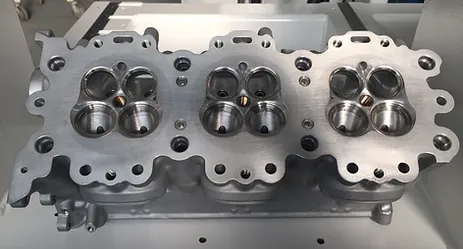
Venttiilipesän koneistus, vuosisadan kehitystä ja … ratkaisu!
Ennen
SYÖTYY
ja kovametallimuottityökalu
Piirustus 1
Chatter Marks
|
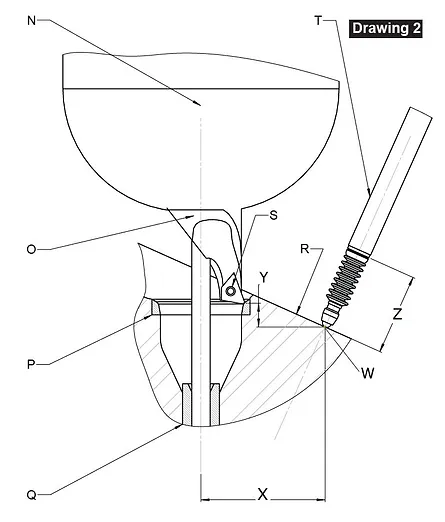
Piirustus 2
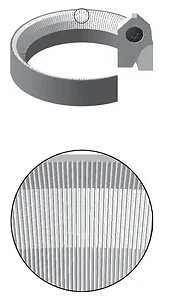
Aaltoilut
|
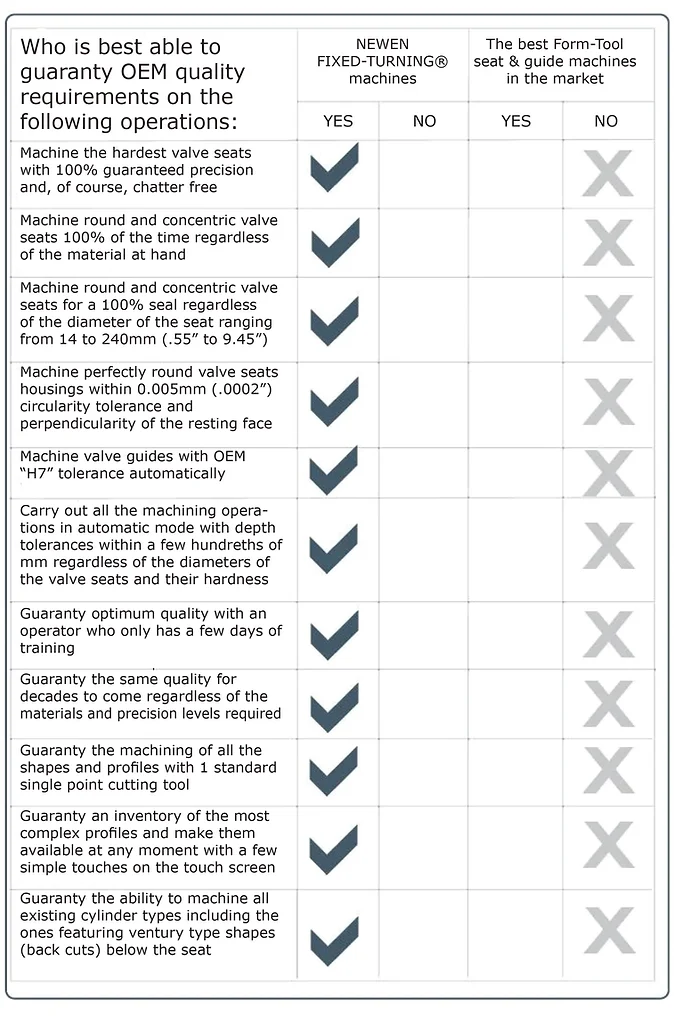
Jauhemetallisten venttiilin istukkaiden tai joidenkin valurautaisten venttiilin istukkaiden läppäily aiheuttaa väistämättömiä tärinäjälkiä. Värinäjäljet ovat erittäin haitallisia venttiilille, koska kaasut vuotavat niiden läpi venttiilin ollessa kiinni.
Tämän seurauksena koneistettu venttiilin istukka muotoutuu nopeasti eikä sen tiiviste koskaan ole riittävä. Värinäjäljet johtuvat kovametallityökaluista, jotka romuttavat suuren pinnan materiaalia, jolla on eri materiaaleista valmistettu rakeinen rakenne (kuten jauhemetallit, pallovaluraudat...).
Perinteiset venttiilin istukat, jotka on koneistettu läppäystekniikalla (muottityökalut), joissa kaikissa on millimetrin sadasosien mittaisia aaltoiluja, jotka ovat suoraa seurausta epäsäännöllisestä leikkaustyöstä 360 asteen kierrossa. Muuttuvat leikkausvoimat välittävät epäsäännöllisiä voimia koneen karoihin, jotka taipuvat enemmän tai vähemmän koneesta riippuen ja muodostavat epäsäännöllisiä muotoja. Tämä manuaalisten koneiden käyttäjien hyvin tuntema ilmiö kompensoidaan suurten näkyvien vikojen ilmaantuessa karan käskyn nopealla ja voimakkaalla paineella.
Yllä oleva johtaa huomattaviin karaponnistuksiin, ja vaikka se voi auttaa tasoittamaan pieniä vikoja, se ei voi mitenkään korjata geometriaa.
Näillä aaltoiluilla, jotka ovat luontaisia läppäyskoneistuksen periaatteelle, on kiistattomat seuraukset venttiilin tiivistykseen ja ne vaativat jokaisen venttiilin lisälämmitystä sen venttiilin istukassa hyväksyttävän tiivisteen saamiseksi. Moottorivalmistajat ja kaikki, jotka etsivät nykyisten moottorisukupolvien vaatimaa vähimmäislaatua, ovat jo pitkään karkottaneet venttiilien läppäyksen, jonka moottorinvalmistajat ja heidän asiakkaat ovat toistaiseksi hyväksyneet pakosta.
Nyt
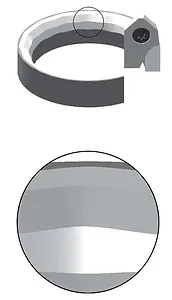
FIXED-TURNING®
ja yhden pisteen työkalu
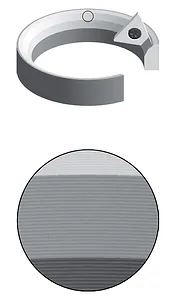
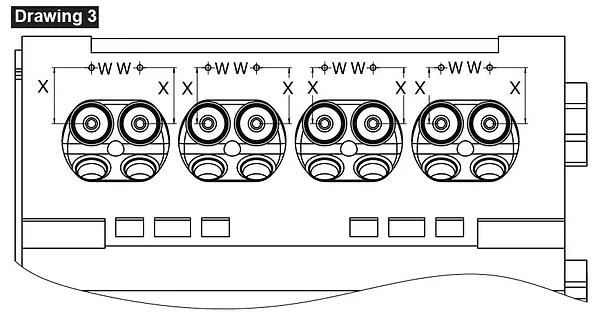
Piirustus 3
Geometrinen tarkkuus
Koneistus interpoloinnilla, FIXED-TURNING®, eliminoi ehdottomasti kaikki piirustuksissa 1 ja 2 näkyvät viat.
Mikro-chatter-jälkiä ja aaltoiluja on käytännössä mahdotonta luoda. Yhden pisteen koneistus ei salli tällaisten vikojen muodostumista. Sinun tarvitsee vain harkita koneistamista sorvilla vakuuttaakseen itsensä.
Työstö kahdella interpoloidulla akselilla kulkevalla sorvaustyökalulla tuottaa pyöreän mikrouran, täydellisen pyöreän. Uran syvyyttä ja 2 uran välistä väliä ohjataan koneen numeerisella ohjauksella, jolloin saadaan parhaat mahdolliset pintakäsittelyt.
Aivan kuten leikkausponnistukset, joita vähennetään huomattavasti (300 kertaa ja enemmän), pinnan viimeistelyvirheet vähenevät tasolle, joka on FIXED-TURNING® johtavien OEM-valmistajien määrittämien laatuasteikkojen kärjessä.
Uusi aikakausi, uusi mahdollisuuksien maailma...
Vaikeimpien sylinterinkansien työstö onnistuu vain minuuteissa per venttiilin istukka pisimmillä profiileilla, jotka on erityisesti tehty parantamaan moottorin tehoa. Perinteisen "3-Angle" -profiilin koneistus suoritetaan muutamassa sekunnissa.

Moottoripyörien sylinterikannet , pienimmät ja tulevat venttiilien istukat (pienennys, kaikkien uusien moottoreiden kehitysohjelmien ytimessä) voidaan työstää äärimmäisen helposti ja kilpailumoottoreiden optimaalisella tarkkuudella...
NEWEN®-koneet mahdollistavat jokaisen moottorin uudelleenrakentajan aseman kaikkien moottorityyppien koneistuksen asiantuntijana. Tarkkuus, joka saavutetaan systemaattisesti käytettäessä FIXED-TURNING® -koneita, koskee kaikkia moottorityyppejä, ei enää tarvitse kieltäytyä osallistumasta sellaiseen tai sellaiseen koneistukseen sellaisella tai sellaisella sylinterinkannen tyypillä, kaikki vaikeat työstötoimenpiteet ovat lähde ylimääräisiä ja merkittäviä voittoja.
Korkean suorituskyvyn markkinat , mekaaniset vapaa-ajan markkinat, ovat kaikkien FIXED-TURNING®-koneella varustettujen moottorien kunnostajien ulottuvilla.
Kaikki Formula 1:ssä tai muissa vaativissa korkean suorituskyvyn mekaanisissa urheilulajeissa vaadittavat tarkkuudet voidaan saavuttaa automaattisesti ja järjestelmällisesti. Täydellisyys on taattu.
High-Performance on kasvava ja tuottoisa markkina. Erikoisalaan osallistuvan korkean tason ammattilaisen arvovalta loistaa koko hänen yrityksessään.
Yhteistuotannossa, joka tunnetaan myös nimellä "Combined Heat and Power (CHP)", moottoreiden muuntaminen maakaasuksi ja biopolttoaineiksi (etanoliksi) vaatii nopeita ja tarkkoja työstötoimenpiteitä venttiilin istukan vastaporauksista ja erittäin kovista venttiilin istukista.
Yhteistuotannon periaatteet ovat olleet tiedossa pitkään ja niitä on käytetty monenlaisissa sovelluksissa. Nykyään huippupuhtaan maakaasupolttoisen mäntämoottoriteknologian, lämmönvaihtimien ja järjestelmän ohjainten edistyminen tekee yhteistuotannosta sekä käytännöllistä että taloudellista eri kokoluokan sovelluksissa.
Yksi sähköntuotannon näkökohta, joka on vaikuttanut näihin kehitykseen, on jatkuvasti kasvava tarve puhtaammalle energialle. Päästöjenhallintastrategiat, jotka mahdollistavat maakaasukäyttöisten polttomoottoreiden käytön CHP- ja ICHM-sovelluksissa nykyisten suurten voimalaitosten standardien tasoilla tai vähemmän, ovat tehneet yhteistuotannosta entistä käytännöllisempää, taloudellisempaa ja saatavilla useammille kaupallisille ja teollisille yrityksille. sovelluksia.
FIXED-TURNING® on ihanteellinen työkalu näihin palveluihin, joista tulee helppoja, nopeita, tarkkoja ja erittäin kannattavia.
Kaikkien nokkakauhan koteloiden työstäminen ylimittoihin ylisuurten holkkien lisäämiseksi koteloihin on helppoa, tarkkaa ja kannattavaa FIXED-TURNING®-toiminnolla.

Luo OFFSET-profiileja halutessasi...

Venturin koneistus (jopa 112 astetta) kaasujen nopeuden nopeuttamiseksi.
Venturi: Istuimen alla oleva avoin kulma, joka mahdollistaa pakokaasujen nopeuden kiihdyttämisen dekompression avulla.

Kone, jossa on tarkkuus kaikentyyppisillä venttiiliohjaimilla (valuraudat, metallijauheet, pronssi, kaikki seokset...). Riisiventtiilinohjaimet äärimmäisen tarkasti itsenäisessä toiminnassa tai yhdistetyssä venttiilin istukan työstössä.

Kone kaikki erittäin tarkat venttiilin istukan vastaporat yhdellä leikkaustyökalulla. Kaikentyyppisten sylinterinkansien, valuraudan tai alumiinin venttiilin istukkakoteloiden valmistaminen on tarkkaa ja kannattavaa työtä kaikille FIXED-TURNING® ammattilaisille.



KOMATSU maakaasupullon kannen venttiilin istukan kovuus: 56/58HRC (573HB+ / 610HV50+)
- Käytetty sisäosa: FT-11-11
- Leikkausnopeus: 180 m/min
- Työstötila: Kuivaleikkaus
- Leikkaussykli: 28 s/istuin
- Pyöreys: 1 µ - 2,40 µ
- Pintakäsittely: 0,20 Ra
Toinen NEWEN-yksinomaisuus: sytytystulppakotelon koneistus.


Mercedes Actrosin dekompressoriventtiilien istuinten työstäminen on "lastenleikkiä".

FIXED-TURNING® ja sen numeerinen ohjaus, se on mahdollisuus saavuttaa mahdotonta kannattavalla ja toistuvalla tavalla.
Tekniikka kaikille.
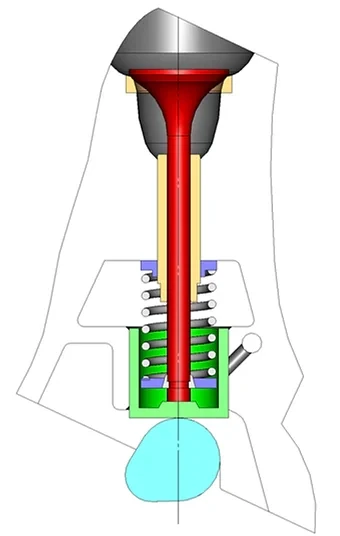
Kaikki NEWEN FIXED-TURNING® -koneet, mukaan lukien CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, on varustettu elektronisella järjestelmällä, joka toistaa leikkaussyvyyden tarkasti. sion. Tämä NEWENin kehittämä järjestelmä ei sinänsä ole mittausjärjestelmä, vaan se on suunniteltu mahdollistamaan koneistusaseman toistaminen tarkasti, samalla kun otetaan satunnainen referenssi sylinterin kannesta koneeseen. Yleensä NEWEN-järjestelmän viite on sylinterikannen tiivistesuunnitelma, jota käytetään myös viitteenä venttiilin istukan syvyyden mittaamiseen. Tietyn työkalun avulla on myös mahdollista käyttää muita pintoja, kuten nokka-akselin koteloita.
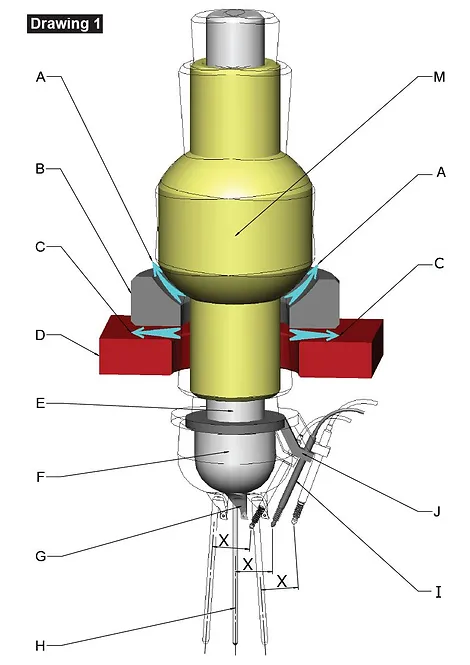
Elektroninen lineaarinen mittari LVDT (I) on kytketty koneen numeeriseen ohjaukseen. Riippuen LVDT:n kärjen kokoon painuneesta epthistä, mittari lähettää sähköisen signaalin, jonka avulla voidaan tunnistaa mittarin sijainti alle sadasosalla.
Tämä asema voidaan muistaa. Kun paikka on tallennettu muistiin, karan syöttömoottori pysähtyy automaattisesti, kun mittaria puristetaan uudelleen saman verran. Tämän seurauksena laitteisto voi työstää kaikki venttiilin istukat samalla syvyydellä suhteessa valittuun vertailupisteeseen.
Mittarilla (I) on kiinteä asento ohjaajan akseliin ja karan vaippaan nähden, johon se on kiinnitetty. Tämä kiinteä asento pysyy, kun kara liikkuu ilmatyynyllään (C) ja/tai pallomaisella ilmatyynyllään (A)
.
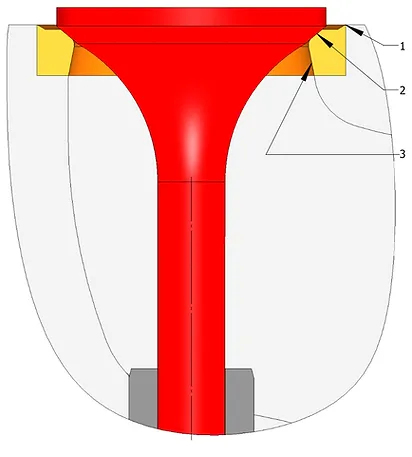
Piirustus 3: Kaikki istuimet on koneistettu saman referenssipisteen (W) mukaan, joka kuuluu referenssisuunnitelmaan ja on kaukana kiinteästä mitasta (X) , joka on sama kuin mitta (X) piirustuksessa 1.
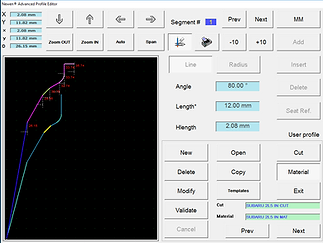
Mitta (Z) piirustuksessa 2 on puristetun mittarin määrä, joka vastaa työstöetäisyyttä piirustuksen 2 arvosta (Y) vertailupisteeseen verrattuna. Tätä arvoa (Y) voidaan muuttaa annetusta ja tarkasta arvosta käyttämällä numeerisen ohjauksen ohjattuja välineitä (hissi, korjausmittojen valinta...), joka muuttaa mittarin kärjen asentoa, ja tämä jälkimmäinen vielä kerran muistaa toistaa niin monta kertaa kuin haluat.
Mittarin kokoon painunut määrä (Z) ei ole identtinen karan liikearvon kanssa olennaisesti koneen karan ja mittarin välisen kulman vuoksi. Lisäksi LVDT ei ole mittauslaite, vaan asennonosoitin.
NEWEN-järjestelmä automaattiseen toistuvaan syvyyssäätöön™ takaa identtisen syvyystyöstön vaihteluilla, jotka eivät ylitä +/- millimetrin sadasosaa.
Se on ainoa teollisuudessa saatavilla oleva järjestelmä, joka takaa tällaisen tarkkuuden automaattisen koneistuksen riippumatta sylinterinkannen asennosta suhteessa sylinterinkannen pidikkeeseen, suhteessa venttiilinohjainten kulmaan ja suhteessa koneen pään liike.

FIXED-TURNING® JA NUMEROOHJATTU TYÖSTÖ
Sylinterinkansi, moottorin neuralginen keskus, kokoaa kaikki toiminnot, jotka määräävät moottorin tehon, joustavuuden ja pitkäikäisyyden… Sylinterinkansi on moottorin kehittäjien ja korjausasiantuntijoiden huolen keskipiste. NEWEN, FIXED-TURNING® ja numeerinen ohjaus tuovat väistämättömiä ja korvaamattomia ratkaisuja moniin teknisiin haasteisiin, joita ei voida ratkaista vanhemmilla ja/tai perinteisillä tekniikoilla.
PALOKAMMION TILAUKSET
Kammioiden tilavuus, niiden arvo cm3 (kuutiosenttimetrit tai CC) ja niiden välinen yhteensopivuus samassa moottorissa on ratkaiseva tekijä, jotta kunkin sylinterin teho olisi optimaalinen ja tasapainoinen. Vain tilavuudeltaan ja muodoltaan täysin samanlaiset kammiot saavat sallia tehotasot ja harmoniat, jotka ovat välttämättömiä korkean suorituskyvyn moottoreiden kohonneille nopeuksille (katso "HCCI"-tekniikka tämän asiakirjan lopussa). 
FIXED-TURNING® ja NEWEN-numeerinen ohjaus mahdollistavat erittäin tarkan koneistuksen. Venttiilien istukat ja niiden erityisprofiilit (imu- ja pakokaasu) voidaan kopioida 1/100 mm (0,01 mm tai 0,00039”), koneistussyvyydet ohjataan automaattisesti elektronisella syvyysmittarilla ja erittäin tarkalla kinematiikalla.
Kammioiden tarkat tilavuudet takaavat vastaavat muodot ja täysin identtiset syvyydet.
SYLINTERIN ILMATIIVITYS
Sylinterin välitön ilmatiiviys on välttämätöntä moottorin optimaalisen toiminnan ja korkeiden nopeuksien saavuttamiseksi.
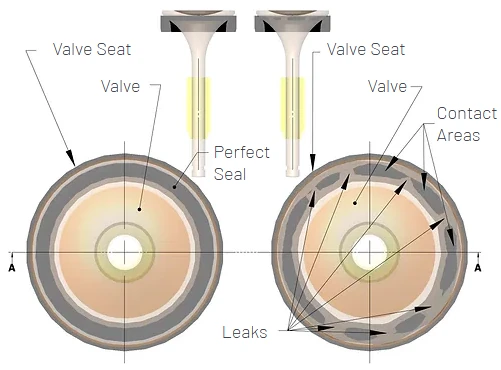 Venttiilin ja venttiilin istukan välisen metallikontaktin on oltava täydellinen ja täydellinen tämän vaikean ilmatiiviystoiminnon varmistamiseksi. Sen lisäksi, että materiaalit kestävät korkeampia nopeuksia, metallin välinen kosketus venttiilin ja venttiilin istukan välillä on ehdoton edellytys täydellisen ja kestävän sylinterin ilmatiiviyden saavuttamiseksi.
Venttiilin ja venttiilin istukan välisen metallikontaktin on oltava täydellinen ja täydellinen tämän vaikean ilmatiiviystoiminnon varmistamiseksi. Sen lisäksi, että materiaalit kestävät korkeampia nopeuksia, metallin välinen kosketus venttiilin ja venttiilin istukan välillä on ehdoton edellytys täydellisen ja kestävän sylinterin ilmatiiviyden saavuttamiseksi.
Täydellinen muotovastaavuus venttiilin ja venttiilin istukan välillä on mahdollista kahden kosketuksissa olevan pinnan geometrioiden (muodot, kulmat, pintakäsittelyt…) täydellinen kunnioittaminen.
Ainoastaan venttiilien ja venttiilin istukkaiden erittäin tarkka koneistus mahdollistaa tämän olennaisen vastaavuuden saavuttamisen. Venttiilien läppäys, joka tuli aiemmin pakolliseksi venttiilien istukka- ja venttiilien työstön epätarkkuuden vuoksi, on ehdottomasti kielletty ilmatiiviystason ja ilmatiiviyden kestävyyden saavuttamiseksi.
NEWEN, FIXED-TURNING® ja sen numeerinen ohjaus mahdollistavat venttiilien istuimien työstämisen, joissa on muotovirhe (ympyrämäisyys) luokkaa 3 µm (tai 0,003 mm tai .000118”) tai vähemmän riippuen työstetyistä materiaaleista. OEM-valmistajat vaativat ympyrävirheitä, jotka eivät ylitä 5–6 µm, sekä venttiilien istuimille että venttiileille.
NEWEN FIXED-TURNING® ja sen numeerinen ohjaus mahdollistavat kulmien säätämisen asteen sadasosan kerrallaan . Siksi on helppo säätää venttiilien istukan ja venttiilien kulmia täydellisen ja kestävän ilmatiiviyden saamiseksi antamatta periksi tuhoiselle kiusaukselle läppäily ja siten näiden osien muotojen muuttaminen.
NEWEN FIXED-TURNING® -koneiden venttiilien istuimet ovat täydellisen pyöreät, erittäin tarkat kulmat ja ilmatiiviys ovat täydellinen useiden tuntien käyttöön.
Muottityökalulla työstö ei takaa tarkkoja kulmia ja täydellisesti pyöreitä istuimia, minkä vuoksi venttiilit ovat tarpeen. Keikka, joka johtaa lyhytaikaiseen ilmatiiviyteen ja vähentää huomattavasti suorituskykyä.
LINJAUS JA KOAKSIAALISUHTEET Korkeammat moottorin kierrosluvut, nopeat kiihdytykset ja hidastukset ovat mahdollisia, koska liikkeessä olevat massat vähenevät tehokkaiden venttiilin palautusmekanismien avulla. Mutta kaikki nämä suorituskyvyt ovat mahdollisia vain kitkan vähenemisen ja liikkeessä olevien osien, venttiilien, nokkakauhojen, imunokan jäykistyksen ansiosta... unohtamatta venttiilin palautusjärjestelmän hallittua toimintaa.
Venttiilien ja venttiilin istukkaiden pyöreyden lisäksi venttiilin ohjaimien, venttiilien, nokkakauhojen ja nokkien koaksiaalisuuden on mahdollistettava kaikkien näiden osien liikkuminen ja eliminoitava:
- parasiittiset kitkat
- venttiilin "päiden" liukuminen istukassaan
- nokkakauhojen jäykistys niiden vastaavissa koteloissa.
Vastoin yleisesti hyväksyttyjä ajatuksia, venttiilin istukan ja venttiiliohjaimen välistä samankeskisyyttä ei ole mahdollista ohjata pakottamalla kartiopilotti ohjaimen sisään ja käyttämällä tätä ohjausta samankeskisyysmittarin tukena. On vielä epätodennäköisempää käyttää samaa tekniikkaa mahdollistamaan työkalun poraamaan nokkakauhan reiän kotelo, joka on samankeskinen venttiiliohjaimen kanssa, mikä on moottorin hyvän suorituskyvyn olennainen edellytys.
NEWEN FIXED-TURNING®:n kinematiikka sisältää keskityspilottien hydraulisen keskityksen, joka mahdollistaa koneistuskaran keskittämisen enintään muutaman mikronin vialla (µ= 0,001 mm = .000039”).
FIXED-TURNING®-pilotti ei rajoita venttiiliohjainta ja ottaa huomioon venttiiliohjaimien työstövirheet. Samalla tavalla nokkakauhan porauskotelon työstössä tulee noudattaa nokkakauhan ohjausakselia.
FIXED-TURNING®-työstö takaa, että venttiilin istukan, venttiilin ohjaimen ja nokkakauhan reiän kotelon on oltava sama akseli, ne on kohdistettu täydellisesti ja että osat voivat liikkua suurimmilla nopeuksilla joutumatta alttiiksi kitkat ja loisjarrut, jotka tekisivät moottorin toiminnan mahdottomaksi korkeilla kierrosluvuilla, mistä seuraa nopea kuluminen ja ilmeinen mekaanisten onnettomuuksien vaara.
Ohjainten, venttiilin istukkaiden ja nokka-kauhan koteloiden työstö FIXED-TURNING®-tekniikalla takaa moottorin erittäin nopean toiminnan yhdessä käytettyjen komponenttien, titaaniseosventtiilien, erikoisjousien, erikoisventtiilien istukkaiden kanssa… ilman ilmatiiviysvirheen, kitkan aiheuttamaa loistamista toiminnassa ja öljykalvon repeämiä. Myös venttiilien paniikkia, jotka eivät pysty noudattamaan kohonneita järjestelmiä, tulee välttää.
NEWEN FIXED-TURNING® on koneistuskonsepti, joka on kehitetty palauttamaan koneistusvirheet mikroneissa ilmaistujen arvojen sisällä eikä enää millimetrin sadasosissa.
Koaksiaalisuuden tarkkuus mahdollistaa korkeat tilat ja moottorin optimaalisen toiminnan.
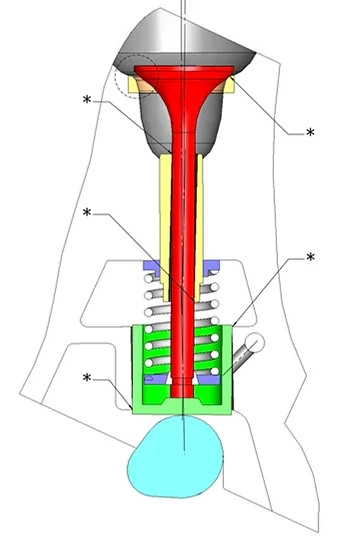
Akseleiden koaksiaalisuusvirhe aiheuttaa alueita, joissa on kohonnut kitka*, joka hidastaa eri osien kulkua, mikä tuhoaa sylinterien ilmatiiviyden ja johtaa takertumiseen samalla rajoittaen rajusti moottorin pyörimisnopeuksia, kaikki edellä korostuu sylinterien epätasapainon vuoksi. Jokainen epätasapaino johtuu mekaanisista rasituksista osien liikkeissä, rajoituksista, jotka johtavat mainittujen osien ennenaikaiseen kulumiseen.
PAKOJEN PROFIILIT
Seoksen (polttoaine-polttoaine) räjähtämisen jälkeen palamisesta jääneet kaasut täyttävät sylinterin ja ne on poistettava pakokanavien kautta takaisin ylös nousevan männän avulla. Pakoventtiilin tulee sulkeutua asteittain ennen kuin mäntä laskee jälleen alas ja imee samalla uutta seosta. Tämä sulkeutumisaika on kriittinen pakoventtiilille. Äärimmäiseen lämpötilaan kuumennetut kaasut laminoidaan lisäksi venttiilin istukan ja sulkeutuvan venttiilin väliin.
Venttiilin istukka ja venttiili altistuvat laminoitujen kaasujen hankaukselle ja lämpötila on tällöin korkeudellaan pinnoilla, mikä varmistaa kosketuksen ja ilmatiiviyden muutaman tuhannen sekunnin ajan. Jotta tämä kosketus ei vastaisi kosketuksissa olevien pintojen nopeaa huononemista, on välttämätöntä, että nämä kosketuspinnat ovat pinnaltaan optimaaliset (mm2) ja että niiden muodot täydentävät toisiaan (kulmat, ympyrämäisyys, pinnan viimeistely…).
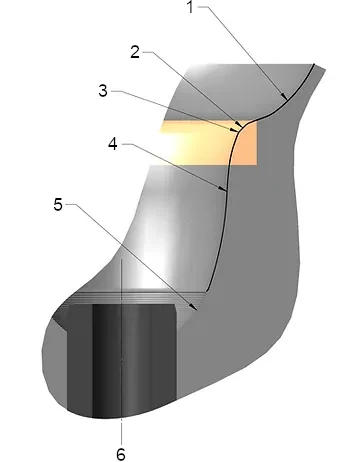
1. Askelvapaat liitokset, joiden muoto suosii kaasujen turbulenssivapaata virtausta.
2. Istuinalueet leveät ja yhtenevät venttiilin kanssa, mikä takaa suuren kaasujen hankauskestävyyden.
3. Venturi kaasujen nopeaan laajenemiseen ja kiihdyttämiseen.
NEWEN FIXED-TURNING® mahdollistaa pakoventtiilien istukan työstön, joka on riittävän suuri, jotta ne eivät muotoile itseään, samalla kun niiden kulma on mahdollisimman lähellä venttiilin kulmaa. Pyöreän muodon, jossa ei ole viisteitä ja aaltoilua, tulee mahdollistaa metallin ja metallin välinen kosketus istuimen koko pinnalla, mikä varmistaa hyvän lämmönvaihdon, täydellisen ilmatiiviyden ja maksimaalisen luotettavuuden.
FIXED-TURNING® mahdollistaa profiilien koneistamisen lähes rajoittamattomilla pituuksilla. Voimme siis koneistaa poistokanavan helpottamaan kaasujen ja erityisesti venturien poistoa, jolloin kaasut vapautuvat heti istuimen ohituksen jälkeen ja siten nopeuttavat niiden nopeutta. Terävät kulmat, askelmat, halkaisijaerot, jotka johtavat turbulansseihin ja kaasuvirtauksen hidastumiseen, on poistettava, ja jokainen putki (kulho/takaseinä) on optimoitava ja täysin identtinen muiden putkien kanssa moottorin toiminnan paremman hallinnan varmistamiseksi.
IMUPROFIILIT
Toisin kuin pakotiivisteet ja venttiilit, imutiivisteet ja venttiilit eivät ole alttiina palavien kaasujen laminoitumiselle ja siitä johtuvalle hankaukselle. Imuventtiilien istuinten on mahdollistettava sylinterin täyttäminen mahdollisimman täydellisesti raitisilma/bensiiniseoksella, joka imetään männän alas laskemalla ja jota mahdollisesti työnnetään turbon ja kompressorin vaikutuksesta.
Kanavien muodon (kulhon pinta-ala) on oltava optimaalinen, jotta kaasut saadaan virtaamaan maksimaalisesti ilman loisten turbulansseja. Istuimen kulma itse osallistuu kaasuseoksen ohjaukseen ja sen on integroitava täydellisesti putken yleiseen muotoon.
Kammioiden muodosta riippuen linjasegmenteistä ja täydellisesti toisiinsa liittyvistä säteistä koostuvien profiilien on mahdollistettava kaasujen optimaalinen virtaus. Terävät kulmat estetään ja yhtenäinen profiili ohjaa suurimman mahdollisen kaasumäärän venttiilin lyhyen avauksen aikana. Venttiilin täydellisen tiivisteen tulee mahdollistaa optimaalinen palaminen ja teho sekä virheetön luotettavuus.
Vain FIXED-TURNING® mahdollistaa imuputken optimoinnin venttiilin ohjaimesta sylinterin reunaan asti. Täydellisesti hallitun muodon koneistus on suoritettava yhdellä kertaa ja toistettava samalla tavalla jokaiselle sylinterille. Sylinterinkansien alkuperäinen työstö suoritetaan peräkkäisillä toisiaan täydentävillä työstötoimenpiteillä, venttiilin istukkakotelot, istukka, kulmien työstö... jotka automaattisesti luovat katseen virtaukselle haitallisia epäsäännöllisyyksiä. FIXED-TURNING® tarjoaa keskeytyksettä koko putken, mukaan lukien venttiilin istukan, jatkuvan koneistuksen, joka tulee työstää ilman, että siihen kohdistuu muun koneistuksen rajoituksia. FIXED-TURNING® sekä putkien ja istuinten keskeytymätön työstö mahdollistavat sylintereiden optimaalisen täytön, täydellisen säännöllisyyden sylintereiden välillä ja siten optimaalisen moottorin tehon.
1. Viivasegmenteistä ja säteistä koostuva profiili, joka optimoi seoksen ohjauksen sylinteriä kohti.
2. Istuin on täysin pyöreä ja ilmatiivis, ja kulma on tarkasti säädetty venttiilien kulmaan.
3. Pieni anti-turbulanssilinkin säde.
4. Putkien muodot (Bowl) täydellisesti taivutettuina ja täysin identtisiä keskenään.
5. Raaka-aine
6. Koko putken (kulhon) tasainen ja sileä profiili, mukaan lukien venttiilin venttiilin lepoalue.
SYLINTERIEN VIRTAUKSEN SÄÄNTELY JA TASAPAINOITUS
Jokainen sylinteri tuo verrannollisen osan moottorin tehoon, ja vain täydellinen samankaltaisuus kunkin sylinterin toimittaman tehon välillä mahdollistaa moottorin tehokkaan toiminnan suurilla kierrosluvuilla.
Sylinterien, joiden käyttäytyminen on täysin identtinen, on mahdollistettava loisvärähtelyttömän moottorin aikaansaaminen ja suuret nopeudet.
NEWEN ja FIXED-TURNING® mahdollistavat jatkuvan, säännöllisen ja samanlaisen koneistuksen kaikissa kohdissa, putkesta toiseen, moottorista toiseen. Kehittyneimmät muodot ovat sallittuja paikoissa, joissa klassiset työstöprosessit muototyökaluilla ovat voimattomia ja tehottomia.
NEWEN mahdollistaa täydelliset venttiili-istukat ja siten jokaisen sylinterin paremman tehokkuuden samalla kun se mahdollistaa poikkeuksellisen luotettavuuden.
Koneistettujen syvyyksien kunnioittaminen on mahdollista kahden FIXED-TURNING®:in yksinomaisen ominaisuuden ansiosta:
FIXED-TURNING® mahdollistaa jopa millimetrin sadasosan (.00039”) koneistuksen koko profiilissa sen pituudesta riippumatta, samalla kun se tarjoaa täydellisen istukan geometrian (ympyrämäisyys, kulma, samankeskisyys…)
FIXED-TURNING®:n numeerinen ohjaus sallii syvyyden säätämisen + tai – 0,01 mm (1/100mm) tai .00039".
Näiden kahden ainutlaatuisen mahdollisuuden yhdistelmä mahdollistaa täysin identtisten polttokammioiden saamisen, jotka antavat moottorille sen tasapainon ja kyvyn pyöriä korkeilla kierrosluvuilla.
Nämä tarkkuustyöstökapasiteetit, jotka FIXED-TURNING® takaa yksinomaan, antavat jo mahdollisuuden korjata tulevia moottoreita, joissa on integroitu HCCI-tekniikka (homogeeninen latauspuristussytytys), joka mullistaa bensiinimoottorin tekemällä siitä puhtaan ja erittäin tehokkaan.
Muistutuksena, HCCI-teknologia mahdollistaa sytytystulppien poistamisen, koska se hallitsee ilma/bensiiniseoksen puristuksen ja hallitsee siten palavan seoksen itsesytytyksen. Kulutus- ja tehonlisäykset tekevät tästä tekniikasta väistämättömän. Sylinterinkansien koneistus antaa suuren osan kammioiden tilavuuksien ja koneistussyvyyden tarkkuuteen. Vain työstöprosessit, jotka mahdollistavat minimaalisen ja erittäin tarkan leikkauksen, ovat mahdollisia. FIXED-TURNING® on jo valmis vastaamaan tähän uuteen haasteeseen.
Suorituskyky ja luotettavuus kulkevat käsi kädessä tarkkuuden ja numeerisen ohjauksen kanssa.
FIXED-TURNING® aikaansa edellä?
Ei, FIXED-TURNING® on juuri oikeaan aikaan moottoriasiantuntijoiden mukana, jotka eivät halua jäädä teknologisen kehityksen jälkeen.