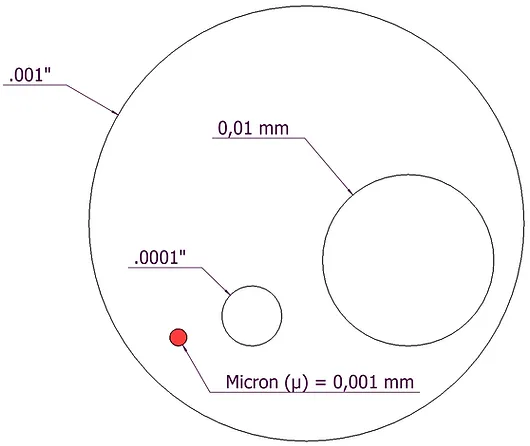
Niyə yuvarlaqlığı ölçmək lazımdır?
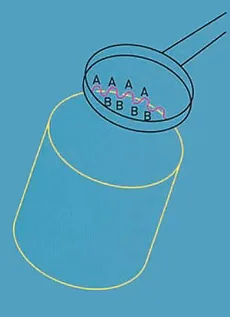
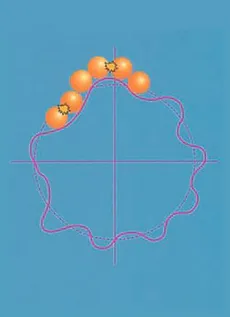
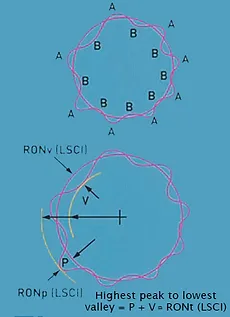
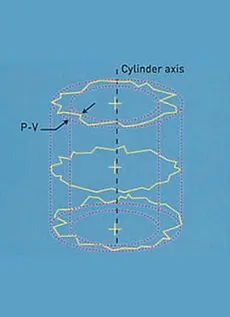
Komponent gözə yuvarlaq görünə bilər və nonius və ya mikrometre ilə ölçüldükdə, yəqin ki, sabit diametrə malikdir, lakin yuvarlaqdır? Lobinqin funksiyaya təsir göstərə biləcəyi aydındır. 'A'dakı loblar yükü daşıyacaq, yağlama filmi isə 'B'də ən böyük olacaq.
Yuvarlaqlıq necə ölçülür?
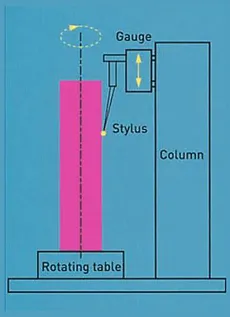
Dairəviliyi ölçmək üçün radiusdakı dəyişikliyi ölçmək qabiliyyəti ilə birlikdə fırlanma lazımdır. Buna ən yaxşı şəkildə test edilən komponentin profilini dairəvi verilənlərlə müqayisə etməklə nail olmaq olar. Komponent dairəvi verilənləri təmin edən yüksək dəqiqlikli mil üzərində fırlanır. Komponentin oxu, adətən mərkəzləşdirmə və düzəldici masadan istifadə edərək, milin oxuna uyğunlaşdırılır. Daha sonra komponentin mil oxuna görə radial dəyişmələrini ölçmək üçün bir çevirici istifadə olunur.
Səbəbi?
Burada göstərilən rulman həqiqətən dairəvi olmayan bir yarışa sahib ola bilər. Bu, yəqin ki, qısa müddət ərzində fəaliyyət göstərəcək, lakin bu daşıyıcı yarışın ətrafındakı dalğalanmalar vibrasiyaya səbəb olacaq. Bu, vaxtından əvvəl aşınma ilə nəticələnəcək və yarışın nəzərdə tutulduğundan daha az səmərəli fəaliyyət göstərməsinə səbəb olacaq.
Nəticələr?
Burada göstərilən rulman həqiqətən dairəvi olmayan bir yarışa sahib ola bilər. Bu, yəqin ki, qısa müddət ərzində fəaliyyət göstərəcək, lakin bu daşıyıcı yarışın ətrafındakı dalğalanmalar vibrasiyaya səbəb olacaq. Bu, vaxtından əvvəl aşınma ilə nəticələnəcək və yarışın nəzərdə tutulduğundan daha az səmərəli fəaliyyət göstərməsinə səbəb olacaq.
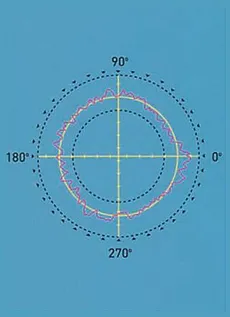
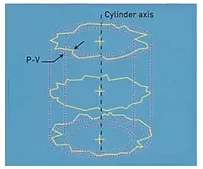
Qütb profili və ya qrafik kimi ölçü cihazından dairəvi olmayan çıxışı təqdim etmək rahatdır. Bu təsviri təsvirin qiymətləndirilməsi subyektiv və vaxt aparan ola bilər, ona görə də bizə dəqiq və təkrarlana bilən cavablar vermək üçün məlumatı emal etmək üçün bəzi vasitələrə ehtiyacımız var. Həqiqi dairəvilikdən kənarlaşmaları qiymətləndirməyə çalışdığımız və ölçmək üçün istinad tələb etdiyimiz üçün profilimizə istinad dairəsini uyğunlaşdırmağa və bütün hesablamalarımızı onunla əlaqələndirməyə çalışmağın mənası var.
Ən kiçik kvadratlara istinad dairəsi (LSCI)
İstənilən verilənlərə elə bir xətt və ya rəqəm qoyulur ki, verilənlərin həmin sətirdən və ya rəqəmdən ayrılması kvadratlarının cəmi minimum olsun. Bu həm də profili bərabər minimum sahələrə bölən xəttdir.
LSCI ən çox istifadə olunan İstinad Dairəsidir. Bundan sonra dairədən kənarlıq profilin LSCI-dən maksimum ayrılması ilə ifadə edilir. yəni ən yüksək zirvədən ən aşağı vadiyə qədər.
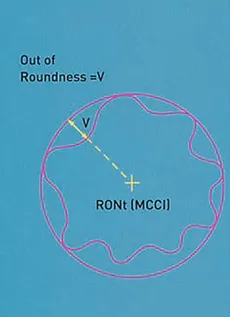
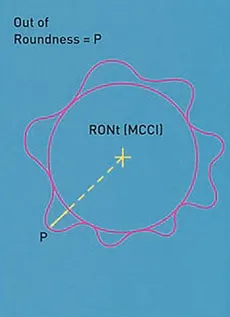
Minimum Circumscribed Circle (MCCI)
Profil məlumatlarını əhatə edəcək minimum radius dairəsi kimi müəyyən edilmişdir. Daha sonra dairədən kənar profilin bu dairədən maksimum ayrılması (və ya vadisi) kimi verilir. Bəzən Ring Gauge Reference Circle kimi istinad edilir.
Minimum Zona İstinad dairələri (MZCI)
Ölçülmüş profili əhatə etmək üçün yerləşdirilmiş iki konsentrik dairə kimi müəyyən edilir ki, onların radial gedişi minimum olsun.
Daha sonra yuvarlaqlıq dəyəri iki dairənin radial ayrılması kimi verilir.
Maksimum Yazılı Dairə (MICI)
Profil məlumatları ilə əhatə olunacaq maksimum radius dairəsi kimi müəyyən edilir.
Bundan sonra dairədən kənar profilin dairədən maksimum gedişi (və ya zirvəsi) kimi verilir. Bəzən Plug Gauge Reference Circle kimi istinad edilir.
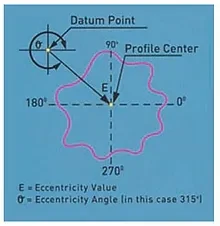
 = Eksantriklik (ECC)*
= Eksantriklik (ECC)*
Bu, hansısa verilənlər nöqtəsinə nisbətən profilin mərkəzinin mövqeyini təsvir etmək üçün istifadə edilən termindir. Bu vektor kəmiyyətdir ki, böyüklüyü və istiqaməti var. Eksantrikliyin böyüklüyü sadəcə olaraq profil mərkəzi ilə məlumat nöqtəsi arasındakı məsafə kimi ifadə edilir. İstiqamət verilənlər nöqtəsindən bucaq kimi ifadə edilir.
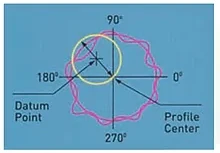
 = Konsentriklik (CONC)*
= Konsentriklik (CONC)*
Bu ekssentrikliyə bənzəyir, lakin yalnız böyüklüyü var və istiqaməti yoxdur. Konsentriklik məlumat nöqtəsi ətrafında fırlandıqda profil mərkəzi tərəfindən təsvir edilən dairənin diametri kimi müəyyən edilir. Görünür ki, konsentriklik dəyəri eksantrikliyin böyüklüyündən iki dəfə çoxdur.
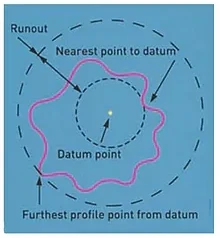
 = Qaçma (Runout)*
= Qaçma (Runout)*
Bəzən TIR (Total Indicated Reading) kimi istinad edilir. Qaçış, verilənlər bazasında mərkəzləşdirilmiş və biri ən yaxın, digəri isə profilin ən uzaq nöqtəsi ilə üst-üstə düşəcək şəkildə çəkilmiş iki konsentrik dairənin radial ayrılması kimi müəyyən edilir.
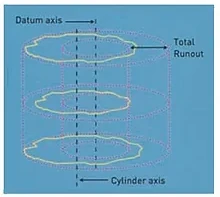
 = Ümumi Qaçış (Ümumi Qaçma)*
= Ümumi Qaçış (Ümumi Qaçma)*
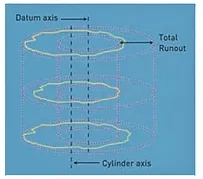
Total Runout verilənlər bazası oxu ilə koaksial olan və ölçülən səthi tamamilə əhatə edən iki koaksial silindrin minimum radial ayrılması kimi müəyyən edilir.
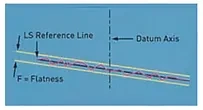
 = Düzlük (FLTt)*
= Düzlük (FLTt)*
İstinad müstəvisi quraşdırılır və düzlük həmin müstəvidən vadiyə eniş nöqtəsi kimi hesablanır. LS və ya MZ n istifadə edilə bilər
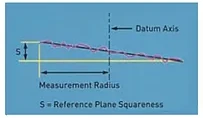
 = Kvadratlıq (SQR)*
= Kvadratlıq (SQR)*
Ox təyin etdikdən sonra kvadratlıq dəyəri istinad oxuna normal olan və istinad müstəvisini tamamilə əhatə edən iki paralel təyyarənin minimum eksenel ayrılmasıdır. LS və ya MZ istifadə edilə bilər.
 = Silindrlik (CYLt)*
= Silindrlik (CYLt)*
Ölçülmüş məlumatları tamamilə əhatə edən quraşdırılmış istinad oxu ilə koaksial 2 silindrin minimum radial ayrılması. LS, MZ, MC və ya Ml silindrlərindən istifadə etmək olar.
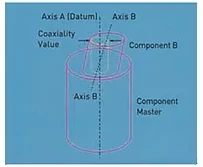
= Koaksiallıq (Coax ISO)*
Silindrin diametri verilənlər oxu ilə koaksialdır və yalnız koaksiallığın qiymətləndirilməsi üçün istinad edilən silindrin oxunu əhatə edir.
= Koaksiallıq (Coax DIN)*
Məlumat oxu ilə koaksial olan və yalnız koaksiallığın qiymətləndirilməsi üçün istinad edilən silindrin oxunun hesablandığı təyyarələrin sentoidlərini (LS mərkəzlərini) əhatə edəcək silindrin diametri.
“Trio” klapan bələdçisinin, klapan oturacağının və klapanın funksiyası mühərrikin qaz axınının mükəmməl, sonsuz yenilənmiş və etibarlı hava keçirmə qabiliyyətini yaratmaqdır.
İki səth arasında metal təmas klapanların yüz milyonlarla ardıcıl açılıb bağlanmasından sonra etibarlı və hava keçirməyən keçid təşkil etməlidir.
Təmasda olan iki səth, yəni klapanın klapan oturacağı səthi və faktiki oturacağın özü oxşar keyfiyyətlərə malik olmalıdır və mükəmməlliyə yaxın olmalıdır.
Yuxarıda göstərilən səthlərin formaları tamamilə eyni və bir-birini tamamlamalıdır.
Bu funksiyanı yerinə yetirmək üçün dəqiqliklə və təkrarlanan şəkildə əldə edilə bilən yeganə forma dairədir.
Digər parametrlərlə əlaqədar olaraq, dairəvilik, yəni klapan oturacağı və klapanın özü tərəfindən təşkil edilən dairələrin formasının dəqiqliyi klapan və klapan arasında yaxşı hava keçirməməsi üçün əsas və əsas şərtdir. oturacaq.
Dairəvilik, silindriklik, səthi bitirmə, bucaqlar daha sərt və daha sərt toleranslara məruz qalır.
Valf bələdçisi
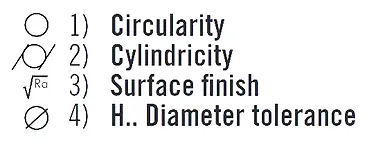
Valf bələdçisi, klapan oturacağının təmir işinin yerləşdirilməsi, klapan oturacağının uyğunluğunun bir hissəsinin (konsentriklik) idarə edilməsindən asılı olan istinaddır və əlbəttə ki, klapanı hərəkətlərində istiqamətləndirir. Valf bələdçisinin keyfiyyəti əsasən 4 parametrlə müəyyən edilir:
Klapanın mükəmməl idarə olunmasını təmin etmək üçün silindriklik və diametrdə tolerantlıq vacibdir. Yaxşı həndəsi keyfiyyətlər klapan bələdçisinə klapanı uzun müddət ərzində dəqiqliklə yerləşdirməyə imkan verəcək.
Klapanın istiqamətləndirilməsində əhəmiyyətli bir qüsur, daha sonra klapan bələdçisinin zəif emal edilməsi - dözümlülükdən kənarda, klapan oturacağının vaxtından əvvəl deformasiyasına və aşınmasına və mühərrik məhsuldarlığının sürətlə itirilməsinə səbəb olacaqdır.
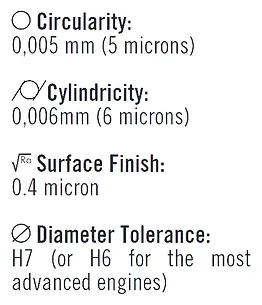
Mövcud mühərriklər üçün OEM-lər tərəfindən tələb olunan toleranslar aşağıdakılardır:
Böyük seriyalı istehsalçılar tərəfindən əldə edilməsi və hörmət edilməsi çətin olan yuxarıda göstərilən dözümlülüklər təmir zamanı zəmanət vermək üçün daha mürəkkəbdir. Bu keyfiyyət səviyyələrinə cavab verməmək klapan oturacaqlarının işlənməsini daha da incə edəcək.
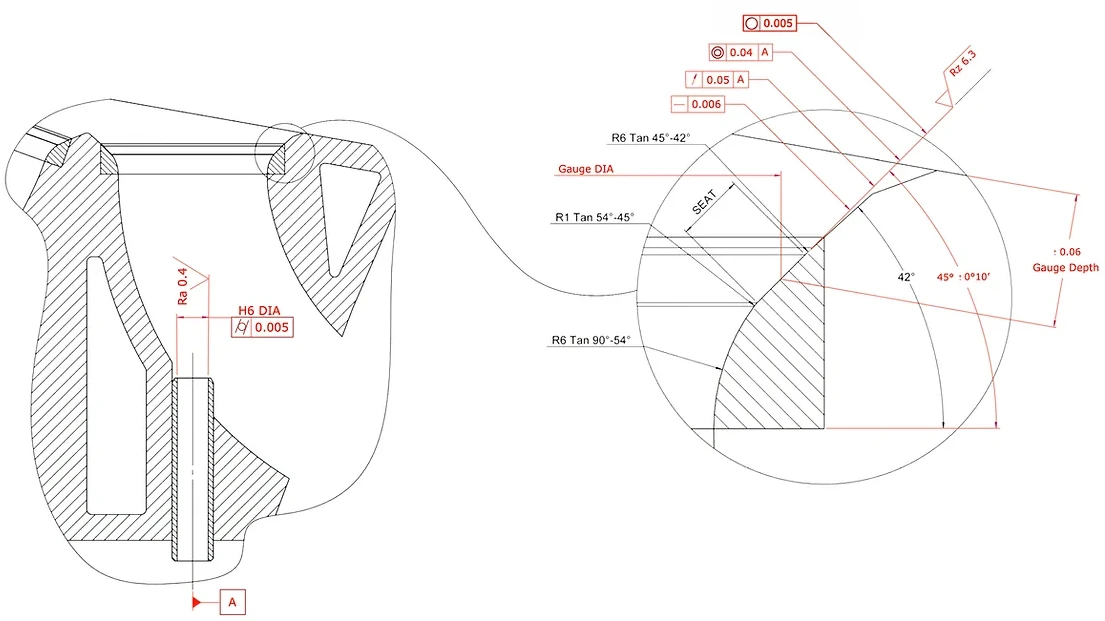
Valf oturacaqları və klapanlar
Təmasda olacaq səthlərin dəqiqliyinin əhəmiyyətini nəzərə alaraq və onların bir-birini tamamlaması sayəsində mükəmməl hermetikliyi təmin edəcək OEM-lər oturacaqların daralmalarının forma dözümlülüyünü bərkidirlər.
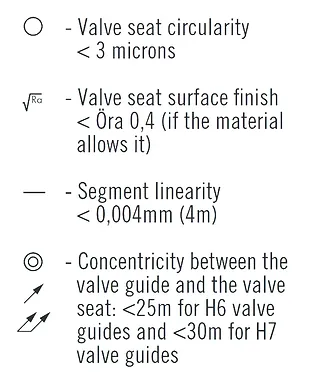
Oturacaq bucağı seqmentinin xəttiliyi və onun dairəviliyi bir neçə mikrondan çox olmayan dəyər fərqləri ilə tolerantdır (< 10 mikron). Ra və Rz klapan oturacağının səthini təyin edən dəyərlər, həmçinin çox sıx və oturacağın ən kiçik tıqqıltı işarəsi və ya dalğalanması dözümlülükdən kənar və qəbuledilməz oturacaq verir.
Klapanın bələdçisinin oxu ilə klapan oturacağının oxu arasında konsentriklik, axıntı və ya ikiqat axıntı anlayışına tətbiq edilən dözümlülüklər də çox vacibdir, lakin zəmanət vermək nisbətən asan olan dəyərlər daxilində qalır.
Ümumiyyətlə, 0,05 mm (.002”) qaydasında konsentriklik qüsuru/çıxması məqbul hesab olunur. Bütün bu dözümlülük dəyərləri ISO/TS16949 sertifikatlı şirkətlərə tətbiq edilən qaydalardan çıxarılan “Cpk” adlı əmsalın tətbiqi ilə ciddi şəkildə sərtləşdirilir və keyfiyyətdə böyük ardıcıllığa zəmanət verə bilən maşınların istifadəsi ilə tolerantlıq dəyərlərini əhəmiyyətli dərəcədə azaldır.
Keyfiyyətə zəmanət verən bu yanaşma, hər zaman daha çox məhsuldarlıq verən rəqəmsal sistemləri işə salan və idarə edən mexanizmlərin istifadəsi sayəsində insan səhvinin mümkün qədər qarşısını aldığı üçün mümkün olur.
NEWEN FIXED-TURNING® təkmilləşmiş və yüksək performanslı mexaniki prinsipin məntiqi daxilində gəlir, sınaqdan keçirilir və unikal yüksək performanslı ədədi idarəetmə ilə idarə olunur.
FIXED-TURNING® aşağıdakıları təmin edir və təmin edir:
Bu keyfiyyət səviyyəsi bu gün ən yüksəkdir və ən kiçik mühərrik təmirçisindən NEWEN FIXED-TURNING® istifadə edən ən böyük istehsal müəssisələrinə qədər klapan oturacaqlarını emal edən bütün insanlar üçün əlçatandır.
Nəhayət, NEWEN FIXED-TURNING® etibarlı və ardıcıl istehsal vasitəsidir, qənaətcil və çevikdir və öz mənfəətinə nəzarət edərkən ən ciddi Cpk-ni nəzərə almağa imkan verir.
Yeni silindr başının istehsalı üçün daimi keyfiyyətə (Cpk) və dəqiqliyə olan tələb, klapan oturacaqlarının işlənməsi üçün məqbul həll yolu kimi konik pilot prinsipinin qeyri-adekvatlığını vurğulayır.
Ekonomik cəhətinə görə uzun müddət qiymətləndirilən bu həll artıq mövcud texniki tələblərə cavab vermir.
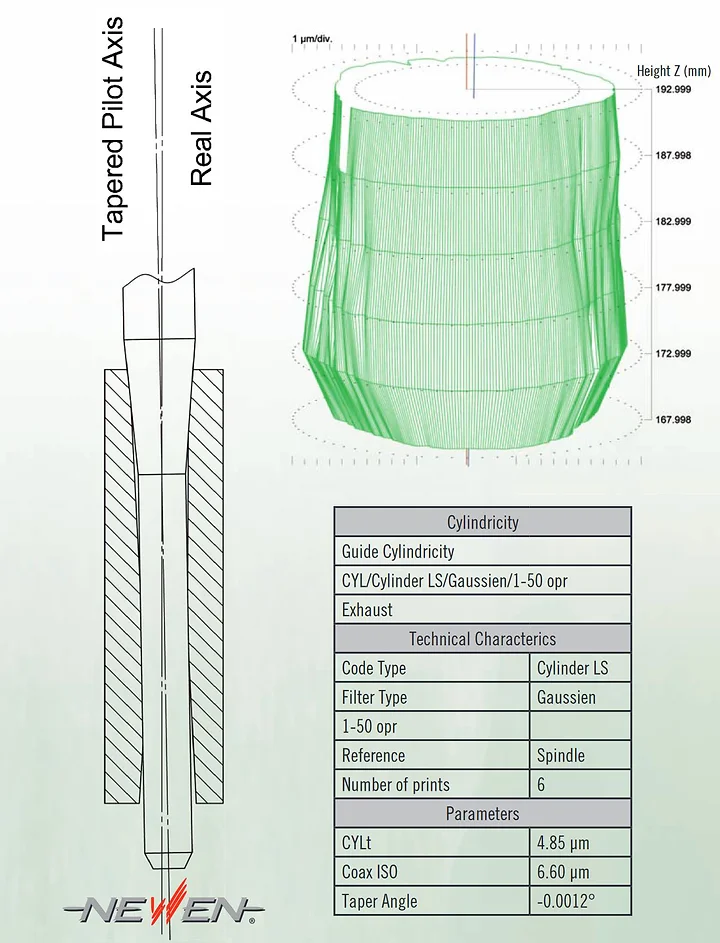
Bir klapan bələdçisi daxilində konik pilotun götürdüyü ox/mövqe heç vaxt ölçmə ilə müəyyən edilən və/yaxud hərəkət zamanı klapan tərəfindən alınan oxla eyni deyildir (rəsmə baxın).
Bu fərq yeni və ya istifadə edilmiş klapan bələdçisinin forma qüsuru ilə daha da vurğulanır (zəhmət olmasa, Talyrond ölçmə maşını ilə yeni klapan bələdçisinin qrafik təsvirinə baxın)
Klapanın bələdçisində pilotun təsadüfi yerləşdirilməsi bu gün bütün OEM-lərdə inkişaf etdirilən Cpk anlayışına ziddir.
Unutmadan ki, hətta sadə təmir vəziyyətində belə, cari mühərriklər üçün tələb olunan pilotların ölçüsü, hər halda, forma alətlərinin qeyri-müntəzəm kəsmə səylərinə müqavimət göstərmək üçün kifayət deyil.
NEWEN bu köhnəlmiş texnikanın müdafiəçilərinin mövqeyini enerjili şəkildə təkzib edir.
Eyni şəkildə, forma aləti 360 dərəcədən (oturacaq ətrafında bərabər) müntəzəm kəsimə zəmanət vermək üçün çox uzun bir kəsmə profili nümayiş etdirir.
Daxili relyefin dəyəri eyni oturacaqda 1-dən 3-ə qədər dəyişə bilər və mil tərəfindən udulmuş radial səylər qaçılmaz olaraq sonuncunun faktiki əyilməsinə səbəb olacaq və klapan oturacağının tıqqıltı kimi forma qüsuruna çevriləcəkdir. oturacağın işlənməsini düzgün olmayan və dözümlülükdən kənarlaşdıran işarələr, dalğalanmalar və/və ya oval formalar.
Cari klapan oturacağı materialları və tələb olunan toleranslar artıq bu emal texnikasına uyğun gəlmir.

NEWEN® FIXED-TURNING® maşınları ilə işlənmiş klapan oturacaqlarını və klapan bələdçilərini dəqiq idarə etmək üçün ənənəvi ölçmə vasitələri kifayət deyil.
NEWEN® özünü TALYROND 365XL idarəetmə maşını ilə təchiz etmişdir, xüsusilə də formaların, koaksiallığın, səthin işlənməsinin ölçülməsi üçün nəzərdə tutulmuşdur...
Qətiyyəti 1/ olan bu maşın100 mikron bələdçinin və klapan oturacağının keyfiyyətini müəyyən edən bütün həndəsi parametrləri avtomatik idarə etməyə imkan verir: dairəvilik, konsentriklik, tükənmə, silindriklik, seqment xətti, bucaqlar, səthi bitirmə... Nəzarət hesabatları və qrafiklər. testlər mübahisəsiz olaraq ən nüfuzlu OEM-lərin nəzarət şöbələri tərəfindən tanınır.
NEWEN istehsal etdiyi maşınların istehsal etdiyi işləri davamlı olaraq sınaqdan keçirir və faktiki tədbirlərlə keyfiyyət nümayiş etdirir.
CNC torna dəzgahının prinsipi kimi, FIXED-TURNING ® klapan oturacaqlarının və/yaxud hər hansı bir inqilab formasının oxların interpolasiyası ilə işlənməsidir.
Emal edilən hissənin özü deyil, əyirən kəsici alət olması bir yana, dəzgah mili və emal başlığı klapan oturacağı materialının keyfiyyətindən asılı olmayaraq ən çətin və ən mürəkkəb formaları çox sadə şəkildə emal etməyə imkan verir. Fırlanan zaman kəsici alət profili maşına təsvir etmək üçün x və z oxları üzərində hərəkət edir. Emal bir istiqamətdə həyata keçirilir və keçidlərin sayı avtomatik olaraq proqramın özü tərəfindən müəyyən edilir. Kəsmə alətinin hərəkəti xam klapan oturacağının faktiki formasına uyğun olaraq optimallaşdırılır. Standart üçbucaqlı kəsici vaqonun oxuna və milin yerdəyişmə oxuna uyğun olaraq hərəkət edir. Bütün C oxu ətrafında fırlanır.
Güclü kompüter, kəsmə səylərinin müntəzəm olması və minimuma endirilməsi üçün alətin optimal trayektoriyasını daimi olaraq hesablayır. Bir saniyənin bir hissəsindən saniyənin bir hissəsinə hesablanan hər bir təraş elə istehsal olunur ki, kəsmə səylərinin heç bir dəyişməsi milin tarazlığını və elastikliyini pozmasın.
FIXED-TURNING ® sayəsində klapan oturacağının mükəmməl işlənməsi və klapan oturacağı ilə onun klapan arasında mükəmməl sızdırmazlığı hər dəfə, ilk dəfə, əyilmədən əldə edilir.
Müasir idarəetmələr, ən son texnologiya, səmərəli, sadə, son dərəcə istifadəçi dostu, operatoru təkrarlanan jestlərdən azad edir, yorğunluğu azaldır və diqqəti vacib əməliyyatlara ayırır.
Maşınla qarşılıqlı əlaqə istifadəçi dostu və sadədir. Operator yalnız klapanın diametri kimi tanış ölçüləri daxil etməlidir, profil seçməlidir və maşın bütün kobud işləmə və bitirmə emal keçidləri daxil olmaqla, hər şeyi dərhal hesablayacaq.
Dəqiqlikdən, sadəcə istifadəçi rahatlığından və əlavə məhsuldarlıqdan başqa, FIXED-TURNING ® hamısı bir sadə və sərfəli maşında daimi olaraq qablaşdırılan minlərlə fərdi forma alətinin ekvivalentidir.
Yaşasın Mühərrikin Yenidən qurulması.