່ຢ່າງຖາວອນຢູ່ໃນເຄື່ອງດຽວທີ່ງ່າຍດາຍແລະລາຄາບໍ່ແພງ.
ການສ້າງເຄື່ອງຈັກຄືນມາດົນນານ.