OEM apakšuzņēmējiem, augstas veiktspējas speciālistiem un dzinēju pārbūvētājiem, apstrādājot vārstu vadotnes un vārstu ligzdas, ir jāņem vērā un jāievēro precīzas formas un izmēru pielaides.
Izmantojot šo “palīdzības atmiņu”, NEWEN mēģina īsā dokumentā, kas paredzēts ražošanas tehniķiem, apkopot dažādus simbolus un pielaides zīmes, ko parasti izmanto oriģinālo iekārtu ražotāji, lai definētu savas prasības attiecībā uz cilindra galvas apstrādi un jo īpaši vārstu vadotni un vārstu ligzdas apstrāde.
NEWEN apvieno katras formas un izmēra pielaidi ar tiešu un netiešu ietekmi uz cilindra galvas darbību un uzticamību, nemēģinot pārāk vienkāršot vai denaturēt divu vai vairāku parametru kopējo ietekmi.
Ar šo dokumentu NEWEN strādā pie vispārpieņemtu ideju nosodīšanas, kā arī nepatiesu ideju, plaši izplatītu ideju, kas to vienkāršības un neprecizitātes dēļ maldina dzinēju pārbūvētājus un maina viņu vērtējumu.
«Kad jūs varat izmērīt to, par ko runājat, un izteikt to skaitļos, jūs par to kaut ko zināt; bet, ja jūs nevarat to izmērīt vai izteikt skaitļos, jūsu zināšanas ir niecīgas un neapmierinošas.»
Lords KELVINS (1824-1907)
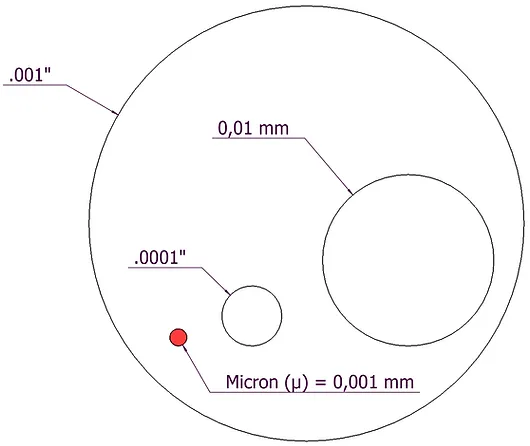
Jaunās pasaules standartizācijas rezultātā lielākā daļa oriģinālo iekārtu ražotāju izmantoja metrisko sistēmu, lai klasificētu cilindru galvas nospiedumus, kā arī citus dzinēja komponentus. Tāpēc 0,01 mm un 0,001 mm tiek plaši izmantoti, lai pieļautu dažādas vārsta vadotnes un vārsta ligzdas apstrādes robežas.
Zemāk redzamais zīmējums ļaus katram un ikvienam vizualizēt labi zināmās atšķirības starp dažādām atsauces vērtībām. Ir labi zināms, ka tūkstošiem milimetru izmantošana pielaidēs nozīmē jaunus vadības līdzekļus un jaunus refleksus atlasē un apstrādes opcijās.
Uzņēmums NEWEN ir izvēlējies aprīkot sevi ar vadības līdzekļiem, kuru definīcija ir viena simtdaļa mikrona (0,00001 mm), lai pārbaudītu savu mašīnu veiktspējas līmeni un sniegtu klientiem garantiju viņu svarīgākajās izvēlēs, izvēloties apstrādes aprīkojumu.
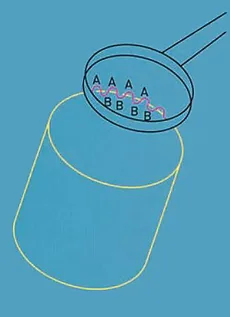
Kāpēc jāmēra apaļums?
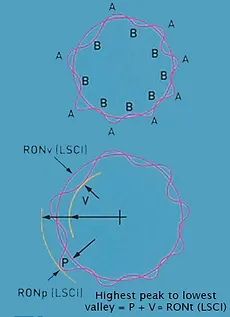
Detaļa var izskatīties apaļa acij un acīmredzot tai ir nemainīgs diametrs, mērot ar noniju vai mikrometru, bet vai tā ir apaļa? Ir skaidrs, ka lobēšana var ietekmēt funkciju. Lopes pie “A” izturēs slodzi, savukārt eļļošanas plēve būs vislielākā vietā “B”.
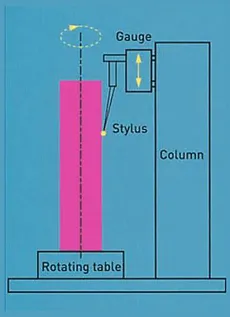
Kā tiek mērīts apaļums?
Lai izmērītu apaļumu, ir nepieciešama rotācija, kā arī iespēja izmērīt rādiusa izmaiņas. To vislabāk var panākt, salīdzinot pārbaudāmās sastāvdaļas profilu ar apļveida atskaites punktu. Komponents tiek pagriezts uz ļoti precīzas vārpstas, kas nodrošina apļveida atskaites punktu. Detaļas ass ir saskaņota ar vārpstas asi, parasti izmantojot centrēšanas un izlīdzināšanas tabulu. Pēc tam tiek izmantots devējs, lai izmērītu komponenta radiālās izmaiņas attiecībā pret vārpstas asi.
Iemesls?
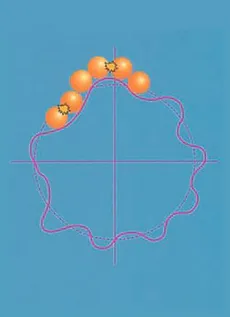
Šeit redzamajam gultnim var būt rase, kas nav īsti apļveida. Tas, iespējams, darbotos īsu laiku, bet viļņošanās ap šo gultņu skrējienu sāktu radīt vibrācijas. Tas izraisītu priekšlaicīgu nodilumu un izraisītu sacensību norisi mazāk efektīvi, nekā paredzēts.
Rezultāti?
Šeit redzamajam gultnim var būt rase, kas nav īsti apļveida. Tas, iespējams, darbotos īsu laiku, bet viļņošanās ap šo gultņu skrējienu sāktu radīt vibrācijas. Tas izraisītu priekšlaicīgu nodilumu un izraisītu sacensību norisi mazāk efektīvi, nekā paredzēts.
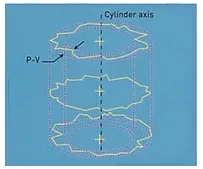
Ir ērti attēlot mērītāja neapaļojuma izvadi kā polāro profilu vai grafiku. Šī grafiskā attēlojuma izvērtēšana var būt subjektīva un laikietilpīga, tāpēc mums ir nepieciešami daži informācijas apstrādes līdzekļi, lai sniegtu precīzas un atkārtojamas atbildes. Tā kā mēs cenšamies novērtēt novirzes no patiesās cirkularitātes un pieprasīt atsauci, pēc kuras veikt mērījumus, ir lietderīgi mēģināt pielāgot atsauces loku mūsu profilam un saistīt visus savus aprēķinus ar to.
Mazāko kvadrātu atsauces aplis (LSCI)
Līnija vai skaitlis ir aprīkots ar jebkuriem datiem tā, lai kvadrātu summa, kas norāda datu novirzi no šīs līnijas vai skaitļa, ir minimāla. Šī ir arī līnija, kas sadala profilu vienādos minimālajos apgabalos.
LSCI ir visbiežāk izmantotais atsauces aplis. Pēc tam neapaļotību izsaka kā profila maksimālo novirzi no LSCI. ti, no augstākās virsotnes līdz zemākajai ielejai.
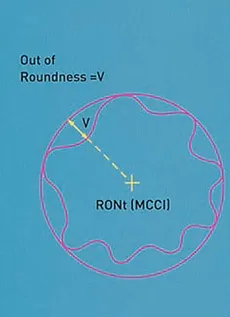
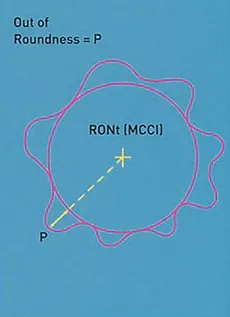
Minimālais ierobežotais aplis (MCCI)
Definēts kā minimālā rādiusa aplis, kas ietvers profila datus. Pēc tam neapaļums tiek norādīts kā maksimālā profila novirze (vai ieleja) no šī apļa. Dažreiz to dēvē par Gredzena mērītāja atskaites apli.
Minimālās zonas atsauces apļi (MZCI)
Definēti kā divi koncentriski apļi, kas novietoti, lai aptvertu izmērīto profilu tā, lai to radiālā novirze būtu minimāla.
Pēc tam apaļuma vērtība tiek norādīta kā divu apļu radiālais atdalījums.
Maksimālais ierakstītais aplis (MICI)
Definēts kā maksimālā rādiusa aplis, ko ietvers profila dati.
Pēc tam neapaļums tiek norādīts kā profila maksimālā novirze (vai maksimums) no apļa. Dažreiz to dēvē par spraudņa mērītāja atskaites apli.
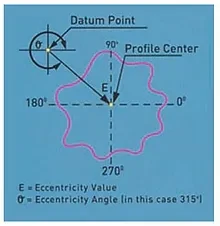
 = Ekscentriskums (ECC)*
= Ekscentriskums (ECC)*
Šis ir termins, ko lieto, lai aprakstītu profila centra pozīciju attiecībā pret kādu atskaites punktu. Tas ir vektora lielums, jo tam ir lielums un virziens. Ekscentricitātes lielumu izsaka vienkārši kā attālumu starp profila centru un atskaites punktu. Virzienu izsaka kā leņķi no atskaites punkta.
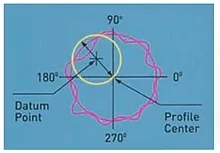
 = Koncentriskums (CONC)*
= Koncentriskums (CONC)*
Tas ir līdzīgs ekscentriskumam, bet tam ir tikai lielums un nav virziena. Koncentriskums tiek definēts kā apļa diametrs, ko raksturo profila centrs, kad tas tiek pagriezts ap atskaites punktu. Var redzēt, ka koncentriskuma vērtība ir divreiz lielāka par ekscentricitātes lielumu.
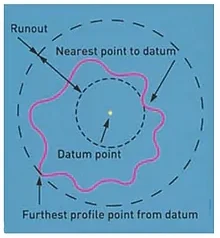
 = Runout (Runout)*
= Runout (Runout)*
Dažreiz to dēvē par TIR (kopējais norādītais nolasījums). Izskrējienu definē kā divu koncentrisku apļu radiālu atdalīšanu, kas centrēti uz atskaites punktu un novilkti tā, lai viens sakrīt ar tuvāko, bet otrs sakrīt ar profila tālāko punktu.
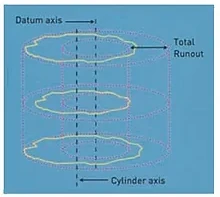
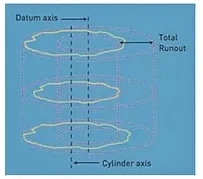
 = Total Runout (Total Runout)*
= Total Runout (Total Runout)*
Total Runout ir definēts kā minimālais radiālais attālums starp diviem koaksiāliem cilindriem, kuri ir koaksiāli ar bāzes asi un pilnībā aptver izmērīto virsmu.
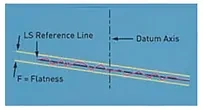
 = Plakanums (FLTt)*
= Plakanums (FLTt)*
Ir uzstādīta atskaites plakne, un plakanumu aprēķina kā novirzi no pīķa līdz ielejai no šīs plaknes. Jāizmanto vai nu LS, vai MZ n
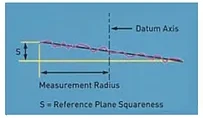
 = kvadrātveida (SQR)*
= kvadrātveida (SQR)*
Pēc ass definēšanas kvadrāta vērtība ir minimālais aksiālais attālums starp divām paralēlām plaknēm, kas ir perpendikulāras atskaites asij un kuras pilnībā aptver atskaites plakni. Var izmantot gan LS, gan MZ.
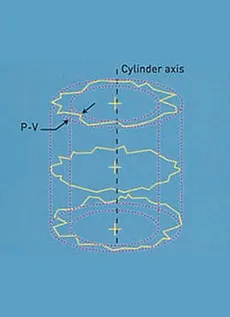
 = Cilindrisms (CYLt)*
= Cilindrisms (CYLt)*
Minimālais radiālais attālums starp 2 cilindriem, koaksiāli ar uzstādīto atskaites asi, kas pilnībā aptver izmērītos datus. Var izmantot LS, MZ, MC vai Ml cilindrus.
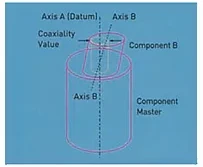
= Koaksialitāte (koaksiālais ISO)*
Cilindra diametrs, kas ir koaksiāls ar atskaites asi un tikai aptvers koaksialitātes novērtēšanai norādītā cilindra asi.
= Koaksialitāte (koaksiālā DIN)*
Cilindra diametrs, kas ir koaksiāls ar nulles asi un tikai ietver centoīdus (LS centrus) plaknēs, no kurām tiek aprēķināta koaksialitātes novērtēšanai izmantotā cilindra ass.
“Trio” vārsta vadotnes, vārsta ligzdas un vārsta funkcija ir radīt perfektu, bezgalīgi atjaunotu un uzticamu dzinēja gāzveida plūsmas hermētiskumu.
Metāla kontaktam starp divām virsmām ir jārada uzticama un hermētiska eja pēc simtiem miljonu secīgu vārstu atvēršanas un aizvēršanas.
Abām saskares virsmām, ti, vārsta vārsta ligzdas virsmai un paša ligzdas virsmai, ir jābūt līdzīgām īpašībām, un tām jābūt tuvu perfektumam.
Iepriekš minēto virsmu formām jābūt pilnīgi identiskām un pilnībā papildināmām.
Vienīgā forma, ko var sasniegt precīzi un atkārtoti, lai izpildītu šo funkciju, ir aplis.
Saistībā ar citiem parametriem cirkularitāte, ti, vārsta ligzdas un paša vārsta veidoto apļu formas precizitāte, izrādās galvenais un sine qua none nosacījums labai gaisa necaurlaidībai starp vārstu un vārstu. sēdeklis.
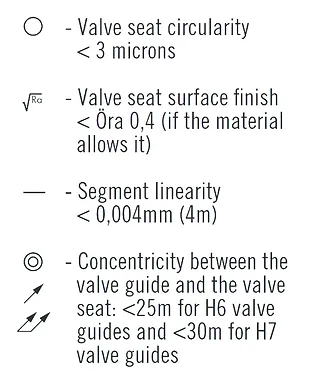
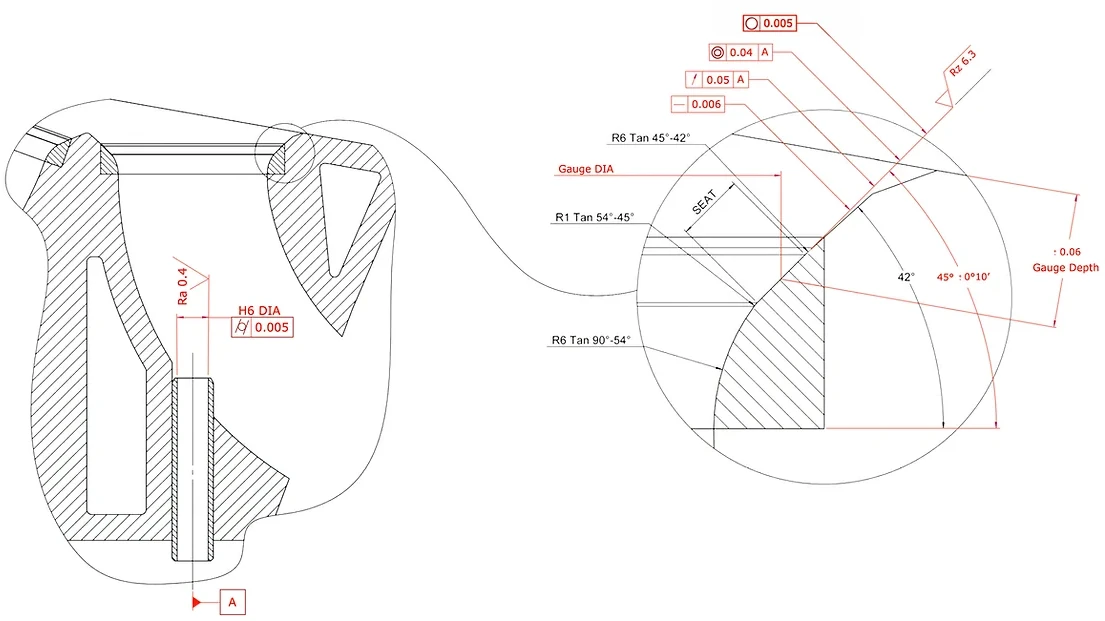
Apļveida, cilindriskuma, virsmas apdare, leņķi tiek pakļauti stingrākām un stingrākām pielaidēm.
Vārstu vadotne
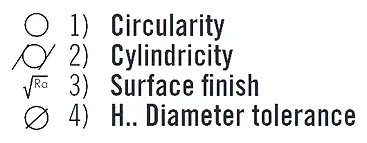
Vārsta vadotne ir atsauce, no kuras atkarīgs vārsta ligzdas remonta apstrādes operācijas novietojums, vārsta ligzdas atbilstības (koncentriskuma) daļas kontroles novietojums un, protams, tas vada vārstu tā kustībās. Vārsta vadotnes kvalitāti būtībā nosaka 4 parametri:
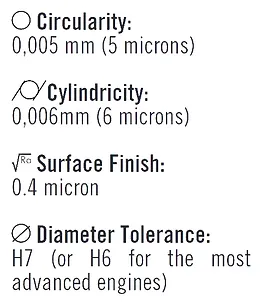
Lai nodrošinātu nevainojamu vārsta vadību, cilindriskums un diametra pielaide ir kritiski svarīgi. Labas ģeometriskās īpašības ļaus vārsta vadotnei precīzi novietot vārstu ilgā kalpošanas laikā.
Svarīgs vārsta vadīšanas defekts, kas pēc vārsta vadotnes sliktas apstrādes – ārpus pielaidēm, novedīs pie priekšlaicīgas vārsta ligzdas deformācijas un nodiluma, kā arī ātru dzinēja jaudas zudumu.
Pielaides, ko OEM parasti pieprasa pašreizējiem dzinējiem, ir:
Iepriekš minētās pielaides, kuras ir grūti iegūt un ievērot lielo sēriju ražotājiem, remonta laikā ir vēl sarežģītāka garantija. Ja šie kvalitātes līmeņi netiek ievēroti, vārstu ligzdu apstrāde kļūs vēl smalkāka.
Vārstu ligzdas un vārsti
Ņemot vērā to virsmu precizitātes nozīmi, ar kurām saskarsies un kas to komplementaritātes dēļ nodrošinās perfektu hermētiskumu, oriģinālo iekārtu ražotāji stingrāk nosaka sēdekļa konusu formas pielaides.
Sēdekļa leņķa segmenta linearitāte un tā cirkularitāte ir pielaide ar vērtību atšķirībām, kas nepārsniedz dažus mikronus (< 10 mikroni). Ra un Rz vērtības, kas nosaka vārsta ligzdas virsmas apdari, kā arī ļoti saspringts un mazākais ligzdas čaboņa vai viļņojums, rada ligzdu, kas ir ārpus pielaides un ir nepieņemama.
Pielaides, kas tiek piemērotas koncentriskuma, noplūdes vai dubultās noplūdes jēdzienam starp vārsta vadotnes asi un vārsta ligzdas asi, arī ir ļoti svarīgas, taču tās paliek relatīvi viegli garantējamo vērtību robežās.
Parasti par pieņemamu tiek uzskatīts koncentriskuma defekts/noplūde 0,05 mm (0,002”) apmērā. Visas šīs pielaides vērtības ir nopietni pastiprinātas, piemērojot koeficientu “Cpk”, kas izdots saskaņā ar noteikumiem, kas attiecas uz uzņēmumiem, kas sertificēti ISO/TS16949, un ievērojami samazina pielaides vērtības, izmantojot iekārtas, kas spēj garantēt augstu kvalitātes konsekvenci.
Šāda pieeja, kuras mērķis ir garantēt kvalitāti, ir iespējama, jo pēc iespējas vairāk tiek novērstas cilvēka kļūdas, izmantojot ciparu sistēmu iedarbināšanas un kontroles mehānismus, kas vienmēr nodrošina lielāku veiktspēju.
NEWEN FIXED-TURNING® atbilst attīstītā un augstas veiktspējas mehāniskā principa loģikai, ko pilotē un kontrolē ar unikālu augstas veiktspējas ciparu vadību.
FIXED-TURNING® nodrošina un garantē:
Šis kvalitātes līmenis šodien ir visaugstākais, un tas ir pieejams visiem cilvēkiem, kuri apstrādā vārstu ligzdas, sākot no mazākā dzinēja pārbūvētāja līdz lielākajām ražotnēm, izmantojot NEWEN FIXED-TURNING®.
Visbeidzot, NEWEN FIXED-TURNING® ir uzticams un konsekvents ražošanas līdzeklis, ekonomisks un elastīgs, kas ļauj ņemt vērā visstingrākos Cpk, vienlaikus kontrolējot savu peļņu.
Pieprasījums pēc nemainīgas kvalitātes (Cpk) un precizitātes jaunu cilindru galvas ražošanā norāda uz konusveida pilota principa neatbilstību kā pieņemamu risinājumu vārstu ligzdas apstrādei.
Šis risinājums, kas ilgu laiku tika novērtēts tā ekonomiskā aspekta dēļ, vairs neatbilst pašreizējām tehniskajām prasībām.
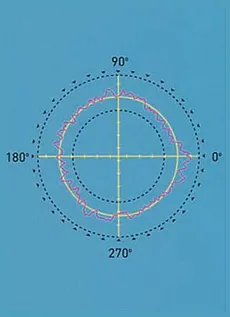
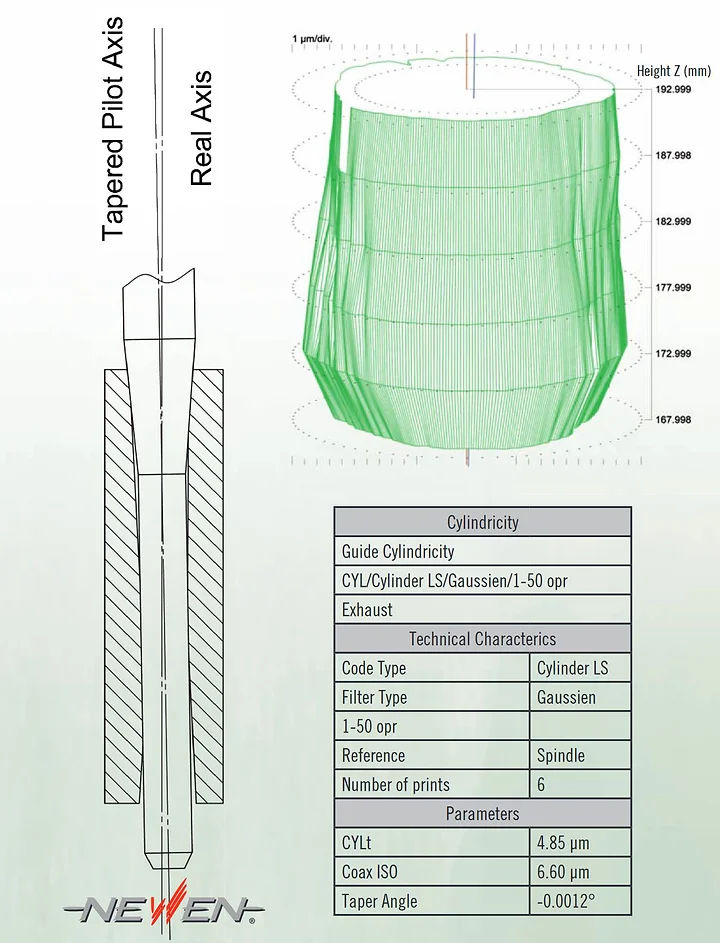
Ass/pozīcija, ko ieņem konusveida pilots vārsta vadotnē, nekad nav tāda pati kā tā, kas tiktu noteikta ar mērījumu un/vai pozīcija, ko ieņem vārsts kustībā (skatiet zīmējumu).
Šo atšķirību vēl vairāk pastiprina jaunas vai lietotas vārsta vadotnes formas defekts (lūdzu, skatiet Talyrond mērīšanas iekārtas jaunā vārsta vadotnes grafisko attēlojumu)
Izmēģinājuma nejauša pozicionēšana vārsta vadotnē ir pretrunā ar Cpk jēdzienu, kas šodien ir izstrādāts visos oriģinālo iekārtu ražotājiem.
Neaizmirstot, ka pat vienkārša remonta gadījumā pašreizējiem dzinējiem nepieciešamais pilotu izmērs katrā ziņā nav pietiekams, lai pretotos neregulārajām formas instrumentu griešanas pūlēm.
NEWEN enerģiski atspēko šīs novecojušās tehnikas aizstāvju nostāju.
Tāpat formas instrumentam ir pārāk garš griešanas profils, lai garantētu regulāru griezumu virs 360 grādiem (vienmērīgi ap sēdekli).
Iekšējā reljefa vērtība vienā un tajā pašā ligzdā var mainīties skalā no 1 līdz 3, un vārpstas absorbētie radiālie piepūles neizbēgami izraisīs vārpstas faktisko izliekšanos un izpaudīsies vārsta ligzdas formas defektā, piemēram, pļāpāšanā. pēdas, viļņi un/vai ovālas formas, kas padarīs sēdekļa apstrādi nepareizu un neatbilstību.
Pašreizējie vārstu ligzdas materiāli un nepieciešamās pielaides vairs nav saderīgi ar šo apstrādes tehniku.

Tradicionālie mērīšanas līdzekļi nav pietiekami, lai precīzi kontrolētu vārstu ligzdas un vārstu vadotnes, kas apstrādātas ar NEWEN® FIXED-TURNING® iekārtām.
NEWEN® ir aprīkojis sevi ar TALYROND 365XL vadības iekārtu, kas īpaši izstrādāta un paredzēta formu, koaksialitātes, virsmas apdares mērīšanai...
Šī iekārta, kuras izšķirtspēja ir 1/100 no mikrona ļauj automātiski kontrolēt visus ģeometriskos parametrus, kas nosaka vadotnes un vārsta ligzdas kvalitāti: cirkularitāti, koncentriskumu, iztecēšanu, cilindriskumu, segmenta linearitāti, leņķus, virsmas apdari... Kontroles atskaites un diagrammas, kas izriet no testus neapšaubāmi atzīst prestižāko oriģinālo iekārtu ražotāju kontroles nodaļas.
NEWEN nepārtraukti pārbauda savu ražoto mašīnu darbu un demonstrē kvalitāti ar reāliem pasākumiem.
Tāpat kā CNC virpas princips, FIXED-TURNING ® ir vārstu ligzdu un/vai jebkuras apgriezienu formas apstrāde, interpolējot asis.
Neskaitot to, ka griežas griezējinstruments, nevis pati apstrādājamā detaļa, mašīnas vārpsta un apstrādes galva ļauj ļoti vienkārši apstrādāt vissarežģītākās un sarežģītākās formas neatkarīgi no vārsta ligzdas materiāla kvalitātes. Griešanas laikā griezējinstruments pārvietojas pa x un z asīm, lai aprakstītu profilu uz mašīnu. Apstrāde tiek veikta vienā virzienā, un piegājienu skaitu automātiski nosaka pati programma. Griešanas instrumenta gājiens ir optimizēts atbilstoši neapstrādātā vārsta ligzdas faktiskajai formai. Standarta trīsstūrveida griezējs pārvietojas atbilstoši karietes asij un vārpstas pārvietošanās asij. Viss griežas ap C asi.
Jaudīgs dators pastāvīgi aprēķina instrumenta optimālo trajektoriju, lai griešanas piepūles būtu regulāras un samazinātas līdz minimumam. Katra skūšanās, kas aprēķināta no sekundes daļas līdz sekundes daļai, tiek ražota tā, ka nekādas griešanas spēku svārstības neizjauc vārpstas līdzsvaru un elastību.
Pateicoties FIXED-TURNING ®, nevainojama vārsta ligzdas apstrāde un ideāls blīvējums starp vārsta ligzdu un tā vārstu tiek panākts katru reizi, pirmo reizi, bez pārklāšanās.
Mūsdienīgas vadības ierīces, jaunākās tehnoloģijas, efektīvas, vienkāršas, ārkārtīgi lietotājam draudzīgas, atbrīvo operatoru no atkārtotiem žestiem, samazina nogurumu un atbrīvo uzmanību būtiskām darbībām.
Mijiedarbība ar iekārtu ir lietotājam draudzīga un vienkārša. Operatoram ir jāievada tikai zināmi izmēri, piemēram, vārsta diametrs, jāizvēlas profils, un iekārta uzreiz aprēķinās visu pārējo, ieskaitot visas rupjās apstrādes un apdares apstrādes gājienus.
Papildus precizitātei, ne tikai lietotājam draudzīgumam un papildu produktivitātei, FIXED-TURNING ® ir līdzvērtīgs tūkstošiem pielāgotu formu rīku, kas visi ir pastāvīgi iepakoti vienā vienkāršā un izdevīgā iekārtā.
Lai dzīvo dzinēja pārbūve.