ولې ګرداب اندازه کړئ؟
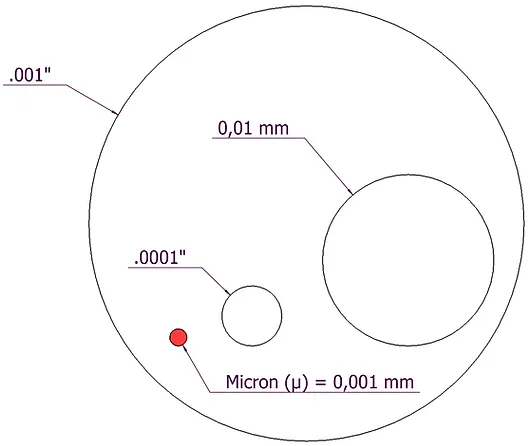
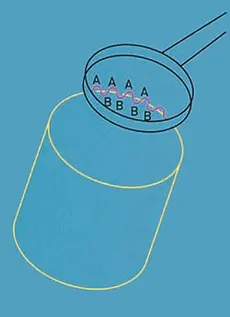
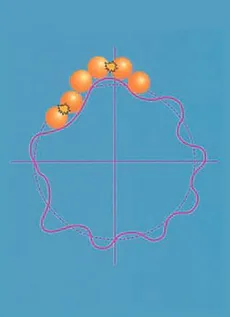
اجزا ممکن د سترګو په شاوخوا کې راښکاره شي او ظاهرا ثابت قطر ولري کله چې د ورنیر یا مایکرومیټر سره اندازه شي، مګر ایا دا ګردي ده؟ دا روښانه ده چې لوبی کولی شي په فعالیت اغیزه وکړي. په 'A' کې لوبونه به بار بار کړي پداسې حال کې چې د غوړولو فلم به په B' کې خورا لوی وي.
ګرداب څنګه اندازه کیږي؟
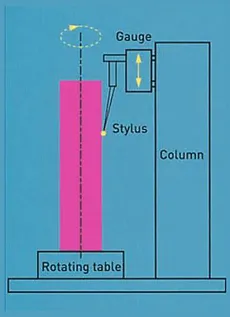
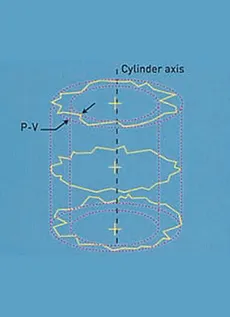
د ګردوالي اندازه کولو لپاره، گردش اړین دی، په وړانګو کې د بدلون اندازه کولو وړتیا سره یوځای. دا د ازموینې لاندې د برخې پروفایل د سرکلر ډیټام سره پرتله کولو سره غوره ترلاسه کیږي. اجزا په خورا درست سپینډل باندې ګرځیدلي چې د سرکلر ډیټام چمتو کوي. د برخې محور د سپینډل له محور سره سمون لري، معمولا د مرکز کولو او سطح کولو میز په کارولو سره. یو ټرانسډوسر بیا د سپینډل محور په اړه د اجزا د ریډیل تغیراتو اندازه کولو لپاره کارول کیږي.
دلیل؟
دلته ښودل شوي بیرینګ ممکن یو ریس ولري چې واقعیا سرکلر نه وي. دا به شاید د لنډ وخت لپاره کار وکړي مګر د دې بییرنګ ریس شاوخوا بې ثباتي به د کمپن لامل شي. دا به د وخت دمخه اغوستلو پایله ولري او د دې لامل شي چې ریس د هدف په پرتله لږ مؤثره ترسره کړي.
پایلې؟
دلته ښودل شوي بیرینګ ممکن یو ریس ولري چې واقعیا سرکلر نه وي. دا به شاید د لنډ وخت لپاره کار وکړي مګر د دې بییرنګ ریس شاوخوا بې ثباتي به د کمپن لامل شي. دا به د وخت دمخه اغوستلو پایله ولري او د دې لامل شي چې ریس د هدف په پرتله لږ مؤثره ترسره کړي.
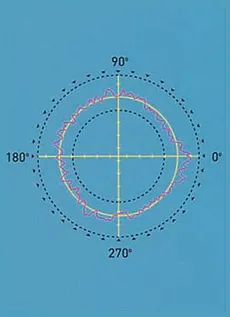
دا مناسبه ده چې د ګیج څخه بهر د ګردوالي محصول د پولر پروفایل یا ګراف په توګه استازیتوب وکړي. د دې انځوریز نمایش ارزونه کیدای شي موضوعي او وخت مصرف وي، له همدې امله موږ د معلوماتو پروسس کولو ځینې وسیلو ته اړتیا لرو ترڅو دقیق او تکرار وړ ځوابونه راکړو. لکه څنګه چې موږ هڅه کوو د ریښتیني سرکلریت څخه د وتلو ارزونه وکړو او د اندازه کولو لپاره یوې مرجع ته اړتیا لرو ، نو دا معنی لري چې هڅه وکړئ زموږ پروفایل ته د حوالې حلقې فټ کړئ او زموږ ټول حسابونه ورسره تړاو ولري.
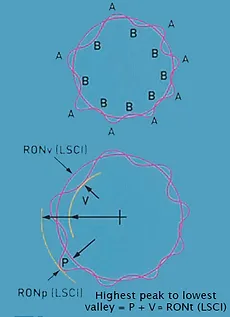
د ټیټ مربع حواله حلقه (LSCI)
یوه کرښه یا شکل په هرډول ډیټا کې داسې فټ کیږي چې د دې کرښې یا ارقامو څخه د ډیټا د وتلو چوکیو مجموعه لږترلږه وي. دا هغه کرښه هم ده چې پروفایل په مساوي لږترلږه برخو ویشي.
LSCI ترټولو عام کارول کیږي د حوالې حلقه ده. له ګرداب څخه بهروالی بیا د LSCI څخه د پروفایل د اعظمي وتلو په شرایطو کې څرګندیږي. يعنې تر ټولو لوړې څوکې څخه تر ټيټې وادي پورې.
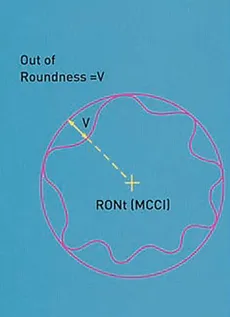
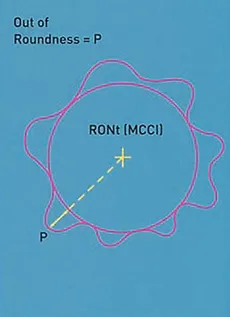
لږ تر لږه محدوده حلقه (MCCI)
د لږترلږه وړانګو د حلقې په توګه تعریف شوی کوم چې به د پروفایل ډاټا تړلي وي. بیا له دې حلقې څخه بهر د پروفایل اعظمي وتلو (یا دره) په توګه ورکول کیږي. ځینې وختونه د حلقوي ګیج حوالې حلقې په توګه راجع کیږي.
 = عاجز (ECC)*
= عاجز (ECC)*
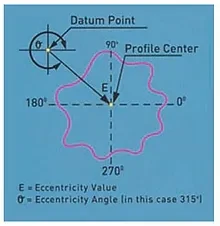
دا هغه اصطالح ده چې د ځینې ډیټام نقطې په پرتله د پروفایل مرکز موقعیت تشریح کولو لپاره کارول کیږي. دا د ویکتور مقدار دی چې دا اندازه او سمت لري. د سنکریت شدت په ساده ډول د پروفایل مرکز او د ډیټام پوائنټ ترمینځ فاصله ښودل کیږي. سمت د ډیټم نقطې څخه د زاویه په توګه څرګند شوی.
 = متمرکزیت (CONC)*
= متمرکزیت (CONC)*
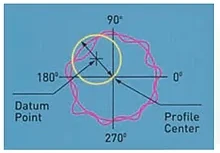
دا د سینګاریت سره ورته دی مګر یوازې شدت لري او هیڅ سمت نلري. متمرکزیت د حلقې د قطر په توګه تعریف شوی چې د پروفایل مرکز لخوا بیان شوی کله چې د ډیټام نقطې په شاوخوا کې څرخیږي. دا لیدل کیدی شي چې د متمرکز ارزښت دوه چنده د اکسینټریت اندازه ده.
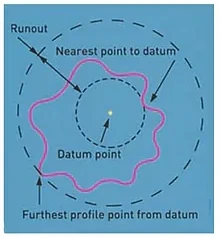
 = رن آوټ (رن آوټ)*
= رن آوټ (رن آوټ)*
ځینې وختونه د TIR (ټول ښودل شوي لوستل) په توګه راجع کیږي. رن آوټ د دوه متمرکز حلقو د ریډیل جلا کولو په توګه تعریف شوی چې په ډیټم نقطه کې مرکز لري او داسې رسم شوي چې یو یې د نږدې نږدې او بل یې په پروفایل کې د لرې نقطې سره سمون لري.
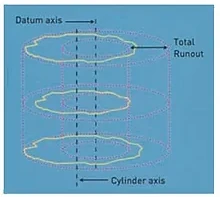
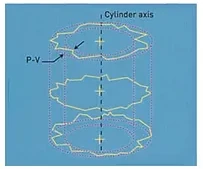
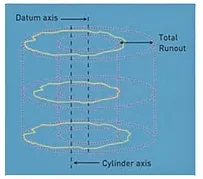
 = ټول رن آوټ (ټول رن آوټ)*
= ټول رن آوټ (ټول رن آوټ)*
Total Runout د دوه شریک محوری سلنډرونو لږترلږه د ریډیل جلا کولو په توګه تعریف شوی، کوم چې د ډیټم محور سره ګډ محوری دي او په بشپړه توګه اندازه شوي سطح تړل کیږي.
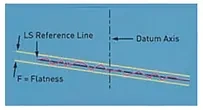
 = تودوخه (FLTt)*
= تودوخه (FLTt)*
یوه ریفرنس الوتکه نصب شوې او فلیټیشن د دې الوتکې څخه د وادي څخه د وتلو د چوکۍ په توګه محاسبه کیږي. یا هم LS یا MZ n کارول کیږي
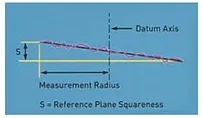
 = چوکۍ (SQR)*
= چوکۍ (SQR)*
د محور تعریف کولو سره، د مربع ارزښت د حوالې محور ته نورمال دوه موازي طیارې لږ تر لږه محوري جلا کول دي او کوم چې په بشپړ ډول د حوالې الوتکه تړل کیږي. یا هم LS یا MZ کارول کیدی شي.
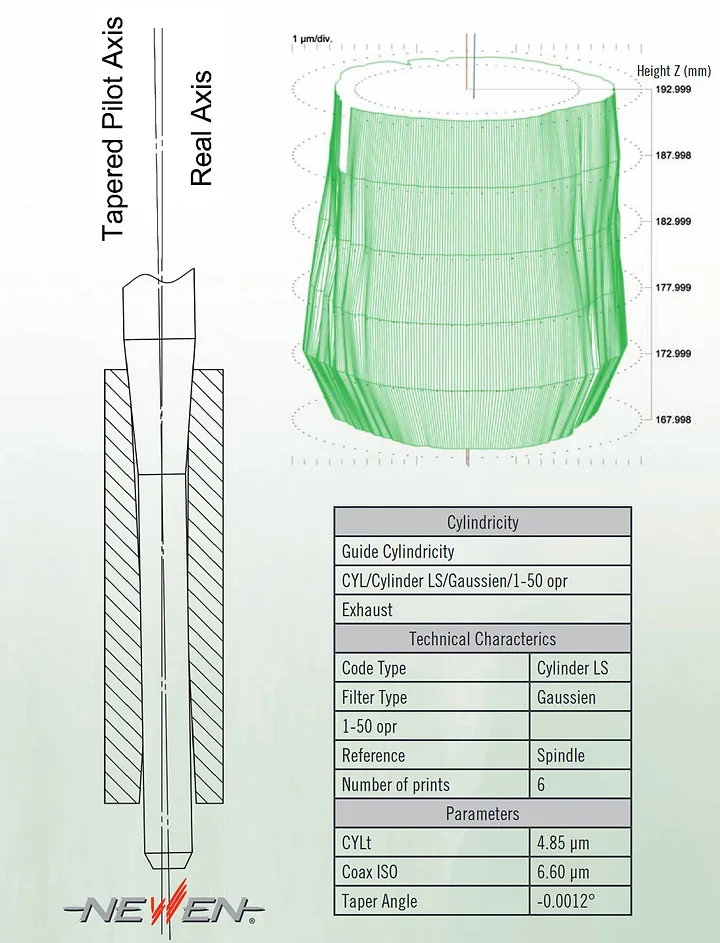
 = سلنډریت (CYLt)*
= سلنډریت (CYLt)*
د 2 سلنډر لږترلږه ریډیل جلا کول، د نصب شوي حوالې محور سره کواکسیل، کوم چې په بشپړه توګه اندازه شوي ډاټا تړل کیږي. یا هم LS، MZ، MC یا Ml سلنډر کارول کیدی شي.
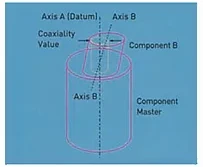
= Coaxiality (Coax ISO)*
د سلنډر قطر چې د ډیټم محور سره سم محوري وي او یوازې د سلنډر محور سره تړل کیږي چې د کواکسیالیټي ارزونې لپاره راجع کیږي.
= همغږي (Coax DIN)*
د یو سلنډر قطر چې د ډیټم محور سره کواکسیل وي او یوازې د الوتکو سینټایډز (LS مرکزونه) تړلي وي له کوم څخه چې د سلنډر محور د کواکسیالیټي ارزونې لپاره راجع کیږي.
د "ټریو" والو لارښود ، والو سیټ او والو دنده د انجن د ګازو فلکس بشپړ ، نه ختمیدونکي نوي شوي او د باور وړ هوا تاکید رامینځته کول دي.
د دوه سطحو تر مینځ فلزي تماس باید د سل ملیونونو پرله پسې پرانستلو او تړلو والوزونو وروسته د باور وړ او هوا بنده لاره جوړه کړي.
دوه سطحې چې په تماس کې دي، د بیلګې په توګه د والو سیټ سطح او پخپله د اصلي څوکۍ سطح، باید ورته ځانګړتیاوې ولري او باید بشپړتیا ته نږدې وي.
د پورته ذکر شویو سطحو شکلونه باید په بشپړه توګه یو شان وي او په بشپړه توګه بشپړونکي وي.
یوازینی شکل چې په دقیق ډول او په تکراري ډول ترلاسه کیدی شي، د دې فعالیت د ترسره کولو لپاره، دایره ده.
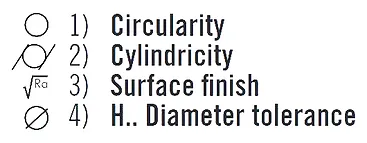
د نورو پیرامیټرونو سره تړلی، سرکلریت، د بیلګې په توګه د والو سیټ او والوز لخوا رامینځته شوي د حلقو د شکل دقت، د والو او والو ترمنځ د ښه هوا تنفس لپاره اصلي او هیڅ شرط نه دی. څوکۍ
جریان، سلنډریت، د سطح پای، زاویې ټول د سخت او سخت زغم تابع دي.
د والو لارښود
د والو لارښود هغه حواله ده چې د والو سیټ د ترمیم ماشین عملیاتو موقعیت پورې اړه لري ، د والو سیټ (متمرکز) برخې کنټرول پورې اړه لري او البته ، دا والو ته په حرکت کې لارښود کوي. د والو لارښود کیفیت په اصل کې د 4 پیرامیټونو لخوا تعریف شوی:
د والو د بشپړ لارښود ډاډ ترلاسه کولو لپاره، سلنډریت او په قطر کې زغم مهم دي. ښه جیومیټریک ځانګړتیاوې به د والو لارښود ته اجازه ورکړي چې د اوږد عمر په اوږدو کې دقیقیت سره والو ځای په ځای کړي.
د والو په لارښود کې یو مهم نیمګړتیا، د والو لارښود ضعیف ماشین کولو ته - د زغم څخه بهر، د وخت څخه مخکې خرابوالی او د والو سیټ اغوستل او د انجن په تولید کې د ګړندي زیان لامل کیږي.
رواداري چې معمولا د OEMs لخوا د اوسني انجنونو لپاره اړین دي عبارت دي له:
پورته زغم، د لوی لړۍ جوړونکو لخوا ترلاسه کول او درناوی کول ستونزمن دي، د ترمیم کولو په وخت کې د تضمین لپاره خورا پیچلي دي. د دې کیفیت کچې پوره کولو کې پاتې راتلل به د والو سیټونو ماشین کول نور هم نازک کړي.
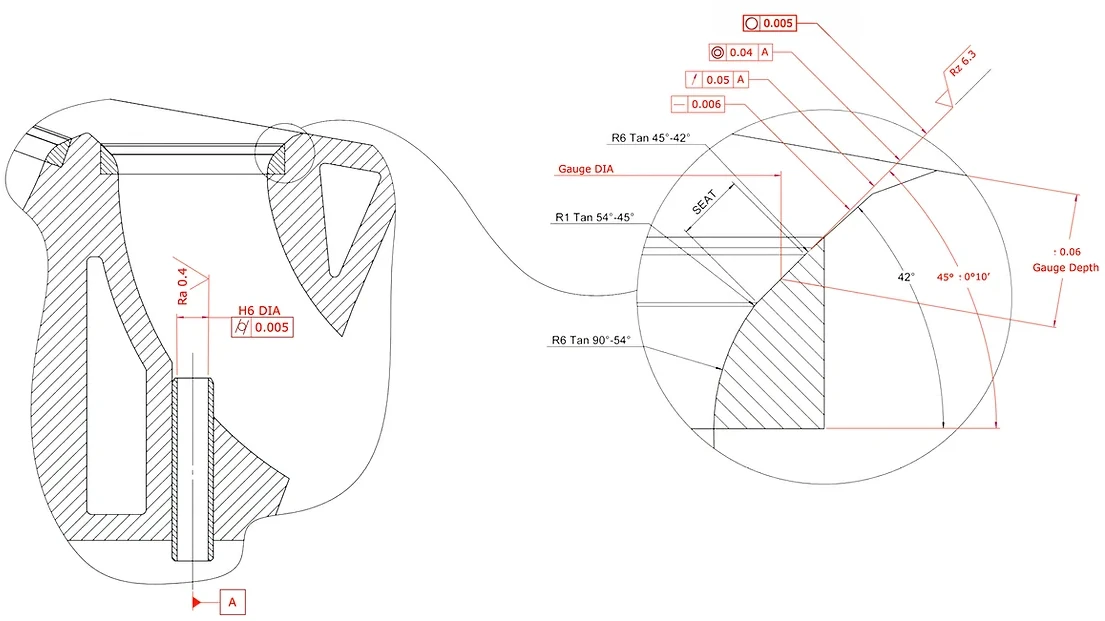
والو څوکۍ او والوز
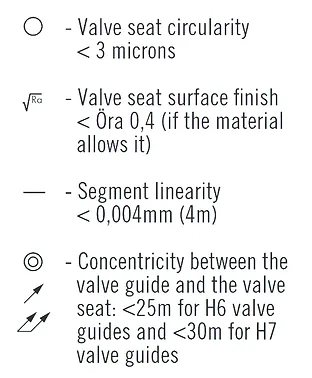
د سطحونو دقت اهمیت ته په پام سره چې په تماس کې وي او دا چې د دوی د بشپړولو له امله به د بشپړ هوا تنفس تضمین کړي ، OEMs د سیټ ټیپرونو شکل زغم سختوي.
د سیټ زاویې برخې خطي او د هغې سرکلریت د ارزښت توپیر سره زغمل کیږي چې له څو مایکرون څخه ډیر نه وي (< 10 مایکرون). د Ra او Rz ارزښتونه چې د والو سیټ د سطحې پای تعریف کوي او همدارنګه خورا سخت او د سیټ ترټولو کوچنی چیټر نښه یا د سیټ انډول کول، داسې څوکۍ تولیدوي چې د زغم څخه بهر او د منلو وړ نه وي.
هغه زغم چې د والو لارښود محور او د والو سیټ محور تر مینځ د متمرکزیت ، رن آوټ یا ډبل رن آوټ تصور باندې پلي کیږي هم خورا مهم دي مګر د تضمین لپاره نسبتا اسانه ارزښتونو کې پاتې کیږي.
عموما، د 0.05mm (.002″) په ترتیب کې د متمرکزیت نیمګړتیا/رن آوټ د منلو وړ ګڼل کیږي. دا ټول د زغم ارزښتونه په جدي توګه د "Cpk" په نوم د ضمیمه پلي کولو سره سخت شوي چې د ISO/TS16949 تصدیق شوي شرکتونو لپاره د پلي کیدو قواعدو څخه صادر شوي او د ماشینونو کارولو له لارې د پام وړ زغم ارزښتونه کموي چې وړتیا کې د عالي ثبات تضمین کولو وړ دي.
د تضمین کیفیت هدف لپاره دا طریقه ممکنه ده ځکه چې د انساني تېروتنې څخه د امکان تر حده مخنیوی کیږي ځکه چې د شمیرو سیسټمونو کارول او کنټرول میکانیزمونه چې تل ډیر فعالیت ترلاسه کوي.
NEWEN FIXED-TUNING® د پرمختللي او لوړ فعالیت میخانیکي اصولو منطق کې راځي، ازمایښت شوی او د ځانګړي لوړ فعالیت شمیري کنټرول سره کنټرول شوی.
FIXED-TURNING® چمتو کوي او تضمین کوي:
د کیفیت دا کچه نن ورځ ترټولو لوړه ده او د ماشین والو سیټونو ټولو خلکو ته د لاسرسي وړ ده ، د انجن تر ټولو کوچني بیا جوړونکي څخه تر لوی تولیدي تاسیساتو پورې د NEWEN FIXED-TURNING® په کارولو سره.
په نهایت کې، NEWEN FIXED-TURNING® د باور وړ او ثابت تولید وسیله ده، اقتصادي او انعطاف وړ، چې اجازه ورکوي تر ټولو سخت Cpk په پام کې ونیسي پداسې حال کې چې د یو چا ګټه کنټرولوي.