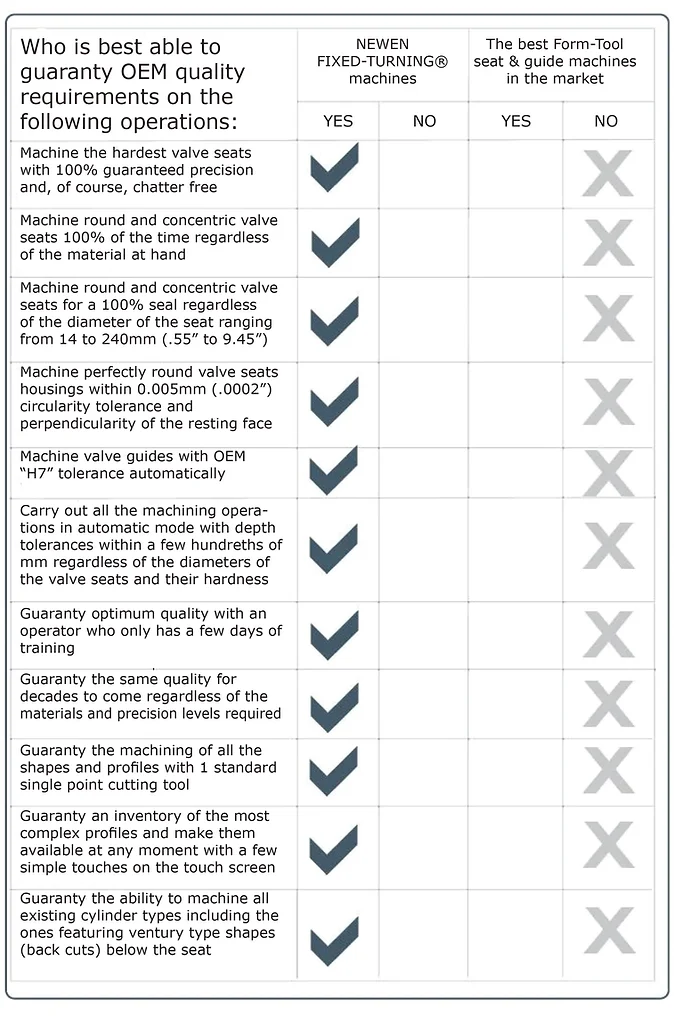
Ventilsædebearbejdning, et århundredes evolution og ... løsningen!
Før
DYKKER
og karbidformværktøjet
Tegning 1
Chatter Marks
|
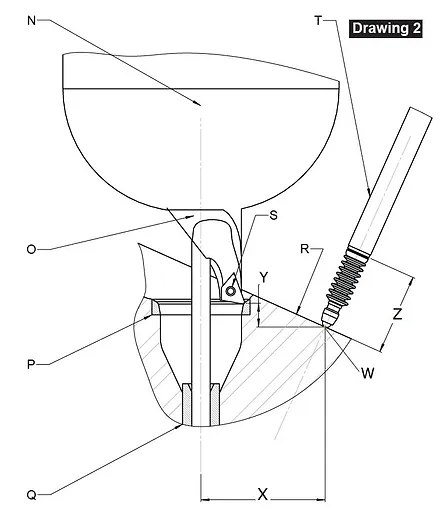
Tegning 2
Bølger
|
Klapningen af ventilsæder i pulvermetal, eller af nogle ventilsæder af støbejern, fremkalder uundgåelige pladdermærker. Klapmærker er meget skadelige for en ventil, da gasser slipper ud gennem dem, mens ventilen er lukket.
Det bearbejdede ventilsæde deformeres derfor hurtigt, og dets tætning vil aldrig være tilstrækkelig. Skravlemærker skyldes hårdmetalformede værktøjer, der kasserer en stor overflade af et materiale med en kornet struktur lavet af forskellige materialer (såsom pulvermetaller, nodulært støbejern...).
Traditionelle ventilsæder bearbejdet med lappeteknikken (formværktøjer), alle har bølger, der måler hundrededele af millimeter, som er det direkte resultat af uregelmæssige skæreanstrengelser ved en 360 graders rotation. Resultatet af ændrede skæreanstrengelser overfører uregelmæssige kræfter på maskinens spindler, der vil bøje mere eller mindre afhængigt af maskinen og vil give uregelmæssige former. Dette fænomen, som er velkendt af operatører af manuelle maskiner, kompenseres for, når store synlige defekter opstår, med hurtigt og kraftigt tryk på spindelkommandoen.
Ovenstående resulterer i en betydelig spindelindsats, og selvom det kan hjælpe med at udjævne små defekter, kan det på ingen måde rette op på geometrien.
Disse bølger, der er iboende i selve princippet om bearbejdning ved lapning, har ubestridelige konsekvenser for ventiltætningen og kræver yderligere lapning af hver ventil på dens ventilsæde for at opnå en acceptabel tætning. Ventillapning, som hidtil er blevet accepteret af nød af motorbyggere og deres kunder, er længe blevet forvist af motorfabrikanter og alle, der søger den minimumskvalitet, der kræves af nutidens motorgenerationer.
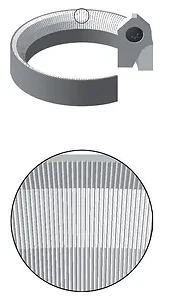
Nu
FIXED-TURNING®
og enkeltpunktsværktøjet

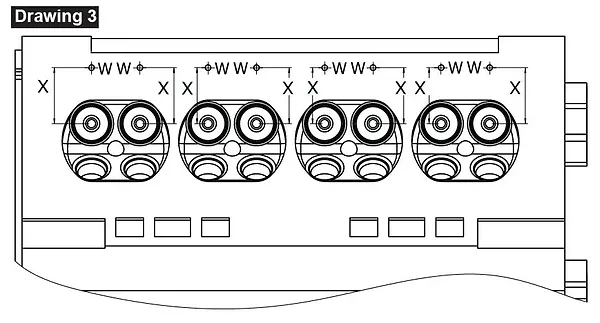
Tegning 3
Geometrisk præcision
Bearbejdning ved interpolation, FIXED-TURNING®, eliminerer definitivt alle defekter vist på tegning 1 og 2.
Mikrosnak-mærker og bølger er praktisk talt umulige at generere. Enkeltpunktsbearbejdning tillader ikke dannelsen af sådanne defekter. Man behøver kun at overveje at bearbejde på en drejebænk for at overbevise sig selv.
Bearbejdning med et drejeværktøj, der kører på to interpolerede akser, genererer en cirkulær mikrorille, perfekt rund. Dybden af rillen og intervallet mellem 2 riller styres af maskinens numeriske styring, hvilket giver den finest opnåelige overfladefinish.
Ligesom skæreindsatsen, reduceret betydeligt (300 gange og mere), reduceres overfladefinishdefekter til niveauer, der rangerer FIXED-TURNING® i toppen af kvalitetsskalaer defineret af førende OEM'er.
en ny æra, en ny verden af muligheder...
Bearbejdning af de sværeste topstykker opnås på få minutter pr. ventilsæde for de længste profiler, specielt lavet til at forbedre motorens ydelse. Bearbejdningen af en traditionel "3-vinkel" profil vil blive udført inden for få sekunder.

Motorcykelcylindre , de mindste ventilsæder i området og i fremtiden (downsizing, i hjertet af alle de nye motorudviklingsprogrammer) kan bearbejdes med den største lethed og den optimale præcision af konkurrencemotorer...
NEWEN®-maskiner gør det muligt for hver motorombygger at positionere sig som specialist i bearbejdning af alle motortyper. Den præcision, der opnås systematisk ved brug af FIXED-TURNING® maskiner, gælder for alle motortyper, man skal ikke længere nægte at blive involveret i sådan eller sådan bearbejdning på en sådan eller sådan toptype, alle de vanskelige bearbejdningsoperationer bliver en kilde til yderligere og betydelige overskud.
Det højtydende marked , det mekaniske fritidsmarked, er inden for rækkevidde af enhver motorombygger udstyret med en FIXED-TURNING®-maskine.
Al den præcision, der kræves i Formel 1 eller enhver anden krævende højtydende mekanisk sport, kan opnås automatisk og systematisk. Perfektion er garanteret.
High-Performance er et voksende og lukrativt marked. Prestigen hos den professionelle på højt niveau, der bliver involveret i denne specialitet, skinner på hele hans/hendes virksomhed.
COGENERATION, også kendt som "Combined Heat and Power (CHP)", omdannelsen af motorer til naturgas og biobrændstoffer (ethanol) kræver hurtige og præcise bearbejdningsoperationer af ventilsædets modboringer og meget hårde ventilsæder.
Principperne for kraftvarme har længe været kendt og taget i brug i en lang række applikationer. I dag gør fremskridt inden for ultra-ren naturgasfyret stempelmotorteknologi, varmevekslere og systemstyringer kraftvarmeproduktion både praktisk og økonomisk til applikationer i varierende størrelsesområder.
Et aspekt af elproduktionen, der har påvirket disse fremskridt, er det stadigt stigende behov for renere energi. Emissionskontrolstrategier, der gør det muligt at anvende naturgasdrevne forbrændingsmotorer til kraftvarme- og ICHM-applikationer på niveauer svarende til eller mindre end de nuværende standarder for store kraftværker, har yderligere gjort kraftvarmeproduktion mere praktisk, økonomisk og tilgængelig for en bredere vifte af kommercielle og industrielle applikationer.
FIXED-TURNING® er det ideelle værktøj til disse tjenester, som bliver nemme, hurtige, præcise og meget rentable.
At bearbejde alle kamskovlhuse til overdimensionerede dimensioner for at indsætte overdimensionerede muffer i husene er en enkel operation, præcis og rentabel med FIXED-TURNING®.
Opret OFFSET-profiler efter eget ønske...

Bearbejdning af venturier (op til 112 grader) for at accelerere gassernes hastighed.
Venturi: En åben vinkel under sædet, der gør det muligt at accelerere hastigheden af udstødningsgasserne gennem dekompression.

Maskine med præcision alle typer ventilføringer (støbejern, pulveriseret metaller, bronze, alle legeringer...). Rammeventilstyringer med største præcision i en selvstændig operation eller i en kombineret ventilsædebearbejdningsoperation.

Bearbejd alle højpræcisions ventilsædeforsænkninger med et samme skæreværktøj. At klargøre ventilsædehuse i alle typer topstykker, støbejern eller aluminium, et præcist og rentabelt arbejde for alle FIXED-TURNING®-professionelle.



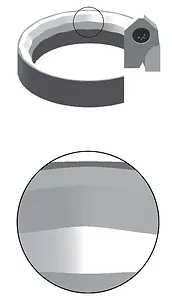
KOMATSU naturgas cylinderhovedventil Sædehårdhed: 56/58HRC (573HB+ / 610HV50+)
- Indsats brugt: FT-11-11
- Skærehastighed: 180 m/min
- Bearbejdningstilstand: Dry Cut
- Skærecyklus: 28 sek/sæde
- Cirkulæritet: 1µ til 2,40µ
- Overfladefinish: 0,20Ra
En anden NEWEN eksklusiv: bearbejdning af tændrørshus.


At bearbejde sæderne til Mercedes Actros dekompressorventiler , "det er en børneleg".
FIXED-TURNING® og dens numeriske kontrol, det er muligheden for at opnå det umulige på en rentabel og gentagen måde.
En teknologi for alle.
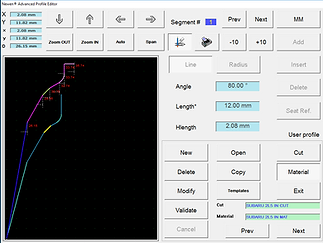
Alle NEWEN FIXED-TURNING®-maskiner, inklusive CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, er udstyret med et elektronisk system til at gentage skæredybden med præcision. sion. Dette system, udviklet af NEWEN, er ikke et målesystem i sig selv, men er designet til at tillade at gentage en bearbejdningsposition med præcision, mens der tages en tilfældig reference på cylinderhovedet til maskinen. Generelt er referencen for NEWEN-systemet toppakningsplanen, som også bruges som reference til at måle ventilsædedybden. Det er også muligt, ved hjælp af et specifikt værktøj, at bruge andre overflader, såsom knastakselhuse.
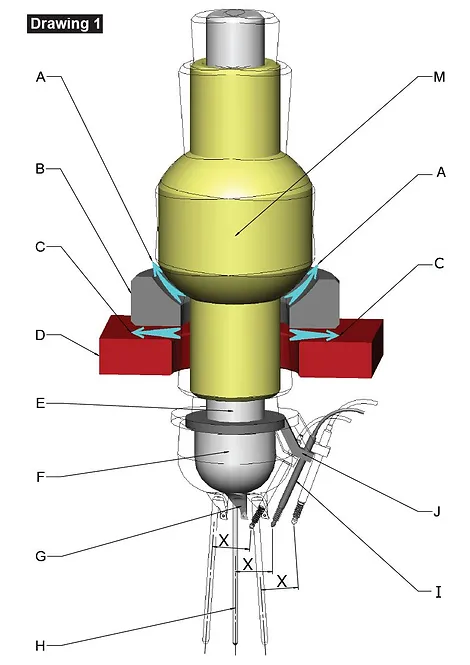
En elektronisk lineær måler, LVDT, (I) er forbundet til maskinens numeriske styring. Afhængigt af den kollapsede epth af spidsen af LVDT sender måleren et elektrisk signal, som gør det muligt at identificere målerens position med mindre end en hundrededel af en mm.
Denne position kan huskes. Når først positionen er gemt, stoppes spindelfremføringsmotoren automatisk, når måleren igen komprimeres i samme mængde. Som et resultat kan udstyret bearbejde alle ventilsæder i samme dybde i forhold til et valgt referencepunkt.
Måleren (I) har en fast position i forhold til pilotens akse og i forhold til spindelkappen, som den er fastgjort til. Denne faste position forbliver, når spindlen bevæger sig på sin luftpude (C) og/eller på sin sfæriske luftpude (A)
.
Tegning 3: Alle sæder er bearbejdet efter det samme referencepunkt (W) , der hører til referenceplanen og fjernt fra et fast mål (X) , som er det samme som mål (X) på tegning 1.
Dimensionen (Z) på tegning 2 er mængden af måleren, der er komprimeret og svarer til en bearbejdningsafstand af værdien (Y) på tegning 2 i forhold til referencepunktet. Denne værdi (Y) kan modificeres til en given og præcis værdi ved hjælp af de kontrollerede midler af den numeriske kontrol (elevator, valg af reparationsmål...), som vil ændre positionen af spidsen af måleren, og denne vil endnu en gang huskes for at blive gentaget så mange gange som ønsket.
Den kollapsede mængde (Z) af måleren er ikke identisk med spindlens vandringsværdi, hovedsageligt på grund af den eksisterende vinkel mellem maskinspindelen og måleren. Desuden er LVDT ikke et måleinstrument, men en positionsindikator.
NEWEN-systemet til Automatic Repetitive Depth Control™ garanterer identisk dybdebearbejdning med variationer, der ikke overstiger +/- en hundrededel af en mm.
Det er det eneste tilgængelige system i branchen, der garanterer en automatisk bearbejdning af en sådan præcision, uanset topstykkets position i forhold til cylinderhovedholderholderen, med hensyn til vinklen på ventilstyrene og i forhold til bevægelse af maskinens hoved.

FIXED-TURNING® OG NUMERISK STYRET BEARBEJDNING
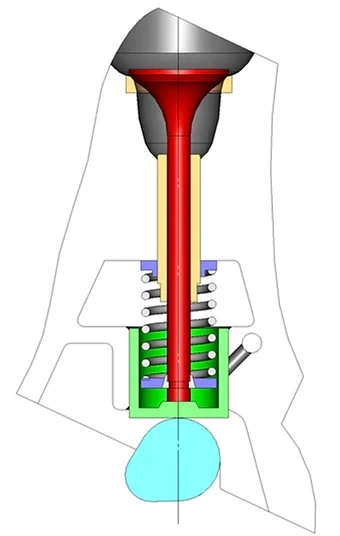
Topstykket, det neuralgiske centrum af motoren, samler alle de funktionaliteter, der bestemmer motorens kraft, fleksibilitet og levetid... Topstykket er centrum for optagethed af motorudviklere og reparationsspecialister. NEWEN, FIXED-TURNING® og den numeriske kontrol bringer uundgåelige og uerstattelige løsninger på flere tekniske udfordringer, som ikke kan løses med ældre og/eller traditionelle teknologier.
FORBRÆNDSKAMMERS VOLUMER
Rumfanget af kamrene, deres værdi i cm3 (kubikcentimeter eller CC) og deres overensstemmelse mellem hinanden inden for samme motor er et afgørende element for, at hver cylinders ydelse er optimal og afbalanceret. Kun kamre, der er fuldstændig ens i volumen og form, skal tillade outputniveauer og harmonier, der er nødvendige for de høje hastigheder af højtydende motorer (se "HCCI"-teknologi i slutningen af dette dokument). 
FIXED-TURNING® og den NEWEN numeriske styring muliggør bearbejdning med meget høj præcision. Ventilsæder og deres specifikke profiler (indtag og udstødning) kan duplikeres inden for 1/100 mm (0,01 mm eller 0,00039”), styres bearbejdningsdybderne automatisk med en elektronisk dybdemåler og en kinematik med meget høj præcision.
De præcise rumfang af kamrene er garanteret af tilsvarende former og helt identiske dybder.
CYLINDERLUFTTÆTHET
Cylinderens øjeblikkelige lufttæthed er afgørende for motorens optimale funktion og for at nå forhøjede hastigheder.
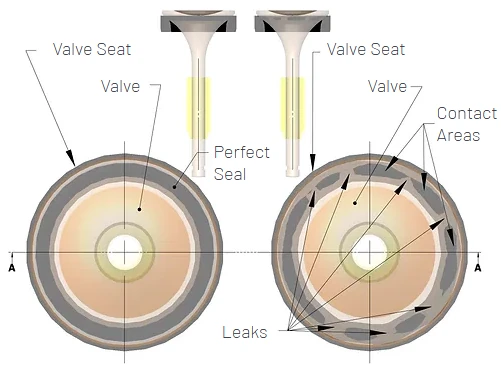 Metal til metal-kontakten mellem ventilen og ventilsædet skal være komplet og perfekt for at sikre denne vanskelige lufttætningsfunktion. Bortset fra kvaliteten af materialerne, der vil acceptere forhøjede hastigheder, er metal-til-metal-kontakten mellem ventilen og ventilsædet den absolutte betingelse for at opnå en perfekt og varig lufttæthed af cylinderen.
Metal til metal-kontakten mellem ventilen og ventilsædet skal være komplet og perfekt for at sikre denne vanskelige lufttætningsfunktion. Bortset fra kvaliteten af materialerne, der vil acceptere forhøjede hastigheder, er metal-til-metal-kontakten mellem ventilen og ventilsædet den absolutte betingelse for at opnå en perfekt og varig lufttæthed af cylinderen.
Den perfekte formkorrespondance mellem ventilen og ventilsædet tillades af den totale respekt for geometrierne (former, vinkler, overfladefinish...) af de to overflader i kontakt.
Kun den høje præcisionsbearbejdning af ventilerne og ventilsæderne gør det muligt at opnå denne væsentlige overensstemmelse. Klapning af ventilerne, som tidligere blev obligatorisk på grund af den manglende præcision af bearbejdningen af ventilsæderne og ventilerne, er strengt forbudt for at opnå lufttæthedsniveauerne og holdbarheden af nævnte lufttæthed.
NEWEN, FIXED-TURNING® og dens numeriske styring gør det muligt at bearbejde ventilsæder med en formfejl (cirkulæritet) i størrelsesordenen 3µm (eller 0,003 mm eller 0,000118”) eller mindre afhængigt af de bearbejdede materialer. OEM'er kræver cirkularitetsdefekter, der ikke overstiger 5 til 6µm både for ventilsæder og ventiler.
NEWEN FIXED-TURNING® og dens numeriske kontrol gør det muligt at justere vinkler en hundrededel af en grad ad gangen . Det er derfor let at justere vinklerne på ventilsæderne og på ventilerne for at opnå en perfekt og varig lufttæthed, uden at give efter for den ødelæggende fristelse ved at lappe og følgelig deformere disse deles former.
NEWEN FIXED-TURNING®-maskinernes ventilsæder perfekt runde, med meget præcise vinkler og lufttætheden er perfekt til mange timers brug.
Bearbejdningen med et formværktøj kan ikke garantere præcise vinkler og perfekt runde sæder, og derfor er det nødvendigt at lapse ventiler. Et trick, der vil føre til en kortvarig lufttæthed og vil reducere præstationerne betydeligt.
INDSTILLING OG COAXIALITETER Forhøjede motorhastigheder, hurtige accelerationer og decelerationer er muliggjort på grund af reduktionen af masserne i bevægelse med højtydende ventiltilbagekaldelsesmekanismer. Men alle disse præstationer er kun mulige på grund af en drastisk reduktion af friktioner og afstivning af dele i bevægelse, ventiler, knastskovle, indsugningsknast... uden at glemme den kontrollerede funktion af ventiltilbagekaldelsessystemet.
Bortset fra ventilernes og ventilsædernes cirkulære karakter skal koaksialiteten af ventilstyrene, ventilerne, knastskålene og knasterne tillade bevægelse af alle disse dele, samtidig med at:
- parasitære friktioner
- glidningen af ventilhovederne på deres sæde
- afstivningen af knastskovlene i deres respektive huse.
I modsætning til almindeligt anerkendte ideer er det ikke muligt at kontrollere koncentriciteten mellem et ventilsæde og en ventilføring ved at tvinge en tilspidset pilot i en guide og bruge denne pilot som en støtte for en koncentricitetsmåler. Det er endnu mere usandsynligt at bruge den samme teknik til at tillade et værktøj at bore et hus med kamskovl, koncentrisk med ventilstyret, hvilket er en væsentlig betingelse for en god ydelse af motoren.
Kinematikken i NEWEN FIXED-TURNING® inkluderer en hydraulisk centrering af centreringspiloterne, der tillader bearbejdningsspindlen at centrere med en defekt, der ikke overstiger nogle få mikron (µ= 0,001 mm = .000039”).
FIXED-TURNING®-piloten begrænser ikke ventilføringen og tager hensyn til ventilstyrenes bearbejdningsfejl. På samme måde skal bearbejdningen af et hus til en knastskovl-boring respektere knastskovlens styreakse.
Bearbejdning med FIXED-TURNING® garanterer, at ventilsædet, ventilstyret og kamskovlens borehus skal have samme akse, skal være perfekt justeret, og at delene skal være i stand til at bevæge sig med de højeste hastigheder uden at blive udsat for friktioner og parasitære bremsninger, der ville umuliggøre motorens funktion ved høje omdrejninger pr. minut med deraf følgende et hurtigt slid og en åbenlys risiko for mekaniske hændelser.
Bearbejdningen af styrene, af ventilsæderne og af kamskovlens huse med FIXED-TURNING® garanterer en ultrahurtig funktion af motoren i forbindelse med de anvendte komponenter, titaniumlegeringsventiler, specialfjedre, specielle ventilsæder... uden risiko for lufttæthedsfejl, parasiter i funktionen ved friktioner og oliefilmsprængninger. Panik fra ventiler, der ikke er i stand til at følge forhøjede regimer, skal også undgås.
NEWEN FIXED-TURNING® er et bearbejdningskoncept, som er udviklet til at bringe bearbejdningsfejl tilbage inden for værdier udtrykt i mikron og ikke længere i hundrededele af en millimeter.
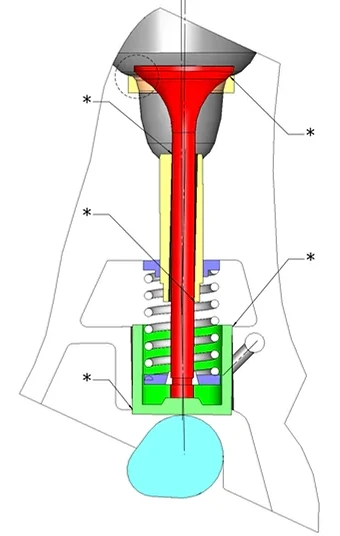
Præcisionen af koaksialiteten tillader høje regimer og en optimal funktion af motoren.
Aksernes koaksialitetsfejl forårsager områder med forhøjede frinktioner*, som vil bremse bevægelsen af forskellige dele, som vil ødelægge cylindrenes lufttæthed og som vil føre til fastklemninger, samtidig med at motorens omdrejningshastigheder drastisk begrænses. ovenfor bliver fremhævet af en ubalance af cylindrene mellem hinanden. Hver ubalance er årsagen til mekaniske begrænsninger på delene i bevægelser, begrænsninger som vil resultere i et for tidligt slid af disse dele.
UDSTØDNINGSPROFILER
Efter eksplosionen af blandingen (brændstof-brændstof) fylder restgasser fra forbrændingen cylinderen og skal evakueres gennem udstødningskanalerne, udstødt af stemplet, der kommer tilbage op mod sit højdepunkt. Udstødningsventilen skal lukke gradvist, før stemplet går ned igen, og udsuger noget frisk blanding igen i processen. Denne lukkeperiode er kritisk for udstødningsventilen. Gasser opvarmet til en ekstrem temperatur er desuden lamineret mellem ventilsædet og den ventil, der lukker.
Ventilsædet og ventilen udsættes for slibeevnen fra de laminerede gasser, og temperaturen er så på højden på de overflader, der sikrer kontakten og lufttætheden i et par tusinde af et sekund. For at denne kontakt ikke skal svare til en hurtig nedbrydning af overfladerne i kontakt, er det nødvendigt, at disse kontaktarealer er optimale i overfladen (mm2), og at deres former er komplementære (vinkler, cirkularitet, overfladefinish...).
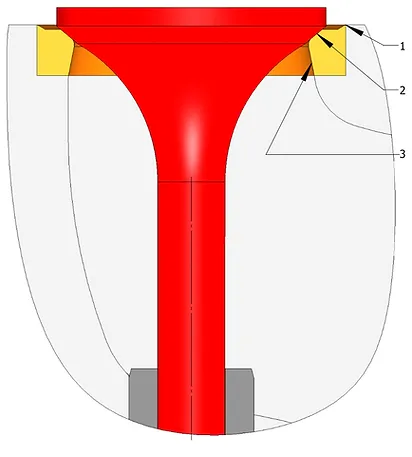
1. Trinfri forbindelser med en form, der favoriserer turbulensfri strømning af gasserne.
2. Sædeområder brede og i overensstemmelse med ventilen for en stor modstand mod slibeevnen af gasserne.
3. Venturi til hurtig ekspansion og acceleration af gasserne.
NEWEN FIXED-TURNING® tillader bearbejdning af udstødningsventilsæder, der er store nok til ikke at deformere sig selv, mens de har en vinkel så tæt på ventilens vinkel som muligt. Den runde form fri for facetter og bølger skal tillade metal til metal kontakt på hele sædets overflade, hvilket vil sikre en god termisk udveksling, en perfekt lufttæthed og maksimal pålidelighed.
FIXED-TURNING® gør det muligt at bearbejde profiler med næsten ubegrænsede længder. Vi kan derfor bearbejde udstødningskanalen for at lette udsugning af gasser og især af venturier, der vil tillade gasser at frigives lige efter at have passeret sædet og dermed accelerere deres hastighed. Skarpe vinkler, trin, diameterforskelle, der fører til turbulancer og sænkning af gasstrømmen, skal slettes, og hver ledning (skål/bagvæg) skal være optimeret og fuldstændig identisk med andre ledninger for en bedre styring af motorens funktion.
INDTAGSPROFILER
I modsætning til udstødningssæder og ventiler udsættes indsugningssæder og ventiler ikke for laminering af brændende gasser og den deraf følgende slid. Indsugningsventilsæder skal tillade, at cylinderen fyldes så fuldstændigt som muligt med en frisk luft/benzin-blanding, som suges ud ved at sænke stemplet og eventuelt presses af en turbo og en kompressor.
Formen af ledningerne (skålarealet) skal være optimal for at tillade et maksimalt flow af gasserne uden at generere parasitære turbulanser. Selve sædets vinkel deltager i styringen af gasblandingen og skal være perfekt integreret i ledningens generelle form.
Afhængigt af kamrenes form skal profilerne, der består af linjesegmenter og radier, der er perfekt forbundet med hinanden, tillade et optimalt flow af gasserne. Skarpe vinkler er forbudt, og en sammenhængende profil skal lede det størst mulige gasvolumen under den korte åbning af ventilen. Den perfekte tætning af ventilen skal tillade en optimal forbrænding og effekt samt en fejlfri pålidelighed.
Kun FIXED-TURNING® tillader optimering af indsugningsrøret fra ventilstyret op til kanten af cylinderen. En bearbejdning med en perfekt behersket form skal udføres i én enkelt operation og gentages identisk for hver cylinder. Den originale bearbejdning af cylinderhovederne udføres af en række supplerende bearbejdningsoperationer, ventilsædehuse, sæde, bearbejdning af vinklerne... som automatisk skaber uregelmæssigheder, der er skadelige for strømmen af blikke. FIXED-TURNING® giver en kontinuerlig bearbejdning, uden afbrydelse, af hele ledningen, inklusive ventilsædet, som skal bearbejdes uden at blive udsat for begrænsningerne for resten af bearbejdningen. FIXED-TURNING® og den uafbrudte bearbejdning af kanalerne og sæderne muliggør en optimal fyldning af cylindrene, en total regelmæssighed mellem cylindrene og dermed en optimal ydelse af motoren.
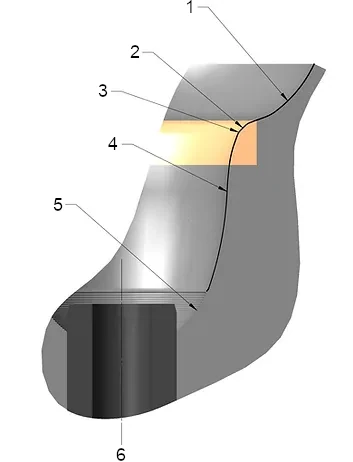
1. Profil opbygget af linjesegmenter og radier, der optimerer styringen af blandingen mod cylinderen.
2. Sæde perfekt rundt og lufttæt med en vinkel, der er perfekt tilpasset ventilernes.
3. Lille anti-turbulance forbindelsesradius.
4. Rørformer (Bowl) perfekt båndede og strengt identiske indbyrdes.
5. Råstof
6. Konstant og glat profil af hele kanalen (skålen), inklusive ventilens hvileområde for ventilen.
REGELMÆSSIGHED AF FLUX OG AFBALANCERING AF CYLINDERNE
Hver cylinder bringer en proportional del til motorens effekt, og kun en perfekt lighed mellem den effekt, der leveres af hver cylinder, skal muliggøre en effektiv funktion af motoren ved høje omdrejningstal.
Cylindre med fuldstændig identisk adfærd skal gøre det muligt at opnå en motor fri for parasitære vibrationer og skal tillade forhøjede hastigheder.
NEWEN og FIXED-TURNING® tillader kontinuerlige bearbejdninger, regelmæssige og lignende på alle punkter, fra en rørledning til en anden, fra en motor til en anden. De mest sofistikerede former er godkendt på steder, hvor klassiske bearbejdningsprocesser med formværktøjer er magtesløse og ineffektive.
NEWEN tillader perfekte ventilsæder og dermed en øget effektivitet af hver cylinder, samtidig med at den tillader en exceptionel pålidelighed.
Respekten for de bearbejdede dybder er muliggjort af to særlige egenskaber, der er eksklusive for FIXED-TURNING®:
FIXED-TURNING® tillader bearbejdninger så små som en hundrededel af en millimeter (0,00039”) på en hel profil, uanset dens længde, samtidig med at den giver en perfekt geometri af sædet (cirkularitet, vinkel, koncentricitet...)
den numeriske kontrol af FIXED-TURNING® autoriserer dybdejusteringer inden for + eller – 0,01 mm (1/100 mm) eller 0,00039".
Kombinationen af disse to eksklusive muligheder gør det muligt at opnå helt identiske forbrændingskamre, der vil give motoren sin balance og dens kapacitet til at "omdrejningstal ved høje omdrejninger".
Disse præcisionsbearbejdningskapaciteter, der udelukkende er garanteret af FIXED-TURNING®, giver allerede mulighed for at reparere fremtidige motorer, der integrerer HCCI-teknologien (Homogeneous Charge Compression Ignition), som vil revolutionere benzinmotoren ved at gøre den ren og meget effektiv.
Som en påmindelse gør HCCI-teknologien det muligt at eliminere tændrør på grund af mestring af kompressionen af luft/benzinblandingen og dermed ved at mestre en selvantændelse af den brændbare blanding. Forbrugs- og effektgevinsten skal gøre denne teknik uundgåelig. Bearbejdningen af cylinderhovederne vil give en stor del til præcisionen af kamrenes rumfang og bearbejdningsdybder. Kun bearbejdningsprocesser, der tillader minimale og ekstremt præcise snit, skal være mulige. FIXED-TURNING® er allerede klar til at tage denne nye udfordring op.
Ydeevne og pålidelighed går hånd i hånd med præcision og numerisk kontrol.
FIXED-TURNING® forud for sin tid?
Nej, FIXED-TURNING® er lige til tiden til at ledsage motorspecialister, der ønsker ikke at blive overhalet af teknologiske udviklinger.