ОЕМ подизвођачи, стручњаци високих перформанси и реконструктори мотора морају узети у обзир и поштовати прецизне толеранције облика и димензија док обрађују вођице вентила и седишта вентила.
Са овим „мемоаром“, НЕВЕН покушава да прикупи, у оквиру кратког документа намењеног техничарима у производњи, различите симболе и знакове толеранције које обично користе ОЕМ произвођачи да дефинишу своје захтеве у погледу обраде главе цилиндра и, посебно, вођице вентила и обрада седишта вентила.
НЕВЕН спаја сваку толеранцију облика и димензија са директним и индиректним утицајима на функционисање и поузданост главе цилиндра, без покушаја да се претерано поједностави или денатурише комбиновани ефекат два или више параметара.
Овим документом НЕВЕН ради на осуди опште прихваћених идеја, као и лажних идеја, широко распрострањених идеја које, због своје једноставности и нетачности, доводе у заблуду ремонтере мотора и мењају њихову процену.
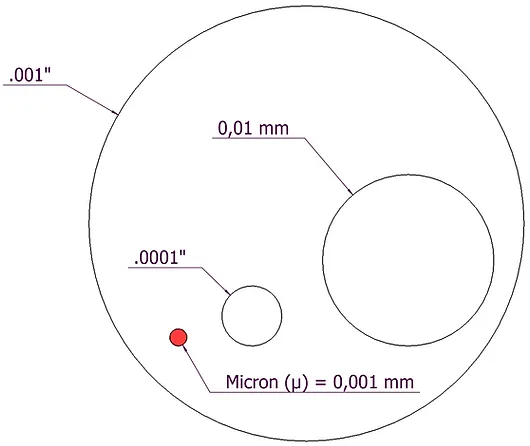
«Када можете да измерите оно о чему говорите и да то изразите бројевима, знате нешто о томе; али када га не можете измерити или изразити у бројевима, ваше знање је оскудно и незадовољавајуће.»
Лорд КЕЛВИН (1824-1907)
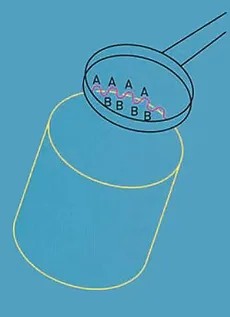
Зашто мерити заобљеност?
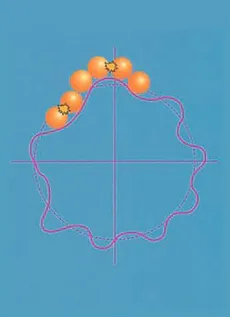
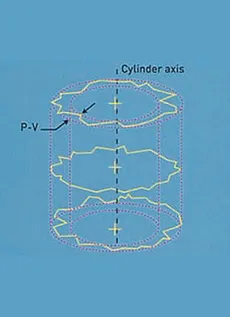
Компонента може изгледати округла за око и очигледно има константан пречник када се мери са нониусом или микрометром, али да ли је округла? Јасно је да лобирање може утицати на функцију. Лобови на 'А' ће носити оптерећење док ће филм за подмазивање бити највећи у 'Б'.
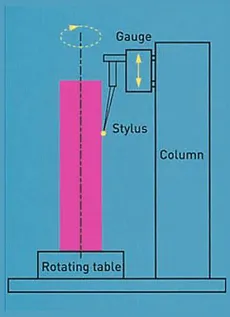
Како се мери заобљеност?
За мерење заобљености неопходна је ротација, заједно са могућношћу мерења промене полупречника. Ово се најбоље постиже поређењем профила компоненте која се тестира са кружним датумом. Компонента се ротира на високо прецизном вретену које обезбеђује кружни датум. Оса компоненте је поравната са осом вретена, обично користећи сто за центрирање и нивелисање. Затим се претварач користи за мерење радијалних варијација компоненте у односу на осу вретена.
разлог?
Овде приказани лежај може имати трку која није заиста кружна. Ово би вероватно функционисало кратко време, али би таласи око овог лежаја почели да изазивају вибрације. То би резултирало прераним хабањем и проузроковало да трка буде имала мање ефекта него што је планирано.
Ресултс ?
Овде приказани лежај може имати трку која није заиста кружна. Ово би вероватно функционисало кратко време, али би таласи око овог лежаја почели да изазивају вибрације. То би резултирало прераним хабањем и проузроковало да трка буде мање ефикасна него што је планирано.
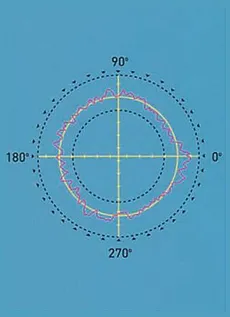
Погодно је приказати излаз ван заобљености из мерача као поларни профил или графикон. Процена овог сликовног приказа може бити субјективна и дуготрајна, стога су нам потребна нека средства за обраду информација која ће нам дати тачне и поновљиве одговоре. Пошто покушавамо да проценимо одступања од праве кружности и захтевамо референцу из које меримо, има смисла покушати да уклопимо референтни круг у наш профил и повежемо све наше прорачуне са њим.
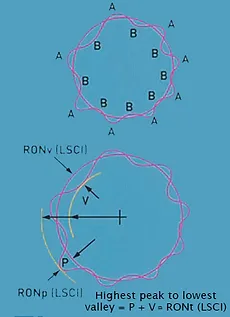
Референтни круг најмањих квадрата (ЛСЦИ)
Линија или фигура се уклапа у било који податак тако да је збир квадрата одступања података од те линије или фигуре минималан. Ово је такође линија која дели профил на једнаке минималне површине.
ЛСЦИ је најчешће коришћени референтни круг. Незаокруженост се тада изражава у смислу максималног одступања профила од ЛСЦИ. односно од највишег врха до најниже долине.
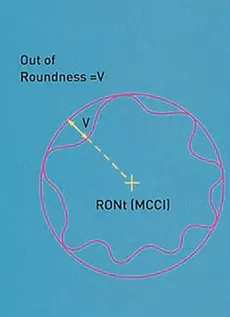
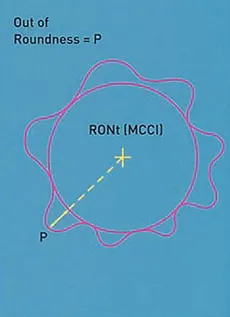
Минимални описани круг (МЦЦИ)
Дефинише се као круг минималног радијуса који ће обухватити податке профила. Заокруженост се тада даје као максимално одступање (или долина) профила од овог круга. Понекад се назива референтни круг мерача прстена.
 = Ексцентричност (ECC)*
= Ексцентричност (ECC)*
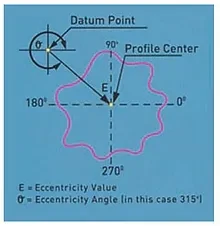
Ово је термин који се користи за описивање положаја центра профила у односу на неку референтну тачку. То је векторска величина по томе што има величину и правац. Величина ексцентрицитета се изражава једноставно као растојање између центра профила и референтне тачке. Правац се изражава као угао од референтне тачке.
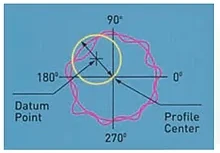
 = Концентричност (CONC)*
= Концентричност (CONC)*
Ово је слично ексцентричности, али има само величину и нема правац. Концентричност се дефинише као пречник круга који описује центар профила када се ротира око референтне тачке. Може се видети да је вредност концентричности двоструко већа од величине ексцентричности.
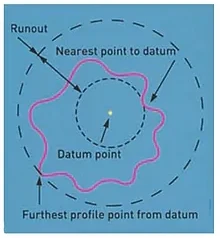
 = Руноут (Руноут)*
= Руноут (Руноут)*
Понекад се назива и ТИР (Тотал Индицатед Реадинг). Руноут се дефинише као радијално раздвајање два концентрична круга центрирана на референтној тачки и нацртана тако да се један поклапа са најближом, а други са најдаљом тачком на профилу.
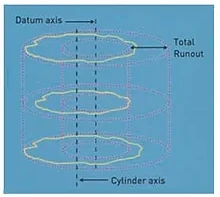
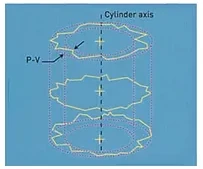
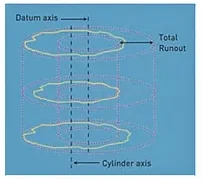
 = Тотал Руноут (Тотал Руноут)*
= Тотал Руноут (Тотал Руноут)*
Укупни Руноут се дефинише као минимално радијално раздвајање два коаксијална цилиндра, који су коаксијални са референтном осом и који у потпуности обухватају мерену површину.
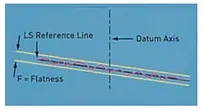
 = равност (ФЛТт)*
= равност (ФЛТт)*
Поставља се референтна раван и равност се израчунава као одлазак од врха до долине од те равни. Користи се или ЛС или МЗ н
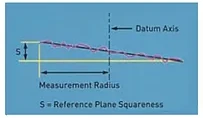
 = квадратност (СКР)*
= квадратност (СКР)*
Након дефинисања осе, квадратна вредност је минимално аксијално раздвајање две паралелне равни нормалне на референтну осу и које у потпуности обухватају референтну раван. Може се користити или ЛС или МЗ.
 = Цилиндричност (ЦИЛт)*
= Цилиндричност (ЦИЛт)*
Минимално радијално раздвајање од 2 цилиндра, коаксијално са уграђеном референтном осовином, који у потпуности обухватају мерене податке. Могу се користити или ЛС, МЗ, МЦ или Мл цилиндри.
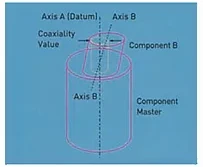
= Коаксијалност (коаксијални ИСО)*
Пречник цилиндра који је коаксијалан са референтном осом и који ће само обухватити осу цилиндра наведен за процену коаксијалности.
= Коаксијалност (коаксијални ДИН)*
Пречник цилиндра који је коаксијалан са референтном осом и који ће само обухватити центоиде (ЛС центри) равни из којих се израчунава оса цилиндра која се односи на процену коаксијалности.
Функција "трио" водилице вентила, седишта вентила и вентила је да створи савршену, бескрајно обнављану и поуздану непропусност гасног флукса мотора.
Метални контакт између две површине мора да представља поуздан и херметички затворен пролаз после стотина милиона узастопних отварања и затварања вентила.
Две површине у контакту, односно површина седишта вентила и самог седишта, морају имати сличне квалитете и морају бити близу савршенства.
Облици горе наведених површина морају бити савршено идентични и потпуно комплементарни.
Једини облик који се може постићи са прецизношћу и на начин који се понавља, да испуни ову функцију, је круг.
У вези са другим параметрима, кружност, односно тачност облика кругова које чине седиште вентила и сам вентил, испоставља се као главни и сине куа ноне услов за добру непропусност између вентила и вентила. седиште.
Кружност, цилиндричност, завршна обрада површине, углови су подвргнути све строжијим толеранцијама.
Водич вентила
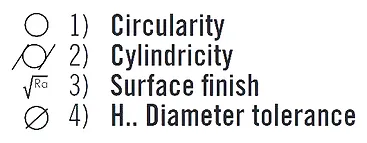
Водилица вентила је референца, од које зависи позиционирање операције поправке машинске обраде седишта вентила, контроле дела усаглашености седишта вентила (концентричност) и, наравно, она води вентил у његовом кретању. Квалитет водича вентила је у суштини дефинисан са 4 параметра:
Да би се обезбедило савршено вођење вентила, цилиндричност и толеранција пречника су критични. Добри геометријски квалитети ће омогућити вођицу вентила да прецизно позиционира вентил током дугог века трајања.
Важан недостатак у вођењу вентила, поред лоше обраде вођице вентила – ван толеранција, довешће до прераног деформисања и хабања седишта вентила и брзог губитка снаге мотора.
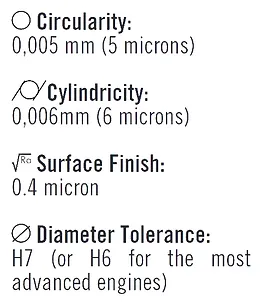
Толеранције које обично захтевају ОЕМ произвођачи за тренутне моторе су:
Горе наведене толеранције, које је тешко добити и поштовати произвођачи великих серија, још су сложеније за гаранцију приликом поправке. Неиспуњавање ових нивоа квалитета ће учинити машинску обраду седишта вентила још деликатнијом.
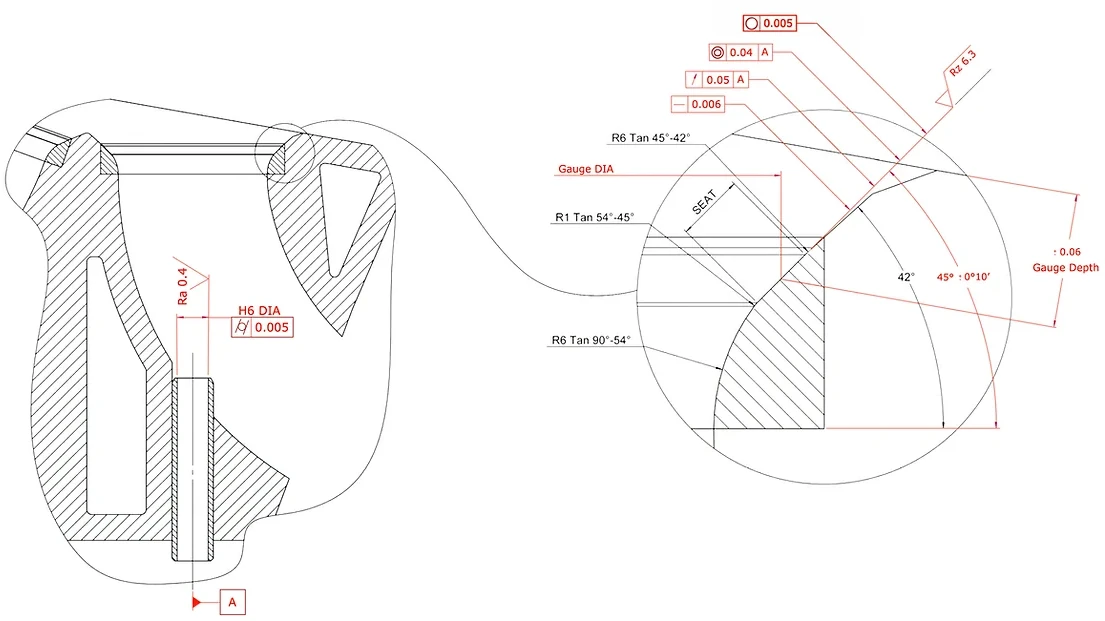
Седишта вентила и вентили
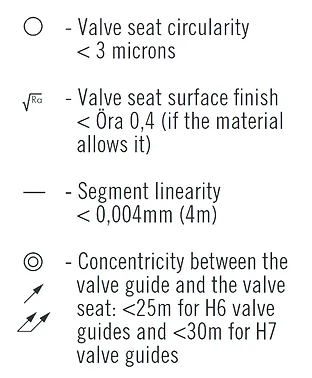
С обзиром на важност прецизности површина које ће бити у контакту и које ће, због њихове комплементарности, обезбедити савршену херметичност, ОЕМ произвођачи затежу толеранције облика конуса седишта.
Линеарност сегмента угла седишта и његова кружност се толерише са разликама вредности које не прелазе неколико микрона (< 10 микрона). Вредности Ра и Рз које дефинишу завршну обраду седишта вентила, а такође и веома затегнута и најмања мрља или таласање седишта, дају седиште које је ван толеранције и неприхватљиво.
Толеранције које се примењују на појам концентричности, струјања или двоструког одступања између осе вођице вентила и осе седишта вентила су такође веома важне, али остају унутар вредности које је релативно лако гарантовати.
Уопштено говорећи, дефект концентричности/избочина реда величине 0,05 мм (.002”) се сматра прихватљивим. Све ове вредности толеранције су озбиљно пооштрене применом коефицијента званог „Цпк“ који је издат на основу правила која се примењују на компаније са сертификатом ИСО/ТС16949 и значајно смањује вредности толеранције коришћењем машина које могу да гарантују велику доследност у квалитету.
Овај приступ који има за циљ да гарантује квалитет је омогућен јер је људска грешка избегнута колико је то могуће захваљујући употреби нумеричких система који окидају и контролишу механизме који дају увек више перформанси.
НЕВЕН ФИКСЕД-ТУРНИНГ® долази у оквиру логике еволуираног механичког принципа високих перформанси, којим се управља и контролише помоћу јединствене нумеричке контроле високих перформанси.
ФИКСЕД-ТУРНИНГ® обезбеђује и гарантује:
Овај ниво квалитета је највиши данас и доступан је свим људима који обрађују седишта вентила, од најмањег произвођача мотора до највећих производних погона који користе НЕВЕН ФИКСЕД-ТУРНИНГ®.
На крају, НЕВЕН ФИКСЕД-ТУРНИНГ® је поуздано и конзистентно производно средство, економично и флексибилно, које омогућава да се узму у обзир најстрожи Цпк док контролишете профит.
Захтев за константним квалитетом (Цпк) и прецизношћу за производњу нове главе цилиндра, наглашава неадекватност принципа конусног пилота као прихватљивог решења за машинску обраду седишта вентила.
Ово решење, дуго цењено због свог економског аспекта, више не одговара тренутним техничким захтевима.
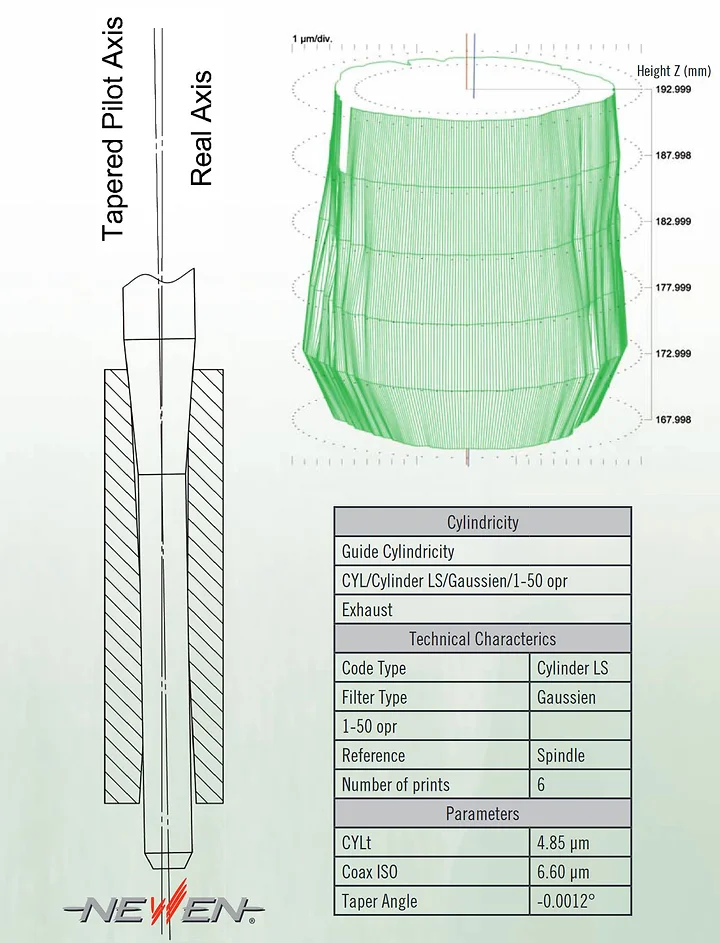
Оса/позиција коју заузима конусни пилот унутар водилице вентила никада није иста од оне која би била одређена мерењем и/или оне коју је заузео вентил док је у покрету (погледајте цртеж).
Ова разлика је додатно наглашена дефектом облика нове или коришћене вођице вентила (погледајте графички приказ нове вођице вентила на Талиронд мерној машини)
Насумично позиционирање пилота унутар водилице вентила је у супротности са појмом Цпк који је данас развијен у оквиру свих ОЕМ-а.
Не заборављајући да чак иу случају једноставне поправке, сама димензија пилота потребна за тренутне моторе није у сваком случају довољна да се одупре неправилним напорима резања алата за обликовање.
НЕВЕН енергично оповргава став бранилаца ове застареле технике.
Исто тако, алат за обликовање има предугачак профил за сечење да би гарантовао правилан рез преко 360 степени (равномерно око седишта).
Вредност унутрашњег растерећења може да варира на скали од 1 до 3 на једном истом седишту и радијални напори које апсорбује вретено неизбежно ће покренути стварно савијање тог последњег и претвориће се у дефект у облику седишта вентила, као што је брбљање ознаке, валови и/или овални облици који ће учинити машинску обраду седишта нетачном и ван толеранције.
Тренутни материјали седишта вентила и потребне толеранције више нису компатибилни са овом техником обраде.

Традиционална мерна средства нису довољна за прецизну контролу седишта вентила и вођица вентила обрађених са НЕВЕН® ФИКСЕД-ТУРНИНГ® машинама.
НЕВЕН® се опремио са ТАЛИРОНД 365КСЛ контролном машином, посебно осмишљеном и посвећеном мерењу облика, коаксијалности, површинске обраде...
Ова машина чија је резолуција 1/100 микрона омогућава да се аутоматски контролишу сви геометријски параметри који дефинишу квалитет водилице и а седишта вентила: кружност, концентричност, истезање, цилиндричност, линеарност сегмента, углови, завршна обрада... Контролни извештаји и графикони који су резултат тестови су неоспорно признати од стране контролних одељења најпрестижнијих ОЕМ произвођача.
НЕВЕН континуирано тестира рад машина које производи и демонстрира квалитет стварним мерама.
Попут принципа ЦНЦ струга, ФИКСЕД-ТУРНИНГ ® је обрада седишта вентила и/или било ког облика обртања интерполацијом оса.
Осим што се врти алат за сечење, а не део који се сам обрађује, вретено машине и машинска глава омогућавају врло једноставну обраду најтежих и најсложенијих облика без обзира на квалитет материјала седишта вентила. Док се ротира, алат за сечење се помера на својим к и з осама да би описао профил који се обрађује. Обрада се врши у једном правцу и број пролаза се аутоматски дефинише самим програмом. Ход алата за сечење је оптимизован у складу са стварним обликом сировог седишта вентила. Стандардни троугласти резач се креће према оси колица и оси померања вретена. Цела се ротира око Ц-осе.
Моћан рачунар трајно израчунава оптималну путању алата тако да напори резања буду редовни и сведени на минимум. Свако појединачно бријање израчунато од делића секунде до делића секунде производи се на такав начин да никаква флуктуација напора резања не нарушава равнотежу и флексибилност вретена.
Захваљујући ФИКСЕД-ТУРНИНГ®, савршена обрада седишта вентила и савршено заптивање између седишта вентила и његовог вентила се постижу сваки пут, први пут, без преклапања.
Савремене контроле, најновија технологија, ефикасне, једноставне, изузетно лаке за коришћење, ослобађају оператера од понављања покрета, смањују умор и ослобађају пажњу за основне операције.
Интеракција са машином је лака за употребу и једноставна. Оператеру треба само да унесе познате димензије као што је пречник вентила, изабере профил и машина ће тренутно израчунати све остало, укључујући све пролазе грубе и завршне обраде.
Изнад прецизности, осим једноставног коришћења и додатне продуктивности, ФИКСЕД-ТУРНИНГ ® је еквивалент хиљадама прилагођених алата за форму, а сви су трајно упаковани у једну једноставну и приступачну машину.
Живела обнова мотора.