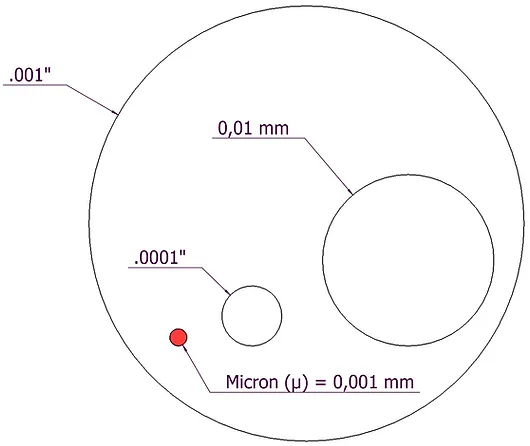
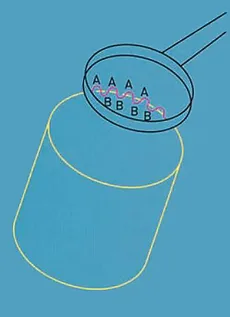
چرا گردی را اندازه گیری کنیم؟
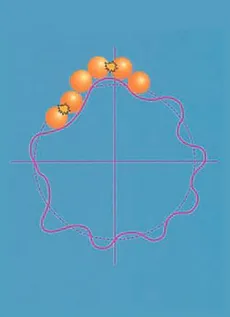
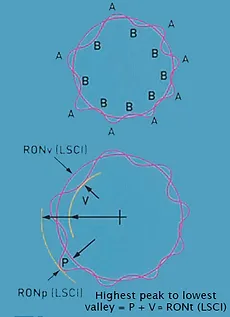
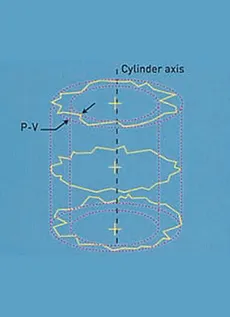
این جزء ممکن است در چشم گرد به نظر برسد و با اندازه گیری با ورنیه یا میکرومتر ظاهراً قطر ثابتی داشته باشد، اما آیا گرد است؟ واضح است که لوبینگ می تواند بر عملکرد تأثیر بگذارد. لوب ها در "A" بار را حمل می کنند در حالی که فیلم روان کننده در "B" بهترین خواهد بود.
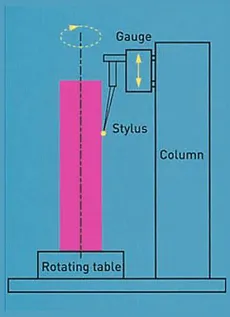
گرد بودن چگونه اندازه گیری می شود؟
برای اندازه گیری گرد بودن، چرخش همراه با توانایی اندازه گیری تغییر در شعاع ضروری است. این به بهترین وجه با مقایسه مشخصات مولفه تحت آزمایش با یک مبنا دایره ای به دست می آید. مولفه بر روی یک دوک با دقت بسیار بالا می چرخد که داده دایره ای را فراهم می کند. محور کامپوننت با محور دوک تراز می شود، معمولاً از یک میز مرکز و تراز استفاده می شود. سپس از یک مبدل برای اندازه گیری تغییرات شعاعی جزء با توجه به محور دوک استفاده می شود.
دلیل؟
یاتاقان نشان داده شده در اینجا می تواند مسابقه ای داشته باشد که واقعاً دایره ای نیست. این احتمالاً برای مدت کوتاهی کار میکند، اما موجهای اطراف این نژاد یاتاقان شروع به ایجاد ارتعاش میکنند. این امر منجر به سایش زودرس می شود و باعث می شود مسابقه کارایی کمتری نسبت به آنچه در نظر گرفته شده بود انجام دهد.
نتایج؟
یاتاقان نشان داده شده در اینجا می تواند مسابقه ای داشته باشد که واقعاً دایره ای نیست. این احتمالاً برای مدت کوتاهی کار میکند، اما موجهای اطراف این نژاد یاتاقان شروع به ایجاد ارتعاش میکنند. این امر منجر به سایش زودرس می شود و باعث می شود مسابقه کارایی کمتری نسبت به آنچه در نظر گرفته شده بود انجام دهد.
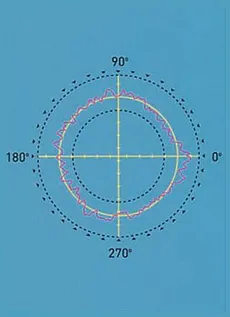
نمایش خروجی خارج از گردی از گیج به عنوان یک نمایه یا نمودار قطبی راحت است. ارزیابی این نمایش تصویری میتواند ذهنی و زمانبر باشد، بنابراین ما به ابزاری برای پردازش اطلاعات نیاز داریم تا به ما پاسخهای دقیق و قابل تکرار بدهد. از آنجایی که ما در تلاش برای ارزیابی انحرافات از دایرهای واقعی هستیم و به مرجعی نیاز داریم که از آن اندازه گیری کنیم، منطقی است که سعی کنیم یک دایره مرجع را با نمایه خود تطبیق دهیم و همه محاسبات خود را با آن مرتبط کنیم.
دایره مرجع حداقل مربعات (LSCI)
یک خط یا شکل به هر داده ای برازش داده می شود که مجموع مجذورات خروج داده ها از آن خط یا شکل حداقل باشد. همچنین این خطی است که نمایه را به حداقل مناطق مساوی تقسیم می کند.
LSCI رایج ترین دایره مرجع است. سپس خارج از گرد بودن بر حسب حداکثر خروج نمایه از LSCI بیان می شود. یعنی بلندترین قله تا پایین ترین دره.
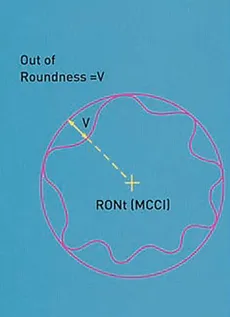
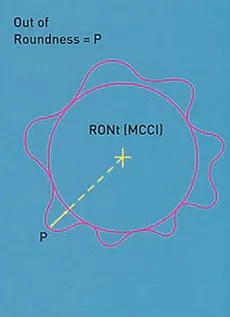
حداقل دایره محدود شده (MCCI)
به عنوان دایره حداقل شعاع تعریف می شود که داده های پروفایل را محصور می کند. سپس خارج از گرد بودن به عنوان حداکثر خروج (یا دره) نمایه از این دایره داده می شود. گاهی اوقات به عنوان دایره مرجع گیج حلقه نامیده می شود.
 = عجیب و غریب (ECC)*
= عجیب و غریب (ECC)*
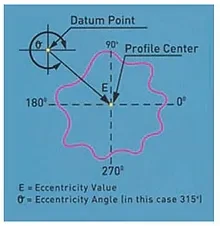
این اصطلاحی است که برای توصیف موقعیت مرکز یک نمایه نسبت به یک نقطه مبدأ استفاده می شود. این یک کمیت برداری است که دارای قدر و جهت است. بزرگی خروج از مرکز به سادگی به عنوان فاصله بین مرکز نیمرخ و نقطه مبنا بیان می شود. جهت به صورت زاویه ای از نقطه مبنا بیان می شود.
 = متمرکز بودن (CONC)*
= متمرکز بودن (CONC)*
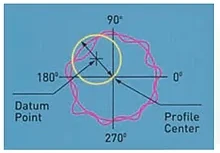
این شبیه به گریز از مرکز است، اما فقط یک قدر دارد و هیچ جهتی ندارد. تمرکز به عنوان قطر دایره توصیف شده توسط مرکز مشخصات زمانی که حول نقطه مبنا می چرخد، تعریف می شود. مشاهده می شود که مقدار هم مرکز دو برابر مقدار خروج از مرکز است.
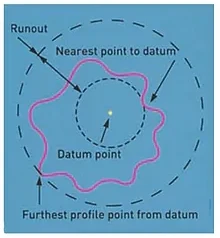
 = Runout (Runout)*
= Runout (Runout)*
گاهی اوقات به عنوان TIR (خوانش کل نشان داده شده) نامیده می شود. Runout به عنوان جدایی شعاعی دو دایره متحدالمرکز در مرکز نقطه مبنا و ترسیم شده به گونه ای تعریف می شود که یکی با نزدیکترین و دیگری منطبق بر دورترین نقطه روی نیمرخ باشد.
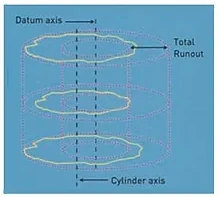
 = مجموع ران اوت (خروج کل)*
= مجموع ران اوت (خروج کل)*
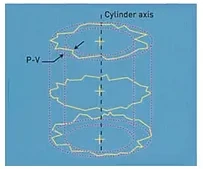
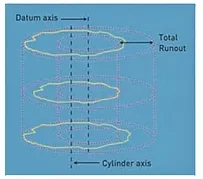
Total Runout به عنوان حداقل جداسازی شعاعی دو استوانه هم محور که هم محور با یک محور مبنا هستند و به طور کامل سطح اندازه گیری شده را در بر می گیرند، تعریف می شود.
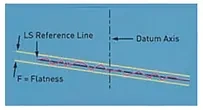
 = صافی (FLTt)*
= صافی (FLTt)*
یک صفحه مرجع نصب شده و مسطح بودن به عنوان خروجی قله به دره از آن صفحه محاسبه می شود. از LS یا MZ n استفاده شود
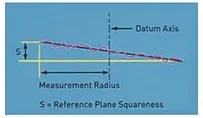
 = مربع بودن (SQR)*
= مربع بودن (SQR)*
با تعریف یک محور، مقدار مربعی حداقل جدایی محوری دو صفحه موازی عادی با محور مرجع است که به طور کامل صفحه مرجع را در بر می گیرد. می توان از LS یا MZ استفاده کرد.
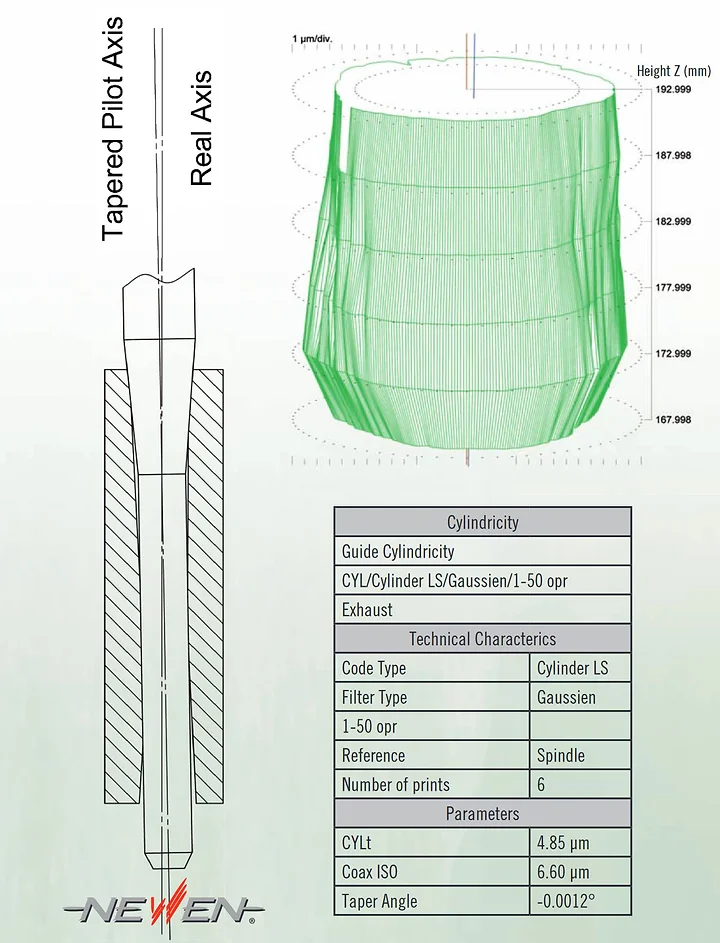
 = استوانه ای (CYLt)*
= استوانه ای (CYLt)*
حداقل جداسازی شعاعی 2 سیلندر، هم محور با محور مرجع نصب شده، که کاملاً داده های اندازه گیری شده را در بر می گیرد. می توان از سیلندرهای LS، MZ، MC یا Ml استفاده کرد.
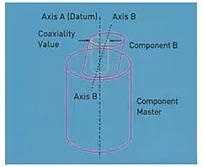
= هم محوری (Coax ISO)*
قطر استوانه ای که با محور مبنا هم محور است و فقط محور استوانه ای را که برای ارزیابی هم محوری ارجاع داده می شود محصور می کند.
= هم محوری (Coax DIN)*
قطر استوانه ای که با محور مبنا هم محور است و فقط سنتوئیدها (مرکز LS) صفحاتی را که محور استوانه برای ارزیابی هم محوری از آنها محاسبه می شود، محصور می کند.
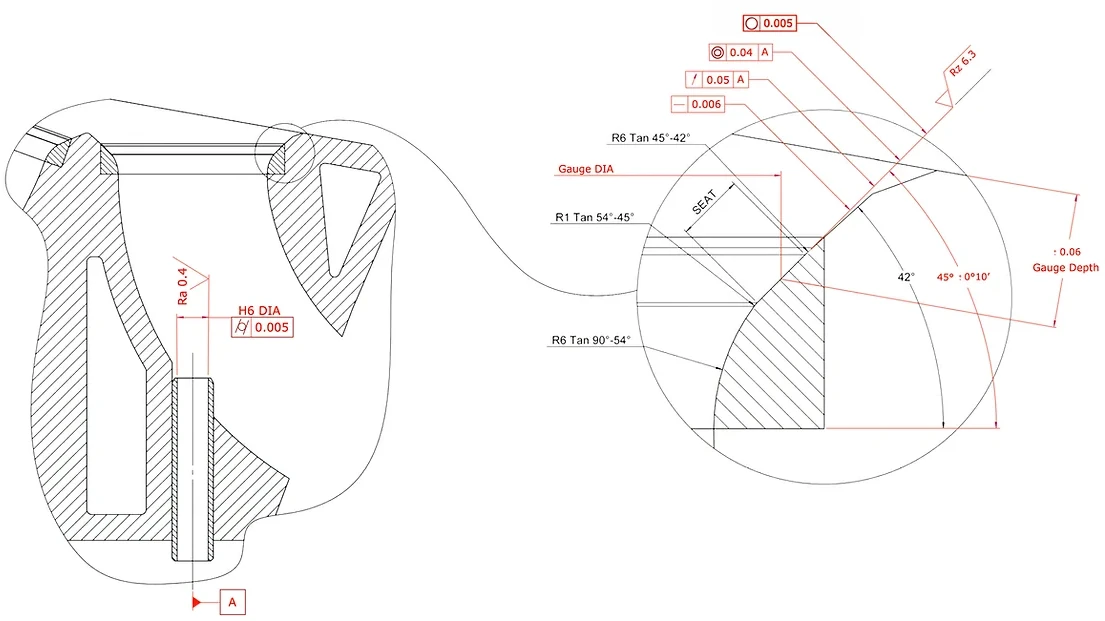
عملکرد راهنمای سوپاپ "تریو"، نشیمنگاه سوپاپ و سوپاپ، ایجاد هوابندی کامل، بیپایان و قابل اطمینان در جریان گازی موتور است.
تماس فلزی بین دو سطح باید پس از صدها میلیون باز و بسته شدن متوالی دریچهها، یک گذرگاه مطمئن و بدون هوا باشد.
دو سطح در تماس، یعنی سطح نشیمن سوپاپ و خود صندلی واقعی، باید کیفیت های مشابهی داشته باشند و باید به کمال نزدیک باشند.
اشکال سطوح فوق باید کاملاً یکسان و کاملاً مکمل باشند.
تنها شکلی که با دقت و به صورت تکراری برای انجام این عملکرد قابل دستیابی است، دایره است.
در ارتباط با پارامترهای دیگر، دایره ای بودن، یعنی دقت شکل دایره های تشکیل شده توسط نشیمنگاه سوپاپ و خود سوپاپ، به نظر می رسد که شرط اصلی و لازم برای هوابندی خوب بین سوپاپ و شیر است. صندلی
دایرهای، استوانهای، پرداخت سطح، زاویهها همگی در معرض تحملهای سختتر و سختتر هستند.
راهنمای سوپاپ
راهنمای سوپاپ مرجعی است که به موقعیت عملیات ماشینکاری تعمیر صندلی سوپاپ، کنترل بخشی از انطباق نشیمنگاه سوپاپ (هم مرکزیت) و البته هدایت سوپاپ در حرکات آن بستگی دارد. کیفیت راهنمای شیر اساساً با 4 پارامتر تعریف می شود:
برای اطمینان از هدایت کامل سوپاپ، استوانه بودن و تحمل روی قطر بسیار مهم است. کیفیت هندسی خوب به راهنمای سوپاپ این امکان را می دهد که شیر را در طول عمر طولانی با دقت قرار دهد.
یک نقص مهم در هدایت سوپاپ، بهعلاوه ماشینکاری ضعیف راهنمای سوپاپ - خارج از تلورانسها، منجر به تغییر شکل و فرسودگی زودرس صندلی سوپاپ و از دست دادن سریع خروجی موتور میشود.
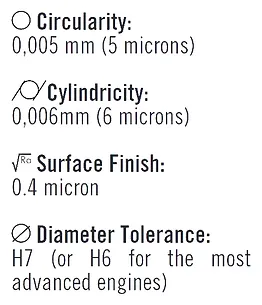
تلورانس هایی که معمولاً توسط OEM ها برای موتورهای فعلی مورد نیاز است عبارتند از:
تلورانس های فوق که بدست آوردن و رعایت آنها توسط سازندگان سری های بزرگ دشوار است، حتی در هنگام تعمیر ضمانت آنها پیچیده تر است. عدم رعایت این سطوح کیفیت، ماشینکاری صندلی های سوپاپ را ظریف تر می کند.
صندلی و سوپاپ
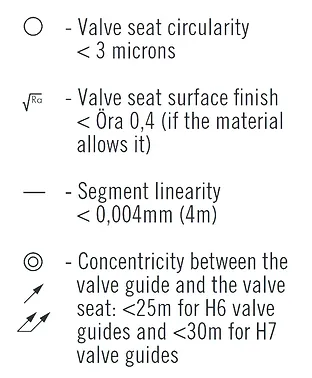
با توجه به اهمیت دقت سطوحی که در تماس خواهند بود و به دلیل مکمل بودن آنها، هوابندی کامل را تضمین می کند، OEM ها تحمل شکل مخروطی های صندلی را سفت می کنند.
خطی بودن بخش زاویه صندلی و دایره ای بودن آن با تفاوت های ارزشی که از چند میکرون تجاوز نمی کند تحمل می شود (< 10 میکرون). مقادیر Ra و Rz که سطح سطح نشیمنگاه سوپاپ را مشخص میکند و همچنین بسیار سفت و کوچکترین علامت زنگ زدن یا موجدار بودن صندلی، نشیمنگاهی خارج از تحمل و غیرقابل قبول ایجاد میکند.
تلورانسهای اعمال شده در مفهوم تمرکز، خروج یا خروجی مضاعف بین محور راهنمای سوپاپ و محور صندلی سوپاپ نیز بسیار مهم هستند، اما در مقادیر نسبتاً آسان برای ضمانت باقی میمانند.
به طور کلی، نقص تمرکز/خروجی در مرتبه 0.05 میلی متر (0.002 اینچ) قابل قبول در نظر گرفته می شود. همه این مقادیر تحمل با اعمال ضریب Cpk که خارج از قوانین قابل اجرا برای شرکت های دارای گواهی ISO/TS16949 صادر شده است، به طور جدی تشدید می شوند و با استفاده از ماشین هایی که قادر به تضمین ثبات عالی در کیفیت هستند، مقادیر تلورانس را به میزان قابل توجهی کاهش می دهد.
این رویکرد با هدف تضمین کیفیت امکان پذیر شده است زیرا به دلیل استفاده از سیستم های عددی مکانیسم های راه اندازی و کنترل که همیشه عملکرد بیشتری را به همراه دارند، از خطای انسانی تا حد امکان اجتناب می شود.
NEWEN FIXED-TURNING در منطق اصل مکانیکی تکامل یافته و با کارایی بالا قرار می گیرد که با یک کنترل عددی منحصر به فرد با کارایی بالا کنترل می شود.
FIXED-TURNING® ارائه و تضمین می کند:
این سطح کیفیت امروزه بالاترین سطح را دارد و برای همه افرادی که صندلیهای سوپاپ ماشینکاری میکنند، از کوچکترین سازنده موتور گرفته تا بزرگترین تأسیسات تولید با استفاده از NEWEN FIXED-TURNING® قابل دسترسی است.
در نهایت، NEWEN FIXED-TURNING® یک وسیله تولید قابل اعتماد و سازگار، مقرون به صرفه و انعطاف پذیر است که به شما امکان می دهد در حین کنترل سود، شدیدترین Cpk را در نظر بگیرید.