OEM সাব-কন্ট্রাক্টর, উচ্চ-পারফরম্যান্স বিশেষজ্ঞ এবং ইঞ্জিন পুনর্নির্মাণকারীদের অবশ্যই ভালভ গাইড এবং ভালভ আসন মেশিন করার সময় সঠিক আকৃতি এবং মাত্রা সহনশীলতা বিবেচনা করতে হবে এবং সম্মান করতে হবে।
এই "সহায়তা-স্মৃতি" দিয়ে, NEWEN উৎপাদন প্রযুক্তিবিদদের জন্য একটি সংক্ষিপ্ত নথির মধ্যে, সিলিন্ডার হেড মেশিনিং এবং বিশেষ করে, ভালভ গাইড এবং বিশেষ করে, তাদের প্রয়োজনীয়তা নির্ধারণ করতে OEM দ্বারা ব্যবহৃত বিভিন্ন চিহ্ন এবং সহনশীলতার চিহ্নগুলি সংগ্রহ করার চেষ্টা করে। ভালভ আসন মেশিনিং।
NEWEN সিলিন্ডার হেডের কার্যকারিতা এবং নির্ভরযোগ্যতার উপর প্রত্যক্ষ এবং পরোক্ষ ঘটনা সহ প্রতিটি ফর্ম এবং মাত্রা সহনশীলতা একত্রিত করে, দুই বা ততোধিক প্যারামিটারের সম্মিলিত প্রভাবগুলিকে অতিরিক্ত সরলীকরণ বা বিকৃত করার চেষ্টা না করে।
এই নথির সাহায্যে, NEWEN সাধারণভাবে গৃহীত ধারণার পাশাপাশি মিথ্যা ধারণা, ব্যাপক ধারণার নিন্দা করার জন্য কাজ করছে যা তাদের সরলতা এবং ভুলতার কারণে ইঞ্জিন পুনর্নির্মাণকারীদের বিভ্রান্ত করে এবং তাদের রায় পরিবর্তন করে।
« যখন আপনি যা বলছেন তা পরিমাপ করতে পারেন এবং সংখ্যায় প্রকাশ করতে পারেন, আপনি এটি সম্পর্কে কিছু জানেন; কিন্তু যখন আপনি এটিকে পরিমাপ করতে পারবেন না বা সংখ্যায় প্রকাশ করতে পারবেন না, তখন আপনার জ্ঞান সামান্য এবং অসন্তোষজনক।»
লর্ড কেলভিন (1824-1907)
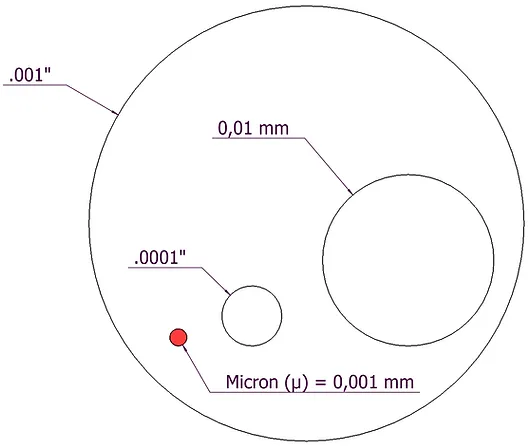
কেন গোলাকার পরিমাপ?
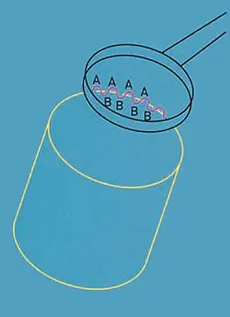
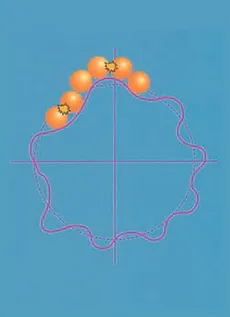
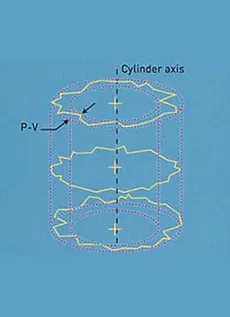
উপাদানটি চোখের কাছে গোলাকার দেখাতে পারে এবং ভার্নিয়ার বা মাইক্রোমিটার দিয়ে পরিমাপ করার সময় দৃশ্যত একটি ধ্রুবক ব্যাস থাকতে পারে, কিন্তু এটি কি গোলাকার? এটা স্পষ্ট যে লবিং ফাংশন প্রভাবিত করতে পারে. 'A'-এর লোবগুলি লোড বহন করবে যখন লুব্রিফিকেশন ফিল্ম 'B'-তে সর্বাধিক হবে।
গোলাকারতা কিভাবে পরিমাপ করা হয়?
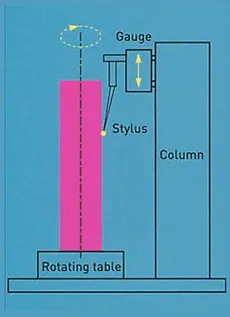
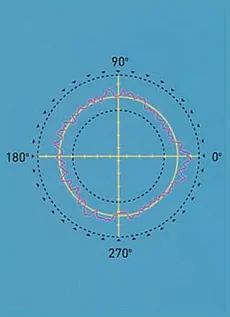
বৃত্তাকারতা পরিমাপ করার জন্য, ব্যাসার্ধের পরিবর্তন পরিমাপের ক্ষমতার সাথে ঘূর্ণন প্রয়োজন। এটি একটি সার্কুলার ডেটামের সাথে পরীক্ষার অধীনে উপাদানটির প্রোফাইল তুলনা করে সর্বোত্তম অর্জন করা হয়। উপাদানটি একটি অত্যন্ত নির্ভুল টাকুতে ঘোরানো হয় যা বৃত্তাকার ডেটাম প্রদান করে। উপাদানটির অক্ষ টাকুটির অক্ষের সাথে সারিবদ্ধ করা হয়, সাধারণত একটি কেন্দ্রীকরণ এবং সমতলকরণ টেবিল ব্যবহার করে। একটি ট্রান্সডুসার তারপর টাকু অক্ষের সাপেক্ষে উপাদানটির রেডিয়াল বৈচিত্র পরিমাপ করতে ব্যবহৃত হয়।
কারণটা?
এখানে দেখানো ভারবহন এমন একটি জাতি থাকতে পারে যা সত্যিই বৃত্তাকার নয়। এটি সম্ভবত অল্প সময়ের জন্য কাজ করবে কিন্তু এই ভারবহন রেসের চারপাশে অস্থিরতা কম্পন সৃষ্টি করতে শুরু করবে। এর ফলে অকাল পরিধান হবে এবং রেসটি লক্ষ্যের চেয়ে কম দক্ষতার সাথে সঞ্চালনের কারণ হবে।
ফলাফল?
এখানে দেখানো ভারবহন এমন একটি জাতি থাকতে পারে যা সত্যিই বৃত্তাকার নয়। এটি সম্ভবত অল্প সময়ের জন্য কাজ করবে কিন্তু এই ভারবহন দৌড়ের চারপাশে অস্থিরতা কম্পন সৃষ্টি করতে শুরু করবে। এর ফলে অকাল পরিধান হবে এবং রেসটি লক্ষ্যের চেয়ে কম দক্ষতার সাথে কাজ করবে।
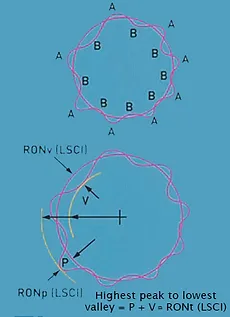
একটি পোলার প্রোফাইল বা গ্রাফ হিসাবে গেজ থেকে আউট-অফ-গোলাকার আউটপুট উপস্থাপন করা সুবিধাজনক। এই সচিত্র উপস্থাপনা মূল্যায়ন বিষয়গত এবং সময়সাপেক্ষ হতে পারে, তাই আমাদের সঠিক এবং পুনরাবৃত্তিযোগ্য উত্তর দিতে তথ্য প্রক্রিয়াকরণের কিছু উপায় প্রয়োজন। যেহেতু আমরা সত্যিকারের সার্কুলারিটি থেকে প্রস্থানের মূল্যায়ন করার চেষ্টা করছি এবং একটি রেফারেন্সের প্রয়োজন যা থেকে পরিমাপ করা যায়, তাই আমাদের প্রোফাইলে একটি রেফারেন্স সার্কেল ফিট করার চেষ্টা করা এবং আমাদের সমস্ত গণনাকে এর সাথে সম্পর্কিত করার চেষ্টা করা বোধগম্য।
দ্য লেস্ট স্কোয়ার রেফারেন্স সার্কেল (LSCI)
একটি লাইন বা চিত্র যেকোন ডেটাতে ফিট করা হয় যাতে সেই লাইন বা চিত্র থেকে ডেটার প্রস্থানের বর্গের সমষ্টি একটি সর্বনিম্ন। এটি সেই লাইন যা প্রোফাইলটিকে সমান ন্যূনতম এলাকায় ভাগ করে।
LSCI হল সবচেয়ে বেশি ব্যবহৃত রেফারেন্স সার্কেল। LSCI থেকে প্রোফাইলের সর্বাধিক প্রস্থানের পরিপ্রেক্ষিতে আউট-অফ-গোলাকারতা প্রকাশ করা হয়। অর্থাৎ সর্বোচ্চ চূড়া থেকে সর্বনিম্ন উপত্যকায়।
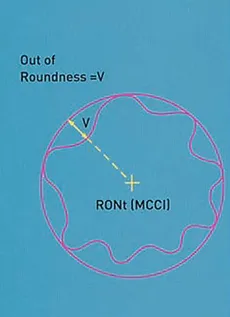
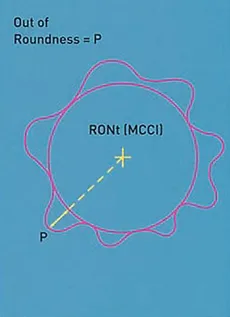
ন্যূনতম সার্কামক্রাইবড সার্কেল (MCCI)
ন্যূনতম ব্যাসার্ধের বৃত্ত হিসাবে সংজ্ঞায়িত যা প্রোফাইল ডেটাকে আবদ্ধ করবে। আউট-অফ-গোলাকারতা তারপর এই বৃত্ত থেকে প্রোফাইলের সর্বাধিক প্রস্থান (বা উপত্যকা) হিসাবে দেওয়া হয়। কখনও কখনও রিং গেজ রেফারেন্স সার্কেল হিসাবে উল্লেখ করা হয়।
 = উদ্ভটতা (ECC)*
= উদ্ভটতা (ECC)*
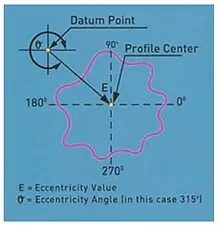
এটি এমন শব্দ যা কিছু ডেটাম পয়েন্টের সাথে সম্পর্কিত একটি প্রোফাইলের কেন্দ্রের অবস্থান বর্ণনা করতে ব্যবহৃত হয়। এটি একটি ভেক্টর পরিমাণ যে এর মাত্রা এবং দিক রয়েছে। অকেন্দ্রিকতার মাত্রাকে কেবল প্রোফাইল কেন্দ্র এবং ডেটাম পয়েন্টের মধ্যে দূরত্ব হিসাবে প্রকাশ করা হয়। দিকটি ডেটাম পয়েন্ট থেকে একটি কোণ হিসাবে প্রকাশ করা হয়।
 = একাগ্রতা (CONC)*
= একাগ্রতা (CONC)*
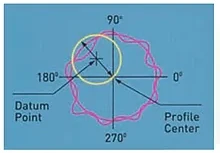
এটি খামখেয়ালীপনার অনুরূপ কিন্তু শুধুমাত্র একটি মাত্রা এবং কোন দিক নেই। ডেটাম পয়েন্টের চারপাশে ঘোরার সময় প্রোফাইল কেন্দ্র দ্বারা বর্ণিত বৃত্তের ব্যাস হিসাবে ঘনত্বকে সংজ্ঞায়িত করা হয়। এটা দেখা যায় যে ঘনত্বের মান বিকেন্দ্রতার মাত্রার দ্বিগুণ।
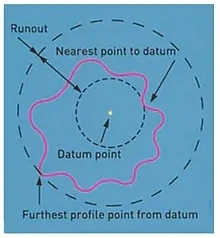
 = রানআউট (রানআউট)*
= রানআউট (রানআউট)*
কখনও কখনও TIR (টোটাল ইন্ডিকেটেড রিডিং) হিসাবে উল্লেখ করা হয়। রানআউটকে ডেটাম বিন্দুকে কেন্দ্র করে দুটি ঘনকেন্দ্রিক বৃত্তের রেডিয়াল বিভাজন হিসাবে সংজ্ঞায়িত করা হয় এবং এমনভাবে আঁকা হয় যে একটি নিকটতমের সাথে মিলে যায় এবং অন্যটি প্রোফাইলের সবচেয়ে দূরবর্তী বিন্দুর সাথে মিলে যায়।
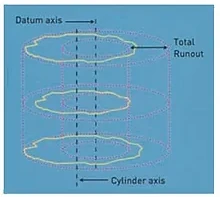
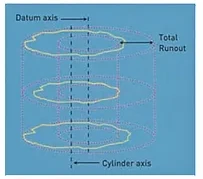
 = মোট রানআউট (মোট রানআউট)*
= মোট রানআউট (মোট রানআউট)*
মোট রানআউটকে দুটি কো-অক্ষীয় সিলিন্ডারের ন্যূনতম রেডিয়াল বিচ্ছেদ হিসাবে সংজ্ঞায়িত করা হয়, যেগুলি একটি ডেটাম অক্ষের সাথে সহ-অক্ষীয় এবং যা পরিমাপ করা পৃষ্ঠকে সম্পূর্ণরূপে আবদ্ধ করে।
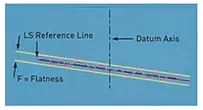
 = সমতলতা (FLTt)*
= সমতলতা (FLTt)*
একটি রেফারেন্স প্লেন লাগানো হয় এবং সমতলতা সেই সমতল থেকে উপত্যকা থেকে প্রস্থানের শিখর হিসাবে গণনা করা হয়। হয় LS বা MZ n ব্যবহার করা হবে
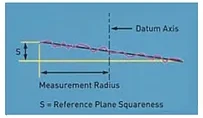
 = বর্গক্ষেত্র (SQR)*
= বর্গক্ষেত্র (SQR)*
একটি অক্ষকে সংজ্ঞায়িত করার পরে, বর্গক্ষেত্রের মান হল রেফারেন্স অক্ষের স্বাভাবিক দুটি সমান্তরাল সমতলের ন্যূনতম অক্ষীয় বিভাজন এবং যা রেফারেন্স সমতলকে সম্পূর্ণরূপে আবদ্ধ করে। হয় LS বা MZ ব্যবহার করা যেতে পারে।
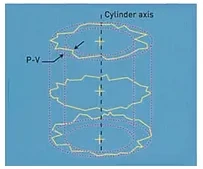
 = নলাকারতা (CYLt)*
= নলাকারতা (CYLt)*
2 সিলিন্ডারের ন্যূনতম রেডিয়াল বিচ্ছেদ, লাগানো রেফারেন্স অক্ষের সাথে সমাক্ষীয়, যা পরিমাপ করা ডেটা সম্পূর্ণরূপে আবদ্ধ করে। হয় LS, MZ, MC বা Ml সিলিন্ডার ব্যবহার করা যেতে পারে।
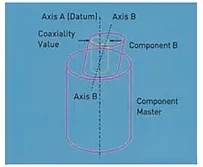
= সমাক্ষতা (আইএসও কোক্স)*
একটি সিলিন্ডারের ব্যাস যা ডেটাম অক্ষের সাথে সমাক্ষীয় এবং কেবলমাত্র সমঅক্ষীয়তা মূল্যায়নের জন্য উল্লেখ করা সিলিন্ডারের অক্ষকে ঘিরে রাখবে।
= সমাক্ষতা (Coax DIN)*
একটি সিলিন্ডারের ব্যাস যা ডেটাম অক্ষের সাথে সমাক্ষীয় এবং কেবলমাত্র সেই সমতলগুলির সেন্টোয়েড (LS কেন্দ্রগুলি) ঘেরাও করবে যেখান থেকে সমক্ষীয়তা মূল্যায়নের জন্য উল্লেখ করা সিলিন্ডারের অক্ষটি গণনা করা হয়৷
"ত্রয়ী" ভালভ গাইড, ভালভ সিট এবং ভালভের কাজ হল ইঞ্জিনের গ্যাসীয় প্রবাহের একটি নিখুঁত, অবিরাম পুনর্নবীকরণ এবং নির্ভরযোগ্য বায়ু-নিরুদ্ধতা তৈরি করা।
দুটি পৃষ্ঠের মধ্যে একটি ধাতব যোগাযোগ অবশ্যই কয়েক মিলিয়ন পরপর ভালভ খোলার এবং বন্ধ করার পরে একটি নির্ভরযোগ্য এবং বায়ুরোধী উত্তরণ গঠন করে।
সংস্পর্শে থাকা দুটি সারফেস, অর্থাৎ ভালভের ভালভ সিট সারফেস এবং আসল সিটের সারফেস, অবশ্যই একই রকম গুণাবলী থাকতে হবে এবং অবশ্যই পরিপূর্ণতার কাছাকাছি হতে হবে।
উপরে উল্লিখিত পৃষ্ঠগুলির আকারগুলি অবশ্যই পুরোপুরি অভিন্ন এবং সম্পূর্ণ পরিপূরক হতে হবে।
এই ফাংশনটি পূর্ণ করার জন্য নির্ভুলতার সাথে এবং পুনরাবৃত্তিমূলক পদ্ধতিতে অর্জন করা একমাত্র আকৃতি হল বৃত্ত।
অন্যান্য পরামিতিগুলির সাথে যুক্ত, বৃত্তাকার, অর্থাৎ ভালভ সিট এবং ভালভ দ্বারা গঠিত বৃত্তগুলির আকৃতির যথার্থতা, ভালভ এবং ভালভের মধ্যে একটি ভাল বায়ু-সংকল্পের জন্য প্রধান এবং কোনটিই শর্ত নয়। আসন
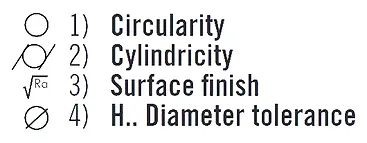
বৃত্তাকারতা, নলাকারতা, পৃষ্ঠের সমাপ্তি, কোণগুলি সবই কঠোর এবং কঠোর সহনশীলতার অধীন।
ভালভ গাইড
ভালভ গাইড হল সেই রেফারেন্স, যার মধ্যে ভালভ সিটের মেরামত মেশিনিং অপারেশনের অবস্থান, ভালভ সিটের সামঞ্জস্যের অংশের নিয়ন্ত্রণের উপর নির্ভর করে (ঘনকেন্দ্রিকতা) এবং অবশ্যই, এটি ভালভকে তার নড়াচড়ায় গাইড করে। একটি ভালভ গাইডের গুণমান মূলত 4টি পরামিতি দ্বারা সংজ্ঞায়িত করা হয়:
ভালভের একটি নিখুঁত নির্দেশিকা নিশ্চিত করার জন্য, নলাকারতা এবং ব্যাসের সহনশীলতা গুরুত্বপূর্ণ। ভাল জ্যামিতিক গুণাবলী ভালভ গাইডকে দীর্ঘ জীবনকাল ধরে সঠিকভাবে ভালভের অবস্থানের অনুমতি দেবে।
ভালভের গাইডিংয়ে একটি গুরুত্বপূর্ণ ত্রুটি, আরও একটি ভালভ গাইডের দুর্বল মেশিনিং - সহনশীলতার বাইরে, ভালভের আসনের অকাল বিকৃতি এবং ইঞ্জিনের আউটপুট দ্রুত ক্ষতির দিকে পরিচালিত করবে।
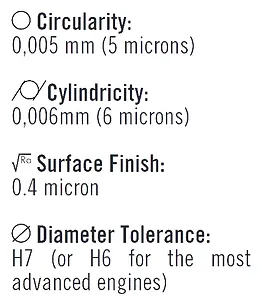
বর্তমান ইঞ্জিনগুলির জন্য সাধারণত OEMগুলির দ্বারা প্রয়োজনীয় সহনশীলতাগুলি হল:
উপরের সহনশীলতা, বড় সিরিজ নির্মাতাদের দ্বারা প্রাপ্ত করা এবং সম্মান করা কঠিন, মেরামত করার সময় গ্যারান্টি দেওয়া আরও জটিল। এই মানের স্তরগুলি পূরণ করতে ব্যর্থ হলে ভালভ আসনগুলির মেশিনিং আরও সূক্ষ্ম করে তুলবে৷
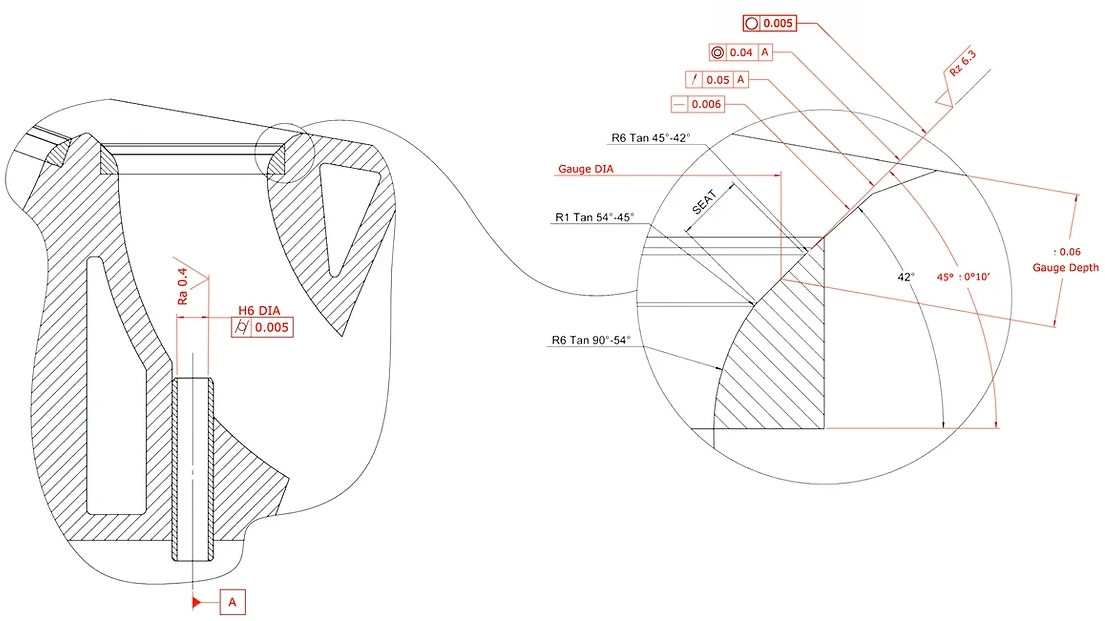
ভালভ আসন এবং ভালভ
যে পৃষ্ঠতলগুলির সংস্পর্শে থাকবে এবং যেগুলির পরিপূরকতার কারণে, একটি নিখুঁত বায়ুনিরোধকতা নিশ্চিত করবে, সেগুলির সূক্ষ্মতার গুরুত্বের পরিপ্রেক্ষিতে, OEMগুলি সিট টেপারগুলির আকৃতি সহনশীলতাকে শক্ত করে৷
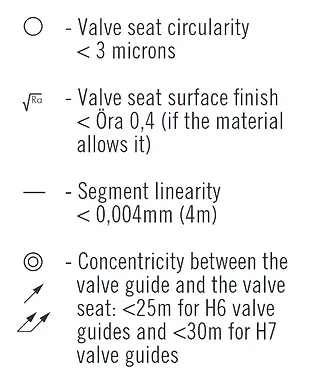
আসন কোণ অংশের রৈখিকতা এবং এর বৃত্তাকার মান কিছু মাইক্রন (< 10 মাইক্রন)। Ra এবং Rz মানগুলি ভালভ সিটের পৃষ্ঠের ফিনিসকে সংজ্ঞায়িত করে এবং এছাড়াও খুব আঁটসাঁট এবং সবচেয়ে ছোট বকবক চিহ্ন বা সীটের অস্থিরতা, এমন একটি আসন দেয় যা সহনশীলতার বাইরে এবং অগ্রহণযোগ্য।
ভালভ গাইডের অক্ষ এবং ভালভ সিটের অক্ষের মধ্যে ঘনত্ব, রানআউট বা ডাবল রানআউটের ধারণার ক্ষেত্রে প্রযোজ্য সহনশীলতাগুলিও অত্যন্ত গুরুত্বপূর্ণ তবে গ্যারান্টি দেওয়া তুলনামূলকভাবে সহজ মানগুলির মধ্যে থাকে।
সাধারণত, 0.05 মিমি (.002") এর ক্রমে ঘনত্বের ত্রুটি/রানআউট গ্রহণযোগ্য বলে বিবেচিত হয়। ISO/TS16949 প্রত্যয়িত কোম্পানিগুলির জন্য প্রযোজ্য নিয়মগুলির বাইরে জারি করা "Cpk" নামক একটি সহগ প্রয়োগের মাধ্যমে এই সমস্ত সহনশীলতার মানগুলিকে গুরুত্ব সহকারে কঠোর করা হয় এবং মানের ক্ষেত্রে দুর্দান্ত সামঞ্জস্যের গ্যারান্টি দিতে সক্ষম মেশিনগুলির ব্যবহারের মাধ্যমে যথেষ্ট পরিমাণে সহনশীলতার মান হ্রাস করে৷
গ্যারান্টি মানের উদ্দেশ্যের জন্য এই পদ্ধতিটি সম্ভব হয়েছে কারণ মানুষের ত্রুটি যতটা সম্ভব এড়ানো যায় কারণ সংখ্যাসূচক সিস্টেমগুলিকে ট্রিগার এবং নিয়ন্ত্রণ করার প্রক্রিয়াগুলি সর্বদা আরও বেশি কর্মক্ষমতা প্রদান করে।
NEWEN ফিক্সড-টার্নিং® বিবর্তিত এবং উচ্চ-পারফরম্যান্স যান্ত্রিক নীতির যুক্তির মধ্যে আসে, একটি অনন্য উচ্চ কর্মক্ষমতা সংখ্যাসূচক নিয়ন্ত্রণের সাথে পরীক্ষামূলক এবং নিয়ন্ত্রিত।
ফিক্সড-টার্নিং® প্রদান করে এবং গ্যারান্টি দেয়:
মানের এই স্তরটি আজ সর্বোচ্চ এবং NEWEN ফিক্সড-টার্নিং® ব্যবহার করে ক্ষুদ্রতম ইঞ্জিন পুনর্নির্মাণকারী থেকে বৃহত্তম উত্পাদন সুবিধা পর্যন্ত ভালভ সিট মেশিনিং করা সমস্ত লোকের কাছে অ্যাক্সেসযোগ্য।
সবশেষে, NEWEN FIXED-TURNING® হল একটি নির্ভরযোগ্য এবং সামঞ্জস্যপূর্ণ উৎপাদনের উপায়, লাভজনক এবং নমনীয়, যার দ্বারা নিজের লাভ নিয়ন্ত্রণ করার সময় সবচেয়ে গুরুতর Cpk বিবেচনা করা যায়।
নতুন সিলিন্ডার হেড উৎপাদনের জন্য ধ্রুবক গুণমান (Cpk) এবং নির্ভুলতার চাহিদা, ভালভ সিট মেশিনিংয়ের জন্য একটি গ্রহণযোগ্য সমাধান হিসাবে টেপারড পাইলটের নীতির অপর্যাপ্ততাকে হাইলাইট করে।
এই সমাধান, এর অর্থনৈতিক দিকটির জন্য দীর্ঘ প্রশংসিত, আর বর্তমান প্রযুক্তিগত প্রয়োজনীয়তাগুলির সাথে সাড়া দেয় না।
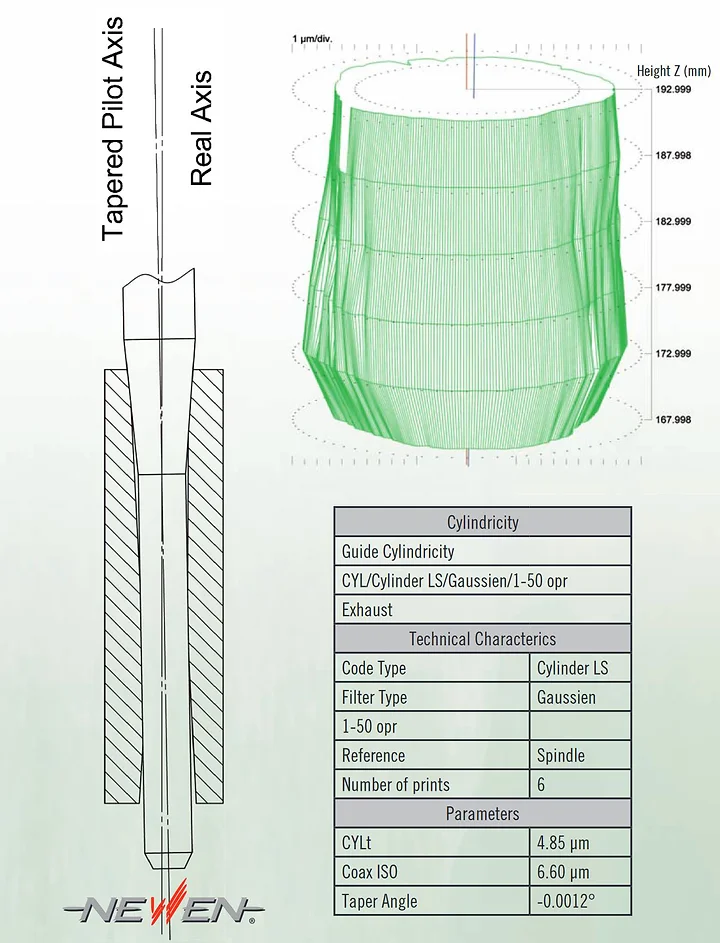
একটি ভালভ গাইডের মধ্যে একটি টেপারড পাইলট দ্বারা নেওয়া অক্ষ/অবস্থান কখনই পরিমাপ দ্বারা নির্ধারিত হয় এবং/অথবা চলাচলের সময় একটি ভালভ দ্বারা নেওয়া হয় (অঙ্কন পড়ুন)।
এই পার্থক্যটি একটি নতুন বা ব্যবহৃত ভালভ গাইডের আকৃতির ত্রুটি দ্বারা আরও উচ্চারিত হয় (দয়া করে একটি ট্যালিরন্ড পরিমাপ যন্ত্রের দ্বারা একটি নতুন ভালভ গাইডের গ্রাফিক্যাল উপস্থাপনা দেখুন)
ভালভ গাইডের মধ্যে পাইলটের র্যান্ডম পজিশনিং Cpk-এর ধারণার বিরুদ্ধে যায় যা আজকে সমস্ত OEM-এর মধ্যে তৈরি হয়েছে।
ভুলে না গিয়ে যে এমনকি একটি সাধারণ মেরামতের ক্ষেত্রেও, বর্তমান ইঞ্জিনগুলির জন্য প্রয়োজনীয় পাইলটগুলির খুব মাত্রাটি যে কোনও ক্ষেত্রেই ফর্ম সরঞ্জামগুলির অনিয়মিত কাটার প্রচেষ্টাকে প্রতিরোধ করার জন্য যথেষ্ট নয়।
NEWEN এই অপ্রচলিত কৌশলের রক্ষকদের অবস্থানকে শক্তিশালীভাবে অস্বীকার করে।
একইভাবে, ফর্ম টুলটি 360 ডিগ্রির (সিটের চারপাশে সমানভাবে) একটি নিয়মিত কাটের গ্যারান্টি দেওয়ার জন্য একটি কাটিং প্রোফাইল খুব দীর্ঘ প্রদর্শন করে।
অভ্যন্তরীণ ত্রাণের মান একটি একই আসনে 1 থেকে 3 এর স্কেলে পরিবর্তিত হতে পারে এবং টাকু দ্বারা শোষিত রেডিয়াল প্রচেষ্টা অনিবার্যভাবে সেই পরবর্তীটির প্রকৃত ফ্লেক্সিংকে ট্রিগার করবে এবং ভালভ সিটের একটি ফর্ম ত্রুটিতে অনুবাদ করবে যেমন বকবক চিহ্ন, অন্ডুলেশন এবং/অথবা ডিম্বাকৃতির ফর্ম যা সিটের মেশিনিংকে ভুল এবং সহনশীলতার বাইরে করবে।
বর্তমান ভালভ আসন উপকরণ এবং প্রয়োজনীয় সহনশীলতা এই মেশিনিং কৌশলটির সাথে আর সামঞ্জস্যপূর্ণ নয়।

NEWEN® ফিক্সড-টার্নিং® মেশিনের সাথে মেশিনযুক্ত ভালভের আসন এবং ভালভ গাইডগুলিকে সঠিকভাবে নিয়ন্ত্রণ করার জন্য ঐতিহ্যগত পরিমাপের উপায়গুলি যথেষ্ট নয়।
NEWEN® নিজেকে একটি TALYROND 365XL কন্ট্রোল মেশিন দিয়ে সজ্জিত করেছে, বিশেষ করে ধারনা করা হয়েছে এবং আকৃতি, সমকক্ষতা, পৃষ্ঠের ফিনিস পরিমাপের জন্য নিবেদিত...
এই মেশিন যার রেজুলেশন 1/10একটি মাইক্রনের 0 সমস্ত জ্যামিতিক পরামিতিগুলিকে স্বয়ংক্রিয়ভাবে নিয়ন্ত্রণ করতে দেয় যা একটি গাইডের গুণমান এবং ভালভ সিটের একটি সংজ্ঞায়িত করে: বৃত্তাকার, ঘনত্ব, রান আউট, নলাকারতা, সেগমেন্ট রৈখিকতা, কোণ, পৃষ্ঠের সমাপ্তি... এর ফলে নিয়ন্ত্রণ প্রতিবেদন এবং গ্রাফ পরীক্ষাগুলি নিঃসন্দেহে সবচেয়ে মর্যাদাপূর্ণ OEM-এর নিয়ন্ত্রণ বিভাগ দ্বারা স্বীকৃত।
NEWEN ক্রমাগত মেশিন দ্বারা উত্পাদিত কাজ পরীক্ষা করছে এবং প্রকৃত ব্যবস্থা সহ গুণমান প্রদর্শন করে।
একটি সিএনসি লেথের নীতির মতো, ফিক্সড-টার্নিং ® হল ভালভের আসন এবং/অথবা অক্ষের প্রসারের মাধ্যমে যে কোনও বিপ্লবের আকার তৈরি করা।
এটি একটি কাটিয়া টুল যা ঘূর্ণায়মান এবং যে অংশটি নিজেই মেশিন করা হচ্ছে তা নয়, মেশিনের টাকু এবং মেশিনিং হেড খুব সহজভাবে সবচেয়ে কঠিন এবং সবচেয়ে জটিল আকারগুলিকে ভালভ সিটের উপাদানের গুণমান নির্বিশেষে মেশিন করার অনুমতি দেয়। ঘূর্ণন করার সময়, কাটার সরঞ্জামটি মেশিনে প্রোফাইল বর্ণনা করতে তার x এবং z অক্ষের উপর চলে যায়। মেশিনিং এক দিকে সঞ্চালিত হয় এবং পাসের সংখ্যা স্বয়ংক্রিয়ভাবে প্রোগ্রাম দ্বারা সংজ্ঞায়িত করা হয়। কাটিং টুলের ভ্রমণ কাঁচা ভালভ আসনের প্রকৃত আকৃতি অনুযায়ী অপ্টিমাইজ করা হয়। একটি স্ট্যান্ডার্ড ত্রিভুজাকার কাটার গাড়ির অক্ষ এবং টাকুটির স্থানচ্যুতির অক্ষ অনুসারে চলে। পুরোটা সি-অক্ষের চারদিকে ঘোরে।
একটি শক্তিশালী কম্পিউটার স্থায়ীভাবে টুলটির সর্বোত্তম ট্র্যাজেক্টোরি গণনা করে যাতে কাটার প্রচেষ্টা নিয়মিত হয় এবং সর্বনিম্নভাবে হ্রাস পায়। এক সেকেন্ডের ভগ্নাংশ থেকে এক সেকেন্ডের ভগ্নাংশ পর্যন্ত গণনা করা প্রতিটি একক শেভিং এমনভাবে উত্পাদিত হয় যে কাটার প্রচেষ্টার কোনও ওঠানামা ভারসাম্য এবং টাকুটির নমনীয়তা ব্যাহত করে না।
ফিক্সড-টার্নিং ® এর জন্য ধন্যবাদ, নিখুঁত ভালভ সিট মেশিনিং এবং ভালভ সিট এবং এর ভালভের মধ্যে একটি নিখুঁত সিল প্রতিবার, প্রথমবার, ল্যাপিং ছাড়াই অর্জন করা হয়।
আধুনিক নিয়ন্ত্রণ, সর্বশেষ প্রযুক্তি, দক্ষ, সহজ, অত্যন্ত ব্যবহারকারী বান্ধব, অপারেটরকে পুনরাবৃত্তিমূলক অঙ্গভঙ্গি থেকে মুক্তি দেয়, ক্লান্তি হ্রাস করে এবং প্রয়োজনীয় ক্রিয়াকলাপের জন্য মনোযোগ মুক্ত করে।
মেশিনের সাথে মিথস্ক্রিয়া ব্যবহারকারী বন্ধুত্বপূর্ণ এবং সহজ। অপারেটরকে শুধুমাত্র পরিচিত মাত্রাগুলি লিখতে হবে যেমন ভালভের ব্যাস, একটি প্রোফাইল নির্বাচন করতে হবে এবং মেশিন তাত্ক্ষণিকভাবে সমস্ত রাফিং এবং ফিনিশিং মেশিনিং পাস সহ অন্যান্য সমস্ত কিছু গণনা করবে৷
নির্ভুলতার বাইরে, নিছক ব্যবহারকারীর বন্ধুত্ব এবং অতিরিক্ত উত্পাদনশীলতার বাইরে, ফিক্সড-টার্নিং ® হল হাজার হাজার কাস্টম ফর্ম টুলের সমতুল্য, সবগুলি একটি সাধারণ এবং সাশ্রয়ী মূল্যের মেশিনে স্থায়ীভাবে প্যাকেজ করা হয়৷
লং লাইভ ইঞ্জিন পুনর্নির্মাণ।