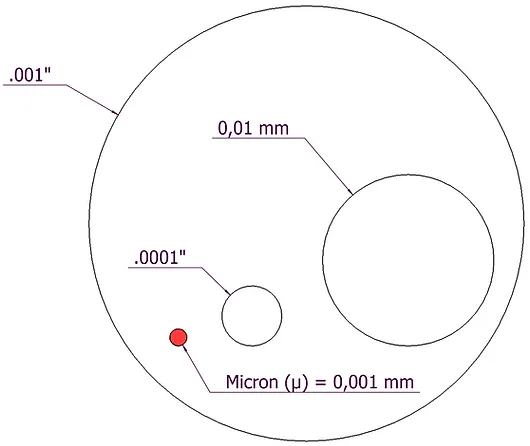
گول پن کی پیمائش کیوں کریں؟
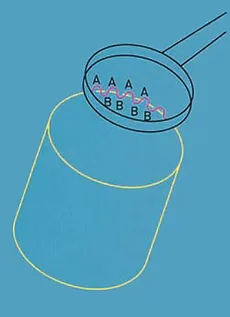
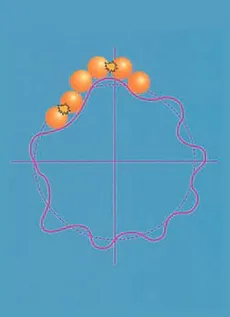
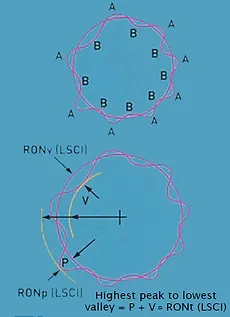
یہ جزو آنکھ کی طرف گول دکھائی دے سکتا ہے اور بظاہر اس کا قطر مستقل ہو سکتا ہے جب اسے ورنیئر یا مائیکرومیٹر سے ناپا جائے، لیکن کیا یہ گول ہے؟ یہ واضح ہے کہ لابنگ فنکشن کو متاثر کر سکتی ہے۔ 'A' پر لوبز بوجھ اٹھائیں گے جب کہ چکنا کرنے والی فلم 'B' پر سب سے زیادہ ہوگی۔
گول پن کی پیمائش کیسے کی جاتی ہے؟
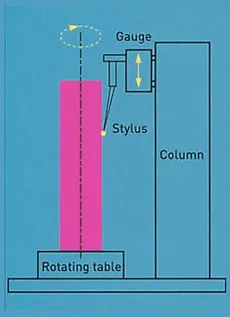
گول پن کی پیمائش کرنے کے لیے، رداس میں تبدیلی کی پیمائش کرنے کی صلاحیت کے ساتھ گردش ضروری ہے۔ ٹیسٹ کے تحت جزو کے پروفائل کا سرکلر ڈیٹم سے موازنہ کر کے یہ بہترین طریقے سے حاصل کیا جاتا ہے۔ جزو کو ایک انتہائی درست تکلی پر گھمایا جاتا ہے جو سرکلر ڈیٹم فراہم کرتا ہے۔ جزو کا محور تکلی کے محور کے ساتھ منسلک ہوتا ہے، عام طور پر سینٹرنگ اور لیولنگ ٹیبل کا استعمال کرتے ہوئے۔ اس کے بعد اسپنڈل محور کے حوالے سے جزو کی ریڈیل تغیرات کی پیمائش کرنے کے لیے ایک ٹرانس ڈوسر کا استعمال کیا جاتا ہے۔
وجہ؟
یہاں دکھائے گئے بیئرنگ میں ایسی دوڑ ہو سکتی ہے جو واقعی سرکلر نہیں ہے۔ یہ شاید تھوڑے وقت کے لیے کام کرے گا لیکن اس بیئرنگ ریس کے اردگرد موجود انڈولیشنز کمپن کا سبب بننا شروع کر دیں گے۔ اس کا نتیجہ وقت سے پہلے پہننے کا سبب بنے گا اور دوڑ کو مطلوبہ سے کم کارکردگی کا مظاہرہ کرنے کا سبب بنے گا۔
نتائج؟
یہاں دکھائے گئے بیئرنگ میں ایسی دوڑ ہو سکتی ہے جو واقعی سرکلر نہیں ہے۔ یہ شاید تھوڑے وقت کے لیے کام کرے گا لیکن اس بیئرنگ ریس کے اردگرد موجود انڈولیشنز کمپن کا سبب بننا شروع کر دیں گے۔ اس کا نتیجہ وقت سے پہلے پہننے کا سبب بنے گا اور دوڑ کو مقصد سے کم کارکردگی کا مظاہرہ کرنے کا سبب بنے گا۔
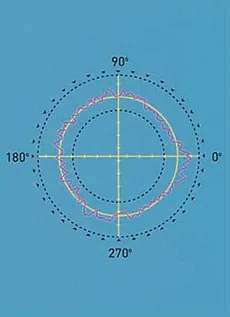
پولر پروفائل یا گراف کے طور پر گیج سے باہر کی گولائی آؤٹ پٹ کی نمائندگی کرنا آسان ہے۔ اس تصویری نمائندگی کا اندازہ کرنا ساپیکش اور وقت طلب ہوسکتا ہے، اس لیے ہمیں درست اور دہرائے جانے کے قابل جوابات دینے کے لیے معلومات پر کارروائی کے کچھ ذرائع کی ضرورت ہے۔ جیسا کہ ہم حقیقی دائرہ کار سے روانگی کا اندازہ لگانے کی کوشش کر رہے ہیں اور ایک حوالہ درکار ہے جس سے پیمائش کی جائے، یہ سمجھ میں آتا ہے کہ اپنے پروفائل میں ایک حوالہ دائرہ فٹ کرنے کی کوشش کریں اور اپنے تمام حسابات کو اس سے جوڑ دیں۔
دی لیسٹ اسکوائرز ریفرنس سرکل (LSCI)
ایک لکیر یا اعداد و شمار کسی بھی ڈیٹا میں اس طرح لگائے جاتے ہیں کہ اس لائن یا اعداد و شمار سے ڈیٹا کی روانگی کے مربعوں کا مجموعہ کم سے کم ہو۔ یہ وہ لائن بھی ہے جو پروفائل کو مساوی کم از کم علاقوں میں تقسیم کرتی ہے۔
LSCI سب سے زیادہ استعمال ہونے والا حوالہ سرکل ہے۔ اس کے بعد LSCI سے پروفائل کی زیادہ سے زیادہ روانگی کے لحاظ سے آؤٹ آف گول پن کا اظہار کیا جاتا ہے۔ یعنی سب سے اونچی چوٹی سے نچلی وادی تک۔
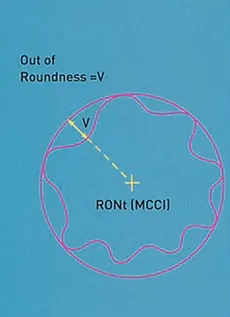
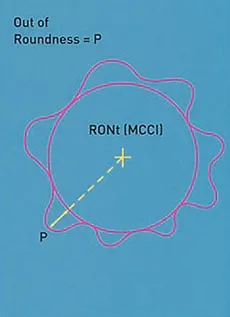
کم از کم طواف شدہ حلقہ (MCCI)
کم از کم رداس کے دائرے کے طور پر بیان کیا گیا ہے جو پروفائل ڈیٹا کو بند کر دے گا۔ اس کے بعد اس دائرے سے پروفائل کی زیادہ سے زیادہ روانگی (یا وادی) کے طور پر باہر کی گولائی دی جاتی ہے۔ کبھی کبھی رنگ گیج ریفرنس سرکل کے طور پر کہا جاتا ہے.
 = سنکی پن (ECC)*
= سنکی پن (ECC)*
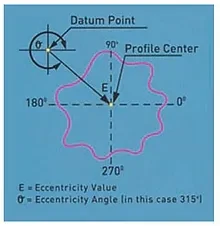
یہ وہ اصطلاح ہے جو کسی ڈیٹام پوائنٹ کے نسبت کسی پروفائل کے مرکز کی پوزیشن کو بیان کرنے کے لیے استعمال ہوتی ہے۔ یہ ایک ویکٹر کی مقدار ہے کہ اس کی وسعت اور سمت ہے۔ سنکیت کی شدت کو صرف پروفائل سینٹر اور ڈیٹم پوائنٹ کے درمیان فاصلے کے طور پر ظاہر کیا جاتا ہے۔ سمت کو ڈیٹم پوائنٹ سے زاویہ کے طور پر ظاہر کیا جاتا ہے۔
 = ارتکاز (CONC)*
= ارتکاز (CONC)*
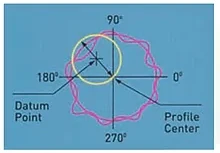
یہ سنکی کی طرح ہے لیکن اس کی صرف ایک وسعت ہے اور کوئی سمت نہیں۔ ڈیٹام پوائنٹ کے گرد گھمائے جانے پر پروفائل سینٹر کے ذریعہ بیان کردہ دائرے کے قطر کے طور پر مرتکزیت کی تعریف کی جاتی ہے۔ یہ دیکھا جا سکتا ہے کہ ارتکاز کی قدر سنکیت کی شدت سے دوگنا ہے۔
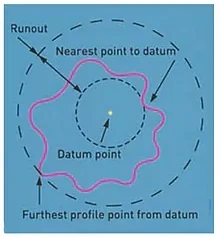
 = رن آؤٹ (رن آؤٹ)*
= رن آؤٹ (رن آؤٹ)*
کبھی کبھی TIR (ٹوٹل انڈیکیٹ ریڈنگ) کے طور پر بھیجا جاتا ہے۔ رن آؤٹ کی تعریف ڈیٹم پوائنٹ پر مرکوز دو مرتکز دائروں کی شعاعی علیحدگی کے طور پر کی جاتی ہے اور اس طرح کھینچی جاتی ہے کہ ایک قریب ترین اور دوسرا پروفائل کے سب سے دور کے نقطہ کے ساتھ میل کھاتا ہے۔
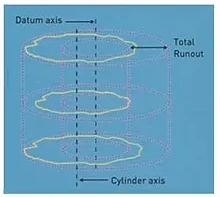
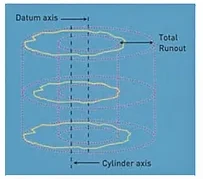
 = ٹوٹل رن آؤٹ (کل رن آؤٹ)*
= ٹوٹل رن آؤٹ (کل رن آؤٹ)*
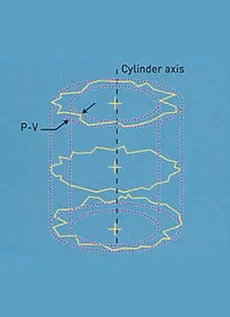
ٹوٹل رن آؤٹ کو دو شریک محوری سلنڈروں کی کم از کم شعاعی علیحدگی کے طور پر بیان کیا گیا ہے، جو کہ ڈیٹم محور کے ساتھ کو-محوری ہیں اور جو ناپی گئی سطح کو مکمل طور پر گھیرے ہوئے ہیں۔
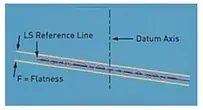
 = ہموار پن (FLTt)*
= ہموار پن (FLTt)*
ایک حوالہ طیارہ نصب کیا جاتا ہے اور اس جہاز سے وادی کی روانگی کی چوٹی کے طور پر ہموار پن کا حساب لگایا جاتا ہے۔ یا تو LS یا MZ n استعمال کیا جائے۔
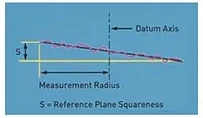
 = مربع پن (SQR)*
= مربع پن (SQR)*
ایک محور کی وضاحت کرنے کے بعد، مربع پن کی قدر حوالہ محور کے معمول کے دو متوازی طیاروں کی کم از کم محوری علیحدگی ہے اور جو حوالہ کے طیارہ کو مکمل طور پر بند کر دیتی ہے۔ یا تو LS یا MZ استعمال کیا جا سکتا ہے۔
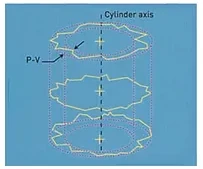
 = سلنڈریٹی (CYLt)*
= سلنڈریٹی (CYLt)*
2 سلنڈروں کی کم از کم شعاعی علیحدگی، نصب شدہ حوالہ محور کے ساتھ سماکشی، جو ناپے گئے ڈیٹا کو مکمل طور پر بند کر دیتی ہے۔ یا تو LS، MZ، MC یا Ml سلنڈر استعمال کیے جا سکتے ہیں۔
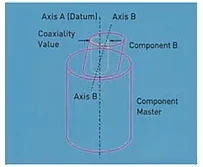
= سماکشی (Coax ISO)*
ایک سلنڈر کا قطر جو ڈیٹم محور کے ساتھ سماکشی ہے اور صرف اس سلنڈر کے محور کو گھیرے گا جسے سماکشیی تشخیص کے لیے حوالہ دیا گیا ہے۔
= ہم آہنگی (Coax DIN)*
ایک سلنڈر کا قطر جو ڈیٹم محور کے ساتھ سماکشی ہے اور صرف ان طیاروں کے سینٹائڈز (LS مراکز) کو گھیرے گا جہاں سے سماکشیی تشخیص کے لیے سلنڈر کے محور کا حساب لگایا جاتا ہے۔
"تین" والو گائیڈ، والو سیٹ اور والو کا کام انجن کے گیسی بہاؤ کی ایک کامل، نہ ختم ہونے والی تجدید اور قابل اعتماد ہوا کی تنگی پیدا کرنا ہے۔
والوز کے مسلسل کھلنے اور بند ہونے کے بعد دو سطحوں کے درمیان دھاتی رابطے کا ایک قابل اعتماد اور ہوا سے بند راستہ ہونا چاہیے۔
رابطے میں دو سطحیں، یعنی والو کی والو سیٹ کی سطح اور خود اصل سیٹ کی، ایک جیسی خصوصیات کا ہونا ضروری ہے اور کمال کے قریب ہونا چاہیے۔
مذکورہ بالا سطحوں کی شکلیں بالکل ایک جیسی اور مکمل طور پر تکمیلی ہونی چاہئیں۔
اس فنکشن کو پورا کرنے کے لیے درستگی کے ساتھ اور دہرائے جانے والے انداز میں حاصل کرنے والی واحد شکل، دائرہ ہے۔
دوسرے پیرامیٹرز کے ساتھ منسلک، سرکلرٹی، یعنی والو سیٹ اور والو کے ذریعہ تشکیل کردہ دائروں کی شکل کی درستگی، والو اور والو کے درمیان اچھی ہوا کی تنگی کے لیے اہم اور کوئی بھی شرط نہیں ہے۔ نشست
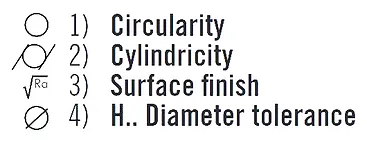
سرکلرٹی، سلنڈریٹی، سطح کی تکمیل، زاویہ سب سخت اور سخت رواداری کے تابع ہیں۔
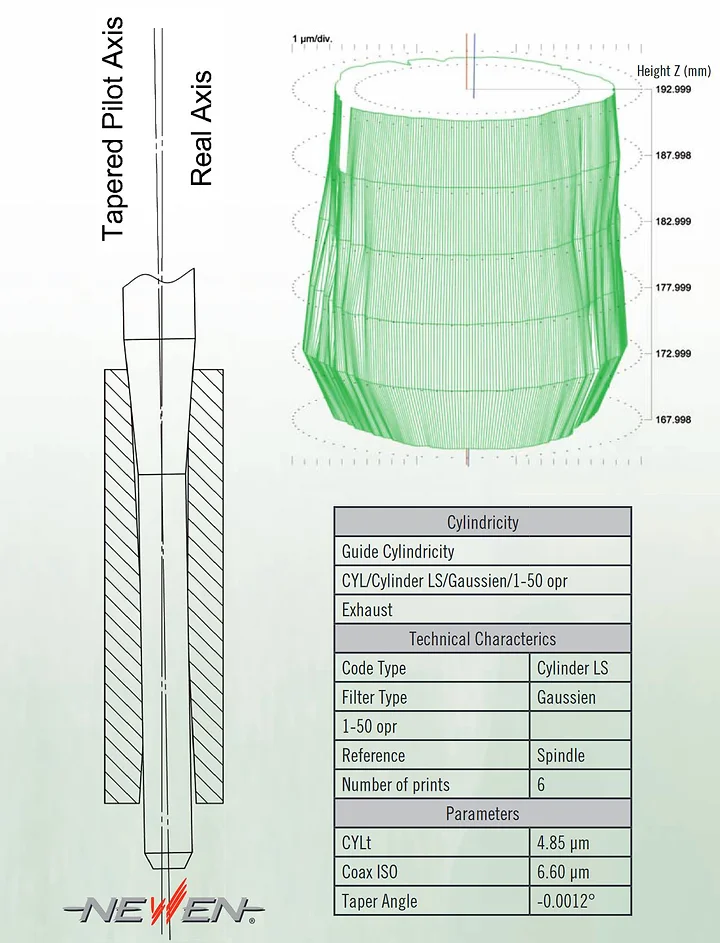
والو گائیڈ
والو گائیڈ ایک حوالہ ہے، جس کا انحصار والو سیٹ کے مرمتی مشینی آپریشن کی پوزیشننگ، والو سیٹ (مرتکزیت) کی مطابقت کے حصے کے کنٹرول پر ہے اور یقیناً یہ والو کی حرکت میں رہنمائی کرتا ہے۔ والو گائیڈ کا معیار بنیادی طور پر 4 پیرامیٹرز سے بیان کیا جاتا ہے:
والو کی مکمل رہنمائی کو یقینی بنانے کے لیے، قطر پر سلنڈریٹی اور رواداری اہم ہے۔ اچھی ہندسی خصوصیات والو گائیڈ کو طویل عمر کے دوران درستگی کے ساتھ والو کو پوزیشن میں رکھنے کی اجازت دیتی ہیں۔
والو کی رہنمائی میں ایک اہم خرابی، مزید ایک والو گائیڈ کی ناقص مشینی - برداشت سے باہر، قبل از وقت خرابی اور والو سیٹ کی خرابی اور انجن کی پیداوار میں تیزی سے نقصان کا باعث بنے گی۔
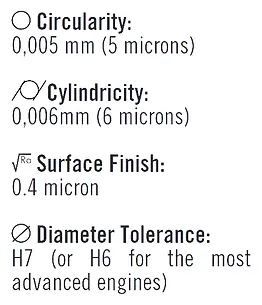
موجودہ انجنوں کے لیے عام طور پر OEMs کو درکار رواداری یہ ہیں:
مندرجہ بالا رواداری، بڑے سیریز مینوفیکچررز کے لیے حاصل کرنا اور احترام کرنا مشکل ہے، مرمت کرتے وقت گارنٹی کے لیے اور بھی پیچیدہ ہیں۔ ان معیار کی سطحوں کو پورا کرنے میں ناکامی والو سیٹوں کی مشیننگ کو مزید نازک بنا دے گی۔
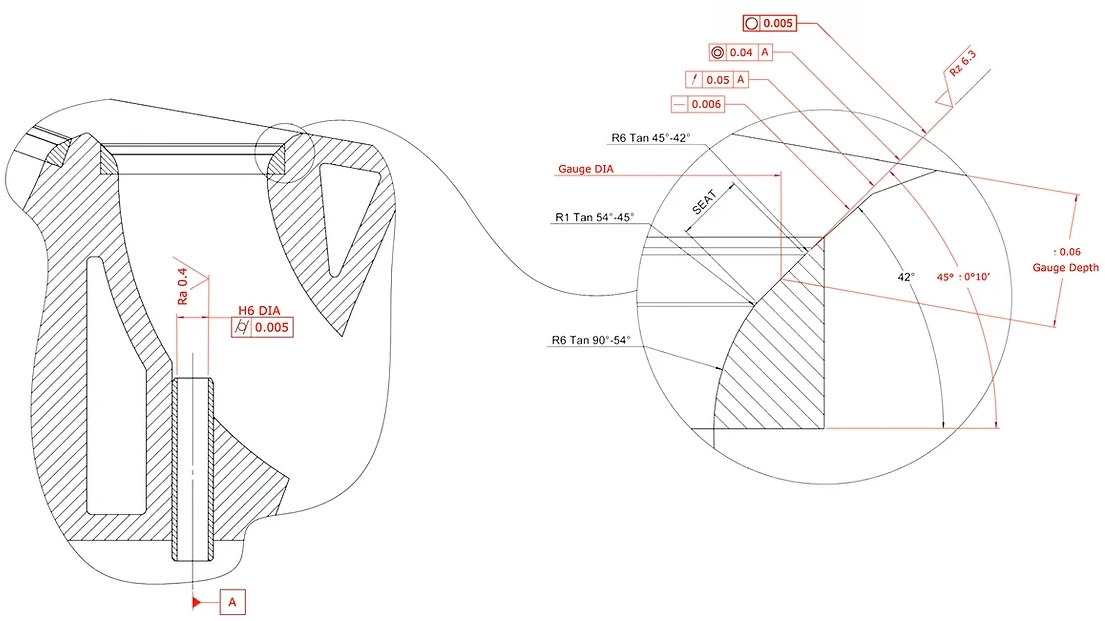
والو سیٹیں اور والوز
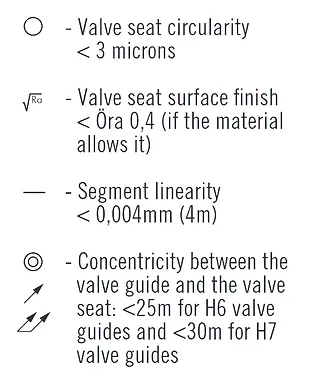
ان سطحوں کی درستگی کی اہمیت کے پیش نظر جو رابطے میں ہوں گی اور جو کہ ان کی تکمیل کی وجہ سے، ایک کامل ہوا کی تنگی کو یقینی بنائے گی، OEMs سیٹ ٹیپرز کی شکل کی رواداری کو سخت کرتے ہیں۔
سیٹ اینگل سیگمنٹ کی لکیریٹی اور اس کی گردش کو قدر کے فرق کے ساتھ برداشت کیا جاتا ہے جو چند مائکرون سے زیادہ نہیں ہوتا ہے (< 10 مائکرون)۔ Ra اور Rz کی قدریں جو والو سیٹ کی سطح کی تکمیل کی وضاحت کرتی ہیں اور بہت سخت اور سب سے چھوٹا چہچہانا نشان یا سیٹ کا انڈولیشن، ایسی سیٹ حاصل کرتا ہے جو برداشت سے باہر اور ناقابل قبول ہے۔
والو گائیڈ کے محور اور والو سیٹ کے محور کے درمیان ارتکاز، رن آؤٹ یا ڈبل رن آؤٹ کے تصور پر لاگو رواداری بھی بہت اہم ہیں لیکن ضمانت کے لیے نسبتاً آسان اقدار کے اندر رہتے ہیں۔
عام طور پر، 0.05mm (.002") کی ترتیب میں ارتکاز کی خرابی/رن آؤٹ کو قابل قبول سمجھا جاتا ہے۔ یہ تمام رواداری کی اقدار کو آئی ایس او/TS16949 سے تصدیق شدہ کمپنیوں پر لاگو قوانین کے تحت جاری کردہ "Cpk" نامی گتانک کے اطلاق کے ساتھ سنجیدگی سے سخت کیا جاتا ہے اور معیار میں زبردست مستقل مزاجی کی ضمانت دینے کے قابل مشینوں کے استعمال کے ذریعے رواداری کی قدروں کو کافی حد تک کم کیا جاتا ہے۔
معیار کی ضمانت کے مقصد کے لیے اس نقطہ نظر کو ممکن بنایا گیا ہے کیونکہ انسانی غلطی سے حتی الامکان گریز کیا جاتا ہے کیونکہ عددی نظام کو متحرک کرنے اور کنٹرول کرنے والے میکانزم کے استعمال کی وجہ سے ہمیشہ زیادہ کارکردگی ملتی ہے۔
NEWEN فکسڈ ٹرننگ® ترقی یافتہ اور اعلی کارکردگی والے مکینیکل اصول کی منطق کے اندر آتا ہے، ایک منفرد اعلی کارکردگی کے عددی کنٹرول کے ساتھ پائلٹ اور کنٹرول کیا جاتا ہے۔
فکسڈ ٹرننگ® فراہم کرتا ہے اور ضمانت دیتا ہے:
معیار کی یہ سطح آج سب سے زیادہ ہے اور والو سیٹوں کی مشین کرنے والے تمام لوگوں کے لیے قابل رسائی ہے، سب سے چھوٹے انجن ری بلڈر سے لے کر NEWEN FIXED-TURNING® کا استعمال کرتے ہوئے سب سے بڑی پیداواری سہولیات تک۔
آخر میں، NEWEN FIXED-TURNING® ایک قابل اعتماد اور مستقل پیداوار کا ذریعہ ہے، اقتصادی اور لچکدار، جو کسی کے منافع کو کنٹرول کرتے ہوئے انتہائی شدید Cpk کو مدنظر رکھتا ہے۔