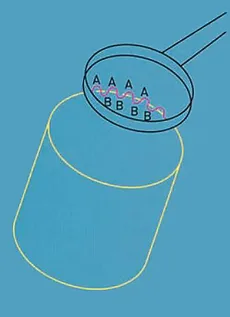
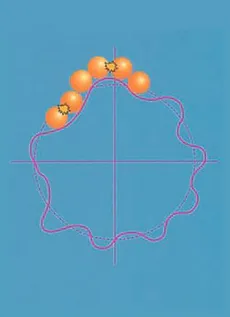
为什么要测量圆度?
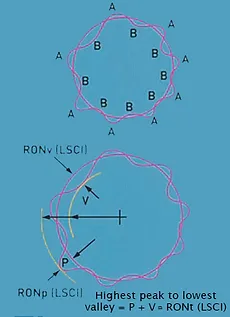
组件可能看起来是圆形的,用游标或千分尺测量时直径似乎恒定,但它是圆形的吗?很明显,凸起会影响功能。'A' 处的凸起将承载负载,而 'B' 处的润滑膜将最大。
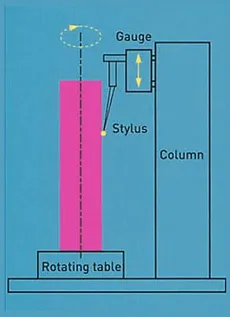
如何测量圆度?
要测量圆度,旋转是必不可少的,同时还要能够测量半径的变化。最好的方法是将受测部件的轮廓与圆形基准进行比较。部件在提供圆形基准的高精度主轴上旋转。通常使用定心和调平台将部件的轴线与主轴的轴线对齐。然后使用传感器测量部件相对于主轴轴线的径向变化。
原因 ?
这里显示的轴承可能有一个不是真正圆形的滚道。这种轴承可能可以运转一小段时间,但轴承滚道周围的起伏会开始引起振动。这会导致过早磨损,并使滚道的性能低于预期。
结果 ?
这里显示的轴承可能有一个不是真正圆形的滚道。这种轴承可能可以运转一小段时间,但轴承滚道周围的起伏会开始引起振动。这会导致过早磨损,并使滚道的性能低于预期。
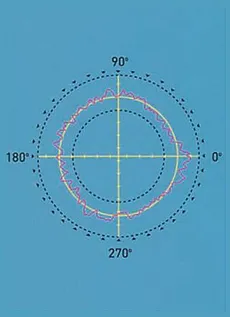
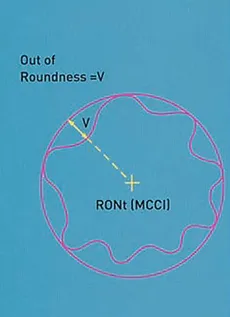
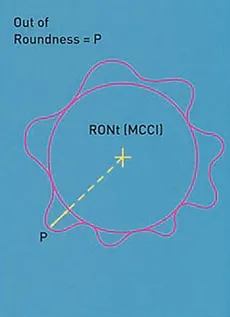
将仪表的圆度输出表示为极坐标轮廓或图形很方便。评估这种图形表示可能很主观且耗时,因此我们需要某种方法来处理信息,以便为我们提供准确且可重复的答案。由于我们试图评估与真实圆度的偏差并需要一个测量参考,因此尝试将参考圆拟合到我们的轮廓并将我们的所有计算与其联系起来是有意义的。
 = 偏心率 (ECC)*
= 偏心率 (ECC)*
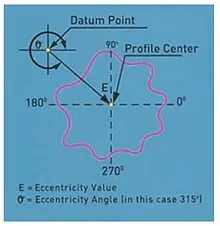
这是用来描述轮廓中心相对于某个基准点的位置的术语。它是一个矢量,具有大小和方向。偏心率的大小简单地表示为轮廓中心与基准点之间的距离。方向表示为与基准点的角度。
 = 同心度 (CONC)*
= 同心度 (CONC)*
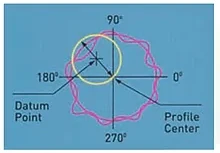
这与偏心率类似,但只有大小而没有方向。同心度定义为轮廓中心绕基准点旋转时所描绘的圆的直径。可以看出,同心度值是偏心率大小的两倍。
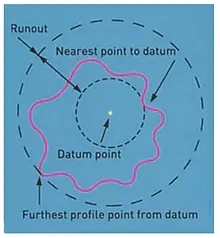
 = 跳动(Runout)*
= 跳动(Runout)*
有时称为 TIR(总指示读数)。跳动定义为以基准点为中心的两个同心圆的径向分离,其中一个与轮廓上最近的点重合,另一个与轮廓上最远的点重合。
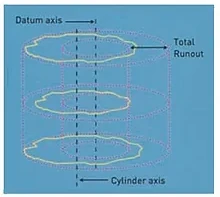
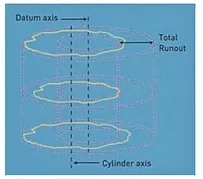
 = 总跳动(总跳动)*
= 总跳动(总跳动)*
总跳动定义为两个同轴圆柱体的最小径向分离,这两个同轴圆柱体与基准轴同轴并完全包围被测表面。
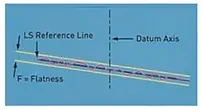
 = 平整度 (FLTt)*
= 平整度 (FLTt)*
拟合一个参考平面,并将平整度计算为峰谷偏离该平面的距离。可以使用 LS 或 MZ
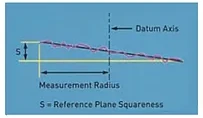
 = 方形度 (SQR)*
= 方形度 (SQR)*
定义轴后,垂直度值是垂直于参考轴的两个平行平面的最小轴向间距,这两个平面完全包围参考平面。可以使用 LS 或 MZ。
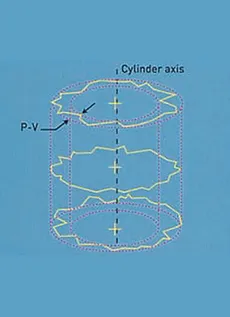
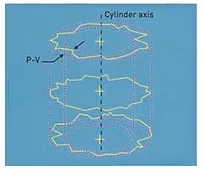
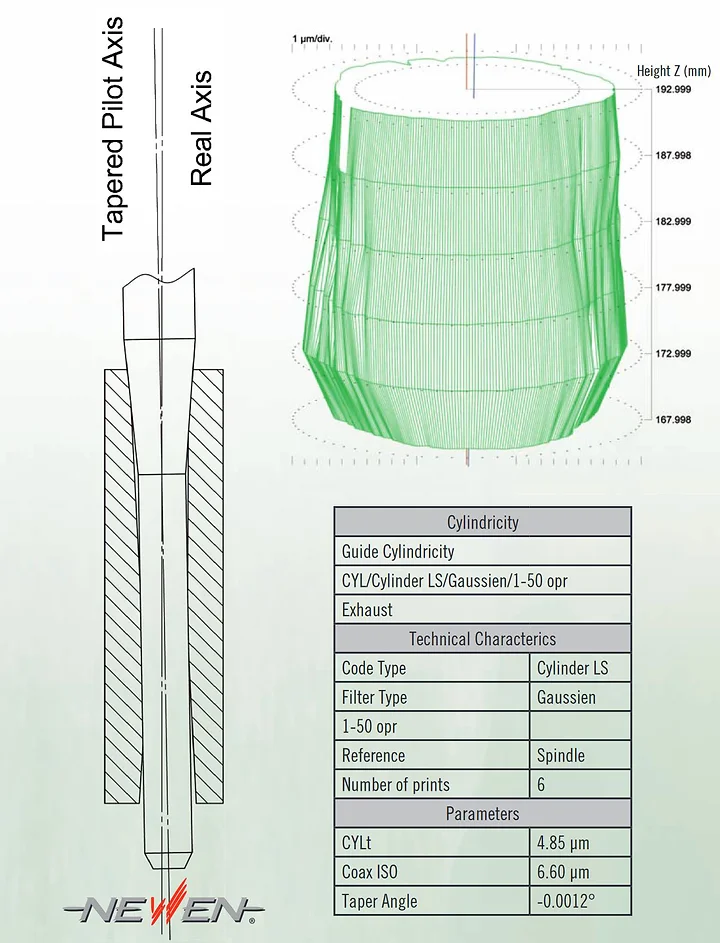
 = 圆柱度 (CYLt)*
= 圆柱度 (CYLt)*
2 个圆柱的最小径向间距,与安装的参考轴同轴,完全包含测量数据。可以使用 LS、MZ、MC 或 Ml 圆柱。
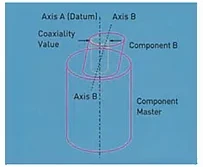
= 同轴度 (Coax ISO)*
与基准轴同轴的圆柱的直径,刚好包围同轴度评估所参考的圆柱的轴线。
= 同轴度(同轴 DIN)*
与基准轴同轴的圆柱的直径刚好包围计算同轴度评估所参考的圆柱轴线的平面的质心(LS 中心)。
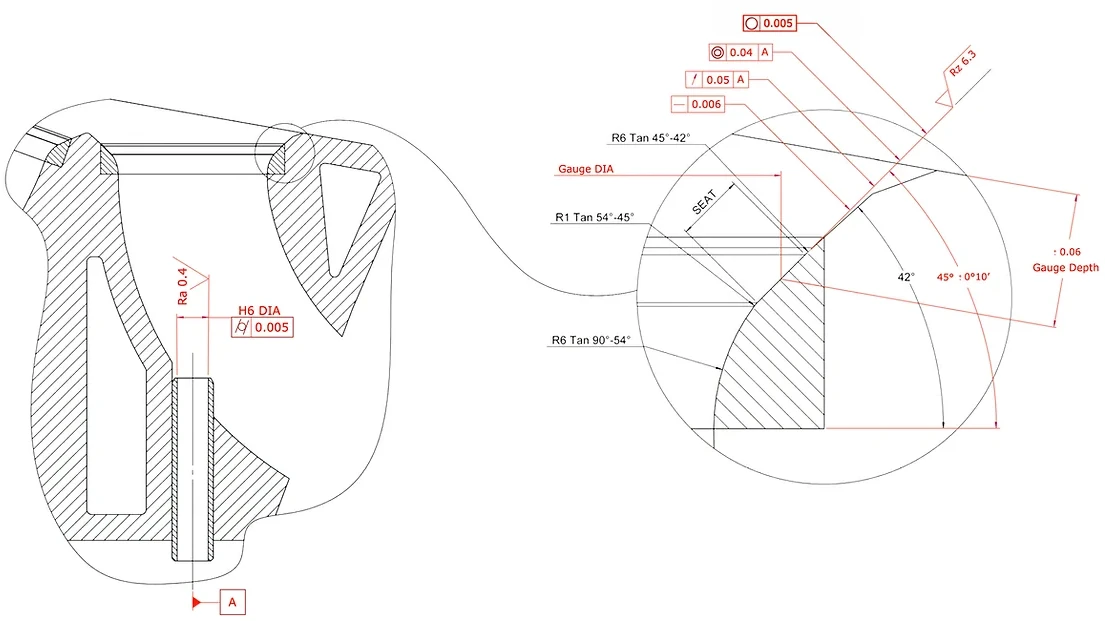
气门导管、气门座和气门“三重奏”的作用是使发动机的气流形成完美、不断更新和可靠的气密性。
两个表面之间的金属接触必须在阀门连续开启和关闭数亿次后构成可靠且密封的通道。
接触的两个表面,即阀门的阀座表面和阀座本身的实际表面,必须具有相似的品质,并且必须接近完美。
上述表面的形状必须完全相同且完全互补。
为实现这一功能,唯一能够精确且重复地实现的形状是圆形。
与其他参数一起,圆度,即阀座和阀本身构成的圆的形状的精度,是阀和阀座之间良好气密性的主要和必要条件。
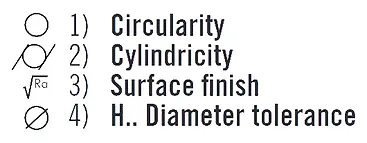
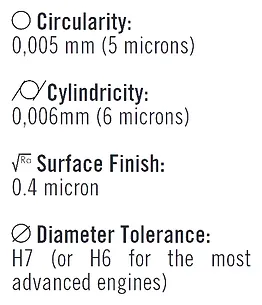
圆度、圆柱度、表面光洁度、角度均需要满足越来越严格的公差要求。
气门导管
气门导管是气门座修复加工操作的定位、气门座部分一致性(同心度)的控制以及气门运动的引导。气门导管的质量主要由 4 个参数定义:
为了确保阀门的完美导向,圆柱度和直径公差至关重要。良好的几何品质将使阀门导向器能够在较长的使用寿命内精确定位阀门。
气门导向中的一个重要缺陷,加上气门导向器的加工不良(超出公差范围),将导致气门座过早变形和磨损,并导致发动机输出功率快速损失。
当前 OEM 对发动机通常要求的公差是:
大型系列制造商很难获得并遵守上述公差,在维修时保证这些公差更加复杂。如果达不到这些质量水平,气门座的加工将更加精细。
阀座和阀门
鉴于接触表面的精度非常重要,并且由于它们的互补性,可以确保完美的气密性,因此 OEM 严格控制阀座锥度的形状公差。
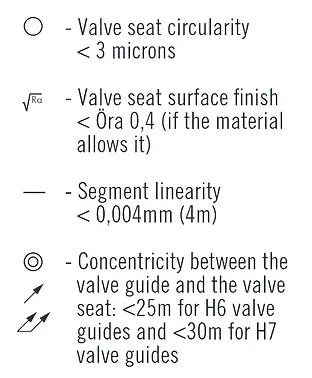
座角段的线性度和圆度公差值差不超过几微米(< 10 微米)。Ra 和 Rz 值定义阀座的表面光洁度,并且阀座非常紧密,阀座的最小颤动痕迹或起伏也会导致阀座超出公差范围且不可接受。
适用于气门导管轴线和气门座轴线之间的同心度、跳动或双跳动概念的公差也非常重要,但仍保持在相对容易保证的范围内。
一般来说,0.05 毫米 (.002”) 左右的同心度缺陷/跳动被认为是可以接受的。所有这些公差值都通过应用“Cpk”系数严格控制,该系数是根据适用于获得 ISO/TS16949 认证的公司的规定发布的,并且通过使用能够保证高度质量一致性的机器,可以大大降低公差值。
这种方法的目的是保证质量,因为使用数字系统触发和控制机制可以尽可能地避免人为错误,从而始终获得更高的性能。
NEWEN FIXED-TURNING® 遵循先进的高性能机械原理逻辑,由独特的高性能数控系统引导和控制。
FIXED-TURNING® 提供并保证:
这种质量水平是目前最高的,并且所有加工气门座的人员都可以达到,从最小的发动机重建机到使用 NEWEN FIXED-TURNING® 的最大生产设施。
最后,NEWEN FIXED-TURNING® 是一种可靠且一致的生产方式,经济而灵活,允许在控制利润的同时考虑最严格的 Cpk。