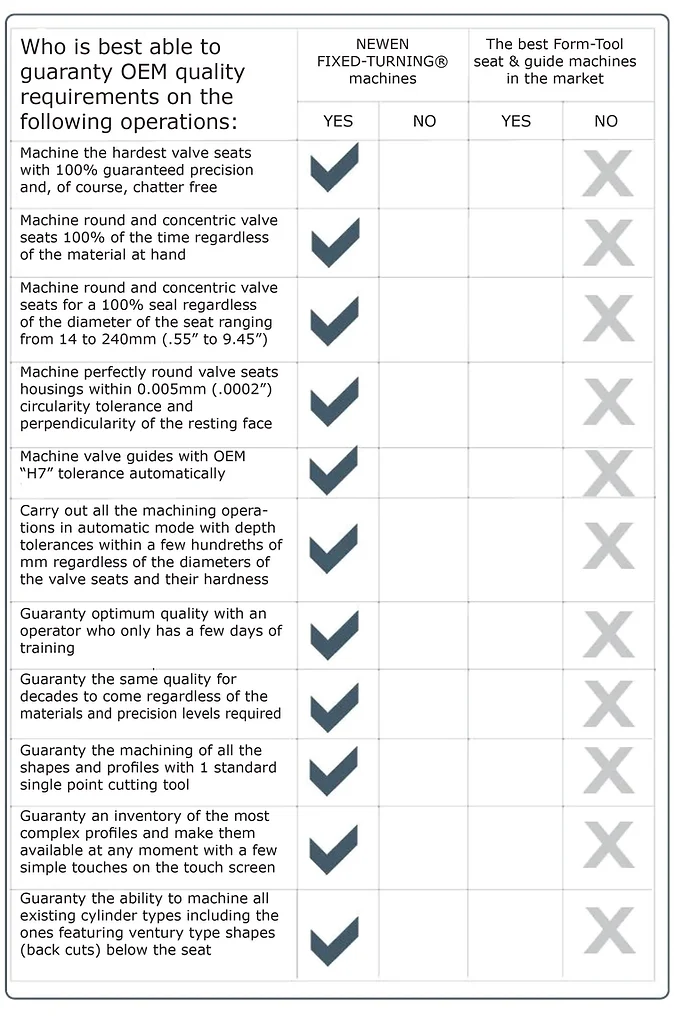
Maskinering av ventilseter, ett århundre med evolusjon og ... løsningen!
Før
STYPER
og karbidformverktøyet
Tegning 1
Chatter Marks
|
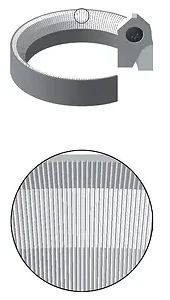
Tegning 2
Bølger
|
Klappingen av ventilseter i pulvermetall, eller av noen ventilseter i støpejern, forårsaker uunngåelige skravlingsmerker. Skravlemerker er svært skadelige for en ventil siden gasser slipper ut gjennom dem mens ventilen er stengt.
Det maskinerte ventilsetet vil følgelig deformeres raskt og dets tetning vil aldri være tilstrekkelig. Skravlemerker skyldes verktøy i karbidform som skraper en stor overflate av et materiale med en kornete struktur laget av forskjellige materialer (som pulvermetaller, nodulært støpejern...).
Tradisjonelle ventilseter maskinert med lapping-teknikken (formverktøy), alle har bølger som måler hundredeler av millimeter som er et direkte resultat av uregelmessig kutteanstrengelse ved en 360 graders rotasjon. Resultatene av endrede skjæreanstrengelser overfører uregelmessige krefter på maskinspindler som vil bøye seg mer eller mindre avhengig av maskinen og vil gi uregelmessige former. Dette fenomenet, velkjent av operatører av manuelle maskiner, kompenseres for, når store synlige feil oppstår, med raskt og kraftig trykk på spindelkommandoen.
Ovennevnte resulterer i betydelig spindelinnsats, og selv om det kan bidra til å jevne ut små defekter, kan det på ingen måte rette opp geometrien.
Disse bølgene, som er iboende til selve prinsippet om maskinering ved lapping, har ubestridelige konsekvenser på ventiltetningen og krever ytterligere lapping av hver ventil på ventilsetet for å oppnå en akseptabel tetning. Ventillapping, så langt akseptert av nødvendighet av motorbyggere og deres kunder, har lenge vært forvist av motorprodusenter og alle som søker minimumskvaliteten som kreves av dagens motorgenerasjoner.
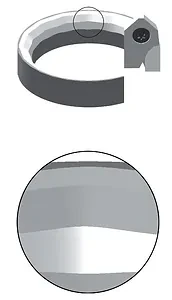
Nå
FIXED-TURNING®
og enkeltpunktverktøyet
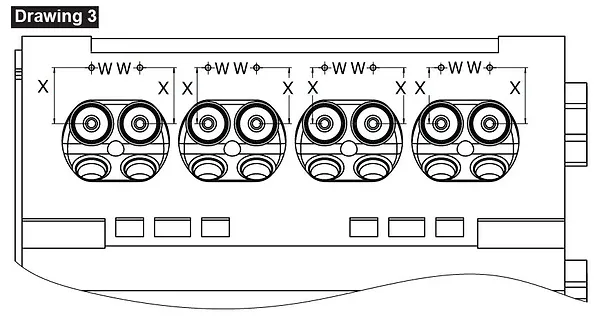
Tegning 3
Geometrisk presisjon
Maskinering ved interpolering, FIXED-TURNING®, eliminerer definitivt alle defekter vist på tegning 1 og 2.
Mikroskravlemerker og bølger er praktisk talt umulig å generere. Enkeltpunktsmaskinering tillater ikke dannelse av slike defekter. Man trenger bare å vurdere maskinering på dreiebenk for å overbevise seg selv.
Maskinering med et dreieverktøy som beveger seg på to interpolerte akser genererer et sirkulært mikrospor, perfekt rundt. Dybden på sporet og intervallet mellom 2 spor styres av den numeriske kontrollen av maskinen, og gir den fineste oppnåelige overflatefinishen.
På samme måte som skjæreinnsats, redusert betraktelig (300 ganger og mer), reduseres overflatedefekter til nivåer som rangerer FIXED-TURNING® på toppen av kvalitetsskalaer definert av ledende OEM-er.
en ny æra, en ny verden av muligheter...
Maskinering av de vanskeligste sylinderhodene oppnås i løpet av få minutter per ventilsete for de lengste profilene, spesielt laget for å øke motorens ytelse. Maskinering av en tradisjonell "3-vinkel" profil vil bli utført i løpet av få sekunder.

Motorsykkelsylinderhoder , de minste ventilsetene rundt og som kommer (nedbemanning, i hjertet av alle de nye motorutviklingsprogrammene) kan maskineres med den største letthet og den optimale presisjonen til konkurransemotorer...
NEWEN®-maskiner lar hver motorombygger posisjonere seg som en spesialist på maskinering av alle motortyper. Presisjonen som oppnås systematisk ved bruk av FIXED-TURNING®-maskiner gjelder alle motortyper, man trenger ikke lenger å nekte å involvere seg i slik eller slik maskinering på en slik eller slik sylinderhodetype, alle de vanskelige maskineringsoperasjonene blir en kilde til ekstra og betydelig fortjeneste.
Høyytelsesmarkedet , det mekaniske fritidsmarkedet, er innen rekkevidde for enhver motorombygger utstyrt med en FIXED-TURNING®-maskin.
Alle presisjonene som kreves i Formel 1 eller andre krevende mekaniske idretter med høy ytelse kan oppnås automatisk og systematisk. Perfeksjon er garantert.
High-Performance er et voksende og lukrativt marked. Prestisjen til profesjonelle på høyt nivå som engasjerer seg i denne spesialiteten skinner på hele selskapet hans/hennes.
COGENERATION, også kjent som "Combined Heat and Power (CHP)", transformasjonen av motorer til naturgass og biodrivstoff (etanol) krever raske og presise bearbeidingsoperasjoner av ventilseters forsenkning og veldig harde ventilseter.
Prinsippene for kraftvarme har lenge vært kjent og tatt i bruk i en lang rekke bruksområder. I dag gjør fremskritt innen ultra-ren naturgassfyrt stempelmotorteknologi, varmevekslere og systemkontroller kraftvarme både praktisk og økonomisk for applikasjoner i varierende størrelsesområder.
Et aspekt ved kraftproduksjonen som har påvirket disse fremskrittene er det stadig økende behovet for renere energi. Utslippskontrollstrategier som gjør det mulig å bruke naturgassdrevne forbrenningsmotorer for CHP og ICHM-applikasjoner på nivåer lik eller mindre enn gjeldende standarder for store kraftverk, har ytterligere gjort kraftvarme mer praktisk, økonomisk og tilgjengelig for et bredere spekter av kommersielle og industrielle applikasjoner.
FIXED-TURNING® er det ideelle verktøyet for disse tjenestene som blir enkle, raske, presise og svært lønnsomme.
Å bearbeide alle kam-skuffe-hullhusene til overdimensjonerte dimensjoner for å sette inn overdimensjonerte hylser i husene er en enkel operasjon, presis og lønnsom med FIXED-TURNING®.

Opprett OFFSET-profiler etter eget ønske...

Maskinering av venturis (opptil 112 grader) for å akselerere gasshastigheten.
Venturi: En åpen vinkel under setet som gjør det mulig å akselerere hastigheten til eksosgassene gjennom dekompresjon.

Maskin med presisjon alle typer ventilføringer (støpejern, pulverisert metall, bronse, alle legeringer...). Rømme ventilføringer med ytterste presisjon i en frittstående operasjon eller i en kombinert ventilsetemaskinoperasjon.

Maskin alle høypresisjons ventilseter med ett samme skjæreverktøy. Å klargjøre ventilsetehus i alle typer sylinderhoder, støpejern eller aluminium, en presis og lønnsom jobb for alle FIXED-TURNING®-profesjonelle.



KOMATSU naturgass sylinderhodeventilsete hardhet: 56/58HRC (573HB+ / 610HV50+)
- Innsats brukt: FT-11-11
- Kuttehastighet: 180 m/min
- Maskineringsmodus: Dry Cut
- Klippesyklus: 28 sek/sete
- Sirkularitet: 1µ til 2,40µ
- Overflatefinish: 0,20Ra
En annen NEWEN eksklusiv: maskinering av tennplugghus.


For å bearbeide setene til Mercedes Actros dekompressorventiler , "det er en lek".

FIXED-TURNING® og dens numeriske kontroll, det er muligheten til å oppnå det umulige på en lønnsom og repeterende måte.
En teknologi for alle.
Alle NEWEN FIXED-TURNING®-maskiner, inkludert CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, er utstyrt med et elektronisk system for å gjenta skjæredybden nøyaktig. sjon. Dette systemet, utviklet av NEWEN, er ikke et målesystem i seg selv, men har blitt utviklet for å tillate å gjenta en bearbeidingsposisjon med presisjon, mens du tar en tilfeldig referanse på sylinderhodet til maskinen. Generelt er referansen for NEWEN-systemet sylinderhodepakningen, som også brukes som referanse for å måle ventilsetedybden. Det er også mulig, ved å bruke et spesifikt verktøy, å bruke andre overflater, for eksempel kamakselhus.
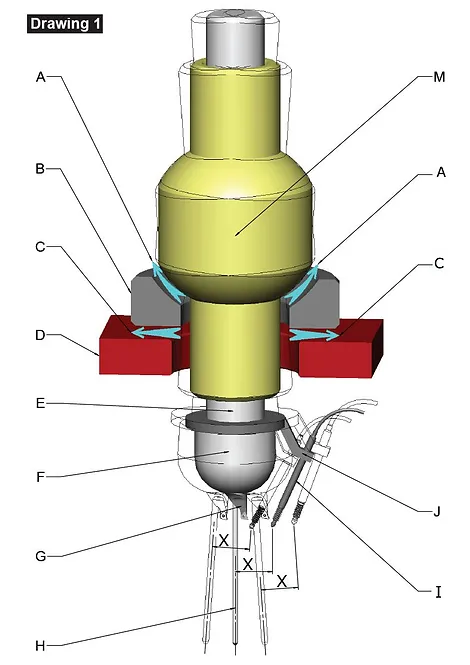
En elektronisk lineær måler, LVDT, (I) er koblet til den numeriske kontrollen til maskinen. Avhengig av den kollapsede dybden av spissen av LVDT, sender måleren et elektrisk signal som gjør det mulig å identifisere, med mindre enn en hundredel av en mm, posisjonen til måleren.
Denne posisjonen kan huskes. Når posisjonen er lagret, stoppes spindelmatingsmotoren automatisk når måleren igjen komprimeres like mye. Som et resultat kan utstyret maskinere alle ventilsetene på samme dybde i forhold til et valgt referansepunkt.
Måleren (I) har en fast posisjon i forhold til pilotens akse og i forhold til spindelkappen som den er festet til. Denne faste posisjonen forblir når spindelen beveger seg på sin luftpute (C) og/eller på sin sfæriske luftpute (A)
.
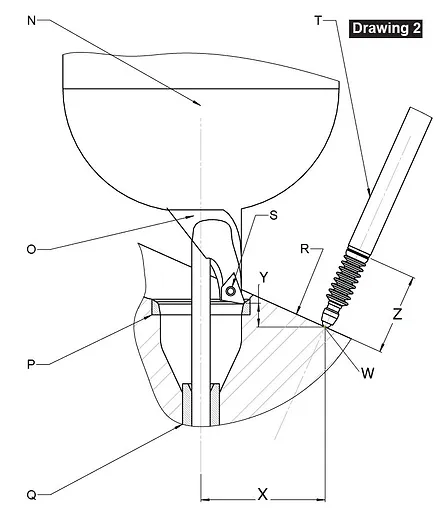
Tegning 3: Alle setene er maskinert i henhold til samme referansepunkt (W) , tilhørende referanseplanen og i avstand fra et fast mål (X) , som er det samme som mål (X) i tegning 1.
Dimensjonen (Z) på tegning 2 er mengden av måleren som er komprimert og tilsvarer en bearbeidingsavstand til verdien (Y) på tegning 2 i forhold til referansepunktet. Denne verdien (Y) kan modifiseres til en gitt og presis verdi ved å bruke de kontrollerte midlene til den numeriske kontrollen (heis, valg av reparasjonsdimensjoner...) som vil endre posisjonen til tuppen av måleren, og sistnevnte vil igjen bli lagret for å gjentas så mange ganger du ønsker.
Den kollapsede mengden (Z) av måleren er ikke identisk med bevegelsesverdien til spindelen, hovedsakelig på grunn av den eksisterende vinkelen mellom maskinspindelen og måleren. Dessuten er LVDT ikke et måleinstrument, men en posisjonsindikator.
NEWEN-systemet for Automatic Repetitive Depth Control™, garanterer identisk dybdebearbeiding med variasjoner som ikke overstiger +/- en hundredel av en mm.
Det er det eneste tilgjengelige systemet i bransjen som garanterer en automatisk maskinering av slik presisjon, uansett plasseringen av sylinderhodet i forhold til sylinderhodeholderfestet, i forhold til vinkelen på ventilføringene og i forhold til bevegelse av maskinens hode.

FIXED-TURNING® OG NUMERISK STYRT MASKINERING
Sylinderhodet, det nevralgiske sentrum av motoren, samler alle funksjonene som bestemmer motorens kraft, fleksibilitet og levetid... Sylinderhodet er senteret for opptatthet av motorutviklere og reparasjonsspesialister. NEWEN, FIXED-TURNING® og den numeriske kontrollen gir uunngåelige og uerstattelige løsninger på flere tekniske utfordringer som ikke kan løses med eldre og/eller tradisjonelle teknologier.
FORBRENNINGSKAMMERS VOLUMER
Kammernes volum, deres verdi i cm3 (kubikkcentimeter eller CC) og deres samsvar mellom hverandre innenfor samme motor er et avgjørende element for at ytelsen til hver sylinder skal være optimal og balansert. Bare kamre som er helt like i volum og form skal tillate utgangsnivåer og harmonier som er nødvendige for de høye hastighetene til høyytelsesmotorer (se "HCCI"-teknologi på slutten av dette dokumentet). 
FIXED-TURNING® og NEWEN numerisk kontroll muliggjør maskinering med svært høy presisjon. Ventilseter og deres spesifikke profiler (inntak og eksos) kan dupliseres innen 1/100 mm (0,01 mm eller 0,00039”), styres maskineringsdybdene automatisk med en elektronisk dybdemåler og en kinematikk med meget høy presisjon.
De nøyaktige volumene til kamrene er garantert av tilsvarende former og helt identiske dybder.
SYLINDER LUFTTETTHET
Sylinderens umiddelbare lufttetthet er avgjørende for optimal funksjon av motoren og for å nå høye hastigheter.
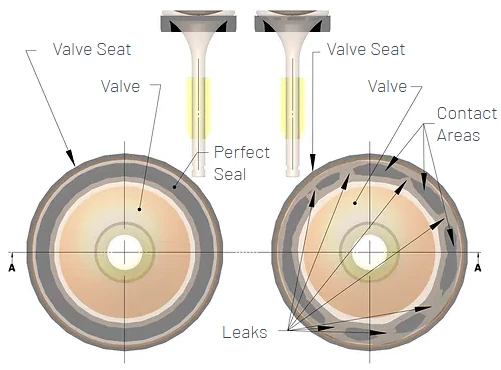 Metall-til-metall-kontakten mellom ventilen og ventilsetet må være komplett og perfekt for å sikre denne vanskelige lufttetthetsfunksjonen. Bortsett fra kvaliteten på materialene som vil akseptere forhøyede hastigheter, er metall-til-metall-kontakten mellom ventilen og ventilsetet en forutsetning for å oppnå en perfekt og varig lufttetthet av sylinderen.
Metall-til-metall-kontakten mellom ventilen og ventilsetet må være komplett og perfekt for å sikre denne vanskelige lufttetthetsfunksjonen. Bortsett fra kvaliteten på materialene som vil akseptere forhøyede hastigheter, er metall-til-metall-kontakten mellom ventilen og ventilsetet en forutsetning for å oppnå en perfekt og varig lufttetthet av sylinderen.
Den perfekte formkorrespondansen mellom ventilen og ventilsetet tillates av total respekt for geometriene (former, vinkler, overflatefinish...) til de to overflatene i kontakt.
Bare den høypresisjonsbearbeidingen av ventilene og ventilsetene gjør det mulig å oppnå denne essensielle korrespondansen. Klapping av ventilene, som ble obligatorisk tidligere på grunn av mangelen på presisjon i bearbeidingen av ventilsetene og ventilene, er strengt forbudt for å oppnå lufttetthetsnivåene og holdbarheten til nevnte lufttetthet.
NEWEN, FIXED-TURNING® og dens numeriske kontroll gjør det mulig å maskinere ventilseter som har en formdefekt (sirkularitet) i størrelsesorden 3µm (eller 0,003 mm eller 0,000118”) eller mindre avhengig av materialene som er maskinert. OEM-er krever sirkularitetsdefekter som ikke overstiger 5 til 6µm både for ventilseter og ventiler.
NEWEN FIXED-TURNING® og dens numeriske kontroll gjør det mulig å justere vinkler en hundredel av en grad om gangen . Det er derfor lett å justere vinklene til ventilsetene og ventilene for å oppnå en perfekt og varig lufttetthet, uten å gi etter for den destruktive fristelsen av lapping og følgelig å deformere formene til disse delene.
NEWEN FIXED-TURNING®-maskinens ventilseter perfekt runde, med svært presise vinkler og lufttettheten er perfekt for mange timers bruk.
Maskinering med et formverktøy kan ikke garantere presise vinkler og perfekt runde seter, derav nødvendigheten av å overlappe ventiler. Et grep som vil føre til en kortvarig lufttetthet og redusere ytelsen betraktelig.
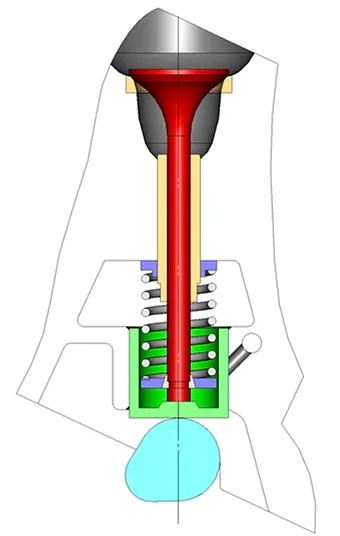
OPPRETTING OG KOAKSIALITETER Forhøyede motorhastigheter, raske akselerasjoner og retardasjoner er mulig på grunn av reduksjon av massene i bevegelse med høyytelses ventilgjenkallingsmekanismer. Men alle disse ytelsene er bare mulige på grunn av en drastisk reduksjon av friksjoner og avstiving av deler i bevegelse, ventiler, kamskuffer, inntakskam... uten å glemme den kontrollerte funksjonen til ventilgjenkallingssystemet.
Bortsett fra sirkulariteten til ventiler og ventilseter, skal koaksialiteten til ventilføringene, til ventilene, til kamskuffene og kammene tillate bevegelse av alle disse delene samtidig som:
- parasittiske friksjoner
- glidningen av ventilhodene på setet
- avstivningen av kamskuffene i deres respektive hus.
I motsetning til allment aksepterte ideer, er det ikke mulig å kontrollere konsentrisiteten mellom et ventilsete og en ventilføring ved å tvinge en tappet pilot inne i en guide og bruke denne piloten som en støtte for en konsentrisitetsmåler. Det er enda mer usannsynlig å bruke den samme teknikken for å tillate et verktøy å bore et kam-skuffe-boringshus konsentrisk til ventilføringen, den essensielle betingelsen for god ytelse av motoren.
Kinematikken til NEWEN FIXED-TURNING® inkluderer en hydraulisk sentrering av sentreringspilotene som lar maskinspindelen sentreres med en defekt som ikke overstiger noen få mikron (µ= 0,001 mm = .000039”).
FIXED-TURNING®-piloten begrenser ikke ventilføringen og tar hensyn til maskineringsfeilene til ventilføringene. På samme måte skal bearbeidingen av et kamskuff-hullshus respektere styreaksen til kamskuffen.
Maskinering med FIXED-TURNING® garanterer at ventilsetet, ventilføringen og kamskuff-hullet skal ha samme akse, skal være perfekt innrettet, og at delene skal kunne bevege seg med høyeste hastighet uten å bli utsatt for friksjoner og parasittbremser som ville gjøre motorens funksjon ved høye turtall umulig, med følge av rask slitasje og en åpenbar risiko for mekaniske hendelser.
Maskineringen av føringene, av ventilsetene og av kamskuff-boringshusene med FIXED-TURNING® garanterer en ultrarask funksjon av motoren, sammen med komponentene som brukes, titanlegeringsventiler, spesialfjærer, spesielle ventilseter... uten risiko for lufttetthetsdefekter, parasitter i funksjon ved friksjoner og oljefilmbrudd. Panikk av ventiler som ikke er i stand til å følge forhøyede regimer, skal også unngås.
NEWEN FIXED-TURNING® er et maskineringskonsept som er utviklet for å bringe tilbake maskineringsfeil innenfor verdier uttrykt i mikron og ikke lenger i hundredeler av en millimeter.
Presisjonen til koaksialitetene tillater høye regimer og en optimal funksjon av motoren.
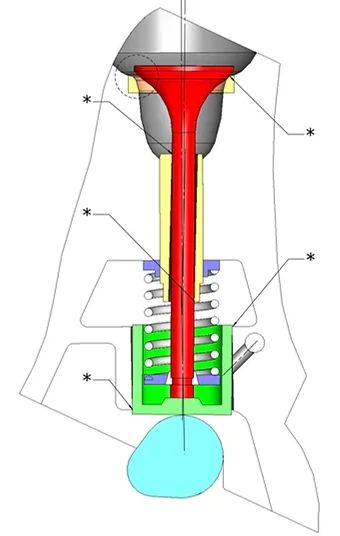
Koaksialiteten til aksene forårsaker områder med forhøyede frinsjoner* som vil bremse bevegelsen til ulike deler, som vil ødelegge lufttettheten til sylindrene og som vil føre til fastklemninger samtidig som rotasjonshastighetene til motoren drastisk begrenses. ovenfor blir fremhevet av en ubalanse i sylindrene mellom hverandre. Hver ubalanse er opphavet til mekaniske begrensninger på delene i bevegelser, begrensninger som vil resultere i en for tidlig slitasje av nevnte deler.
EKSOSPROFILER
Etter eksplosjonen av blandingen (fuel-comburant), fyller restgasser fra forbrenningen opp sylinderen og må evakueres gjennom eksoskanalene, utstøtt av stempelet som kommer tilbake opp mot sitt høydepunkt. Eksosventilen skal lukkes gradvis før stempelet går ned igjen, og suger opp litt ny blanding igjen i prosessen. Denne stengeperioden er kritisk for eksosventilen. Gasser oppvarmet til en ekstrem temperatur er i tillegg laminert mellom ventilsetet og ventilen som stenger.
Ventilsetet og ventilen utsettes for sliteevnen til de laminerte gassene og temperaturen er da på høyden på overflatene som vil sikre kontakten og lufttettheten i noen tusenvis av et sekund. For at denne kontakten ikke skal tilsvare en rask degradering av overflatene i kontakt, er det nødvendig at disse kontaktflatene er optimale i overflate (mm2) og at deres former er komplementære (vinkler, sirkularitet, overflatefinish...).
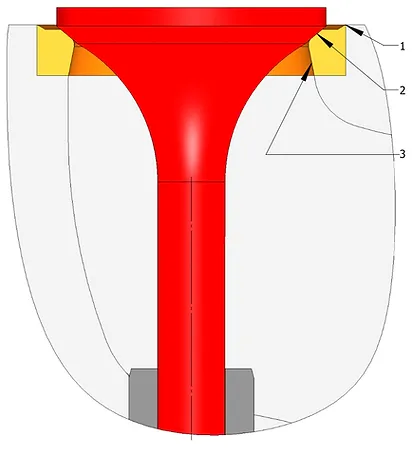
1. Trinnfrie forbindelser med en form som favoriserer turbulensfri strømning av gassene.
2. Seteområder brede og i samsvar med ventilen for stor motstand mot gassens sliteevne.
3. Venturi for rask ekspansjon og akselerasjon av gassene.
NEWEN FIXED-TURNING® tillater maskinering av eksosventilseter som er store nok til ikke å deformere seg selv, samtidig som de har en vinkel så nær ventilens vinkel som mulig. Den runde formen fri for fasetter og bølger skal tillate metall til metall-kontakt på hele setets overflate, noe som sikrer en god termisk utveksling, perfekt lufttetthet og maksimal pålitelighet.
FIXED-TURNING® gjør det mulig å bearbeide profiler med tilnærmet ubegrensede lengder. Vi kan derfor bearbeide eksoskanalen for å lette utvinningen av gasser og spesielt av venturier som vil tillate gasser å slippe ut rett etter at de har passert setet, og følgelig øke hastigheten. Skarpe vinkler, trinn, diameterforskjeller som fører til turbulanser og senking av gassstrømmen, skal slettes og hvert rør (skål/bakvegg) skal være optimalisert og helt identisk med andre rør for bedre styring av motorens funksjon.
INNTAGSPROFILER
I motsetning til eksosseter og ventiler, blir ikke inntaksseter og ventiler utsatt for laminering av brennende gasser og den påfølgende slitasjen. Inntaksventilseter må tillate fylling så fullstendig som mulig av sylinderen med en frisk luft/bensinblanding som suges opp ved å senke stempelet og eventuelt presses av en turbo og en kompressor.
Formen på kanalene (skålområdet) må være optimal for å tillate maksimal strøm av gassene, uten å generere parasittiske turbulanser. Vinkelen på selve setet deltar i styringen av gassblandingen og må være perfekt integrert i den generelle formen til ledningen.
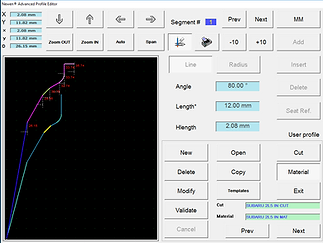
Avhengig av formen på kamrene skal profilene som består av linjesegmenter og radier som er perfekt koblet til hverandre, tillate en optimal flyt av gassene. Skarpe vinkler er forbudt og en sammenhengende profil skal lede størst mulig gassvolum under den korte åpningen av ventilen. Den perfekte tetning av ventilen skal tillate en optimal forbrenning og effekt samt en feilfri pålitelighet.
Kun FIXED-TURNING® tillater optimalisering av inntaksrøret fra ventilføringen opp til kanten av sylinderen. En maskinering med en perfekt mestret form skal utføres i en enkelt operasjon og gjentas identisk for hver sylinder. Den originale bearbeidingen av sylinderhodene utføres av en rekke komplementære bearbeidingsoperasjoner, ventilsetehus, sete, bearbeiding av vinklene ... som automatisk skaper uregelmessigheter som er skadelige for strømmen av blikk. FIXED-TURNING® gir en kontinuerlig bearbeiding, uten avbrudd, av hele ledningen, inkludert ventilsetet, som skal bearbeides uten å bli utsatt for restriksjonene for resten av bearbeidingen. FIXED-TURNING® og uavbrutt bearbeiding av kanalene og setene tillater en optimal fylling av sylindrene, en total regelmessighet mellom sylindrene og, følgelig, en optimal ytelse av motoren.
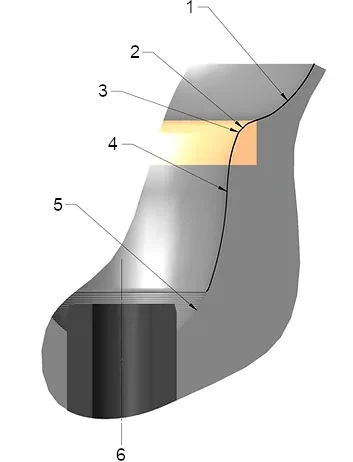
1. Profil laget av linjesegmenter og radier som optimaliserer føringen av blandingen mot sylinderen.
2. Setet er perfekt rundt og lufttett med en vinkel som er perfekt tilpasset ventilens vinkel.
3. Liten anti-turbulanse linkradius.
4. Rørformer (Bowl) perfekt sammensveiset og strengt identiske mellom hverandre.
5. Råstoff
6. Konstant og jevn profil av hele kanalen (skålen), inkludert ventilens hvileområde for ventilen.
REGELMATIGHET AV FLUKSEN OG BALANSERING AV SYLINDRENE
Hver sylinder gir en proporsjonal del til motorens kraft, og bare en perfekt likhet mellom kraften som leveres av hver sylinder skal tillate en effektiv funksjon av motoren ved høye turtall.
Sylindre med helt identisk oppførsel skal tillate å få en motor fri for parasittiske vibrasjoner og skal tillate forhøyede hastigheter.
NEWEN og FIXED-TURNING® tillater kontinuerlig bearbeiding, regelmessig og lignende i alle punkter, fra en rørledning til en annen, fra en motor til en annen. De mest sofistikerte formene er autorisert på steder der klassiske maskineringsprosesser med formverktøy er kraftløse og ineffektive.
NEWEN tillater perfekte ventilseter og, følgelig, en økt effektivitet for hver sylinder samtidig som den tillater en eksepsjonell pålitelighet.
Respekten for de bearbeidede dybdene er muliggjort av to særtrekk som er eksklusive for FIXED-TURNING®:
FIXED-TURNING® tillater bearbeiding så liten som en hundredels millimeter (.00039”) på en hel profil, uavhengig av lengden, samtidig som den gir en perfekt geometri av setet (sirkularitet, vinkel, konsentrisitet...)
den numeriske kontrollen til FIXED-TURNING® autoriserer dybdejusteringer innenfor + eller – 0,01 mm (1/100 mm) eller 0,00039".
Kombinasjonen av disse to eksklusive mulighetene gjør det mulig å oppnå helt identiske forbrenningskamre som vil gi motoren sin balanse og dens kapasitet til å "turtall ved høye turtall".
Disse presisjonsmaskineringskapasitetene utelukkende garantert av FIXED-TURNING® tillater allerede muligheten for å reparere fremtidige motorer som integrerer HCCI-teknologien (Homogeneous Charge Compression Ignition) som vil revolusjonere bensinmotoren ved å gjøre den ren og meget effektiv.
Som en påminnelse tillater HCCI-teknologien å eliminere tennplugger på grunn av mestring av kompresjonen av luft/bensinblandingen og dermed ved å mestre en automatisk tenning av den brennbare blandingen. Forbruket og effektgevinsten skal gjøre denne teknikken uunngåelig. Maskineringen av sylinderhodene vil gi en stor del til presisjonen av volumene til kamrene og maskineringsdybder. Kun maskineringsprosesser som tillater minimale og ekstremt presise kutt skal være mulig. FIXED-TURNING® er allerede klar til å møte denne nye utfordringen.
Ytelse og pålitelighet går hånd i hånd med presisjon og numerisk kontroll.
FIXED-TURNING® forut for sin tid?
Nei, FIXED-TURNING® er rett i tide for å følge motorspesialister som ønsker å ikke bli forbigått av teknologiske utviklinger.