Обробка сідла клапана, століття еволюції і … рішення!
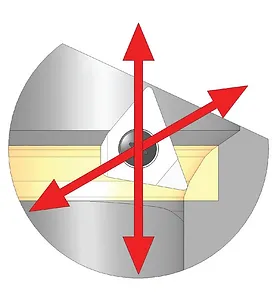
Раніше
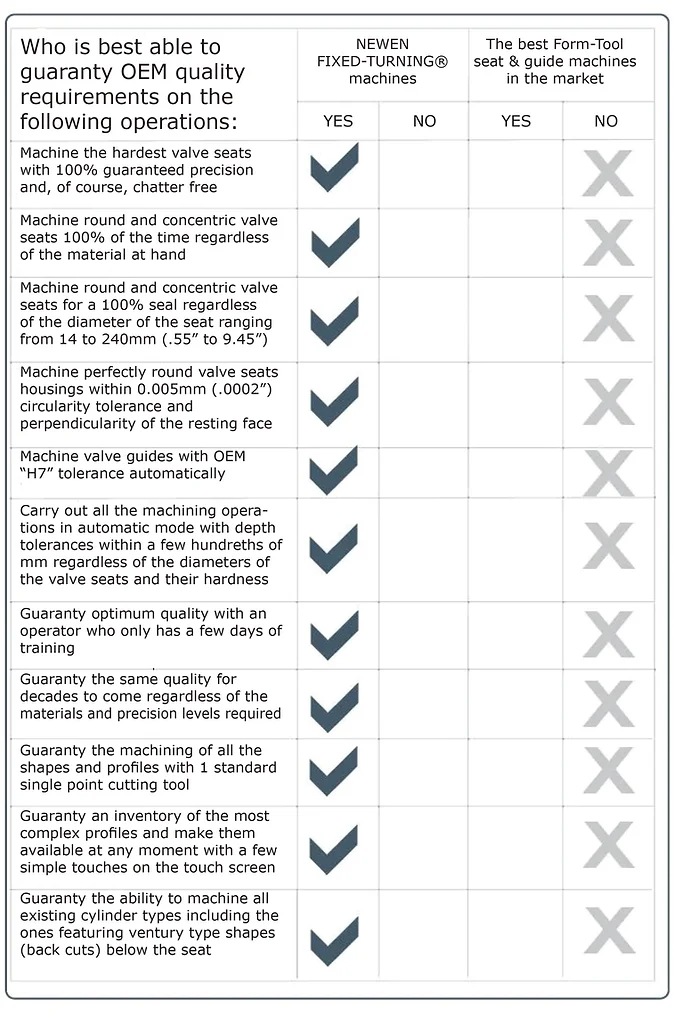
ЗАНУРЕННЯ
і інструмент твердосплавної форми
Малюнок 1
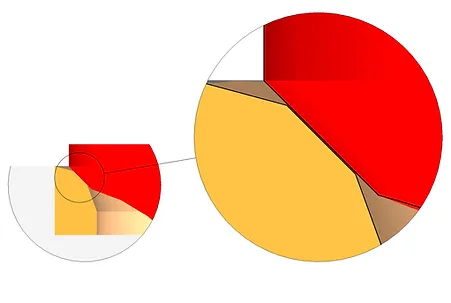
Балакучі знаки
|
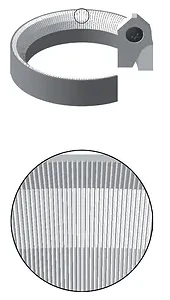
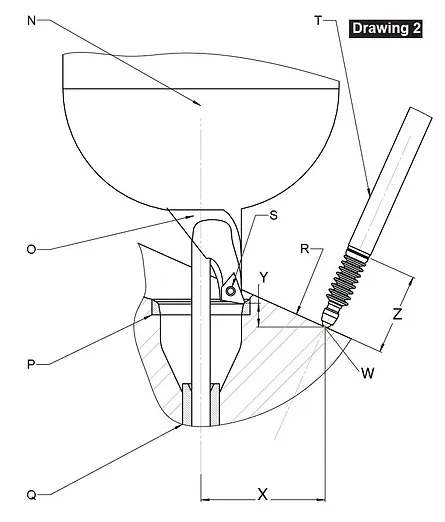
Малюнок 2
Хвилястість
|
Притирання сідел клапанів з порошкового металу або деяких чавунних сідел клапанів викликає неминучі сліди від тріскотіння. Сліди від тріскотіння дуже шкідливі для клапана, оскільки гази виходять через них, коли клапан закритий.
Оброблене сідло клапана, як наслідок, швидко деформується, і його ущільнення ніколи не буде належним. Сліди від тріскотіння утворюються внаслідок того, що інструменти з твердосплавними формами обрізають велику поверхню матеріалу із зернистою структурою, виготовленого з різних матеріалів (таких як порошок металів, чавун із шаровидним графітовим шаром...).
Традиційні сідла клапанів, оброблені за допомогою техніки притирання (формувальні інструменти), мають хвилястість розміром у соті частки міліметра, що є прямим результатом нерегулярних зусиль різання при обертанні на 360 градусів. Результати зміни зусиль різання передають нерегулярні сили на шпинделі машини, які будуть згинатися більш чи менше залежно від машини та надаватимуть неправильної форми. Це явище, добре відоме операторам ручних машин, компенсується, коли з’являються великі видимі дефекти, швидким і сильним натисканням на команду шпинделя.
Вищевказане призводить до значних зусиль на шпинделі, і хоча це може допомогти згладити дрібні дефекти, воно жодним чином не може виправити геометрію.
Ці нерівності, властиві самому принципу обробки шляхом притирання, мають безсумнівні наслідки для ущільнення клапана та вимагають подальшого притирання кожного клапана на його сідлі для отримання прийнятного ущільнення. Притирка клапанів, досі прийнята через необхідність виробниками двигунів та їхніми клієнтами, давно була вигнана виробниками двигунів і всіма, хто шукає мінімальної якості, необхідної для сучасних поколінь двигунів.
Зараз
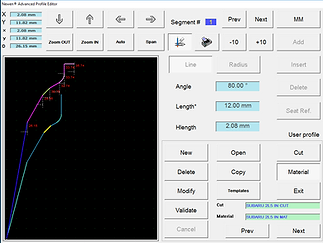
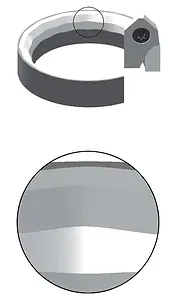
FIXED-TURNING®
і одноточковий інструмент
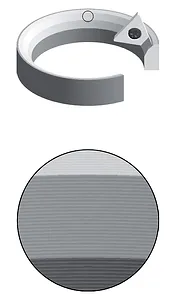
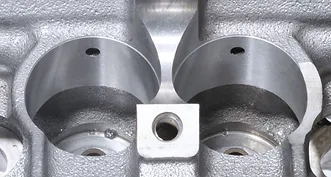
Малюнок 3
Геометрична точність
Механічна обробка за допомогою інтерполяції FIXED-TURNING® точно усуває всі дефекти, показані на малюнках 1 і 2.
Мікро-тріскотіння та хвилястість створити практично неможливо. Одноточкова обробка не допускає утворення таких дефектів. Щоб переконатися, варто розглянути лише обробку на токарному верстаті.
Обробка токарним інструментом, що рухається по двох інтерпольованих осях, генерує кругову мікроканавку, ідеально круглу. Глибина канавки та інтервал між двома канавками контролюються числовим керуванням машини, що забезпечує найкращу обробку поверхні.
Подібно до значного зменшення (у 300 разів і більше) зусиль при різанні, дефекти обробки поверхні зменшуються до рівнів, які відносять FIXED-TURNING® до самого верху шкали якості, визначеної провідними OEM-виробниками.
нова ера, новий світ можливостей...
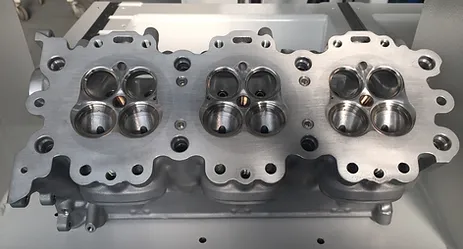
Обробка найскладніших головок циліндрів досягається за лічені хвилини на одне сідло клапана для найдовших профілів, спеціально створених для підвищення потужності двигуна. Обробка традиційного профілю «3-Angle» буде виконана за кілька секунд.

Головки блоку циліндрів мотоциклів , найменші сідла клапанів, що існують у майбутньому (зменшення розміру, що є основою всіх нових програм розробки двигунів), можна обробляти з надзвичайною легкістю та оптимальною точністю двигунів конкурентів...
Машини NEWEN® дозволяють кожному виробнику двигунів позиціонувати себе як спеціаліста з механічної обробки всіх типів двигунів. Точність, яка систематично досягається при використанні машин FIXED-TURNING®, застосовується до всіх типів двигунів, більше не потрібно відмовлятися від того чи іншого механічного оброблення на тому чи іншому типі головки циліндра, усі важкі операції обробки стають джерелом додаткові та значні прибутки.
Ринок високої продуктивності , ринок механічного відпочинку, є в межах досяжності будь-якого виробника двигуна, оснащеного машиною FIXED-TURNING®.
Усю точність, необхідну у Формулі-1 або будь-якому іншому вимогливому механічному виді спорту, можна досягти автоматично та систематично. Досконалість гарантована.
High-Performance — це зростаючий і прибутковий ринок. Престиж професіонала високого рівня, який займається цією спеціальністю, висвітлює всю його компанію.
КОГЕНЕРАЦІЯ, також відома як «комбіноване виробництво тепла та електроенергії (CHP)», перетворення двигунів на природний газ і біопаливо (етанол) вимагає швидкої та точної механічної обробки отворів сідла клапана та дуже твердих сідел клапанів.
Принципи когенерації давно відомі та застосовуються у різноманітних сферах застосування. Сьогодні прогрес у технології надчистого поршневого двигуна на природному газі, теплообмінниках і системі керування робить когенерацію практичною та економічною для застосування в різних розмірах.
Одним з аспектів виробництва електроенергії, який вплинув на ці досягнення, є постійно зростаюча потреба в чистішій енергії. Стратегії контролю за викидами, які дозволяють використовувати двигуни внутрішнього згоряння, що працюють на природному газі, для когенераційних та інтелектуальних електростанцій на рівнях, рівних або нижчих за поточні стандарти для великих електростанцій, ще більше зробили когенерацію більш практичною, економічною та доступною для широкого кола комерційних і промислових підприємств. програми.
FIXED-TURNING® є ідеальним інструментом для цих послуг, які стають легкими, швидкими, точними та дуже прибутковими.
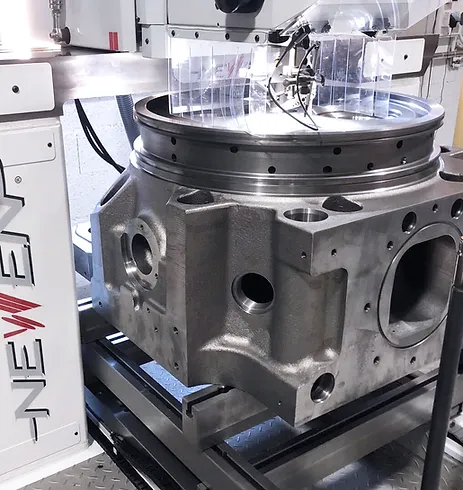
Механічна обробка всіх корпусів з отворами кулачкового ковша до великого розміру, щоб вставити великі втулки в корпуси, є простою операцією, точною та прибутковою з FIXED-TURNING®.
Створіть профілі OFFSET за бажанням...

Механічна обробка трубки Вентурі (до 112 градусів) для прискорення швидкості газів.
Вентурі: відкритий кут під сидінням, який дозволяє прискорити швидкість вихлопних газів шляхом декомпресії.

Прецизійно обробляємо всі типи направляючих клапанів (чавуни, металеві порошки, бронза, будь-які сплави...). Розширюйте напрямні клапана з максимальною точністю в автономній операції або в комбінованій операції обробки сідла клапана.

Обробіть усі високоточні розточування сідла клапана одним ріжучим інструментом. Підготовка корпусів сідел клапанів у всіх типах головок циліндрів, чавунних або алюмінієвих, точна та прибуткова робота для всіх професіоналів FIXED-TURNING®.



Твердість сідла клапана головки циліндра KOMATSU для природного газу: 56/58HRC (573HB+ / 610HV50+)
- Вставка використана: FT-11-11
- Швидкість різання: 180 м/хв
- Режим обробки: сухий різ
- Цикл різання: 28 с/сидіння
- Круглість: від 1µ до 2,40µ
- Оздоблення поверхні: 0,20 Ra
Ще один ексклюзив NEWEN: механічна обробка корпусу свічки запалювання.


Обробляти сідла клапанів декомпресора Mercedes Actros «це дитяча гра».

FIXED-TURNING® і його числове керування, це можливість досягти неможливого прибутковим і повторюваним способом.
Технологія для всіх.
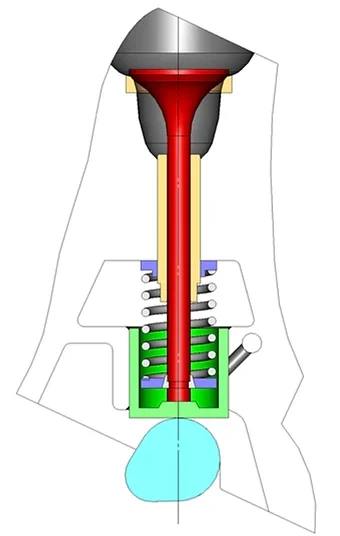
Усі верстати NEWEN FIXED-TURNING®, включаючи CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, оснащені електронною системою для точного повторення глибини різання. сій. Ця система, розроблена компанією NEWEN, сама по собі не є вимірювальною системою, але була розроблена для того, щоб дозволити повторити позицію обробки з точністю, одночасно беручи довільне посилання на головці блоку циліндрів для машини. Зазвичай орієнтиром для системи NEWEN є план прокладки головки циліндра, який також використовується як еталон для вимірювання глибини сідла клапана. За допомогою спеціального інструменту також можна використовувати інші поверхні, наприклад корпуси розподільних валів.
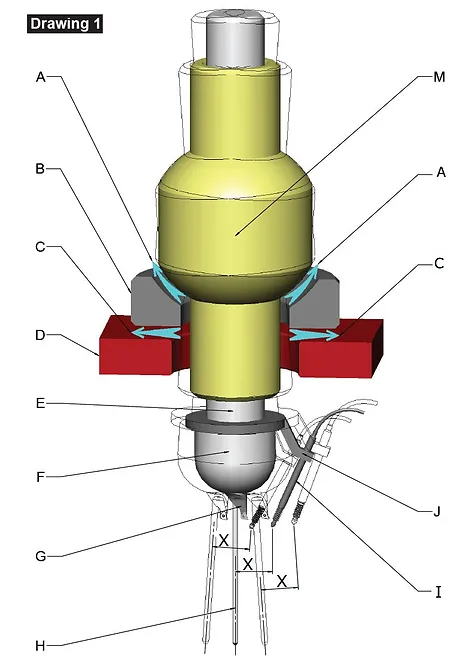
Електронний лінійний датчик, LVDT, (I) підключений до ЧПУ машини. Залежно від згорнутої глибини наконечника LVDT датчик надсилає електричний сигнал, який дозволяє визначити положення датчика менше ніж з однією сотою мм.
Цю позицію можна запам'ятати. Після запам'ятовування позиції двигун подачі шпинделя автоматично зупиняється, коли манометр ще раз стискається так само. У результаті обладнання може обробити всі сідла клапанів на однаковій глибині відносно вибраної контрольної точки.
Датчик (I) має фіксоване положення відносно осі пілота та корпусу шпинделя, до якого він прикріплений. Це фіксоване положення залишається, коли шпиндель рухається на своїй повітряній подушці (C) та/або на своїй сферичній повітряній подушці (A)
.
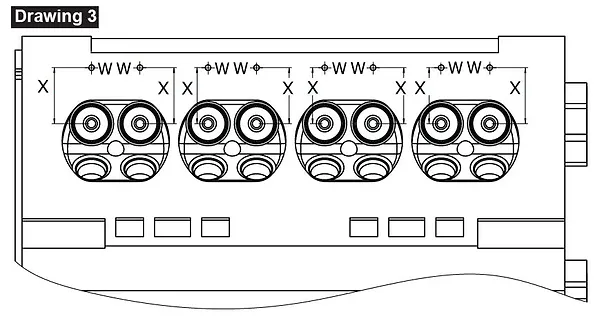
Малюнок 3: усі сидіння оброблені відповідно до тієї самої опорної точки (W) , що належить до базового плану та віддалена від фіксованого розміру (X) , який є таким самим, як розмір (X) на малюнку 1.
Розмір (Z) на Малюнку 2 — це величина калібру, який стиснутий і відповідає відстані обробки значення (Y) на Малюнку 2 порівняно з точкою відліку. Це значення (Y) може бути модифіковане на задане і точне значення за допомогою керованих засобів числового керування (ліфт, вибір ремонтних розмірів...), які змінять положення кінчика манометра, і цей останній буде ще раз запам’ятати, щоб повторити скільки завгодно разів.
Згорнута величина (Z) калібру не ідентична значенню ходу шпинделя, по суті, через існуючий кут між шпинделем верстата та калібром. Крім того, LVDT є не вимірювальним приладом, а покажчиком положення.
Система NEWEN для Automatic Repetitive Depth Control™ гарантує однакову глибину обробки з відхиленнями, що не перевищують +/- однієї сотої мм.
Це єдина доступна в галузі система, яка гарантує автоматичну обробку з такою точністю незалежно від положення головки блоку циліндрів щодо фіксатора головки блоку циліндрів, щодо кута напрямних клапанів і щодо хід головки верстата.

FIXED-TURNING® ТА ОБРОБКА З ЧИСЛОВИМ КЕРУВАННЯМ
Головка блоку циліндрів, невралгічний центр двигуна, об’єднує всі функції, які визначають потужність, гнучкість і довговічність двигуна… Головка блоку циліндрів є центром уваги розробників двигунів і спеціалістів з ремонту. NEWEN, FIXED-TURNING® і числове керування приносять неминучі та незамінні рішення для багатьох технічних проблем, які неможливо вирішити за допомогою старих та/або традиційних технологій.
ОБ'ЄМИ КАМЕРИ ЗГОРЯННЯ
Об'єм камер, їх значення в см3 (кубічних сантиметрах або кубічних сантиметрах) і їх узгодженість між собою в одному двигуні є вирішальним елементом для оптимальної та збалансованої потужності кожного циліндра. Лише камери, абсолютно схожі за об’ємом і формою, повинні забезпечувати вихідні рівні та гармонії, необхідні для підвищених швидкостей високопродуктивних двигунів (див. технологію «HCCI» в кінці цього документа). 
FIXED-TURNING® і числове керування NEWEN дозволяють виконувати операції обробки з високою точністю. Сідла клапанів і їхні спеціальні профілі (впускний і випускний) можна скопіювати протягом 1/100 мм (0,01 мм або 0,00039 дюйма), глибина обробки контролюється автоматично за допомогою електронного вимірювача глибини та дуже високої точності кінематики.
Точні об'єми камер гарантуються відповідними формами та абсолютно однаковою глибиною.
ГЕРМЕТИЧНІСТЬ ЦИЛІНДРА
Миттєва герметичність циліндра є важливою для оптимальної роботи двигуна та досягнення підвищених обертів.
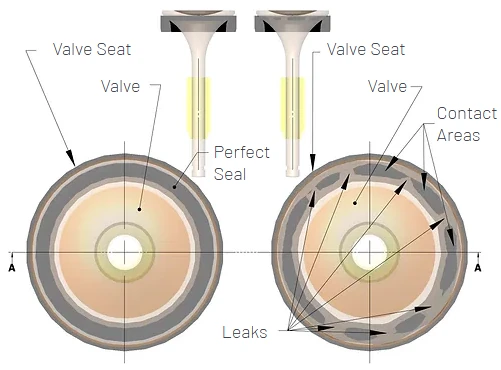 Контакт металу з металом між клапаном і сідлом клапана має бути повним і ідеальним, щоб забезпечити цю складну функцію герметичності. Окрім якості матеріалів, які витримують підвищені швидкості, контакт металу з металом між клапаном і сідлом клапана є обов’язковою умовою для досягнення ідеальної та тривалої герметичності циліндра.
Контакт металу з металом між клапаном і сідлом клапана має бути повним і ідеальним, щоб забезпечити цю складну функцію герметичності. Окрім якості матеріалів, які витримують підвищені швидкості, контакт металу з металом між клапаном і сідлом клапана є обов’язковою умовою для досягнення ідеальної та тривалої герметичності циліндра.
Ідеальна відповідність форми між клапаном і сідлом клапана забезпечується повним дотриманням геометрії (форми, кути, оздоблення поверхні…) двох поверхонь, що контактують.
Тільки високоточна обробка клапанів і сідел клапанів дозволяє отримати цю важливу відповідність. Притирання клапанів, яке стало обов'язковим у минулому через недостатню точність обробки сідел клапанів і клапанів, суворо заборонено для отримання рівнів повітронепроникності та довговічності зазначеної повітронепроникності.
NEWEN, FIXED-TURNING® і його числове керування дозволяють обробляти сідла клапанів, які мають дефект форми (округлість) порядку 3 мкм (або 0,003 мм або 0,000118”) або менше залежно від матеріалів, що оброблюються. Виробники комплектного обладнання вимагають дефектів круглості, що не перевищують 5–6 мкм як для сідел клапанів, так і для клапанів.
NEWEN FIXED-TURNING® і його числове керування дозволяють регулювати кути на одну соту градуса за раз . Таким чином, можна легко відрегулювати кути сідел клапанів і клапанів, щоб отримати ідеальну і тривалу герметичність, не піддаючись руйнівній спокусі притирання і, як наслідок, деформації форм цих частин.
Сідла клапанів машин NEWEN FIXED-TURNING® ідеально круглі, з дуже точними кутами, а герметичність ідеальна для багатогодинного використання.
Обробка за допомогою інструменту форми не може гарантувати точні кути та ідеально круглі посадочні місця, отже, необхідне притискання клапанів. Койс, який призведе до короткочасної герметичності та значно знизить продуктивність.
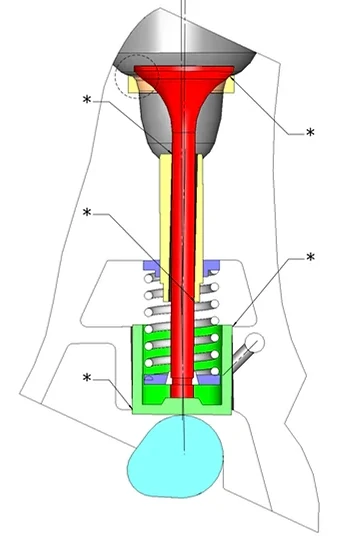
ВОРІВНЕННЯ ТА СПІВВІСНІСТЬ Підвищені обороти двигуна, швидкі прискорення та гальмування стають можливими завдяки зменшенню рухомих мас за допомогою високопродуктивних механізмів відкликання клапанів. Але всі ці показники можливі лише завдяки значному зменшенню тертя та зміцненню частин, що рухаються, клапанів, кулачкових ковшів, впускного кулачка... не забуваючи про контрольоване функціонування системи відкликання клапанів.
Крім округлості клапанів і сідел клапанів, співвісність направляючих клапанів, клапанів, кулачкових ковшів і кулачків повинна дозволяти переміщення всіх цих частин, усуваючи:
- паразитарні тертя
- ковзання «головок» клапанів по сідлу
- кріплення кулачкових ковшів у відповідних корпусах.
Всупереч загальноприйнятим уявленням, неможливо контролювати концентричність між сідлом клапана та направляючою клапана шляхом примусового розміщення конусної направляючої всередині напрямної та використання цієї направляючої як опори для вимірювача концентричності. Ще більш малоймовірно використовувати ту саму техніку, щоб дозволити інструменту просвердлити корпус отвору кулачкового ковша концентрично до напрямної клапана, що є важливою умовою хорошої роботи двигуна.
Кінематика NEWEN FIXED-TURNING® включає гідравлічне центрування центруючих направляючих, що дозволяє центрувати шпиндель обробки з дефектом, що не перевищує кількох мікрон (µ= 0,001 мм = 0,000039”).
FIXED-TURNING® pilot не обмежує напрямну клапана та враховує недоліки обробки напрямних клапанів. Таким же чином, обробка корпусу отвору кулачкового ковша повинна враховувати напрямну вісь кулачкового ковша.
Обробка за допомогою FIXED-TURNING® гарантує, що сідло клапана, напрямна клапана та корпус отвору кулачкового ковша мають одну вісь, будуть ідеально вирівняні, і що деталі зможуть рухатися на найвищих швидкостях, не піддаючись впливу тертя та паразитне гальмування, які унеможливлюють роботу двигуна на високих обертах, що призведе до швидкого зносу та очевидного ризику механічних пошкоджень.
Механічна обробка напрямних, сідел клапанів і корпусів отворів кулачкового ковша за допомогою FIXED-TURNING® гарантує надшвидку роботу двигуна разом із використовуваними компонентами, клапанами з титанового сплаву, спеціальними пружинами, спеціальними сідлами клапанів… без ризику дефекту герметичності, паразитування у функціонуванні через тертя та розривів масляної плівки. Слід також уникати паніки клапанів, які не можуть дотримуватися підвищених режимів.
NEWEN FIXED-TURNING® — це концепція обробки, яка була розроблена для відновлення дефектів обробки в межах значень, виражених у мікронах, а не в сотих частках міліметра.
Точність співвісностей забезпечує високі режими та оптимальну роботу двигуна.
Дефект співвісності осей викликає зони з підвищеним тертям*, що сповільнить переміщення різних частин, порушить герметичність циліндрів і призведе до заїдань, різко обмежуючи швидкість обертання двигуна, все це вище, що підкреслюється дисбалансом циліндрів між собою. Кожен дисбаланс є причиною механічних обмежень рухів частин, обмежень, які призведуть до передчасного зносу зазначених частин.
ПРОФІЛІ ВИХЛОПУ
Після вибуху суміші (паливо-горюча речовина) залишкові гази від згоряння заповнюють циліндр і повинні бути евакуйовані через вихлопні канали, видалені поршнем, який повертається вгору до своєї високої точки. Випускний клапан поступово закривається до того, як поршень знову опуститься, знову вдихаючи трохи свіжої суміші в процесі. Цей період закриття є критичним для випускного клапана. Крім того, між сідлом клапана та клапаном, що закривається, утворюються розжарені до екстремальної температури гази.
Сідло клапана та клапан піддаються абразивній дії шаруватих газів, і температура досягає свого рівня на поверхнях, що забезпечить контакт і герметичність протягом кількох тисяч секунди. Для того, щоб цей контакт не відповідав швидкому погіршенню контактних поверхонь, необхідно, щоб ці площі контакту були оптимальними за поверхнею (мм2) і щоб їх форми доповнювали один одного (кути, круглість, обробка поверхні…).
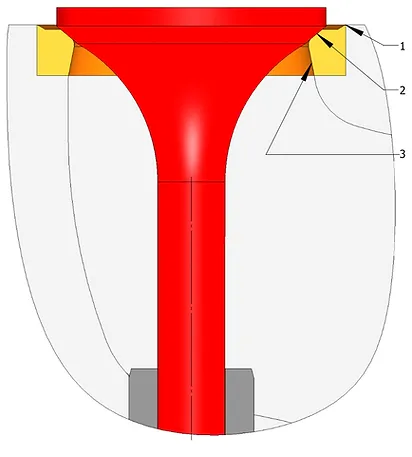
1. Східчасті вільні з'єднання з формою, що сприяє вільному турбулентному потоку газів.
2. Широкі зони сідла, що збігаються з клапаном для великої стійкості до абразивності газів.
3. Вентурі для швидкого розширення та прискорення газів.
NEWEN FIXED-TURNING® дозволяє обробляти сідла випускних клапанів, достатньо великі, щоб не деформуватися, маючи при цьому кут, максимально близький до клапана. Кругла форма без граней і хвилястості забезпечить контакт металу з металом по всій поверхні сидіння, що забезпечить хороший теплообмін, ідеальну повітронепроникність і максимальну надійність.
FIXED-TURNING® дозволяє обробляти профілі майже необмеженої довжини. Таким чином, ми можемо обробити вихлопний канал, щоб полегшити відведення газів і, зокрема, трубки Вентурі, що дозволить газам вивільнятися відразу після проходження сидіння і, як наслідок, прискорити їх швидкість. Гострі кути, сходинки, різниці діаметрів, які призводять до турбулентності та уповільнення газового потоку, повинні бути стерті, а кожен трубопровід (чаша/задня стінка) має бути оптимізованим та повністю ідентичним іншим трубопроводам для кращого керування функціонуванням двигуна.
ПРОФІЛІ ЗАБОРУ
На відміну від випускних сідел і клапанів, впускні сідла і клапани не піддаються розшарування горючих газів і подальшого стирання. Сідла впускних клапанів повинні забезпечувати якомога повніше заповнення циліндра сумішшю свіжого повітря/бензину, яка вдихається при опусканні поршня і, можливо, штовхається дією турбіни та компресора.
Форма каналів (область чаші) має бути оптимальною, щоб забезпечити максимальний потік газів без утворення паразитних турбулентностей. Кут самого сидіння бере участь у спрямуванні газової суміші та повинен бути ідеально інтегрований у загальну форму трубопроводу.
Залежно від форми камер, профілі, що складаються з лінійних сегментів і радіусів, ідеально з’єднаних один з одним, повинні забезпечувати оптимальний потік газів. Гострі кути заборонені, і узгоджений профіль повинен спрямовувати максимально можливий об’єм газу під час короткого відкриття клапана. Ідеальне ущільнення клапана забезпечить оптимальне згоряння та продуктивність, а також бездоганну надійність.
Тільки FIXED-TURNING® дозволяє оптимізувати впускний трубопровід від направляючої клапана до краю циліндра. Механічна обробка з ідеально освоєною формою повинна виконуватися за одну операцію та повторюватися однаково для кожного циліндра. Оригінальна механічна обробка головок блоку циліндрів здійснюється за допомогою послідовності додаткових операцій обробки, корпусів сідел клапанів, сідла, обробки кутів…, що автоматично створює нерівності, шкідливі для потоку поглядів. FIXED-TURNING® забезпечує безперервну механічну обробку, без перерви, всього трубопроводу, включаючи сідло клапана, яке має оброблятися без обмежень, пов’язаних із рештою обробки. FIXED-TURNING® і безперервна механічна обробка каналів і сідл забезпечує оптимальне наповнення циліндрів, повну регулярність між циліндрами і, як наслідок, оптимальну потужність двигуна.
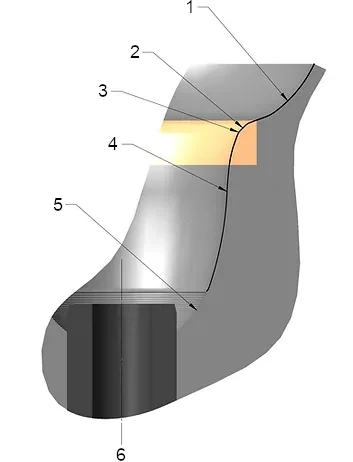
1. Профіль, що складається з лінійних відрізків і радіусів, що оптимізує спрямування суміші до циліндра.
2. Ідеально кругле та повітронепроникне сідло з кутом, точно підігнаним до клапанів.
3. Малий радіус антитурбулентної ланки.
4. Форми трубопроводу (Чаша) ідеально зігнуті та строго ідентичні між собою.
5. Сировина
6. Постійний і плавний профіль всього трубопроводу (чаші), включаючи зону опору клапана.
РЕГУЛЯРНІСТЬ ПОТОКУ І БАЛАНСУВАННЯ ЦИЛІНДРІВ
Кожен циліндр привносить пропорційну частину до потужності двигуна, і лише ідеальна подібність між потужністю, що видається кожним циліндром, забезпечить ефективну роботу двигуна на високих обертах.
Циліндри з абсолютно однаковою поведінкою повинні дозволяти отримати двигун без паразитних вібрацій і дозволяти підвищені швидкості.
NEWEN і FIXED-TURNING® дозволяють виконувати безперервну обробку, регулярну та однакову в усіх точках, від одного трубопроводу до іншого, від одного двигуна до іншого. Найскладніші форми дозволені в місцях, де класичні процеси обробки за допомогою інструментів форми безсилі та неефективні.
NEWEN забезпечує ідеальні сідла клапанів і, як наслідок, підвищену ефективність кожного циліндра, забезпечуючи виняткову надійність.
Дотримання глибини обробки стало можливим завдяки двом винятковим особливостям FIXED-TURNING®:
FIXED-TURNING® дозволяє виконувати обробку з розміром до однієї сотої міліметра (.00039”) на всьому профілі, незалежно від його довжини, забезпечуючи при цьому ідеальну геометрію сидіння (округлість, кут, концентричність…)
цифрове керування FIXED-TURNING® дозволяє регулювати глибину в межах + або – 0,01 мм (1/100 мм) або .00039”.
Поєднання цих двох ексклюзивних можливостей дозволяє отримати ідеально ідентичні камери згоряння, які нададуть двигуну його збалансованості та його здатності «розкручуватися на високих обертах».
Ці точні можливості обробки, ексклюзивно гарантовані FIXED-TURNING®, уже дозволяють ремонтувати майбутні двигуни за допомогою технології HCCI (Homogeneous Charge Compression Ignition), яка революціонізує бензиновий двигун, зробивши його чистим і дуже ефективним.
Нагадаємо, технологія HCCI дозволяє усунути свічки запалювання за рахунок освоєння стиснення повітряно-бензинової суміші і, таким чином, освоєння самозаймання горючої суміші. Зростання споживання та потужності робить цю техніку неминучою. Обробка головок циліндрів значною мірою вплине на точність об’ємів камер і глибини обробки. Мають бути можливими лише процеси обробки, які дозволяють мінімальні та надзвичайно точні різання. FIXED-TURNING® вже готовий зустріти цей новий виклик.
Продуктивність і надійність йдуть рука об руку з точністю і числовим керуванням.
FIXED-TURNING® випередив свій час?
Ні, FIXED-TURNING® саме вчасно, щоб супроводжувати спеціалістів з двигунів, які бажають не відставати від технологічного розвитку.