Nënkontraktorët OEM, specialistët me performancë të lartë dhe rindërtuesit e motorëve duhet të marrin parasysh dhe respektojnë tolerancat e sakta të formës dhe dimensioneve gjatë përpunimit të udhëzuesve të valvulave dhe sediljeve të valvulave.
Me këtë "aide-memoire", NEWEN përpiqet të mbledhë, brenda një dokumenti të shkurtër të destinuar për teknikët e prodhimit, simbolet e ndryshme dhe shenjat e tolerancës që përdoren zakonisht nga OEM për të përcaktuar kërkesat e tyre në lidhje me përpunimin e kokës së cilindrit dhe, në veçanti, udhëzuesin e valvulave dhe përpunimi i sediljeve të valvulave.
NEWEN bashkon çdo formë dhe tolerancë dimensioni me incidenca direkte dhe indirekte në funksionimin dhe besueshmërinë e kokës së cilindrit, pa u përpjekur të thjeshtojë ose denatyrojë efektet e kombinuara të dy ose më shumë parametrave.
Me këtë dokument, NEWEN po punon për denoncimin e ideve përgjithësisht të pranuara si dhe ideve të rreme, ide të përhapura që, për shkak të thjeshtësisë dhe pasaktësive të tyre, mashtrojnë rindërtuesit e motorëve dhe ndryshojnë gjykimin e tyre.
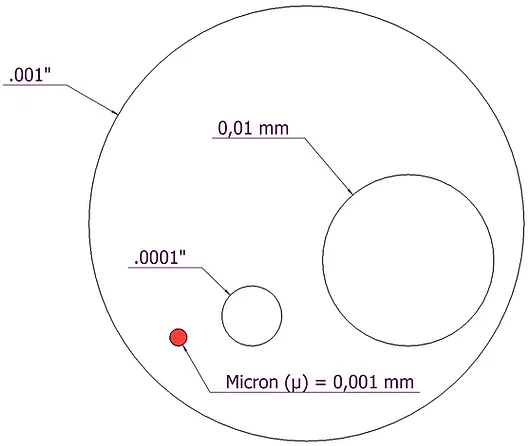
«Kur mund të matni atë për të cilën po flisni dhe ta shprehni atë me numra, ju dini diçka për të; por kur nuk mund ta matësh ose ta shprehësh me numra, dija jote është e pakënaqshme dhe e pakënaqshme.”
Lord KELVIN (1824-1907)
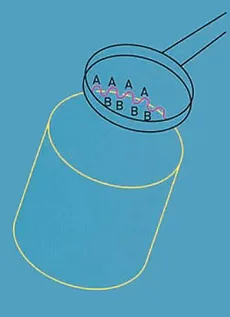
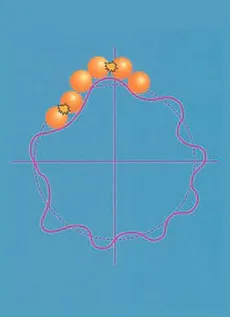
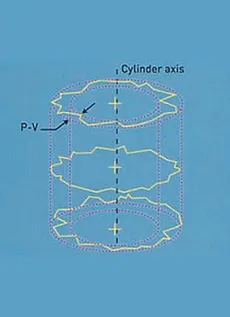
Pse të matni rrumbullakësinë?
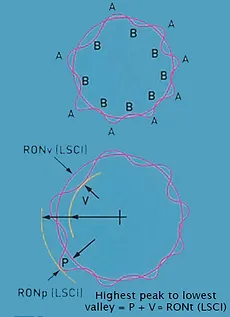
Komponenti mund të duket i rrumbullakët në sy dhe me sa duket ka një diametër konstant kur matet me një vernier ose mikrometër, por a është i rrumbullakët? Është e qartë se lobimi mund të ndikojë në funksion. Lobet në 'A' do të mbajnë ngarkesën ndërsa filmi lubrifikues do të jetë më i madhi në 'B'.
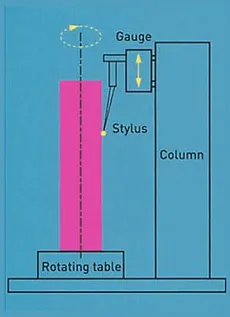
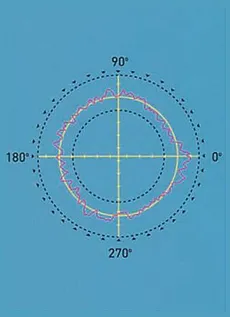
Si matet rrumbullakësia?
Për të matur rrumbullakësinë, rrotullimi është i nevojshëm, i shoqëruar me aftësinë për të matur ndryshimin në rreze. Kjo arrihet më së miri duke krahasuar profilin e komponentit në provë me një të dhënë rrethore. Komponenti rrotullohet në një bosht shumë të saktë që siguron të dhënat rrethore. Boshti i komponentit është në linjë me boshtin e boshtit, zakonisht duke përdorur një tabelë qendrimi dhe nivelimi. Më pas përdoret një transduktor për të matur variacionet radiale të komponentit në lidhje me boshtin e boshtit.
Arsyeja ?
Kushineti i treguar këtu mund të ketë një garë që nuk është vërtet rrethore. Kjo ndoshta do të funksiononte për një kohë të shkurtër, por valëzimet rreth kësaj race mbajtëse do të fillonin të shkaktonin dridhje. Kjo do të rezultonte në konsumim të parakohshëm dhe do të bënte që gara të performonte me më pak efikasitet sesa ishte menduar.
Rezultatet ?
Kushineti i treguar këtu mund të ketë një garë që nuk është vërtet rrethore. Kjo ndoshta do të funksiononte për një kohë të shkurtër, por valëzimet rreth kësaj race mbajtëse do të fillonin të shkaktonin dridhje. Kjo do të rezultonte në konsumim të parakohshëm dhe do të bënte që gara të performonte me më pak efikasitet sesa ishte menduar.
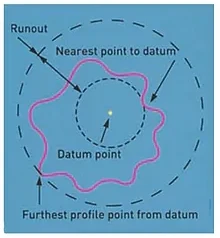
Është i përshtatshëm për të paraqitur daljen jashtë rrumbullakësisë nga matësi si një profil ose grafik polar. Vlerësimi i këtij përfaqësimi piktural mund të jetë subjektiv dhe kërkon kohë, prandaj na duhen disa mjete për përpunimin e informacionit për të na dhënë përgjigje të sakta dhe të përsëritshme. Ndërsa po përpiqemi të vlerësojmë largimet nga qarkorja e vërtetë dhe kërkojmë një referencë nga e cila të matim, ka kuptim të përpiqemi të përshtatim një rreth referimi në profilin tonë dhe të lidhim të gjitha llogaritjet tona me të.
Rrethi i referencës së katrorëve më të vegjël (LSCI)
Një vijë ose shifër përshtatet në çdo të dhënë të tillë që shuma e katrorëve të largimit të të dhënave nga ajo rresht ose figurë të jetë minimale. Kjo është gjithashtu linja që ndan profilin në zona minimale të barabarta.
LSCI është rrethi i referencës më i përdorur. Më pas, jashtërrumbullakësia shprehet në termat e largimit maksimal të profilit nga LSCI. dmth nga maja më e lartë në luginën më të ulët.
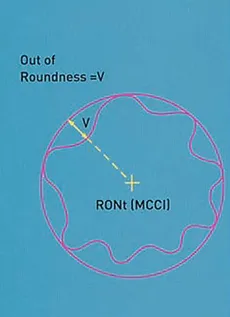
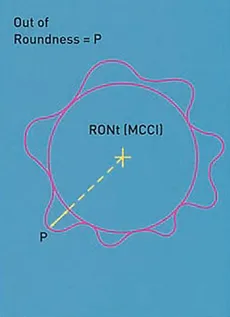
Rrethi minimal i kufizuar (MCCI)
Përcaktohet si rrethi i rrezes minimale që do të mbyllë të dhënat e profilit. Më pas, shkalla e jashtme jepet si largimi (ose lugina) maksimale e profilit nga ky rreth. Ndonjëherë referohet si Rrethi i Referencës së Matës së Unazës.
Rrethet e referencës minimale të zonës (MZCI)
Përcaktuar si dy rrathë koncentrikë të pozicionuar për të mbyllur profilin e matur në mënyrë që nisja e tyre radiale të jetë minimale.
Më pas, vlera e rrumbullakësisë jepet si ndarja radiale e dy rrathëve.
Rrethi maksimal i brendashkruar (MICI)
Përcaktohet si rrethi i rrezes maksimale që do të mbyllet nga të dhënat e profilit.
Më pas jepet jashtë rrumbullakësisë si largimi (ose kulmi) maksimal i profilit nga rrethi. Ndonjëherë referohet si Rrethi i referencës së matësit të prizës.
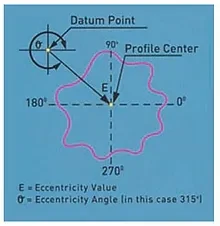
 = Ekscentricitet (ECC)*
= Ekscentricitet (ECC)*
Ky është termi i përdorur për të përshkruar pozicionin e qendrës së një profili në lidhje me një pikë të caktuar. Është një sasi vektoriale në atë që ka madhësi dhe drejtim. Madhësia e ekscentricitetit shprehet thjesht si distanca midis qendrës së profilit dhe pikës së bazës. Drejtimi shprehet si kënd nga pika e bazës.
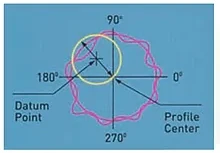
 = Koncentriciteti (CONC)*
= Koncentriciteti (CONC)*
Kjo është e ngjashme me ekscentricitetin, por ka vetëm një madhësi dhe nuk ka drejtim. Koncentriciteti përcaktohet si diametri i rrethit të përshkruar nga qendra e profilit kur rrotullohet rreth pikës së bazës. Mund të shihet se vlera e koncentricitetit është dyfishi i madhësisë së ekscentricitetit.
 = Runout (Runout)*
= Runout (Runout)*
Ndonjëherë referohet si TIR (Leximi total i treguar). Rrjedha përkufizohet si ndarja radiale e dy rrathëve koncentrikë të përqendruar në pikën e bazës dhe të tërhequr në mënyrë të tillë që njëra përkon me pikën më të afërt dhe tjetra përkon me pikën më të largët në profil.
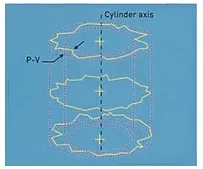
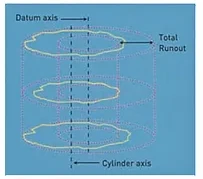
 = Rrahje totale (Përfundim total)*
= Rrahje totale (Përfundim total)*
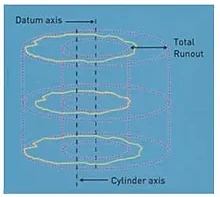
Total Runout is defined as the minimum radial separation of two co-axial cylinders, which are co-axial with a datum axis and which totally enclose the measured surface.
 = Sheshtësi (FLTt)*
= Sheshtësi (FLTt)*
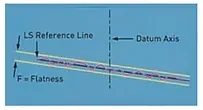
Vendoset një plan referencë dhe rrafshësia llogaritet si nisja nga maja në luginë nga ai plan. Të përdoret ose LS ose MZ n
 = Sheshi (SQR)*
= Sheshi (SQR)*
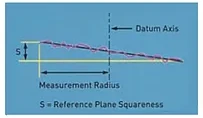
Pas përcaktimit të një boshti, vlera e katrorit është ndarja boshtore minimale e dy rrafsheve paralele normale me boshtin e referencës dhe që mbyllin plotësisht rrafshin referues. Mund të përdoret ose LS ose MZ.
 = Cilindriciteti (CYLt)*
= Cilindriciteti (CYLt)*
Ndarja minimale radiale prej 2 cilindrash, koaksiale me boshtin e referencës të vendosur, të cilët mbyllin plotësisht të dhënat e matura. Mund të përdoren cilindra LS, MZ, MC ose Ml.
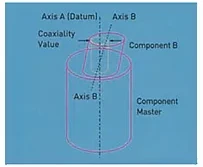
= Koaksialiteti (Coaksi ISO)*
Diametri i një cilindri që është koaksial me boshtin e të dhënave dhe do të mbyllë vetëm boshtin e cilindrit të referuar për vlerësimin e koaksialitetit.
= Koaksialiteti (Coaksi DIN)*
Diametri i një cilindri që është koaksial me boshtin e të dhënave dhe që do të mbyllë vetëm centoidet (qendrat LS) të planeve nga të cilat llogaritet boshti i cilindrit të referuar për vlerësimin e koaksialitetit.
Funksioni i udhëzuesit të valvulës "trio", sedilja e valvulës dhe valvula është të krijojë një ajrosje të përsosur, të rinovuar pafundësisht dhe të besueshme të fluksit të gaztë të motorit.
Një kontakt metalik midis dy sipërfaqeve duhet të përbëjë një kalim të besueshëm dhe hermetik pas qindra miliona hapjeve dhe mbylljeve të njëpasnjëshme të valvulave.
Dy sipërfaqet në kontakt, pra sipërfaqja e sediljes së valvulës së valvulës dhe ajo e vetë sediljes aktuale, duhet të kenë cilësi të ngjashme dhe duhet të jenë afër përsosmërisë.
Format e sipërfaqeve të sipërpërmendura duhet të jenë krejtësisht identike dhe plotësisht plotësuese.
E vetmja formë që mund të arrihet me saktësi dhe në mënyrë të përsëritur, për të përmbushur këtë funksion, është rrethi.
E lidhur me parametra të tjerë, rrethoriteti, dmth saktësia e formës së rrathëve të përbërë nga sedilja e valvulës dhe vetë valvula, rezulton të jetë kushti kryesor dhe i nevojshëm për një izolim të mirë ajror midis valvulës dhe valvulës. vend.
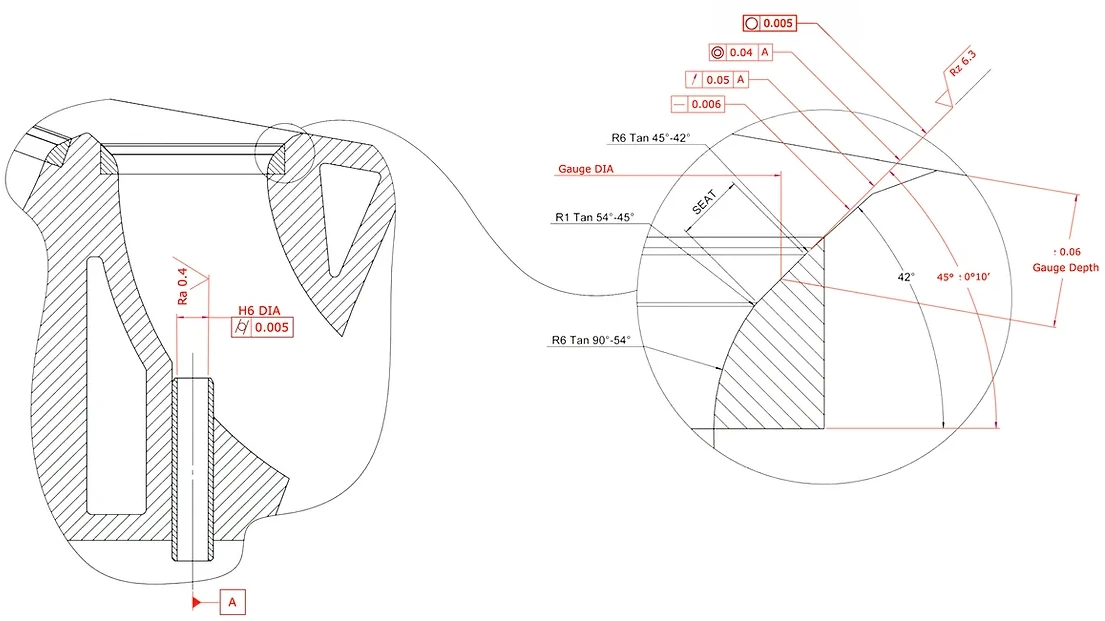
Rrethoriteti, cilindriteti, përfundimi i sipërfaqes, këndet i nënshtrohen të gjitha tolerancave më të rrepta dhe më strikte.
Udhëzues valvulash
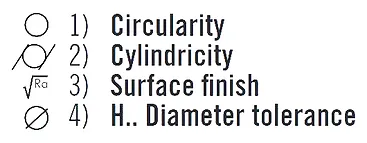
Udhëzuesi i valvulës është referenca, nga e cila varet pozicionimi i funksionimit të përpunimit të riparimit të sediljes së valvulës, i kontrollit të një pjese të konformitetit të sediljes së valvulës (koncentriciteti) dhe, natyrisht, ai drejton valvulën në lëvizjet e saj. Cilësia e një udhëzuesi të valvulës përcaktohet në thelb nga 4 parametra:
Për të siguruar një drejtim të përsosur të valvulës, cilindriteti dhe toleranca në diametër janë kritike. Cilësitë e mira gjeometrike do të lejojnë që udhëzuesi i valvulës të pozicionojë valvulën me saktësi gjatë një jetëgjatësie të gjatë.
Një defekt i rëndësishëm në drejtimin e valvulës, përveç përpunimit të dobët të udhëzuesit të valvulës - jashtë tolerancave, do të çojë në deformim dhe konsumim të parakohshëm të sediljes së valvulës dhe një humbje të shpejtë të fuqisë së motorit.
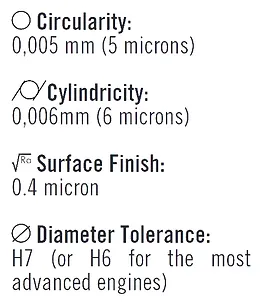
Tolerancat e kërkuara zakonisht nga OEM për motorët aktualë janë:
Tolerancat e mësipërme, të vështira për t'u marrë dhe respektuar nga prodhuesit e serive të mëdha, janë edhe më komplekse për t'u garantuar gjatë riparimit. Dështimi për të përmbushur këto nivele të cilësisë do ta bëjë përpunimin e sediljeve të valvulave edhe më delikate.
Ulëset dhe valvulat e valvulave
Duke pasur parasysh rëndësinë e saktësisë së sipërfaqeve që do të jenë në kontakt dhe që, për shkak të komplementaritetit të tyre, do të sigurojnë një hermetike të përsosur, OEM-të shtrëngojnë tolerancat e formës së konikimeve të sediljeve.
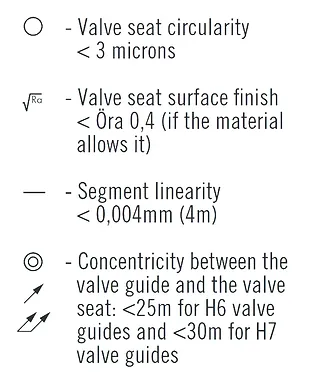
Lineariteti i segmentit të këndit të sediljes dhe rrethoriteti i tij tolerohen me dallime në vlerë që nuk i kalojnë disa mikronë (< 10 mikronë). Vlerat Ra dhe Rz që përcaktojnë përfundimin e sipërfaqes së sediljes së valvulës dhe gjithashtu shumë e ngushtë dhe shenja më e vogël e zhurmës ose valëzimit të sediljes, japin një vend që është jashtë tolerancës dhe i papranueshëm.
Tolerancat e aplikuara për nocionin e koncentricitetit, rrjedhjes ose daljes së dyfishtë midis boshtit të udhëzuesit të valvulës dhe boshtit të sediljes së valvulës janë gjithashtu shumë të rëndësishme, por mbeten brenda vlerave relativisht të lehta për t'u garantuar.
Në përgjithësi, defekti i koncentricitetit/zbërthimi në rendin prej 0,05 mm (0,002”) konsiderohet i pranueshëm. Të gjitha këto vlera tolerance shtrëngohen seriozisht me aplikimin e një koeficienti të quajtur “Cpk” i nxjerrë jashtë rregullave të zbatueshme për kompanitë e certifikuara ISO/TS16949 dhe ul ndjeshëm vlerat e tolerancës nëpërmjet përdorimit të makinerive të afta për të garantuar qëndrueshmëri të madhe në cilësi.
Kjo qasje që synon të garantojë cilësinë është bërë e mundur pasi gabimet njerëzore shmangen sa më shumë që të jetë e mundur për shkak të përdorimit të sistemeve numerike të mekanizmave nxitës dhe kontrollues që japin gjithmonë më shumë performancë.
NEWEN FIXED-TURNING® vjen brenda logjikës së parimit mekanik të evoluar dhe me performancë të lartë, i pilotuar dhe i kontrolluar me një kontroll unik numerik me performancë të lartë.
FIXED-TURNING® ofron dhe garanton:
Ky nivel cilësie është më i larti sot dhe është i arritshëm për të gjithë njerëzit që përpunojnë sediljet e valvulave, nga rindërtuesi më i vogël i motorit deri te objektet më të mëdha të prodhimit duke përdorur NEWEN FIXED-TURNING®.
Së fundmi, NEWEN FIXED-TURNING® është një mjet prodhimi i besueshëm dhe i qëndrueshëm, ekonomik dhe fleksibël, që lejon marrjen parasysh të Cpk-së më të rëndë gjatë kontrollit të fitimeve të dikujt.
Kërkesa për cilësi konstante (Cpk) dhe saktësi për prodhimin e ri të kokës së cilindrit, nxjerr në pah papërshtatshmërinë e parimit të pilotit të konikuar si një zgjidhje e pranueshme për përpunimin e sediljeve të valvulave.
Kjo zgjidhje, e vlerësuar prej kohësh për aspektin e saj ekonomik, nuk i përgjigjet më kërkesave teknike aktuale.
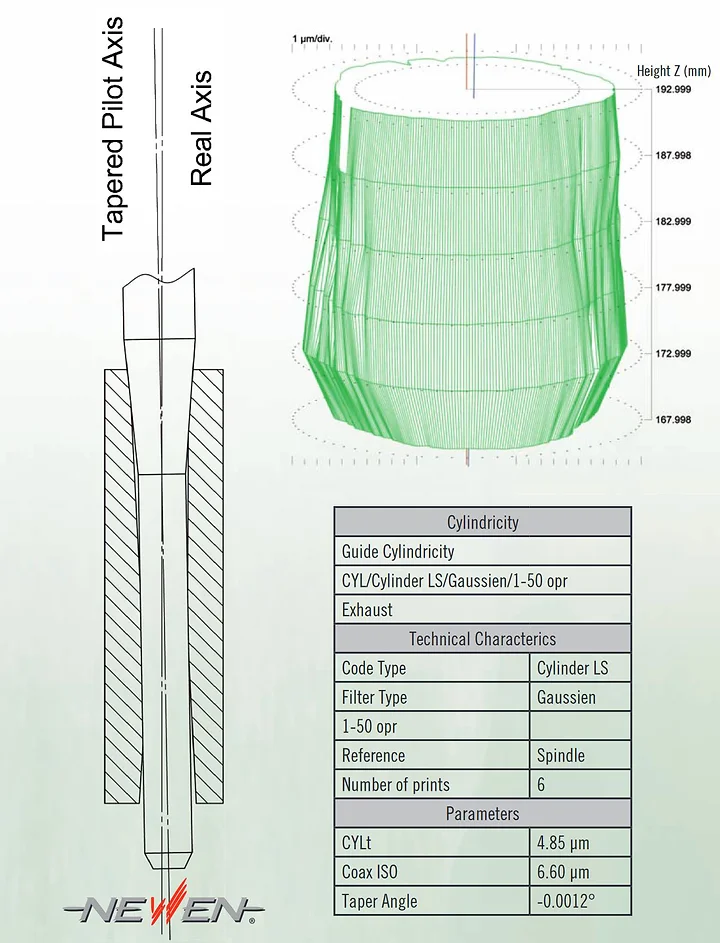
Aksi/pozicioni i marrë nga një pilot konik brenda një udhëzuesi të valvulës nuk është kurrë i njëjtë me atë që do të përcaktohej nga matja dhe/ose ai që merret nga një valvul gjatë lëvizjes (referojuni vizatimit).
Ky ndryshim theksohet më tej nga defekti i formës së një udhëzuesi të ri ose të përdorur valvulash (ju lutemi referojuni paraqitjes grafike të një udhëzuesi të ri valvulash nga një makinë matëse Talyrond)
Pozicionimi i rastësishëm i pilotit brenda udhëzuesit të valvulës bie ndesh me nocionin e Cpk të zhvilluar sot brenda të gjitha OEM-ve.
Pa harruar se edhe në rastin e një riparimi të thjeshtë, vetë dimensioni i pilotëve të kërkuar për motorët aktualë nuk mjafton, në çdo rast, për t'i rezistuar përpjekjeve të parregullta të prerjes së veglave të formës.
NEWEN hedh poshtë energjikisht pozicionin e mbrojtësve të kësaj teknike të vjetëruar.
Po kështu, mjeti i formës shfaq një profil prerjeje shumë të gjatë për të garantuar një prerje të rregullt mbi 360 gradë (në mënyrë të barabartë rreth sediljes).
Vlera e relievit të brendshëm mund të ndryshojë në një shkallë nga 1 deri në 3 në të njëjtën ndenjëse dhe përpjekjet radiale të zhytura nga boshti do të shkaktojnë në mënyrë të pashmangshme përkuljen aktuale të këtij të fundit dhe do të përkthehen në një defekt të formës së sediljes së valvulës, si p.sh. shenja, valëzime dhe/ose forma ovale që do ta bëjnë përpunimin e sediljes jo korrekte dhe jashtë tolerancës.
Materialet aktuale të sediljeve të valvulave dhe tolerancat e kërkuara nuk janë më të pajtueshme me këtë teknikë të përpunimit.

Mjetet matëse tradicionale nuk janë të mjaftueshme për të kontrolluar me saktësi sediljet e valvulave dhe udhëzuesit e valvulave të përpunuara me makina NEWEN® FIXED-TURNING®.
NEWEN® është pajisur me një makinë kontrolli TALYROND 365XL, e konceptuar veçanërisht dhe e dedikuar për matjen e formave, koaksialiteteve, përfundimit të sipërfaqes...
Kjo makinë rezolucioni i së cilës është 1/100 e mikronit ju lejon të kontrolloni automatikisht të gjithë parametrat gjeometrikë që përcaktojnë cilësinë e një udhëzuesi dhe një të sediljes së valvulës: rrethoriteti, koncentriciteti, mbarimi, cilindriteti, lineariteti i segmentit, këndet, përfundimi i sipërfaqes... Raportet e kontrollit dhe grafikët që rezultojnë nga testet njihen padiskutim nga departamentet e kontrollit të OEM-ve më prestigjioze.
NEWEN po teston vazhdimisht punën e prodhuar nga makineritë që prodhon dhe demonstron cilësi me masat aktuale.
Ashtu si parimi i një torno CNC, FIXED-TURNING ® është përpunimi i sediljeve të valvulave dhe/ose çdo formë rrotullimi me anë të interpolimit të akseve.
Përveç faktit që është vegla prerëse që rrotullohet dhe jo vetë pjesa që përpunohet, boshti i makinës dhe koka e përpunimit lejojnë të përpunohen shumë thjesht format më të vështira dhe më komplekse, pavarësisht nga cilësia e materialit të sediljes së valvulave. Ndërsa rrotullohet, mjeti prerës lëviz në akset e tij x dhe z për të përshkruar profilin në makinë. Përpunimi kryhet në një drejtim dhe numri i kalimeve përcaktohet automatikisht nga vetë programi. Udhëtimi i mjetit prerës është i optimizuar sipas formës aktuale të sediljes së papërpunuar të valvulës. Një prestar standard trekëndor lëviz sipas boshtit të karrocës dhe boshtit të zhvendosjes së boshtit. E tëra rrotullohet rreth boshtit C.
Një kompjuter i fuqishëm llogarit në mënyrë të përhershme trajektoren optimale të mjetit në mënyrë që përpjekjet e prerjes të jenë të rregullta dhe të reduktuara në minimum. Çdo rruajtje e vetme e llogaritur nga një fraksion i sekondës në një fraksion të sekondës prodhohet në atë mënyrë që asnjë luhatje e përpjekjeve të prerjes të mos prishë ekuilibrin dhe fleksibilitetin e boshtit.
Falë FIXED-TURNING®, përpunimi i përsosur i sediljes së valvulave dhe një mbyllje e përsosur midis sediljes së valvulës dhe valvulës së saj arrihet çdo herë, herën e parë, pa mbështjellje.
Kontrollet moderne, teknologjia më e fundit, efikase, e thjeshtë, jashtëzakonisht miqësore për përdoruesit, e lehtëson operatorin nga gjestet e përsëritura, zvogëlon lodhjen dhe çliron vëmendjen për operacionet thelbësore.
Ndërveprimi me makinën është miqësor dhe i thjeshtë për përdoruesit. Operatori duhet të vendosë vetëm dimensione të njohura si diametri i valvulës, të zgjedhë një profil dhe makina do të llogarisë menjëherë gjithçka tjetër, duke përfshirë të gjitha kalimet e përpunimit të përafërt dhe përfundimit.
Përtej saktësisë, përtej thjeshtësisë së përdorimit dhe produktivitetit të shtuar, FIXED-TURNING ® është ekuivalenti i mijëra veglave të formave të personalizuara, të gjitha të paketuara përgjithmonë në një makinë të thjeshtë dhe të përballueshme.
Rroftë rindërtimi i motorit.