Vārstu ligzdas apstrāde, gadsimts evolūcijas un ... risinājums!
Pirms tam
IEMIRŠANA
un karbīda formas rīks
Zīmējums 1
Pļāpāt Marks
|
2. zīmējums
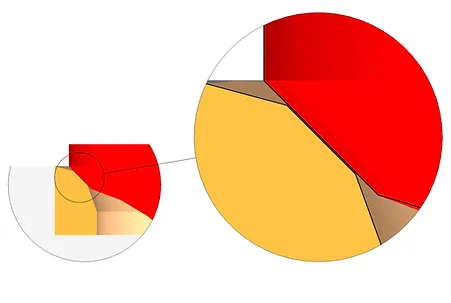
Undulācijas
|
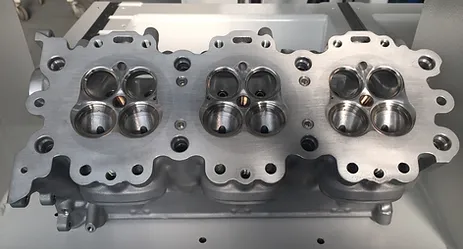
Pulvermetāla vārstu ligzdas vai dažu čuguna vārstu ligzdu pārklāšanās rada neizbēgamas pļāpāšanas pēdas. Pļāpāšanas pēdas ir ļoti kaitīgas vārstam, jo gāzes izplūst caur tām, kamēr vārsts ir aizvērts.
Attiecīgi apstrādātais vārsta ligzda ātri deformēsies, un tā blīvējums nekad nebūs atbilstošs. Pļāpāšanas pēdas rodas no karbīda formas instrumentiem, kas met metāllūžņos lielu materiāla virsmu ar graudainu struktūru, kas izgatavota no dažādiem materiāliem (piemēram, pulvermetāliem, čuguna čuguniem...).
Tradicionālie vārstu ligzdas, kas ir apstrādātas ar pārklāšanas tehniku (formu instrumenti), visi rada viļņojumus milimetru simtdaļās, kas ir tiešs rezultāts neregulāram griešanas piepūlei 360 grādu rotācijā. Izmaiņu griešanas piepūles rezultātā tiek pārnesti neregulāri spēki uz mašīnas vārpstām, kas vairāk vai mazāk izlocīsies atkarībā no iekārtas un radīs neregulāras formas. Šī parādība, ko labi pazīst manuālo mašīnu operatori, tiek kompensēta, kad parādās lieli redzami defekti, ar ātru un spēcīgu spiedienu uz vārpstas komandu.
Iepriekš minētais rada ievērojamas vārpstas piepūles, un, lai gan tas var palīdzēt izlīdzināt nelielus defektus, tas nekādā veidā nevar labot ģeometriju.
Šīs viļņošanās, kas raksturīgas pašam apstrādes principam, izmantojot pārklāšanos, neapšaubāmi ietekmē vārsta blīvējumu un prasa turpmāku katra vārsta pārklāšanu uz tā vārsta ligzdas, lai iegūtu pieņemamu blīvējumu. Dzinēju ražotāji un visi, kas meklē minimālo kvalitāti, ko pieprasa mūsdienu dzinēju paaudzes, jau sen ir izraidījuši vārstu pārklāšanos, ko dzinēju izgatavotāji un viņu klienti ir pieņēmuši nepieciešamības dēļ.
Tagad
FIXED-TURNING®
un viena punkta rīks
3. zīmējums
Ģeometriskā precizitāte
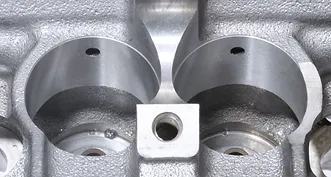
Apstrāde ar interpolāciju, FIXED-TURNING®, noteikti novērš visus defektus, kas parādīti 1. un 2. zīmējumā.
Mikro pļāpāšanas pēdas un viļņus praktiski nav iespējams radīt. Viena punkta apstrāde nepieļauj šādu defektu veidošanos. Lai pārliecinātos par sevi, jāapsver tikai apstrāde ar virpu.
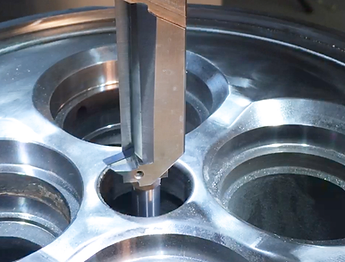
Apstrāde ar virpošanas instrumentu, kas pārvietojas pa divām interpolētām asīm, rada apļveida mikrorievu, perfekti apaļu. Rievas dziļumu un intervālu starp 2 rievām kontrolē mašīnas ciparu vadība, nodrošinot vislabāko sasniedzamo virsmas apdari.
Līdzīgi kā griešanas piepūle, kas ir ievērojami samazināta (300 un vairāk reižu), virsmas apdares defekti tiek samazināti līdz līmenim, kas ierindo FIXED-TURNING® vadošo oriģinālo iekārtu ražotāju noteikto kvalitātes skalu augstākajā līmenī.
jauns laikmets, jauna iespēju pasaule...
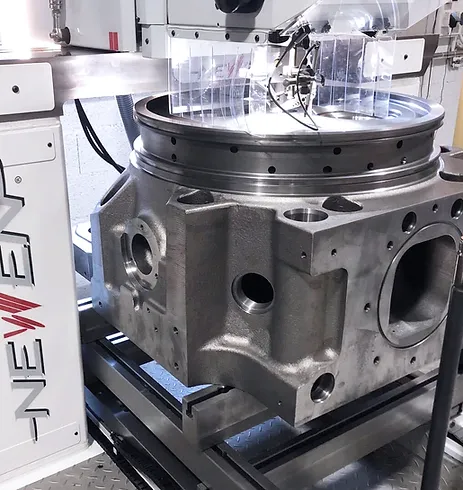
Visgrūtāko cilindru galviņu apstrāde tiek veikta dažu minūšu laikā uz vienu vārsta ligzdu garākajiem profiliem, kas īpaši izgatavoti, lai uzlabotu dzinēja jaudu. Tradicionālā "3 leņķa" profila apstrāde tiks veikta dažu sekunžu laikā.

Motociklu cilindru galviņas , mazākie vārstu ligzdas apkārtnē un nākamie (samazināšana, kas ir visu jauno dzinēju izstrādes programmu pamatā) var tikt apstrādātas ar ļoti vieglu un optimālu sacensību dzinēju precizitāti...
NEWEN® iekārtas ļauj katram dzinēja pārbūvētājam pozicionēt sevi kā speciālistu visu dzinēju tipu apstrādē. Precizitāte, kas tiek sistemātiski sasniegta, izmantojot FIXED-TURNING® mašīnas, attiecas uz visiem dzinēju tipiem, vairs nav jāatsakās iesaistīties tādā vai tādā apstrādē ar tādu vai tādu cilindru galvas tipu, visas sarežģītās apstrādes darbības kļūst par iemeslu papildu un ievērojamu peļņu.
Augstas veiktspējas tirgus , mehāniskais brīvā laika pavadīšanas tirgus, ir sasniedzams jebkuram dzinēja pārbūvētājam, kas aprīkots ar FIXED-TURNING® iekārtu.
Visas precizitātes, kas nepieciešamas Formulā 1 vai jebkurā citā augstas veiktspējas mehāniskajā sporta veidā, var sasniegt automātiski un sistemātiski. Pilnība garantēta.
High-Performance ir augošs un ienesīgs tirgus. Augsta līmeņa profesionāļa prestižs, kurš iesaistās šajā specialitātē, spīd uz visu viņa uzņēmumu.
Koģenerācija, kas pazīstama arī kā "Kombinētā siltuma un enerģijas (CHP)", dzinēju pārveide par dabasgāzi un biodegvielu (etanolu) prasa ātru un precīzu vārstu ligzdas preturbumu un ļoti cietu vārstu ligzdu apstrādes darbības.
Koģenerācijas principi ir zināmi jau sen un tiek izmantoti visdažādākajos lietojumos. Mūsdienās īpaši tīras dabasgāzes kurināmā virzuļdzinēju tehnoloģijas, siltummaiņu un sistēmas vadības ierīču sasniegumi padara koģenerāciju gan praktisku, gan ekonomisku lietojumiem dažādos izmēru diapazonos.
Viens no elektroenerģijas ražošanas aspektiem, kas ir ietekmējis šos sasniegumus, ir arvien pieaugošā vajadzība pēc tīrākas enerģijas. Emisiju kontroles stratēģijas, kas ļauj izmantot dabasgāzi darbināmus iekšdedzes dzinējus CHP un ICHM lietojumos tādā līmenī, kas ir vienāds vai mazāks par pašreizējiem lielo spēkstaciju standartiem, ir vēl vairāk padarījušas koģenerāciju praktiskāku, ekonomiskāku un pieejamāku plašākam komerciālo un rūpniecisko uzņēmumu lokam. lietojumprogrammas.
FIXED-TURNING® ir ideāls instruments šiem pakalpojumiem, kas kļūst viegli, ātri, precīzi un ļoti izdevīgi.
Visu izciļņu kausa urbumu korpusu apstrāde līdz lieliem izmēriem, lai korpusos ievietotu liela izmēra uzmavas, ir vienkārša darbība, precīza un izdevīga ar FIXED-TURNING®.
Izveidojiet OFFSET profilus pēc vēlēšanās...

Venturis (līdz 112 grādiem) apstrāde, lai paātrinātu gāzu ātrumu.
Venturi: atvērts leņķis zem sēdekļa, kas ļauj paātrināt izplūdes gāzu ātrumu, izmantojot dekompresiju.

Mašīna ar precizitāti visa veida vārstu vadotnēm (čuguns, pulvermetāli, bronza, jebkādi sakausējumi...). Rāmas vārstu vadotnes ar vislielāko precizitāti atsevišķi vai kombinētā vārsta ligzdas apstrādes darbībā.

Apstrādājiet visas augstas precizitātes vārstu ligzdas preturbumus ar vienu un to pašu griezējinstrumentu. Sagatavot vārstu ligzdas korpusus visu veidu cilindru galvām, čuguna vai alumīnija, precīzs un izdevīgs darbs visiem FIXED-TURNING® profesionāļiem.



KOMATSU dabasgāzes balona galvas vārsta ligzdas cietība: 56/58HRC (573HB+ / 610HV50+)
- Lietotais ieliktnis: FT-11-11
- Griešanas ātrums: 180 m/min
- Apstrādes režīms: sausā griešana
- Griešanas cikls: 28 sek/sēdeklis
- Apļveida izmērs: 1µ līdz 2,40 µ
- Virsmas apdare: 0,20 Ra
Vēl viens NEWEN ekskluzīvs: aizdedzes sveces korpusa apstrāde.

Apstrādāt Mercedes Actros dekompresora vārstu sēdekļus ir “bērnu spēle”.

FIXED-TURNING® un tā ciparu vadība, tā ir iespēja izdevīgā un atkārtotā veidā sasniegt neiespējamo.
Tehnoloģija visiem.
Visas NEWEN FIXED-TURNING® mašīnas, tostarp CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, ir aprīkotas ar elektronisku sistēmu, lai precīzi atkārtotu griešanas dziļumu. sion. Šī sistēma, ko izstrādājis NEWEN, pati par sevi nav mērīšanas sistēma, bet tā ir izstrādāta, lai ļautu precīzi atkārtot apstrādes pozīciju, vienlaikus veicot nejaušu atsauci uz cilindra galvas uz mašīnu. Parasti atsauce uz NEWEN sistēmu ir cilindra galvas blīves plāns, ko izmanto arī kā atsauci vārsta ligzdas dziļuma mērīšanai. Izmantojot īpašu instrumentu, ir iespējams izmantot arī citas virsmas, piemēram, sadales vārpstas korpusus.
Elektroniskais lineārais mērītājs LVDT (I) ir savienots ar iekārtas ciparu vadību. Atkarībā no LVDT gala sabrukušās epth, gabarīts nosūta elektrisku signālu, kas ļauj ar mazāk nekā vienu simtdaļu mm noteikt gabarīta pozīciju.
Šo pozīciju var iegaumēt. Kad pozīcija ir iegaumēta, vārpstas padeves motors tiek automātiski apturēts, kad mērītājs atkal tiek saspiests tādā pašā daudzumā. Rezultātā iekārta var apstrādāt visus vārstu ligzdas vienā dziļumā attiecībā pret izvēlēto atskaites punktu.
Mērinstrumentam (I) ir fiksēts stāvoklis attiecībā pret pilota asi un pret vārpstas apvalku, pie kura tas ir piestiprināts. Šī fiksētā pozīcija saglabājas, kad vārpsta pārvietojas uz gaisa spilvena (C) un/vai uz sfēriskā gaisa spilvena (A).
.
3. zīmējums: visi sēdekļi ir apstrādāti saskaņā ar vienu un to pašu atskaites punktu (W) , kas pieder atskaites plānam un atrodas attālumā no fiksēta izmēra (X) , kas ir tāds pats kā mērījums (X) 1. zīmējumā.
Izmērs (Z) 2. zīmējumā ir mērinstrumenta daudzums, kas ir saspiests un atbilst apstrādes attālumam no vērtības (Y) 2. zīmējumā salīdzinājumā ar atskaites punktu. Šo vērtību (Y) var mainīt noteiktai un precīzai vērtībai, izmantojot ciparu vadības vadāmos līdzekļus (lifts, remonta izmēru izvēle...), kas mainīs mērinstrumenta gala pozīciju, un tas vēlreiz jāiegaumē, lai to atkārtotu tik reižu, cik vēlaties.
Mērinstrumenta sabrukšanas apjoms (Z) nav identisks vārpstas gājiena vērtībai, jo pastāv leņķis starp mašīnas vārpstu un mērinstrumentu. Turklāt LVDT nav mērinstruments, bet gan pozīcijas indikators.
NEWEN sistēma Automatic Repetitive Depth Control™ garantē identisku dziļuma apstrādi ar izmaiņām, kas nepārsniedz +/- vienu simtdaļu mm.
Tā ir vienīgā nozarē pieejamā sistēma, kas garantē šādas precizitātes automātisku apstrādi neatkarīgi no cilindra galvas stāvokļa attiecībā pret cilindra galvas turēšanas stiprinājumu, attiecībā pret vārsta vadotņu leņķi un attiecībā pret mašīnas galvas pārvietošanās.

FIXED-TURNING® UN SKAITĻI VADĪTA APSTRĀDE
Cilindra galva, dzinēja neiralģiskais centrs, apkopo visas funkcijas, kas nosaka dzinēja jaudu, elastību un ilgmūžību... Cilindra galva ir dzinēja izstrādātāju un remonta speciālistu rūpju centrs. NEWEN, FIXED-TURNING® un ciparu vadība sniedz neizbēgamus un neaizvietojamus risinājumus daudzām tehniskām problēmām, kuras nevar atrisināt ar vecākām un/vai tradicionālajām tehnoloģijām.
SADEGKAMERAS APJOMS
Kameru tilpums, to vērtība cm3 (kubikcentimetros vai CC) un to savstarpējā atbilstība vienā un tajā pašā dzinējā ir noteicošais elements, lai katra cilindra jauda būtu optimāla un līdzsvarota. Tikai kamerās, kuru tilpums un forma ir pilnīgi līdzīga, ir pieļaujami jaudas līmeņi un harmonijas, kas nepieciešamas augstas veiktspējas dzinēju paaugstinātiem apgriezieniem (skatiet “HCCI” tehnoloģiju šī dokumenta beigās). 
FIXED-TURNING® un ciparu vadība NEWEN nodrošina ļoti augstas precizitātes apstrādes darbības. Vārstu ligzdas un to specifiskos profilus (ieplūdes un izplūdes) var dublēt 1/100 mm (0,01 mm vai 0,00039”), apstrādes dziļumi tiek kontrolēti automātiski ar elektronisko dziļuma mērītāju un ļoti augstas precizitātes kinemātiku.
Precīzus kameru tilpumus garantē atbilstošas formas un ideāli identiski dziļumi.
CILINDU GAISA CILVĒKUMS
Tūlītēja cilindra gaisa necaurlaidība ir būtiska dzinēja optimālai darbībai un paaugstināta ātruma sasniegšanai.
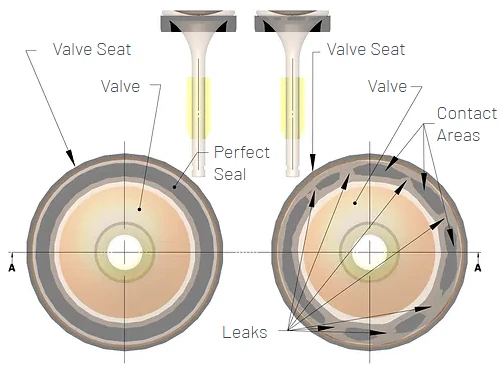 Metāla un metāla kontaktam starp vārstu un vārsta ligzdu ir jābūt pilnīgam un perfektam, lai nodrošinātu šo sarežģīto gaisa necaurlaidības funkciju. Papildus materiālu kvalitātei, kas iztur paaugstinātu ātrumu, metāla kontakts starp vārstu un vārsta ligzdu ir obligāts nosacījums, lai iegūtu perfektu un ilgstošu cilindra hermētiskumu.
Metāla un metāla kontaktam starp vārstu un vārsta ligzdu ir jābūt pilnīgam un perfektam, lai nodrošinātu šo sarežģīto gaisa necaurlaidības funkciju. Papildus materiālu kvalitātei, kas iztur paaugstinātu ātrumu, metāla kontakts starp vārstu un vārsta ligzdu ir obligāts nosacījums, lai iegūtu perfektu un ilgstošu cilindra hermētiskumu.
Ideāla formas atbilstība starp vārstu un vārsta ligzdu tiek nodrošināta, pilnībā ievērojot abu saskarē esošo virsmu ģeometrijas (formas, leņķus, virsmas apdari...).
Tikai augstas precizitātes vārstu un vārstu ligzdu apstrāde ļauj iegūt šo būtisko atbilstību. Vārstu pārklāšana, kas agrāk kļuva obligāta vārstu ligzdas un vārstu apstrādes neprecizitātes dēļ, ir stingri aizliegta, lai iegūtu gaisa necaurlaidības līmeņus un minētās hermētiskuma izturību.
NEWEN, FIXED-TURNING® un tā ciparu vadība ļauj apstrādāt vārstu ligzdas, kurām ir formas defekts (apļveida forma) 3 µm (vai 0,003 mm vai .000118”) vai mazāk atkarībā no apstrādātajiem materiāliem. OEM gan vārstu ligzdām, gan vārstiem pieprasa apļveida defektus, kas nepārsniedz 5 līdz 6 µm.
NEWEN FIXED-TURNING® un tā ciparu vadība ļauj vienā reizē regulēt leņķus par grāda simtdaļu . Tāpēc ir viegli noregulēt vārstu ligzdu un vārstu leņķus, lai iegūtu perfektu un ilgstošu gaisa necaurlaidību, nepadodoties destruktīvam kārdinājumam plivināt un līdz ar to deformēt šo detaļu formas.
NEWEN FIXED-TURNING® mašīnu vārstu ligzdas ir ideāli apaļas, ar ļoti precīziem leņķiem un gaisa necaurlaidību, kas ir ideāli piemērota daudzu stundu lietošanai.
Apstrāde ar formas instrumentu negarantē precīzus leņķus un perfekti apaļus sēdekļus, tāpēc ir nepieciešams klēpja vārsti. Coice, kas radīs īslaicīgu hermētiskumu un ievērojami samazina veiktspēju.
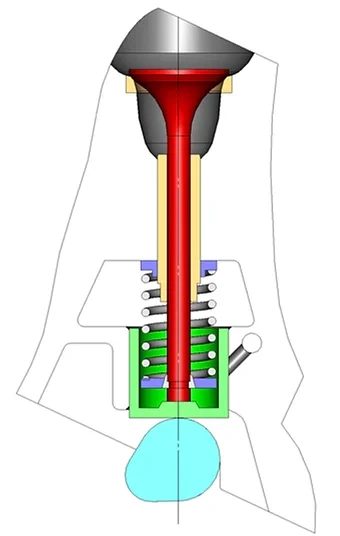
LĪDZINĀJUMS UN KOAKSIALITĀTES Paaugstināti dzinēja apgriezieni, strauji paātrinājumi un palēninājumi ir iespējami, pateicoties kustības masas samazināšanai ar augstas veiktspējas vārstu atsaukšanas mehānismiem. Bet visas šīs veiktspējas ir iespējamas, tikai krasi samazinot berzi un kustībā esošo detaļu, vārstu, izciļņu kausu, ieplūdes izciļņa..., neaizmirstot par vārstu atsaukšanas sistēmas kontrolēto darbību.
Neatkarīgi no vārstu un vārstu ligzdu cirkulācijas, vārstu vadotņu, vārstu, izciļņu kausu un izciļņu koaksialitātēm ir jānodrošina visu šo daļu kustība, vienlaikus novēršot:
- parazitāras berzes
- vārstu “galvu” bīdīšana uz to sēdekļa
- izciļņu kausu nostiprināšana to attiecīgajos korpusos.
Pretēji vispārpieņemtajām idejām, nav iespējams kontrolēt koncentriskumu starp vārsta ligzdu un vārsta vadotni, iespiežot konusveida pilotu vadotnē un izmantojot šo pilotu kā atbalstu koncentriskuma mērierīcei. Ir vēl neticamāk izmantot to pašu tehniku, lai ļautu instrumentam izurbt izciļņa kausa urbuma korpusu, kas ir koncentrisks pret vārsta vadotni, kas ir būtisks nosacījums labas dzinēja darbības nodrošināšanai.
NEWEN FIXED-TURNING® kinemātika ietver centrēšanas pilotu hidraulisko centrēšanu, kas ļauj apstrādes vārpstai centrēt ar defektu, kas nepārsniedz dažus mikronus (µ= 0,001 mm = .000039”).
FIXED-TURNING® pilots neierobežo vārsta vadotni un ņem vērā vārstu vadotņu apstrādes nepilnības. Tādā pašā veidā, apstrādājot izciļņa kausa urbuma korpusu, jāievēro izciļņa kausa vadošā asi.
Apstrāde ar FIXED-TURNING® garantē, ka vārsta ligzdai, vārsta vadotnei un izciļņa kausa urbuma korpusam ir viena un tā pati ass, tie ir ideāli izlīdzināti un ka daļas var pārvietoties ar lielāko ātrumu, nepakļaujoties berzes un parazitāras bremzēšanas, kas padarītu neiespējamu dzinēja darbību pie lieliem apgriezieniem, kā rezultātā strauji nolietojas un pastāv acīmredzams mehānisku negadījumu risks.
Vadītāju, vārstu ligzdu un izciļņu kausa urbumu korpusu apstrāde ar FIXED-TURNING® garantē īpaši ātru dzinēja darbību kopā ar izmantotajām sastāvdaļām, titāna sakausējuma vārstiem, īpašām atsperēm, speciāliem vārstu ligzdām… bez gaisa necaurlaidības defekta, parazītu funkcionēšanas riska berzes un eļļas plēves plīsumu dēļ. Jāizvairās arī no vārstu panikas, kas nespēj ievērot paaugstinātus režīmus.
NEWEN FIXED-TURNING® ir apstrādes koncepcija, kas izstrādāta, lai atgrieztu apstrādes defektus mikronos, nevis milimetra simtdaļās.
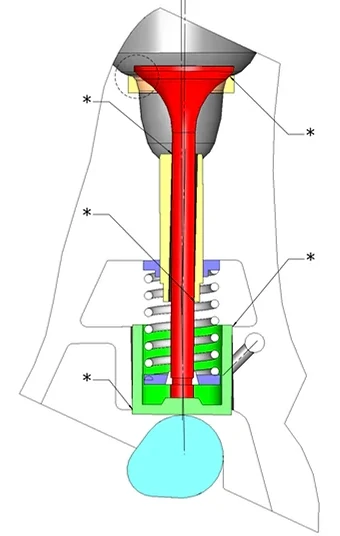
Koaksialitātes precizitāte nodrošina augstus režīmus un optimālu dzinēja darbību.
Asu koaksialitātes defekts rada zonas ar paaugstinātām berzēm*, kas palēninās dažādu detaļu gaitu, kas iznīcinās cilindru hermētiskumu un novedīs pie sastrēgumiem, vienlaikus krasi ierobežojot dzinēja griešanās ātrumus, visas punktā, ko akcentē cilindru nelīdzsvarotība savā starpā. Katra nelīdzsvarotība ir kustībā esošo daļu mehānisko ierobežojumu cēlonis, kas izraisīs priekšlaicīgu minēto daļu nodilumu.
IZPLŪDES PROFILI
Pēc maisījuma (degvielas-degvielas) eksplozijas atlikušās gāzes no sadegšanas piepilda cilindru un ir jāizvada pa izplūdes kanāliem, izspiežot virzuli, kas virzās atpakaļ uz savu augstāko punktu. Izplūdes vārstam ir pakāpeniski jāaizveras, pirms virzulis atkal nolaižas, šajā procesā atkal ievelkot svaigu maisījumu. Šis slēgšanas periods ir kritisks izplūdes vārstam. Gāzes, kas uzkarsētas līdz galējai temperatūrai, papildus tiek laminētas starp vārsta ligzdu un vārstu, kas aizveras.
Vārsta ligzda un vārsts tiek pakļauti laminēto gāzu abrazivitātei, un tad temperatūra uz virsmām ir tās augstumā, kas nodrošinās kontaktu un gaisa necaurlaidību dažus tūkstošus sekunžu. Lai šis kontakts neatbilstu saskarē esošo virsmu straujai degradācijai, ir nepieciešams, lai šīs saskares laukumi būtu optimāli pēc virsmas (mm2) un lai to formas būtu komplementāras (leņķi, cirkularitāte, virsmas apdare...).
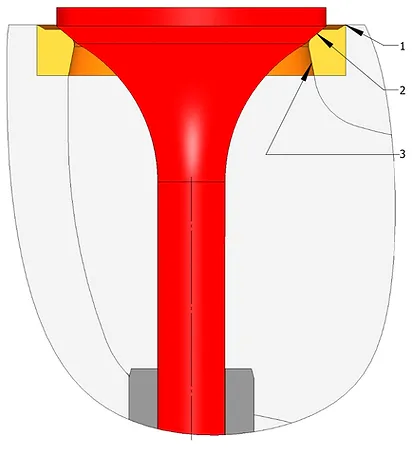
1. Bezpakāpju savienojumi ar formu, kas veicina brīvu gāzu plūsmu no turbulences.
2. Sēdvietas platas un sakrīt ar vārstu, lai nodrošinātu lielu izturību pret gāzu abrazivitāti.
3. Venturi ātrai gāzu izplešanās un paātrināšanai.
NEWEN FIXED-TURNING® ļauj apstrādāt pietiekami lielus izplūdes vārstu ligzdas, lai tās nedeformētos, vienlaikus nodrošinot leņķi pēc iespējas tuvāk vārsta leņķim. Apaļā forma bez šķautnēm un viļņojumiem nodrošina metāla saskari ar metālu pa visu sēdekļa virsmu, kas nodrošinās labu siltuma apmaiņu, perfektu gaisa necaurlaidību un maksimālu uzticamību.
FIXED-TURNING® ļauj apstrādāt profilus gandrīz neierobežotā garumā. Tāpēc mēs varam apstrādāt izplūdes kanālu, lai atvieglotu gāzu un jo īpaši Venturi izvadīšanu, kas ļaus gāzēm izplūst uzreiz pēc sēdekļa pabraukšanas un līdz ar to paātrināt to ātrumu. Asie leņķi, pakāpieni, diametru atšķirības, kas izraisa turbulances un gāzu plūsmas palēnināšanos, ir jāizdzēš, un katrs cauruļvads (bļoda/aizmugurējā siena) ir optimizēts un pilnīgi identisks citiem cauruļvadiem, lai labāk pārvaldītu motora darbību.
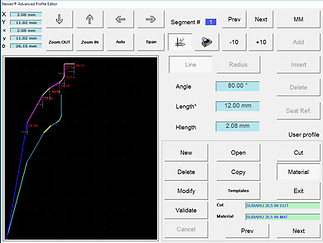
IEEJAS PROFILI
Atšķirībā no izplūdes ligzdām un vārstiem, ieplūdes ligzdas un vārsti nav pakļauti degošu gāzu laminēšanai un no tā izrietošajam nobrāzumam. Ieplūdes vārstu ligzdām ir jāļauj pēc iespējas pilnīgāk uzpildīt cilindru ar svaiga gaisa/benzīna maisījumu, ko aspirē, nolaižot virzuli un, iespējams, spiež ar turbo un kompresora darbību.
Cauruļu formai (bļodas laukumam) jābūt optimālai, lai nodrošinātu maksimālu gāzu plūsmu, neradot parazitāras turbulances. Pats sēdekļa leņķis piedalās gāzveida maisījuma vadīšanā, un tam ir jābūt ideāli integrētam cauruļvada vispārējā formā.
Atkarībā no kameru formas profiliem, kas sastāv no līniju segmentiem un rādiusiem, kas ir ideāli savienoti viens ar otru, jānodrošina optimāla gāzu plūsma. Asi leņķi ir aizliegti, un saskaņotam profilam ir jāvada pēc iespējas lielākais gāzes daudzums vārsta īsas atvēršanas laikā. Ideāls vārsta blīvējums nodrošina optimālu sadegšanu un jaudu, kā arī nevainojamu uzticamību.
Tikai FIXED-TURNING® ļauj optimizēt ieplūdes vadu no vārsta vadotnes līdz cilindra malai. Apstrādi ar perfekti apgūtu formu veic vienā operācijā un identiski atkārto katram cilindram. Cilindru galvu oriģinālā apstrāde tiek veikta, veicot virkni papildu apstrādes darbību, vārstu ligzdas korpusus, ligzdu, leņķu apstrādi... kas automātiski rada nelīdzenumus, kas kaitē skatienu plūsmai. FIXED-TURNING® nodrošina nepārtrauktu visa cauruļvada, tostarp vārsta ligzdas, apstrādi bez pārtraukuma, kas jāapstrādā, nepakļaujot atlikušās apstrādes ierobežojumiem. FIXED-TURNING® un nepārtraukta cauruļvadu un sēdekļu apstrāde nodrošina optimālu cilindru piepildījumu, pilnīgu cilindru savstarpēju regularitāti un līdz ar to optimālu dzinēja jaudu.
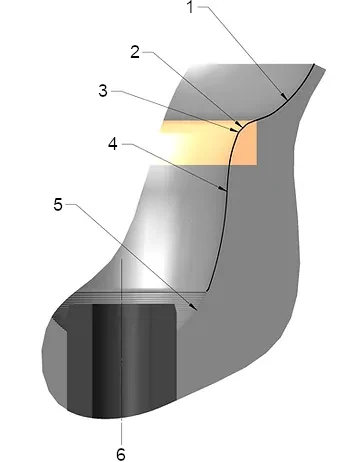
1. Profils, kas sastāv no līniju segmentiem un rādiusiem, kas optimizē maisījuma vadību cilindra virzienā.
2. Sēdeklis ir ideāli apaļš un gaisa necaurlaidīgs ar leņķi, kas precīzi pielāgots vārstu leņķim.
3. Mazs pretturbulances saites rādiuss.
4. Caurules formas (bļoda) ir ideāli izlocītas un stingri identiskas viena otrai.
5. Izejviela
6. Pastāvīgs un gluds visa cauruļvada (bļodas) profils, ieskaitot vārsta vārsta atpūtas zonu.
BALONU PLŪSMAS LAIKUMS UN LĪDZSVAROŠANA
Katrs cilindrs nodrošina motora jaudai proporcionālu daļu, un tikai pilnīga līdzība starp katra cilindra piegādāto jaudu nodrošina motora efektīvu darbību pie lieliem apgriezieniem minūtē.
Cilindriem ar pilnīgi identisku darbību jāļauj iegūt dzinēju, kas ir brīvs no parazitārām vibrācijām, un jāļauj palielināt apgriezienu skaitu.
NEWEN un FIXED-TURNING® nodrošina nepārtrauktu apstrādi, regulāru un līdzīgu visos punktos, no viena kanāla uz otru, no viena dzinēja uz otru. Vismodernākās formas ir atļautas vietās, kur klasiskie apstrādes procesi ar formas instrumentiem ir bezspēcīgi un neefektīvi.
NEWEN nodrošina perfektus vārstu ligzdas un līdz ar to katra cilindra paaugstinātu efektivitāti, vienlaikus nodrošinot izcilu uzticamību.
Apstrādātā dziļuma ievērošana ir iespējama, pateicoties divām FIXED-TURNING® īpatnībām:
FIXED-TURNING® ļauj veikt apstrādi līdz vienai simtdaļai milimetra (.00039”) visā profilā neatkarīgi no tā garuma, vienlaikus nodrošinot perfektu sēdekļa ģeometriju (apļveida, leņķa, koncentriskuma...)
FIXED-TURNING® ciparu vadība ļauj regulēt dziļumu + vai – 0,01 mm robežās (1/100mm) vai 0,00039”.
Šo divu ekskluzīvo iespēju kombinācija ļauj iegūt ideāli identiskas sadegšanas kameras, kas piešķirs dzinējam līdzsvaru un spēju “apgriezties pie lieliem apgriezieniem”.
Šīs precīzās apstrādes jaudas, ko garantē tikai FIXED-TURNING®, jau tagad ļauj remontēt nākotnes dzinējus, kuros ir integrēta HCCI tehnoloģija (viendabīgā uzlādes kompresijas aizdedze), kas radīs revolūciju benzīna dzinējā, padarot to tīru un ļoti efektīvu.
Atgādinām, ka HCCI tehnoloģija ļauj likvidēt aizdedzes sveces, pateicoties gaisa/benzīna maisījuma kompresijas apgūšanai un līdz ar to apgūstot degmaisījuma pašaizdegšanos. Patēriņa un jaudas pieauguma dēļ šis paņēmiens ir neizbēgams. Cilindru galvu apstrāde dos lielu daļu kameru tilpumu un apstrādes dziļumu precizitātei. Ir iespējami tikai tādi apstrādes procesi, kas nodrošina minimālu un ārkārtīgi precīzu griezumu. FIXED-TURNING® jau ir gatavs šim jaunajam izaicinājumam.
Veiktspēja un uzticamība iet roku rokā ar precizitāti un ciparu vadību.
FIXED-TURNING® ir priekšā savam laikam?
Nē, FIXED-TURNING® ir īstajā laikā, lai pavadītu dzinēju speciālistus, kuri nevēlas, lai tehnoloģiju attīstība viņus apsteigtu.