OEM alt yüklenicileri, yüksek performans uzmanları ve motor yenileyicileri, valf kılavuzlarını ve valf yuvalarını işlerken hassas şekil ve boyut toleranslarını hesaba katmalı ve bunlara saygı göstermelidir.
NEWEN, bu "aide-memoire" ile üretim teknisyenlerine yönelik kısa bir belgede, OEM'lerin silindir kapağı işleme ve özellikle valf kılavuzu ve valf yuvası işleme açısından gereksinimlerini tanımlamak için tipik olarak kullandıkları çeşitli sembolleri ve tolerans işaretlerini toplamaya çalışmaktadır.
NEWEN, iki veya daha fazla parametrenin birleşik etkilerini aşırı basitleştirmeye veya bozmaya çalışmadan, silindir kapağının işleyişi ve güvenilirliği üzerindeki doğrudan ve dolaylı etkileri olan her form ve boyut toleransını bir araya getirir.
NEWEN bu belgeyle, genel kabul görmüş fikirlerin yanı sıra, basitlikleri ve yanlışlıkları nedeniyle motor tamircilerini yanıltan ve onların yargılarını değiştiren yaygın fikirleri de kınamak için çalışmaktadır.
«Konuştuğunuz şeyi ölçebiliyor ve sayılarla ifade edebiliyorsanız, onun hakkında bir şeyler biliyorsunuz demektir; ama onu ölçemiyor veya sayılarla ifade edemiyorsanız, bilginiz yetersiz ve yetersizdir.»
Lord KELVIN (1824-1907)
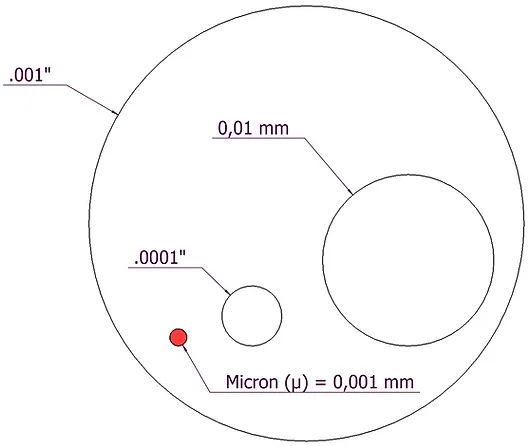
Dünya çapındaki yeni standardizasyon, OEM'lerin büyük çoğunluğunun silindir kapağı baskılarını ve diğer motor bileşenlerini sınıflandırmak için metrik sistemi kullanmasına neden oldu. Bu nedenle, .01mm ve .001mm, çeşitli valf kılavuzu ve valf yuvası işleme limitlerini toleranslandırmak için yaygın olarak kullanılır.
Aşağıdaki çizim, herkesin çeşitli referans değerleri arasındaki bilinen farkları görselleştirmesine olanak tanıyacaktır. Toleranslarda binlerce milimetre kullanmanın yeni kontrol araçları ve seçimlerde ve işleme seçeneklerinde yeni refleksler anlamına geldiği iyi bilinmektedir.
NEWEN, makinelerinin performans seviyesini kontrol etmek ve müşterilerine işleme ekipmanları seçiminde önemli tercihlerinde garanti sağlamak amacıyla, bir mikronun yüzde biri (0,00001 mm) tanımına sahip kontrol araçlarıyla donatmayı tercih etmiştir.
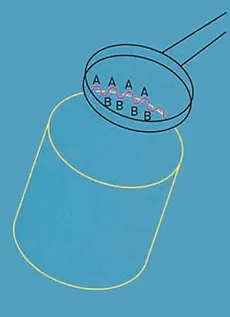
Yuvarlaklık neden ölçülür?
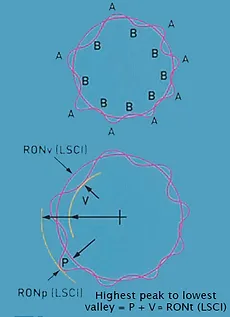
Bileşen göze yuvarlak görünebilir ve verniye veya mikrometre ile ölçüldüğünde sabit bir çapa sahip gibi görünebilir, ancak yuvarlak mıdır? Lobun işlevi etkileyebileceği açıktır. 'A'daki loblar yükü taşıyacakken yağlama filmi 'B'de en büyük olacaktır.
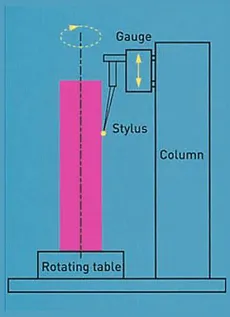
Yuvarlaklık nasıl ölçülür?
Yuvarlaklığı ölçmek için, yarıçaptaki değişimi ölçme yeteneğiyle birlikte dönüş gereklidir. Bu, test edilen bileşenin profilini dairesel bir veriyle karşılaştırarak en iyi şekilde elde edilir. Bileşen, dairesel veriyi sağlayan son derece hassas bir mil üzerinde döndürülür. Bileşenin ekseni, genellikle bir merkezleme ve seviyeleme masası kullanılarak milin ekseniyle hizalanır. Daha sonra, bileşenin mil eksenine göre radyal varyasyonlarını ölçmek için bir dönüştürücü kullanılır.
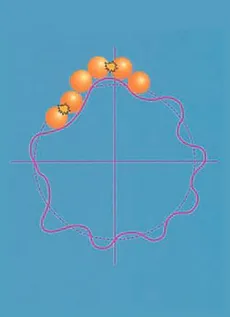
Nedeni ?
Burada gösterilen yatağın gerçekten dairesel olmayan bir yarışı olabilir. Bu muhtemelen kısa bir süre işlev görecektir ancak bu yatak yarışı etrafındaki dalgalanmalar titreşimlere neden olmaya başlayacaktır. Bu, erken aşınmaya neden olacak ve yarışın amaçlanandan daha az verimli çalışmasına neden olacaktır.
Sonuçlar ?
Burada gösterilen yatağın gerçekten dairesel olmayan bir yarışı olabilir. Bu muhtemelen kısa bir süre işlev görecektir ancak bu yatak yarışı etrafındaki dalgalanmalar titreşimlere neden olmaya başlayacaktır. Bu, erken aşınmaya neden olacak ve yarışın amaçlanandan daha az verimli çalışmasına neden olacaktır.
Göstergeden gelen yuvarlaklık dışı çıktıyı bir kutup profili veya grafik olarak temsil etmek uygundur. Bu resimsel temsili değerlendirmek öznel ve zaman alıcı olabilir, bu nedenle bize doğru ve tekrarlanabilir cevaplar vermek için bilgileri işlemenin bazı yollarına ihtiyacımız vardır. Gerçek dairesellikten sapmaları değerlendirmeye çalıştığımız ve ölçüm yapmak için bir referansa ihtiyaç duyduğumuz için, profilimize bir referans çemberi uydurmaya ve tüm hesaplamalarımızı buna bağlamaya çalışmak mantıklıdır.
En Küçük Kareler Referans Çemberi (LSCI)
Herhangi bir veriye, verinin o çizgiden veya şekilden ayrılmasının karelerinin toplamı minimum olacak şekilde bir çizgi veya şekil yerleştirilir. Bu aynı zamanda profili eşit minimum alanlara bölen çizgidir.
LSCI en yaygın kullanılan Referans Çemberidir. Yuvarlaklıktan sapma daha sonra profilin LSCI'dan maksimum sapması, yani en yüksek tepe noktasından en düşük vadi noktasına kadar olan mesafe cinsinden ifade edilir.
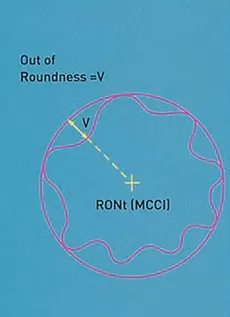
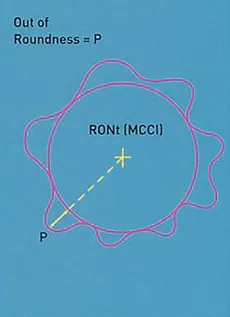
Minimum Sınırlandırılmış Daire (MCCI)
Profil verilerini çevreleyecek minimum yarıçaplı daire olarak tanımlanır. Yuvarlaklıktan sapma daha sonra profilin bu daireden maksimum sapması (veya vadisi) olarak verilir. Bazen Halka Ölçer Referans Dairesi olarak adlandırılır.
Minimum Bölge Referans Çemberleri (MZCI)
Ölçülen profili çevreleyecek şekilde konumlandırılmış iki eş merkezli daire olarak tanımlanır, böylece radyal sapmaları minimum olur.
Yuvarlaklık değeri daha sonra iki dairenin radyal ayrımı olarak verilir.
Maksimum Yazılı Çember (MICI)
Profil verilerinin içine alacağı maksimum yarıçaplı daire olarak tanımlanır.
Yuvarlaklıktan sapma daha sonra profilin daireden maksimum sapması (veya tepe noktası) olarak verilir. Bazen Tapa Ölçer Referans Dairesi olarak adlandırılır.
 = Eksantriklik (ECC)*
= Eksantriklik (ECC)*
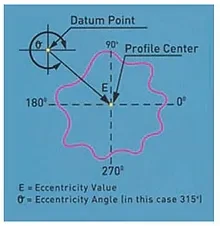
Bu, bir profilin merkezinin bir veri noktasına göre konumunu tanımlamak için kullanılan terimdir. Büyüklüğü ve yönü olması bakımından bir vektör niceliğidir. Eksantrikliğin büyüklüğü, profil merkezi ile veri noktası arasındaki mesafe olarak basitçe ifade edilir. Yön, veri noktasından bir açı olarak ifade edilir.
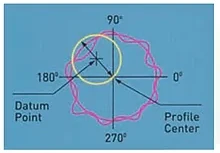
 = Eşmerkezlilik (CONC)*
= Eşmerkezlilik (CONC)*
Bu, eksantrikliğe benzer ancak yalnızca bir büyüklüğe sahiptir ve yönü yoktur. Eşmerkezlilik, veri noktası etrafında döndürüldüğünde profil merkezi tarafından tanımlanan dairenin çapı olarak tanımlanır. Eşmerkezlilik değerinin eksantrikliğin büyüklüğünün iki katı olduğu görülebilir.
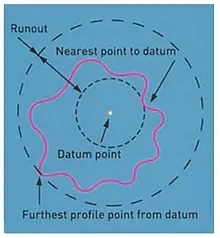
 = Kaçış (Kaçış)*
= Kaçış (Kaçış)*
Bazen TIR (Toplam Gösterilen Okuma) olarak adlandırılır. Eğim, veri noktasını merkez alan ve biri profildeki en yakın noktayla, diğeri en uzak noktayla çakışacak şekilde çizilen iki eş merkezli dairenin radyal olarak ayrılması olarak tanımlanır.
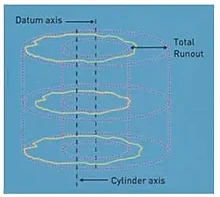
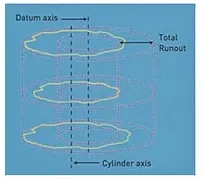
 = Toplam Koşu (Toplam Koşu)*
= Toplam Koşu (Toplam Koşu)*
Toplam Kaçıklık, bir referans eksenine eş eksenli olan ve ölçülen yüzeyi tamamen çevreleyen iki eş eksenli silindirin minimum radyal ayrılması olarak tanımlanır.
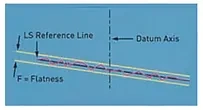
 = Düzlük (FLTt)*
= Düzlük (FLTt)*
Bir referans düzlemi yerleştirilir ve düzlem, o düzlemden tepeye doğru vadiden ayrılma olarak hesaplanır. LS veya MZ kullanılabilir.
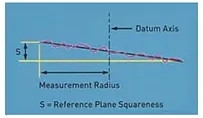
 = Karelik (SQR)*
= Karelik (SQR)*
Bir eksen tanımlandıktan sonra, karelik değeri referans eksenine dik olan ve referans düzlemini tamamen çevreleyen iki paralel düzlemin minimum eksenel ayrımıdır. LS veya MZ kullanılabilir.
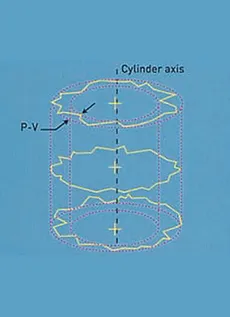
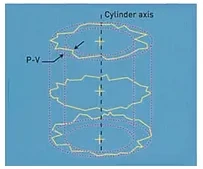
 = Silindiriklik (CYLt)*
= Silindiriklik (CYLt)*
Ölçülen verileri tamamen çevreleyen, takılan referans ekseniyle eş eksenli 2 silindirin minimum radyal ayrımı. LS, MZ, MC veya Ml silindirlerinden biri kullanılabilir.
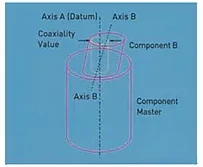
= Eş Eksenlilik (Eş Eksenli ISO)*
Referans eksenine eş eksenli olan ve eş eksenlilik değerlendirmesi için referans alınan silindirin eksenini tam olarak içine alacak olan silindirin çapı.
= Eş eksenlilik (Koaksiyel DIN)*
Silindirin, referans eksenine eş eksenli olan ve eksenellik değerlendirmesi için referans alınan silindir ekseninin hesaplandığı düzlemlerin merkez noktalarını (DS merkezlerini) içine alan çapı.
“Üçlü” valf kılavuzu, valf yuvası ve valfin işlevi, motorun gaz akışının mükemmel, sürekli yenilenen ve güvenilir bir hava sızdırmazlığını yaratmaktır.
İki yüzey arasındaki metalik temas, vanaların yüz milyonlarca kez açılıp kapanmasından sonra bile güvenilir ve hava geçirmez bir geçiş oluşturmalıdır.
Temas halindeki iki yüzey, yani valfin valf yuvası yüzeyi ile valfin kendi yuvasının yüzeyi benzer niteliklere sahip olmalı ve mükemmele yakın olmalıdır.
Yukarıda belirtilen yüzeylerin şekilleri tamamen aynı ve birbirini tamamlayıcı olmalıdır.
Bu işlevi yerine getirmek için kesin ve tekrarlanabilir bir biçimde elde edilebilen tek şekil dairedir.
Diğer parametrelerle birlikte dairesellik, yani valf yuvası ve valfin kendisinin oluşturduğu dairelerin şeklinin doğruluğu, valf ile valf yuvası arasındaki iyi hava sızdırmazlığının başlıca ve olmazsa olmaz koşulu olarak ortaya çıkmaktadır.
Dairesellik, silindiriklik, yüzey kalitesi, açılar giderek daha sıkı toleranslara tabi tutulmaktadır.
Vana kılavuzu
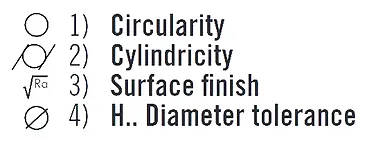
Supap kılavuzu, supap yuvasının onarım işleme işleminin konumlandırılmasına, supap yuvasının uygunluğunun bir kısmının (eşmerkezlilik) kontrol edilmesine ve tabii ki supabın hareketlerinde yönlendirilmesine bağlı olan referanstır. Bir supap kılavuzunun kalitesi esas olarak 4 parametre ile belirlenir:
Vananın mükemmel bir şekilde yönlendirilmesini sağlamak için silindiriklik ve çap toleransı kritik öneme sahiptir. İyi geometrik özellikler, vana kılavuzunun vanayı uzun bir kullanım ömrü boyunca hassas bir şekilde konumlandırmasına olanak tanır.
Supap kılavuzunda önemli bir kusur, ayrıca bir supap kılavuzunun toleranslar dışında kötü işlenmesi, supap yuvasının erken deformasyonuna ve aşınmasına ve motor gücünde hızlı bir düşüşe yol açacaktır.
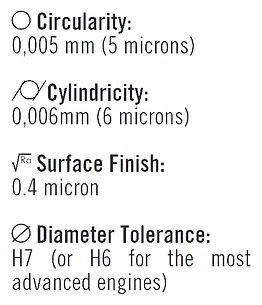
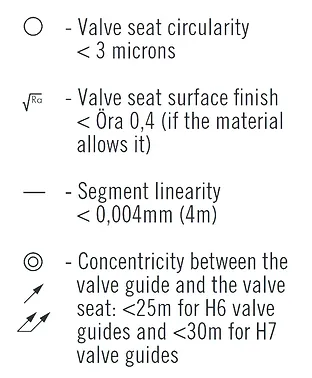
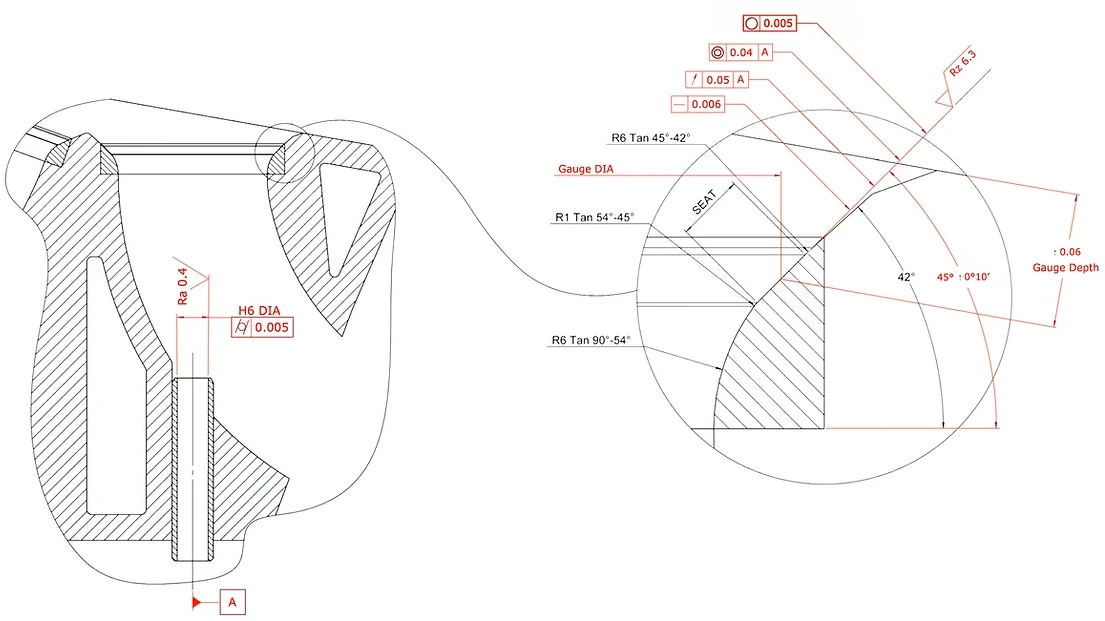
OEM'lerin mevcut motorlar için genel olarak talep ettiği toleranslar şunlardır:
Büyük seri üreticilerin elde etmesi ve uyması zor olan yukarıdaki toleranslar, onarım sırasında garanti altına alınması daha da karmaşıktır. Bu kalite seviyelerinin karşılanmaması, valf yuvalarının işlenmesini daha da hassas hale getirecektir.
Vana Yuvaları ve Vanalar
Temas edecek yüzeylerin hassasiyetinin önemi ve bunların tamamlayıcılığı nedeniyle mükemmel bir hava sızdırmazlığı sağlanacağı göz önüne alındığında, OEM'ler oturma koniklerinin şekil toleranslarını sıkılaştırmaktadır.
Koltuk açısı segmentinin doğrusallığı ve daireselliği, birkaç mikronu aşmayan değer farklarıyla tolere edilir (< 10 mikron) cinsinden ifade edilir. Ra ve Rz değerleri, valf yuvasının yüzey kalitesini tanımlayan değerlerdir ve ayrıca çok sıkıdır ve yuvada en ufak bir titreşim izi veya dalgalanma, tolerans dışı ve kabul edilemez bir yuva oluşturur.
Supap kılavuzu ekseni ile supap yuvası ekseni arasındaki eş merkezlilik, kaçıklık veya çift kaçıklık kavramına uygulanan toleranslar da çok önemlidir ancak yine de garanti edilmesi nispeten kolay değerler içinde kalır.
Genel olarak, 0,05 mm (.002”) mertebesindeki konsantriklik kusuru/kabarıklığı kabul edilebilir olarak kabul edilir. Tüm bu tolerans değerleri, ISO/TS16949 sertifikalı şirketlere uygulanan kurallardan çıkarılan “Cpk” adı verilen bir katsayının uygulanmasıyla ciddi şekilde sıkılaştırılır ve kalitede büyük tutarlılık garanti edebilen makinelerin kullanımıyla tolerans değerlerini önemli ölçüde azaltır.
Kaliteyi garantilemeyi hedefleyen bu yaklaşım, sayısal sistemlerin tetikleyici ve kontrol edici mekanizmalarının kullanılmasıyla insan hatasının mümkün olduğunca önüne geçilerek, her zaman daha fazla performans elde edilmesini mümkün kılmaktadır.
NEWEN FIXED-TURNING®, gelişmiş ve yüksek performanslı mekanik prensibin mantığı içerisinde, benzersiz yüksek performanslı sayısal kontrol ile yönlendirilip kontrol edilir.
FIXED-TURNING® şunları sağlar ve garanti eder:
Bu kalite seviyesi günümüzde en yüksek seviyededir ve en küçük motor redüktöründen NEWEN FIXED-TURNING® kullanan en büyük üretim tesislerine kadar valf yuvası işleyen herkes tarafından erişilebilir.
Son olarak NEWEN FIXED-TURNING® güvenilir ve istikrarlı bir üretim aracı olup, ekonomik ve esnektir, en ağır Cpk'ları bile hesaba katarak karınızı kontrol etmenize olanak sağlar.
Yeni silindir kapağı üretiminde sürekli kalite (Cpk) ve hassasiyet talebi, konik pilot prensibinin valf yuvası işleme için kabul edilebilir bir çözüm olarak yetersizliğini ortaya koymaktadır.
Uzun yıllardır ekonomik yönüyle takdir edilen bu çözüm, artık günümüzün teknik ihtiyaçlarına cevap vermiyor.
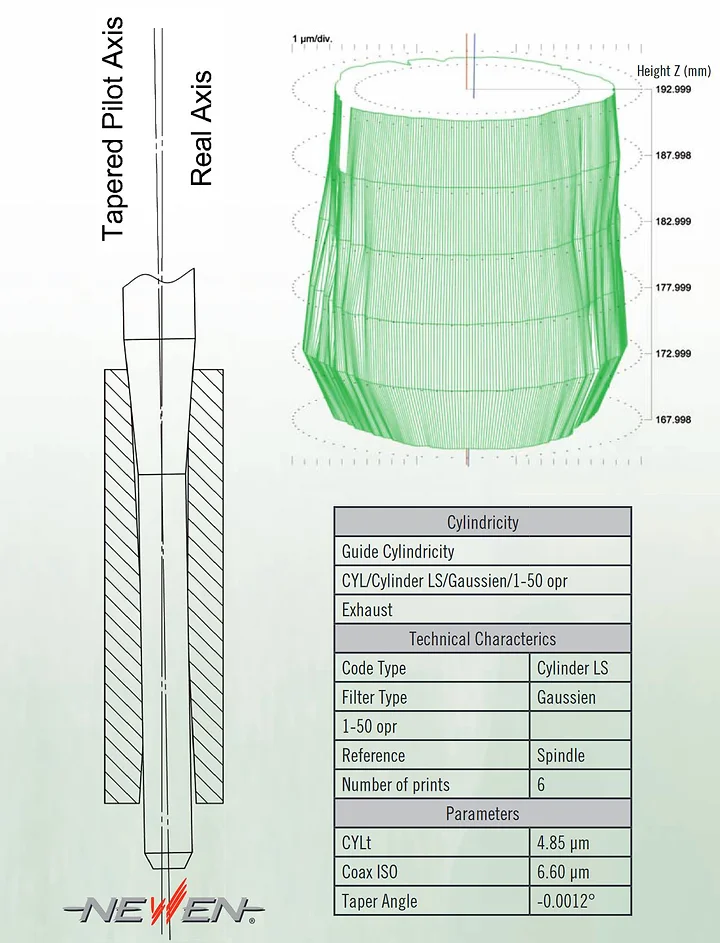
Konik pilotun bir valf kılavuzu içerisinde aldığı eksen/pozisyon, ölçümle belirlenecek olandan ve/veya valfin hareket halindeyken aldığından asla aynı olmaz (çizime bakın).
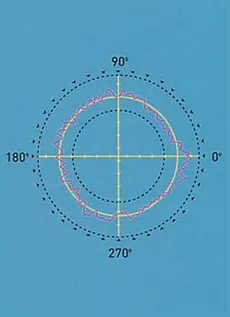
Bu fark, yeni veya kullanılmış bir valf kılavuzunun şekil kusuruyla daha da belirginleşir (lütfen Talyrond ölçüm makinesi tarafından yeni bir valf kılavuzunun grafiksel gösterimine bakın)
Pilotun valf kılavuzu içerisinde rastgele konumlandırılması, bugün tüm OEM'ler tarafından geliştirilen Cpk kavramına aykırıdır.
Unutulmamalıdır ki, basit bir tamir durumunda bile, mevcut motorlar için gerekli olan pilotların boyutları, form takımlarının düzensiz kesme çabalarına dayanmaya her halükarda yeterli değildir.
NEWEN, bu eskimiş tekniğin savunucularının pozisyonunu enerjik bir şekilde çürütüyor.
Benzer şekilde, form aleti 360 derecelik düzenli bir kesimi (koltuk etrafında eşit olarak) garantilemek için çok uzun bir kesme profili sergiliyor.
İç rölyefin değeri aynı yatak üzerinde 1 ila 3 arasında değişebilir ve milin emdiği radyal kuvvetler kaçınılmaz olarak bu yatağın gerçek esnemesini tetikleyecek ve bu da yatak üzerinde titreşim izleri, dalgalanmalar ve/veya oval şekiller gibi valf yatağının form kusurlarına yol açacak ve yatak işlemesini hatalı ve tolerans dışı hale getirecektir.
Mevcut valf yuvası malzemeleri ve gerekli toleranslar artık bu işleme tekniğiyle uyumlu değildir.

NEWEN® FIXED-TURNING® makinelerinde işlenen valf yuvalarını ve valf kılavuzlarını hassas bir şekilde kontrol etmek için geleneksel ölçüm araçları yeterli değildir.
NEWEN®, şekillerin, eksenelliklerin, yüzey kalitesinin ölçülmesi için özel olarak tasarlanmış ve bu amaca yönelik TALYROND 365XL kontrol makinesi ile donatılmıştır.
Çözünürlüğü 1/ olan bu makine100 mikron, bir kılavuzun ve bir valf yuvasının kalitesini tanımlayan tüm geometrik parametrelerin otomatik olarak kontrol edilmesini sağlar: dairesellik, eşmerkezlilik, salgı, silindiriklik, segment doğrusallığı, açılar, yüzey kalitesi... Testler sonucunda ortaya çıkan kontrol raporları ve grafikler, en prestijli OEM'lerin kontrol departmanları tarafından tartışmasız olarak tanınmaktadır.
NEWEN, ürettiği makinelerin ortaya çıkardığı işleri sürekli test ediyor ve kalitesini gerçek ölçümlerle ortaya koyuyor.
FIXED-TURNING ® CNC torna tezgahının prensibine benzer şekilde eksenlerin interpolasyonu ile valf yuvalarının ve/veya herhangi bir devir şeklinin işlenmesidir.
Kesici takımın dönmesi ve işlenen parçanın kendisi olmamasının yanı sıra, makine mili ve işleme kafası, valf yuvası malzemesinin kalitesinden bağımsız olarak en zor ve en karmaşık şekilleri çok basit bir şekilde işlemeyi sağlar. Dönerken, kesici takım işlenecek profili tanımlamak için x ve z eksenlerinde hareket eder. İşleme tek bir yönde gerçekleştirilir ve geçiş sayısı program tarafından otomatik olarak tanımlanır. Kesici takımın hareketi, ham valf yuvasının gerçek şekline göre optimize edilir. Standart bir üçgen kesici, taşıyıcı eksenine ve milin yer değiştirme eksenine göre hareket eder. Bütün, C ekseni etrafında döner.
Güçlü bir bilgisayar, kesme çabalarının düzenli ve minimuma indirilmesi için aletin optimum yörüngesini sürekli olarak hesaplar. Bir saniyenin kesirinden bir saniyenin kesrine kadar hesaplanan her bir tıraş, kesme çabalarındaki hiçbir dalgalanmanın milin dengesini ve esnekliğini bozmayacağı şekilde üretilir.
FIXED-TURNING ® sayesinde, her defasında, ilk seferde, mükemmel valf yuvası işleme ve valf yuvası ile valfi arasında mükemmel sızdırmazlık, taşlama yapılmadan elde edilir.
Modern kontroller, son teknoloji, verimli, basit, son derece kullanıcı dostu, operatörü tekrarlayan hareketlerden kurtarır, yorgunluğu azaltır ve dikkati önemli işlemlere yönlendirir.
Makineyle etkileşim kullanıcı dostu ve basittir. Operatörün yalnızca vananın çapı gibi bilindik boyutları girmesi, bir profil seçmesi gerekir ve makine tüm kaba işleme ve son işleme geçişleri dahil olmak üzere diğer her şeyi anında hesaplayacaktır.
Hassasiyetin, kullanıcı dostu olmanın ve artan üretkenliğin ötesinde, FIXED-TURNING ® tek bir basit ve uygun fiyatlı makinede kalıcı olarak paketlenmiş binlerce özel form takımına eşdeğerdir.
Yaşasın Motor Yenilemesi.