د والو سیټ ماشین ، د تکامل یوه پیړۍ او ... حل!
مخکې
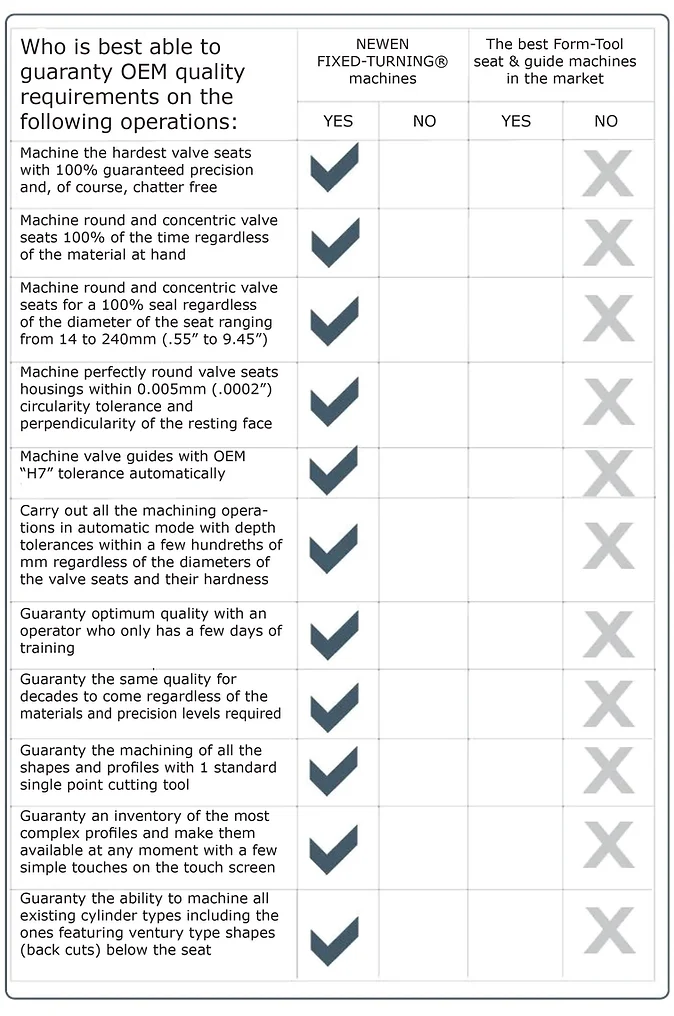
پلنګ کول
او د کاربایډ فارم وسیله
نقاشي ۱
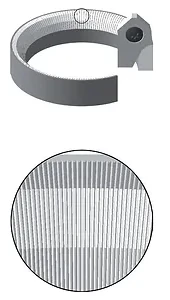
چتر مارکس
|
رسم 2
انډولونه
|
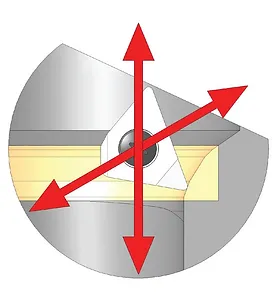
د پوډر فلزي والو څوکیو لپاسه کول، یا د ځینې کاسټ اوسپنې والو څوکیو څخه د نه منلو وړ چتر نښې رامینځته کوي. د چتر نښې د والو لپاره خورا زیانمن دي ځکه چې ګازونه د دوی له لارې تیریږي پداسې حال کې چې والو بند وي.
د ماشین شوي والو سیټ به په پایله کې په چټکۍ سره خراب شي او د هغې مهر به هیڅکله کافي نه وي. د چتر مارکس د کاربایډ فارم وسیلو پایله ده چې د موادو لویه سطحه د مختلف موادو څخه جوړ شوي دانه جوړښت سره ټوټه کوي (لکه د پوډر فلزات، نوډولر کاسټ اوسپنې ...).
دودیز والو سیټونه د لیپینګ تخنیک (فارم وسیلې) سره ماشین شوي ، ټول موجود انډولونه د سل ملی مترو اندازه کوي چې د 360 درجې گردش کې د غیر منظم پرې کولو هڅو مستقیم پایله ده. د پرې کولو د هڅو د بدلولو پایلې د ماشین په سپینډلونو کې غیر منظم ځواک لیږدوي چې په ماشین پورې اړه لري لږ یا لږ انعطاف کوي او غیر منظم شکلونه تولیدوي. دا پدیده، د لاسي ماشینونو د چلونکو لخوا ښه پیژندل کیږي، کله چې لوی ښکاره نیمګړتیاوې ښکاره شي، د سپینډل کمانډ کې د چټک او ځواکمن فشار سره تاوان کیږي.
پورتنۍ پایلې د پام وړ سپینډل هڅو پایله لري او پداسې حال کې چې دا کولی شي د کوچني نیمګړتیاو په لرې کولو کې مرسته وکړي ، دا په هیڅ ډول جیومیټري نشي اصلاح کولی.
دا انډولونه، د لیپینګ په واسطه د ماشین کولو اصولو سره تړاو لري، د والو سیل کولو په اړه بې شکه پایلې لري او د منلو وړ مهر ترلاسه کولو لپاره په خپل والو سیټ کې د هر والو نور لاپ کولو ته اړتیا لري. د والو لیپینګ، تر دې دمه د انجن جوړونکو او د دوی پیرودونکو لخوا د اړتیا څخه منل شوی، د اوږدې مودې لپاره د انجن جوړونکو لخوا منع شوی او هر هغه څوک چې د نن ورځې انجن نسلونو لخوا اړین لږترلږه کیفیت غواړي.
اوس
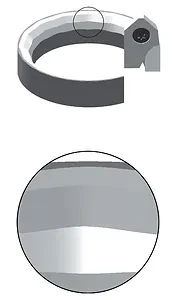
FIXED-TURNING®
او د واحد ټکي وسیله
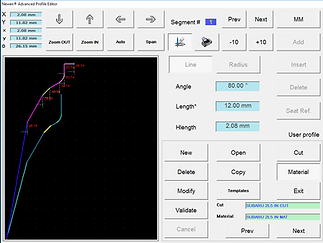
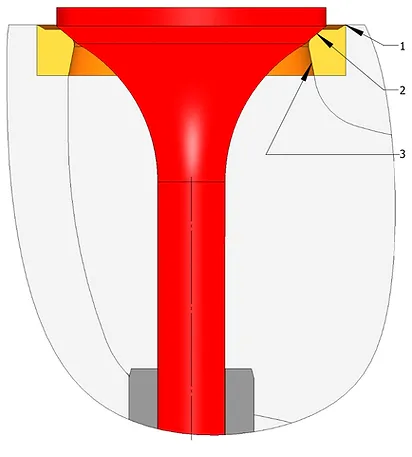
نقاشي ۳
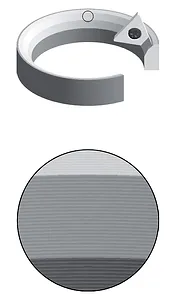
جیومیټریک دقیقیت
د انټرپولیشن لخوا ماشین کول، FIXED-TURNING®، په یقیني توګه ټول هغه نیمګړتیاوې له منځه وړي چې په 1 او 2 کې ښودل شوي.
د مایکرو چیټر نښانونه او انډولونه په حقیقت کې رامینځته کول ناممکن دي. د واحد نقطه ماشین د داسې نیمګړتیاوو رامینځته کیدو ته اجازه نه ورکوي. یو څوک باید د ځان قانع کولو لپاره په لیټ کې ماشین کولو ته پام وکړي.
په دوه انټرپول شوي محورونو کې د حرکت کولو وسیلې سره ماشین کول یو سرکلر مایکرو نالی رامینځته کوي ، په بشپړ ډول ګردي. د نالی ژوروالی او د 2 نالیو تر مینځ وقفه د ماشین شمیری کنټرول لخوا کنټرول کیږی، د ترلاسه کولو وړ سطحی پای ته رسیدو سره.
د کټ کولو هڅو په څیر، د پام وړ کم شوي (300 ځله او ډیر)، د سطحې پای نیمګړتیاوې هغه کچې ته راټیټ شوي چې د FIXED-TURNING® درجه بندي د کیفیت د کچې په سر کې د مخکښ OEMs لخوا تعریف شوي.
نوې دوره، د فرصتونو نوې نړۍ...
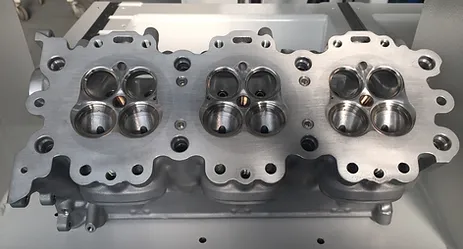
د خورا ستونزمن سلنډر سرونو ماشین کول د ټولو اوږد پروفایلونو لپاره په هر والو سیټ کې یوازې دقیقو کې ترلاسه کیږي ، په ځانګړي توګه د انجن محصول لوړولو لپاره جوړ شوی. د دودیز "3-زاویه" پروفایل ماشین کول به په څو ثانیو کې ترسره شي.

د موټرسایکل سلنډر سرونه ، د والو تر ټولو کوچني سیټونه شاوخوا او راځي (د انجن د ټولو نویو پرمختیایي پروګرامونو په زړه کې کمول) په خورا اسانۍ او د سیالۍ انجنونو غوره دقیقیت سره ماشین کیدی شي ...
NEWEN® ماشینونه د هر انجن بیا جوړونکي ته اجازه ورکوي چې ځان د انجن د ټولو ډولونو ماشین کولو کې د متخصص په توګه وټاکي. هغه دقیقیت چې په سیستماتیک ډول ترلاسه کیږي کله چې د FIXED-TURNING® ماشینونو په کارولو سره د انجن په ټولو ډولونو کې پلي کیږي، نور هیڅوک باید د داسې یا داسې سلنډر سر ډول کې په داسې یا داسې ماشین کولو کې دخیل کیدو څخه ډډه وکړي، د ماشین کولو ټولې ستونزمنې کړنې سرچینه کیږي. اضافي او د پام وړ ګټې.
د لوړ فعالیت بازار ، میخانیکي تفریحي بازار، د هر انجن بیا رغونکي په لاس کې دی چې د FIXED-TURNING® ماشین سره سمبال شوی.
ټول هغه دقیقیتونه چې په فورمول 1 کې اړین دي یا کوم بل د لوړ فعالیت میخانیکي سپورتونو غوښتنه کولی شي په اوتومات ډول او سیسټمیک ډول ترلاسه شي. بشپړتیا تضمین شوی.
لوړ فعالیت یو مخ پر ودې او ګټور بازار دی. د لوړې کچې مسلکي وقار چې پدې ځانګړتیا کې دخیل کیږي د هغه / هغې په ټول شرکت کې روښانه کیږي.
COGENERATION، چې د "مشترک تودوخې او بریښنا (CHP)" په نوم هم پیژندل کیږي، طبیعي ګاز او بایو سونګ (ایتانول) ته د انجنونو بدلون د والو سیټ ضد بورونو او خورا سخت والو سیټونو چټک او دقیق ماشیني عملیاتو ته اړتیا لري.
د همغږي کولو اصول له اوږدې مودې راهیسې پیژندل شوي او په پراخه ډول غوښتنلیکونو کې کارول کیږي. نن ورځ، د الټرا کلین طبیعي ګاز فای ریډ متقابل انجن ټیکنالوژۍ کې پرمختګ، د تودوخې تبادله کونکي او سیسټم کنټرولونه، د مختلف اندازې حد کې د غوښتنلیکونو لپاره همغږي دواړه عملي او اقتصادي کوي.
د بریښنا تولید یو اړخ چې دا پرمختګونه یې اغیزمن کړي دي د پاکو انرژی لپاره دوامداره اړتیا ده. د اخراج کنټرول ستراتیژیو ته اجازه ورکوي چې د طبیعي ګاز سونګ داخلي احتراق انجنونو ته اجازه ورکړي چې د CHP او ICHM غوښتنلیکونو لپاره د اوسني لوی بریښنا فابریکې معیارونو سره مساوي یا کمه کچه پلي شي ، د کوجنریشن ډیر عملي ، اقتصادي او د پراخه سوداګریزو او صنعتي لړۍ لپاره د لاسرسي وړ ګرځیدلی. غوښتنلیکونه
FIXED-TURNING® د دې خدماتو لپاره غوره وسیله ده چې اسانه، چټک، دقیق او خورا ګټور کیږي.
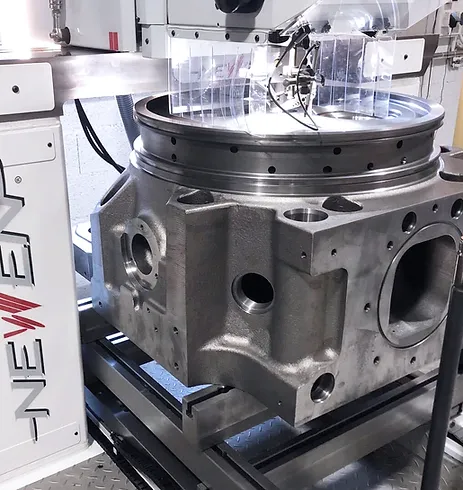
په هستوګنځایونو کې د لوی اندازې آستینونو داخلولو لپاره د کیم-بالټ بور هاؤسنګونو ماشین کول یو ساده عملیات دی ، دقیق او د FIXED-TURNING® سره ګټور دی.
په خپله خوښه د OFFSET پروفایلونه جوړ کړئ ...

د وینټوریس ماشین کول (تر 112 درجو پورې) ترڅو د ګازونو سرعت ګړندی کړي.
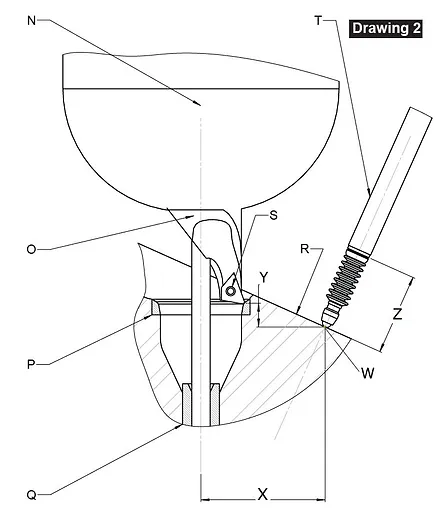
وینټوري: د څوکۍ لاندې یوه خلاص زاویه چې د ډیکمپریشن له لارې د وتلو ګازونو سرعت ګړندي کولو ته اجازه ورکوي.

ماشین د دقت سره د والو لارښود ټول ډولونه (کاسټ اوسپنه، پوډر فلزات، برونز، هر ډول الیاژ ...). د ریم والو لارښودونه د خورا دقت سره په یو واحد عملیاتو کې یا د والو سیټ ګډ ماشین کولو عملیاتو کې.

ماشین ټول د لوړ دقیق والو سیټ کاونټربورونه د ورته پرې کولو وسیلې سره. د سلنډر سرونو، کاسټ اوسپنې یا المونیم په ټولو ډولونو کې د والو سیټ هستوګنې چمتو کول، د ټولو FIXED-TURNING® مسلکیانو لپاره دقیق او ګټور کار.



د کوماتسو طبیعي ګاز سلنډر سر والو سیټ سختی: 56/58HRC (573HB+ / 610HV50+)
- کارول شوی داخل کړئ: FT-11-11
- د پرې کولو سرعت: 180 m/min
- د ماشین کولو حالت: وچ کټ
- د پرې کولو سایکل: 28 ثانیې / څوکۍ
- دایره: 1µ تر 2.40µ
- د سطحې پای: 0.20Ra
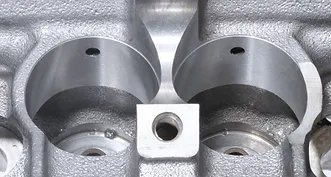
بل NEWEN ځانګړی: د سپارک پلګ هاؤسنګ ماشین کول.


د مرسډیز ایکټروس ډیکمپریسر والو سیټونو ماشین کولو لپاره ، "دا د ماشومانو لوبه ده".

فکسډ ټرنینګ® او د دې شمیرې کنټرول ، دا امکان لري چې په ګټور او تکراري فیشن کې ناممکن ترلاسه کړئ.
د ټولو لپاره ټیکنالوژي.
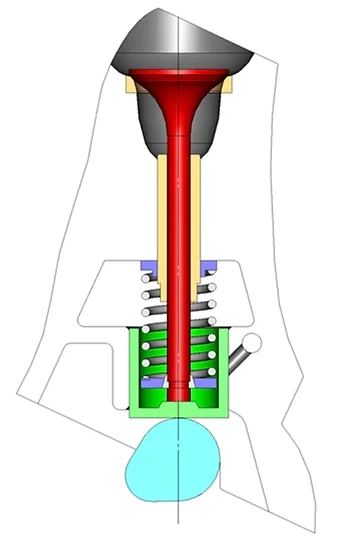
ټول NEWEN FIXED-TUNING® ماشینونه، په شمول د CONTOUR-BB™، CONTOUR-BB-CS™، CONTOUR™، CONTOUR-CS™، EPOC-VISION™، د بریښنایی سیسټم سره مجهز دي ترڅو د کټ ژوروالی تکرار کړي. سیون دا سیسټم، چې د NEWEN لخوا رامینځته شوی، د اندازه کولو سیسټم نه دی، مګر داسې تصور شوی چې د ماشین کولو موقعیت د دقیقیت سره تکرار کړي، پداسې حال کې چې ماشین ته د سلنډر سر کې تصادفي حواله اخلي. عموما، د NEWEN سیسټم لپاره حواله د سلنډر سر ګازیک پلان دی، کوم چې د والو سیټ ژوروالی اندازه کولو لپاره د حوالې په توګه هم کارول کیږي. دا هم ممکنه ده، د یوې ځانګړې وسیلې په کارولو سره، د نورو سطحو لکه د کیمشاف هاؤسنګ کارولو لپاره.
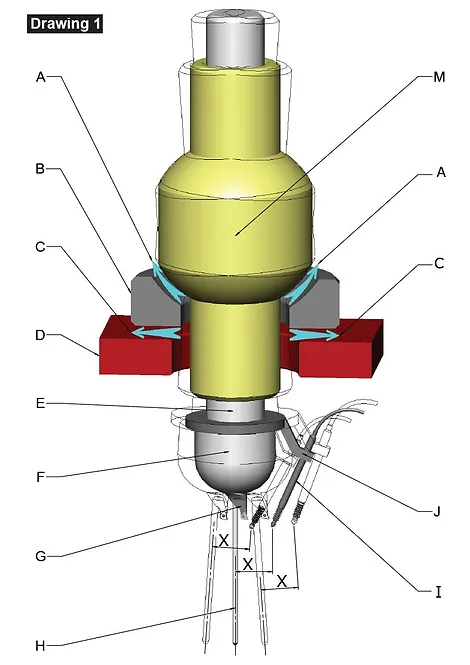
یو بریښنایی خطي ګیج ، LVDT ، (I) د ماشین شمیري کنټرول سره وصل دی. د LVDT د پایې د سقوط شوې برخې پورې اړه لري، ګیج یو بریښنایی سیګنال لیږي چې اجازه ورکوي د یو ملي متر له سلمې برخې څخه کم د ګیج موقعیت وپیژني.
دا موقف کولی شي حفظ شي. یوځل چې موقعیت یاد شي ، د سپینډل فیډ موټور په اوتومات ډول ودریږي کله چې ګیج یوځل بیا په ورته مقدار فشار شوی وي. د پایلې په توګه ، تجهیزات کولی شي د ټاکل شوي حوالې نقطې په پام کې نیولو سره په ورته ژوروالي کې د والو ټول سیټونه ماشین کړي.
ګیج (I) د پیلوټ محور په اړه او د سپینډل میان په اړه چې دا ورسره وصل دی د فکس xed موقعیت لري. دا فای xed موقعیت هغه وخت پاتې کیږي کله چې سپینډل په خپل هوایی کشن (C) او/یا په خپل کروی هوایی کشن (A) کې حرکت کوي
.
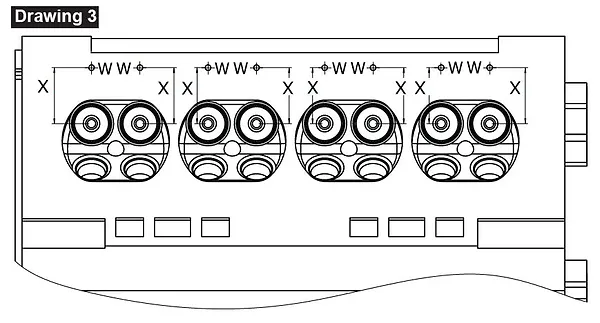
3 نقاشۍ: ټولې څوکۍ د ورته حوالې نقطې (W) سره سم ماشین شوي ، د حوالې پلان پورې اړه لري او د یو ثابت اندازه (X) لرې دی ، کوم چې په 1 ډراینګ کې د اندازه (X) سره ورته دی.
په ډراینګ 2 کې ابعاد (Z) د ګیج مقدار دی چې فشار شوی او د ریفرنس د نقطې په پرتله په ډراینګ 2 کې د ارزښت (Y) د ماشین فاصلې سره مطابقت لري. دا ارزښت (Y) د شمیري کنټرول کنټرول شوي وسیلو په کارولو سره د ورکړل شوي او دقیق ارزښت بدلیدلی شي (لفټ ، د ترمیم ابعادو انتخاب ...) کوم چې به د ګیج د پای موقعیت تعدیل کړي ، او دا به وروستی وي. یو ځل بیا یاد وساتئ څو څو ځله چې وغواړئ تکرار شي.
د ګیج مات شوی مقدار (Z) د سپینډل سفر ارزښت سره ورته نه دی په اصل کې د ماشین سپینډل او ګیج ترمینځ د موجوده زاویه له امله. همدارنګه، LVDT د اندازه کولو وسیله نه ده مګر د موقعیت شاخص دی.
د اتوماتیک تکرار ژور کنټرول ™ لپاره د NEWEN سیسټم ، د متغیرونو سره د ورته ژوروالي ماشین تضمین کوي +/- د یو ملی متر سلمه برخه نه.
دا یوازینی سیسټم دی چې په صنعت کې شتون لري چې د داسې دقیق اتوماتیک ماشین کولو تضمین کوي ، پرته له دې چې د سلنډر سر موقعیت د سلنډر سر د فای ایکسچر په اړه، د والو لارښودونو زاویه او د والو لارښوونو ته په درناوي سره. د ماشین د سر سفر.

فکسډ ټرنینګ® او په عددي ډول کنټرول شوي ماشینونه
د سلنډر سر، د انجن عصبي مرکز، ټول هغه فعالیتونه راټولوي چې د انجن ځواک، انعطاف او اوږدمهاله ټاکي ... د سلنډر سر د انجن پراختیا کونکو او ترمیم متخصصینو د بوختیا مرکز دی. NEWEN، د فکسډ ټرنینګ® او شمیري کنټرول ډیری تخنیکي ننګونو ته د نه منلو وړ او نه بدلیدونکي حلونه راوړي چې د زړو او / یا دودیزو ټیکنالوژیو سره نشي حل کیدی.
د احتراق چیمبر حجمونه
د چیمبرونو حجم، د دوی ارزښت په cm3 (مکعب سانتي مترو یا CC) کې او د یو بل تر مینځ د یو ورته انجن په مینځ کې د دوی موافقت د هر سلنډر د تولید لپاره غوره او متوازن وي. یوازې چیمبرونه په حجم او شکل کې په بشپړه توګه ورته والی باید د تولید کچه او د لوړ فعالیت انجنونو لوړ سرعت ته اړین همغږي اجازه ورکړي (د دې سند په پای کې "HCCI" ټیکنالوژۍ ته مراجعه وکړئ). 
د فکسډ ټرنینګ® او د NEWEN شمیري کنټرول خورا لوړ دقیق ماشین عملیاتو ته اجازه ورکوي. د والو څوکۍ او د دوی ځانګړي پروفایلونه (انټیک او اخراج) د 1/ دننه نقل کیدی شي100mm (0.01mm یا 0.00039″)، د ماشین ژوروالی په اتوماتيک ډول د بریښنایی ژوروالی ګیج او خورا لوړ دقیق کینیماتیک سره کنټرول کیږي.
د چیمبرونو دقیق حجم د ورته شکلونو او په بشپړ ډول ورته ژورو لخوا تضمین شوي.
د سلنډر هوا تنګوالی
د سلنډر سمدستي هوا تنګوالی د انجن د غوره فعالیت او لوړ سرعت ته د رسیدو لپاره اړین دی.
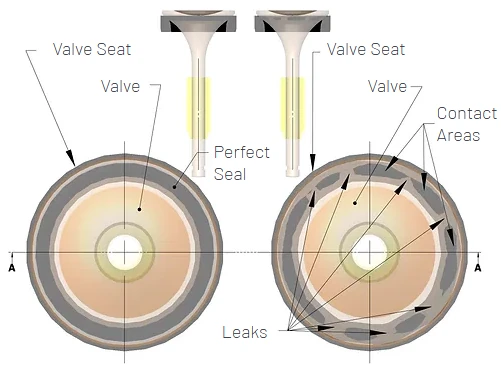 د والو او والو سیټ تر مینځ فلزي ته فلزي اړیکه باید بشپړ او کامل وي ترڅو د دې ستونزمن هوا تنفس فعالیت ډاډمن کړي. د موادو د کیفیت سربیره چې لوړ سرعت به ومني، د والو او والو سیټ ترمنځ فلز ته فلزي تماس د سلنډر بشپړ او دوامداره هوا تاو تر لاسه کولو لپاره هیڅ شرط نه دی.
د والو او والو سیټ تر مینځ فلزي ته فلزي اړیکه باید بشپړ او کامل وي ترڅو د دې ستونزمن هوا تنفس فعالیت ډاډمن کړي. د موادو د کیفیت سربیره چې لوړ سرعت به ومني، د والو او والو سیټ ترمنځ فلز ته فلزي تماس د سلنډر بشپړ او دوامداره هوا تاو تر لاسه کولو لپاره هیڅ شرط نه دی.
د والو او والو سیټ تر مینځ مناسب شکل مطابقت د تماس کې د دوه سطحو جیومیټریز (شکلونو ، زاویو ، سطحي فاینشونو…) د ټول درناوي لخوا اجازه ورکول کیږي.
یوازې د والوز او والو سیټونو لوړ دقیق ماشین کول اجازه ورکوي چې دا اړین مطابقت ترلاسه کړي. د والوز لیپ کول، چې په تیرو وختونو کې د والو سیټونو او والوزونو د ماشین کولو د دقیقیت د نشتوالي له امله لازمي و، په کلکه د هوا د تنګوالي کچې او د هوا د تنګوالي د دوام لپاره په کلکه منع دی.
NEWEN، FIXED-TURNING® او د هغې شمیري کنټرول د ماشین والو سیټونو ته اجازه ورکوي چې د 3µm (یا .003mm یا .000118") یا لږ په ترتیب سره د ماشین شوي موادو پورې اړه لري د شکل نیمګړتیا (د سرکولریت) وړاندې کوي. OEMs د والو سیټونو او والوز دواړو لپاره د سرکلریت نیمګړتیاو ته اړتیا لري چې له 5 څخه تر 6µm پورې نه وي.
NEWEN FIXED-TUNING® او د دې شمیري کنټرول اجازه ورکوي چې په یو وخت کې د درجې سل په سلو کې زاویې تنظیم کړي . له همدې امله دا اسانه ده چې د والو سیټونو او والوز زاویې تنظیم کړئ ترڅو د بشپړ او دوامداره هوا تاکید ترلاسه کړئ ، پرته له دې چې د لیپ کولو ویجاړونکي لالچ ته تسلیم شي او په پایله کې د دې برخو شکلونه خراب کړي.
د NEWEN FIXED-TURNING® ماشین والو سیټونه په بشپړ ډول ګردي دي، د خورا دقیقو زاویو سره او د هوا تنګوالی د ډیری ساعتونو کارولو لپاره مناسب دی.
د فارم وسیلې سره ماشین نشي کولی دقیق زاویه او په بشپړ ډول ګردي څوکۍ تضمین کړي ، نو له همدې امله د لیپ والوز ته اړتیا ده. یو کویس چې د لنډمهاله هوا د سختوالي لامل کیږي او د پام وړ فعالیت کموي.
سمون او همغږي د انجن لوړ سرعت، ګړندی سرعت او کموالی ممکن د لوړ فعالیت والو یادولو میکانیزمونو سره په حرکت کې د خلکو کمولو له امله رامینځته کیږي. مګر دا ټول اجراات یوازې د رګونو د سخت کمولو او په حرکت کې د برخو د بندولو له امله ممکن دي، والوز، کیم-بالټ، انټیک کیم ... پرته له دې چې د والو د یادولو سیسټم کنټرول شوي فعالیت هیر کړي.
د والوزونو او والو سیټونو د سرکلریت سربیره، د والو لارښودونو، والوزونو، د کمرو بالټونو او کیمونو همغږي باید د دې ټولو برخو حرکت ته اجازه ورکړي پداسې حال کې چې له مینځه وړل کیږي:
- پرازیتي رګونه
- د دوی په څوکۍ کې د والو "سرونو" سلیډنګ
- د دوی په اړوندو کورونو کې د کیمرې بالټ اچول.
د عمومي منل شویو نظرونو برعکس، دا ممکنه نه ده چې د والو سیټ او والو لارښود ترمنځ متمرکز کنټرول په لارښود کې د ټپر شوي پیلوټ په زورولو سره او دا پیلوټ د متمرکز ګیج لپاره د ملاتړ په توګه وکاروئ. دا نور هم ناشونی دی چې ورته تخنیک وکاروئ ترڅو یوې وسیلې ته اجازه ورکړئ چې د والو لارښود ته د کیم بالټ بور هاؤسنګ متمرکز وي ، د انجن د ښه فعالیت لپاره لازمي شرط.
د NEWEN FIXED-TURNING® کینیماتیک د مرکز پیلوټانو هیدرولیک مرکز کول شامل دي چې د ماشین کولو سپینډل ته اجازه ورکوي چې د څو مایکرون څخه ډیر عیب سره مرکز ته لاړ شي (µ= 0.001mm = .000039").
د FIXED-TURNING® پیلوټ د والو لارښود نه محدودوي او د والو لارښودونو ماشیني نیمګړتیاوې په پام کې نیسي. په ورته ډول، د کیم بالټ بور هستوګنې ماشین کول باید د کیم بالټ لارښود محور ته درناوی وکړي.
د FIXED-TURNING® سره ماشین کول تضمین کوي چې د والو سیټ ، د والو لارښود او د کیم بالټ بور هاؤسنګ باید یو محور ولري ، په بشپړ ډول سره یو ځای شي ، او دا چې برخې باید د دې وړتیا ولري چې پرته له دې چې په لوړ سرعت حرکت وکړي. رګونه او پرازیتي بریکونه چې په لوړ RPM کې د انجن فعالیت ناممکن کړي، د چټک پوښاک او د میخانیکي پیښو څرګند خطر سره.
د لارښوونو ماشین کول، د والو سیټونو او د کیم-بالټ بور هاؤسنګ د FIXED-TURNING® سره د انجن د الټرا ګړندي فعالیت تضمین کوي ، د کارول شویو اجزاوو سره په مطابقت کې، د ټایټینیم الیاژ والوز، ځانګړي چشمې، ځانګړي والو څوکۍ ... پرته له دې چې د هوا د تنګوالي نیمګړتیا له خطر سره مخ شي، پرازیت په فعالیت کې د رګونو او د تیلو فایلمونو له مینځه وړل. د والوز ویره کول، د لوړ رژیمونو تعقیب کولو توان نلري، هم باید مخنیوی وشي.
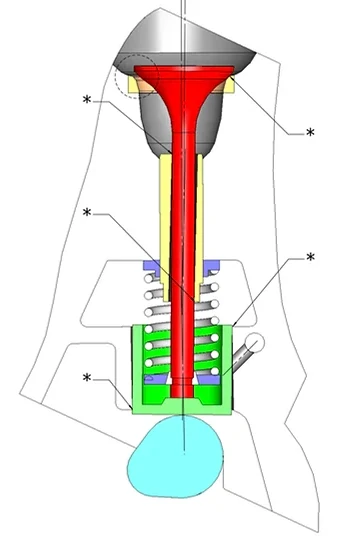
د نیوین فکسډ ټرنینګ® د ماشین کولو مفهوم دی چې د ماشینینګ نیمګړتیاوې په مایکرون کې ښودل شوي ارزښتونو کې بیرته راوستلو لپاره رامینځته شوی او نور د ملی مترو په سله کې نه وي.
د coaxialities دقیقیت د لوړ رژیمونو او د انجن غوره فعالیت ته اجازه ورکوي.
د محورونو د همغږي نیمګړتیا د هغو ساحو لامل کیږي چې د لوړ شوي فرینکیشن سره وي * چې د مختلفو برخو سفر ورو کوي، دا به د سلنډر هوا تنګوالی له منځه یوسي او دا به د ضبط کیدو لامل شي پداسې حال کې چې د انجن د گردش سرعت په کلکه محدودوي، ټول پورته د یو بل تر مینځ د سلنډرونو د ناانډولۍ لخوا ټینګار کیږي. هر عدم توازن د حرکت په برخو کې د میخانیکي محدودیتونو په اصل کې دی ، هغه خنډونه چې د ویل شوي برخو د وخت دمخه پوښلو لامل کیږي.
د وتلو پروفایلونه
د مخلوط (د تیلو کمبورینټ) له چاودنې وروسته، د احتراق څخه پاتې شوي ګازونه سلنډر ډکوي او باید د خارجي نلونو له لارې بهر شي، د پسټون لخوا ایستل کیږي چې بیرته خپل لوړ ځای ته راځي. د اخراج والو باید په تدریجي ډول وتړل شي مخکې لدې چې پسټون بیا ښکته شي ، په پروسه کې یو څه تازه مخلوط بیا تمه کوي. دا د بندیدو موده د اخراج والو لپاره مهمه ده. هغه ګازونه چې د تودوخې لوړ حرارت ته تودوخه شوي د والو سیټ او د تړل شوي والو ترمنځ لامینټ شوي دي.
د والو سیټ او والو د لامین شوي ګازونو د کثافاتو تابع دي او د تودوخې درجه بیا په سطحونو کې خپل لوړوالی ته رسیږي چې د څو زرو ثانیو لپاره د تماس او د هوا تنګتیا تضمینوي. د دې لپاره چې دا تماس په تماس کې د سطحو د چټک تخریب سره مطابقت ونلري، نو اړینه ده چې دا د تماس ساحې په سطحه کې غوره وي (mm2) او دا چې شکلونه یې بشپړونکي وي (زاویه، سرکلریت، د سطح پای ...).
1. د ګامونو وړیا اړیکې د داسې شکل سره چې د ګازونو د ټربولنس وړیا جریان سره مرسته کوي.
2. د څوکۍ ساحې پراخې او د والو سره یوځای کول د ګازونو د کثافاتو په وړاندې د لوی مقاومت لپاره.
3. وینټوري د ګازونو د چټک پراخیدو او سرعت لپاره.
NEWEN FIXED-TUNING® ماشین کولو ته اجازه ورکوي د اخراج والو څوکیو دومره لوی وي چې خپل ځان خراب نه کړي ، پداسې حال کې چې د امکان تر حده د والو ته نږدې زاویه لري. ګرد شکل چې له اړخونو او انډولونو څخه پاک دی باید فلز ته د سیټ په ټوله سطحه کې د فلزي تماس ته اجازه ورکړي چې دا به د ښه حرارتي تبادلې ، د بشپړ هوا تنفس او اعظمي اعتبار تضمین کړي.
فکسډ ټرنینګ® د نیم لامحدود اوږدوالي سره د ماشین پروفایل ته اجازه ورکوي. له همدې امله موږ کولی شو د ګازو استخراج اسانه کولو لپاره د اخراج ډیک ماشین کړو او په ځانګړي توګه د وینټوریس چې ګازونو ته اجازه ورکوي چې د سیټ څخه تیریدو وروسته سم خوشې شي او په پایله کې د دوی سرعت ګړندی کړي. تیز زاویې، مرحلې، د قطر توپیرونه چې د ګازو جریان او د ګازو د جریان د سستیدو لامل کیږي، باید له منځه یوړل شي او هر کانډیټ (پیاله / شاته دیوال) باید د انجن د فعالیت ښه مدیریت لپاره د نورو کاندونو سره په بشپړ ډول ورته وي.
د انټیک پروفایلونه
د اخراج سیټونو او والوزونو برخلاف ، د انټیک څوکۍ او والوز د سوځیدونکي ګازونو لامینیشن او راتلونکي خارښ سره مخ ندي. د انټیک والو سیټونه باید د سلنډر ډکولو ته اجازه ورکړي، څومره چې ممکنه وي، د تازه هوا / ګازولین مخلوط سره د پسټون د ښکته کیدو او احتمالا د ټربو او کمپرسور په واسطه فشار راوړي.
د کنډوټ شکل (د کڅوړې ساحه) باید د ګازو د اعظمي فلج اجازه ورکړي، پرته له دې چې پرازیتي توربولانسونه رامینځته کړي. د سیټ زاویه پخپله د ګازو مخلوط لارښود کې برخه اخلي او باید په بشپړ ډول د کاندیټ عمومي شکل سره یوځای شي.
د چیمبرونو په شکل پورې اړه لري، پروفایلونه چې د کرښې برخو څخه جوړ شوي دي او په بشپړ ډول یو بل سره تړل شوي ریډیا باید د ګازونو غوره فلو ته اجازه ورکړي. تیز زاویې منع دي او یو همغږي پروفایل به د والو د لنډ خلاصیدو پرمهال د ګاز ترټولو لوی احتمالي حجم لارښود کړي. د والو کامل مهر باید د مطلوب احتراق او محصول او همدارنګه د فلو بې اعتبارۍ ته اجازه ورکړي.
یوازې فکسډ ټرنینګ® د والو لارښود څخه د سلنډر تر څنډې پورې د انټیک کانډیټ اصلاح کولو ته اجازه ورکوي. یو ماشین چې د بشپړ مهارت لرونکي شکل سره باید په یو واحد عملیات کې ترسره شي او د هر سلنډر لپاره په ورته ډول تکرار شي. د سلنډر د سرونو اصلي ماشین کول د بشپړونکي ماشین عملیاتو په پرله پسې ډول ترسره کیږي ، د والو سیټ هاؤسنګ ، څوکۍ ، د زاویو ماشین… فکسډ ټرنینګ® د والو سیټ په شمول د ټول کانډیټ ، پرته له مداخلې دوامداره ماشینینګ چمتو کوي ، کوم چې د ماشین پاتې کیدو محدودیتونو سره مخ کیدو پرته ماشین کیږي. د فکسډ ټرنینګ® او د کنډوټ او څوکیو بې بنسټه ماشین کول د سلنډرونو غوره ډکولو ته اجازه ورکوي، د سلنډرونو ترمنځ بشپړ منظمیت او په پایله کې، د انجن غوره محصول.
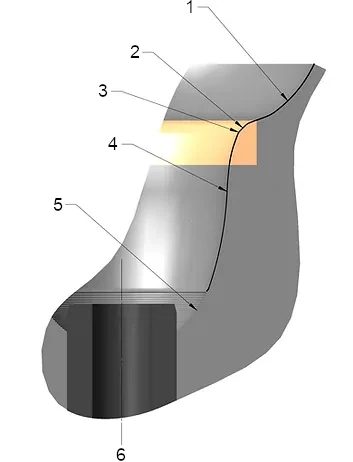
1. پروفایل د کرښو برخو او ریډیا څخه جوړ شوی چې د سلنډر په لور د مخلوط لارښود اصلاح کوي.
2. څوکۍ په بشپړه توګه ګردي او هوا سره تړلې زاویه سره په سمه توګه د والوز سره سمون لري.
3. کوچني ضد توربولانس لینک وړانګې.
4. د کنډوټ شکلونه (کپړۍ) په بشپړ ډول بیلډ شوي او د یو بل تر مینځ په کلکه سره ورته دي.
5. خام مواد
6. د ټول کانډیټ (پیاله) ثابت او نرم پروفایل، په شمول د والو د آرام کولو ساحه.
د فلکس تنظیم او د سلنډرونو توازن
هر سلنډر د انجن ځواک ته متناسب برخه راوړي او یوازې د هر سلنډر لخوا چمتو شوي بریښنا ترمینځ یو بشپړ ورته والی باید په لوړ RPMs کې د انجن اغیزمن فعالیت ته اجازه ورکړي.
سلنډرونه چې په بشپړ ډول ورته چلند لري باید اجازه ورکړي چې انجن ترلاسه کړي د پرازیتي کمپنونو څخه پاک او لوړ سرعت ته اجازه ورکړي.
NEWEN او FIXED-TURNING® د دوامداره ماشینونو ته اجازه ورکوي، په ټولو نقطو کې منظم او ورته ورته، له یوه کانډیټ څخه بل ته، له یو انجن څخه بل انجن ته. خورا پیچلي شکلونه په هغه ځایونو کې مجاز دي چیرې چې د فارم وسیلو سره د کلاسیک ماشین کولو پروسې بې ځواکه او غیر موثر وي.
NEWEN کامل والو سیټونو ته اجازه ورکوي او په پایله کې، د هر سلنډر ډیر موثریت پداسې حال کې چې د استثنایی اعتبار اجازه ورکوي.
د ماشین ژورو ته درناوی د دوه ځانګړتیاوو له مخې ممکن د FIXED-TUNING® لپاره ځانګړي شوي دي:
فکسډ ټرنینګ® په ټول پروفایل کې د سل ملی متر (.00039”) په اندازه کوچني ماشینونو ته اجازه ورکوي ، پرته لدې چې د هغې اوږدوالی په پام کې ونیول شي ، پداسې حال کې چې د سیټ بشپړ جیومیټري چمتو کوي (دور، زاویه ، متمرکزیت…)
د FIXED-TURNING® شمیري کنټرول د + یا – 0.01mm دننه ژوروالی تنظیموي (1/100mm) یا .00039”.
د دې دوه ځانګړي امکاناتو ترکیب اجازه ورکوي په بشپړ ډول ورته احتراق چیمبرونه ترلاسه کړي چې انجن ته به خپل توازن او وړتیا ورکړي چې "په لوړ rpms کې بیا راګرځي".
د ماشین کولو دا دقیق ظرفیتونه په ځانګړي ډول د FIXED-TURNING® لخوا تضمین شوي دمخه د HCCI ټیکنالوژۍ (Homogeneous Charge Compression Ignition) سره مدغم شوي راتلونکي انجنونو ترمیم کولو امکان ته اجازه ورکوي چې د پاک او خورا مؤثره کولو سره به د ګازولین انجن کې انقلاب راولي.
د یادونې په توګه، د HCCI ټیکنالوژي د هوا / ګازولین مخلوط د کمپریشن د مهارت له امله د سپارک پلګونو له مینځه وړو ته اجازه ورکوي او په دې توګه، د سوځیدونکي مخلوط د اتوماتیک سوځولو مهارت لري. مصرف او د بریښنا لاسته راوړنې باید دا تخنیک ناباوره کړي. د سلنډر سرونو ماشین کول به د چیمبرونو حجمونو دقیقیت او د ماشین کولو ژوروالي ته لویه برخه ورکړي. یوازې د ماشین کولو پروسې چې لږترلږه او خورا دقیق کټ کولو ته اجازه ورکوي ممکن وي. FIXED-turning® لا دمخه د دې نوي ننګونې سره د مقابلې لپاره چمتو دی.
فعالیت او اعتبار د دقیق او شمیري کنټرول سره لاس په لاس ځي.
د خپل وخت څخه مخکی فکسډ ټرنینګ؟
نه، فکسډ ټرنینګ® په وخت سره د انجن متخصصینو سره یوځای کیږي چې غواړي د ټیکنالوژیکي تحولاتو څخه تیر نشي.