OEM subcontractors, high-performance specialists and engine rebuilders must take into account and respect precise shape and dimension tolerances while machining valve guides and valve seats.
With this “aide-memoire”, NEWEN attempts to gather, within a short document meant for production technicians, the various symbols and tolerance signs typically used by OEMs to define their requirements in terms of cylinder head machining and, in particular, valve guide and valve seat machining.
NEWEN brings together each form and dimension tolerance with direct and indirect incidences on the functioning and reliability of the cylinder head, without attempting to over simplify or denature the combined effects of two or more parameters.
With this document, NEWEN is working on denouncing generally accepted ideas as well as false ideas, widespread ideas that, because of their simplism and inaccuracies, mislead engine rebuilders and alter their judgement.
« When you can measure what you are speaking about and express it in numbers, you know something about it; but when you cannot measure it or express it in numbers, your knowledge is of a meagre and unsatisfactory kind.»
Lord KELVIN (1824-1907)
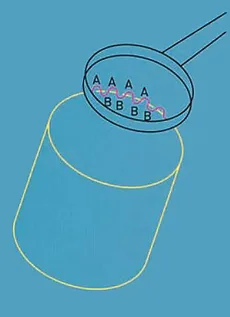
Why measure roundness?
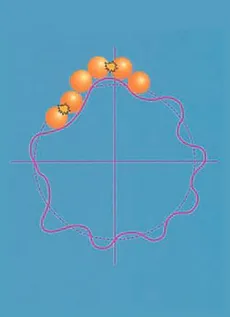
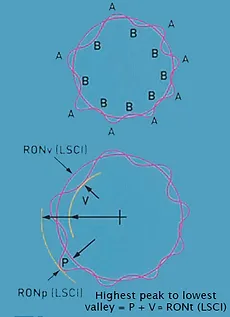
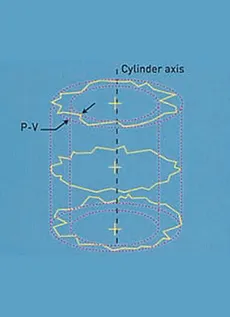
The component may appear round to the eye and apparently have a constant diameter when measured with a vernier or micrometer, but is it round? It is clear that the lobing can affect the function. Lobes at ‘A’ will carry the load whilst the lubrification film will be greatest at ‘B’.
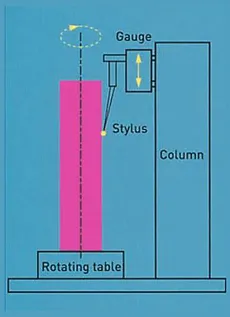
How is roundness measured ?
To measure roundness, rotation is necessary, coupled with the ability to measure change in radius. This is best achieved by comparing the profile of the component under test to a circular datum. The component is rotated on a highly accurate spindle which provides the circular datum. The axis of the component is aligned with the axis of the spindle, usually using a centering and leveling table. A transducer is then used to measure radial variations of the component with respect to the spindle axis.
The reason ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
Results ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
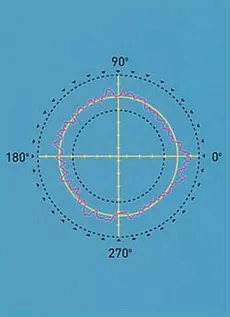
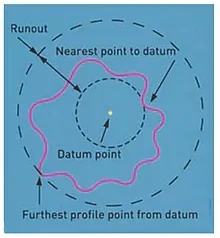
It is convenient to represent the out-of-roundness output from the gauge as a polar profile or graph. Evaluating this pictorial representation can be subjective and time consuming, therefore we need some means of processing the information to give us accurate and repeatable answers. As we are trying to assess departures from true circularity and require a reference from which to measure, it makes sense to try to fit a reference circle to our profile and relate all our calculations to it.
The Least Squares Reference Circle (LSCI)
A line or figure is fitted to any data such that the sum of the squares of the departure of the data from that line or figure is a minimum. This is also the line that divides the profile into equal minimum areas.
The LSCI is the most commonly used Reference Circle. The out-of-roundness is then expressed in terms of the maximum departure of the profile from the LSCI. i.e. the highest peak to lowest valley.
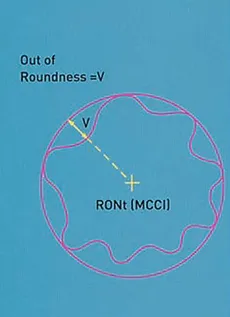
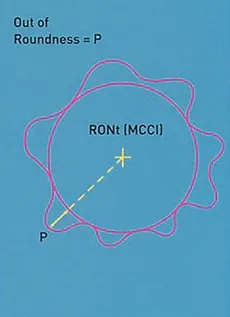
The Minimum Circumscribed Circle (MCCI)
Defined as the circle of minimum radius which will enclose the profile data. The out-of-roundness is then given as the maximum departure (or valley) of the profile from this circle. Sometimes referred to as the Ring Gauge Reference Circle.
 = Keanehan (ECC)*
= Keanehan (ECC)*
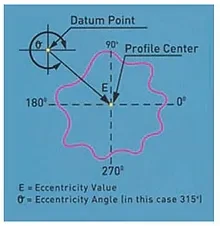
Ini adalah istilah yang digunakan untuk menggambarkan posisi pusat profil relatif terhadap beberapa titik acuan. Ini adalah besaran vektor yang memiliki besaran dan arah. Besaran eksentrisitas dinyatakan secara sederhana sebagai jarak antara pusat profil dan titik acuan. Arahnya dinyatakan sebagai sudut dari titik acuan.
 = Konsentrisitet (CONC)*
= Konsentrisitet (CONC)*
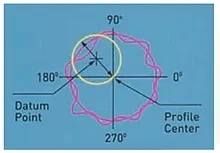
Hal ini mirip dengan eksentrisitas tetapi hanya memiliki besaran dan tidak memiliki arah. Konsentrisitas didefinisikan sebagai diameter lingkaran yang digambarkan oleh pusat profil saat diputar di sekitar titik acuan. Dapat dilihat bahwa nilai konsentrisitas adalah dua kali besaran eksentrisitas.
 = Kehabisan (Kehabisan)*
= Kehabisan (Kehabisan)*
Kadang-kadang disebut sebagai TIR (Total Indicated Reading). Runout didefinisikan sebagai pemisahan radial dari dua lingkaran konsentris yang berpusat pada titik acuan dan digambar sedemikian rupa sehingga satu lingkaran berimpit dengan lingkaran terdekat dan lingkaran lainnya berimpit dengan lingkaran terjauh pada profil.
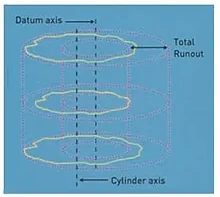
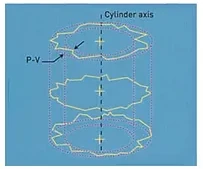
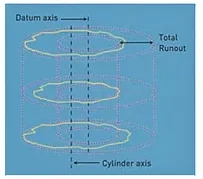
 = Total Runout (Kehabisan Total)*
= Total Runout (Kehabisan Total)*
Total Runout didefinisikan sebagai pemisahan radial minimum dari dua silinder koaksial, yang koaksial dengan sumbu datum dan yang sepenuhnya menutupi permukaan yang diukur.
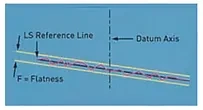
 = Kerataan (FLTt)*
= Kerataan (FLTt)*
Bidang referensi dipasang dan kerataan dihitung sebagai jarak puncak ke lembah dari bidang tersebut. LS atau MZ dapat digunakan
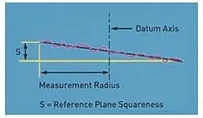
 = Kekuadratan (SQR)*
= Kekuadratan (SQR)*
Setelah menentukan sumbu, nilai kuadrat adalah jarak sumbu minimum dari dua bidang sejajar yang tegak lurus terhadap sumbu acuan dan yang sepenuhnya menutupi bidang acuan. Baik LS maupun MZ dapat digunakan.
 = Silindrisitas (CYLt)*
= Silindrisitas (CYLt)*
Pemisahan radial minimum 2 silinder, koaksial dengan sumbu referensi yang dipasang, yang sepenuhnya mencakup data yang diukur. Silinder LS, MZ, MC atau Ml dapat digunakan.
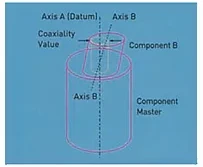
= Koaksialitas (Coax ISO)*
Diameter silinder yang koaksial dengan sumbu datum dan akan menutupi sumbu silinder yang dirujuk untuk evaluasi koaksialitas.
= Koaksialitas (Coax DIN)*
Diameter silinder yang koaksial dengan sumbu datum dan akan melampirkan titik pusat (LS) bidang dari mana sumbu silinder yang dirujuk untuk evaluasi koaksialitas dihitung.
Fungsi dari pemandu katup “trio”, dudukan katup dan katup adalah untuk menciptakan kekedapan udara yang sempurna, terus diperbarui dan dapat diandalkan dari aliran gas mesin.
Kontak logam antara dua permukaan harus membentuk saluran yang andal dan kedap udara setelah ratusan juta kali katup dibuka dan ditutup secara berturut-turut.
Kedua permukaan yang bersentuhan, yaitu permukaan dudukan katup dan permukaan dudukan sebenarnya itu sendiri, harus memiliki kualitas yang serupa dan harus mendekati kesempurnaan.
Bentuk permukaan yang disebutkan di atas harus benar-benar identik dan sepenuhnya saling melengkapi.
Satu-satunya bentuk yang dapat dicapai dengan presisi dan berulang-ulang, untuk memenuhi fungsi ini, adalah lingkaran.
Terkait dengan parameter lainnya, kesirkularan, yaitu ketepatan bentuk lingkaran yang dibentuk oleh dudukan katup dan katup itu sendiri, ternyata menjadi syarat utama dan mutlak bagi kekedapan udara yang baik antara katup dan dudukan katup.
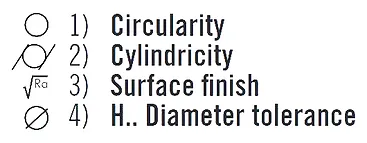
Kebulatan, silindrisitas, permukaan akhir, sudut semuanya tunduk pada toleransi yang makin ketat.
Panduan katup
Panduan katup merupakan acuan yang menentukan posisi operasi perbaikan dudukan katup, kontrol sebagian keselarasan dudukan katup (konsentrisitas) dan, tentu saja, memandu katup dalam pergerakannya. Kualitas panduan katup pada dasarnya ditentukan oleh 4 parameter:
Untuk memastikan pemanduan katup yang sempurna, kesilindrisan dan toleransi pada diameter sangatlah penting. Kualitas geometri yang baik akan memungkinkan pemandu katup untuk memposisikan katup dengan presisi selama masa pakai yang panjang.
Cacat yang serius pada pemandu katup, yang diakibatkan oleh buruknya pemesinan pemandu katup – di luar toleransi, akan menyebabkan deformasi dan keausan dini pada dudukan katup dan hilangnya daya mesin secara cepat.
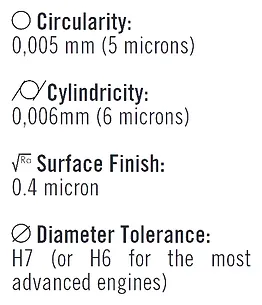
Toleransi yang umumnya dibutuhkan oleh OEM untuk mesin saat ini adalah:
Toleransi di atas, yang sulit diperoleh dan dipatuhi oleh produsen seri besar, bahkan lebih sulit dijamin saat perbaikan. Kegagalan memenuhi tingkat kualitas ini akan membuat pemesinan dudukan katup menjadi lebih rumit.
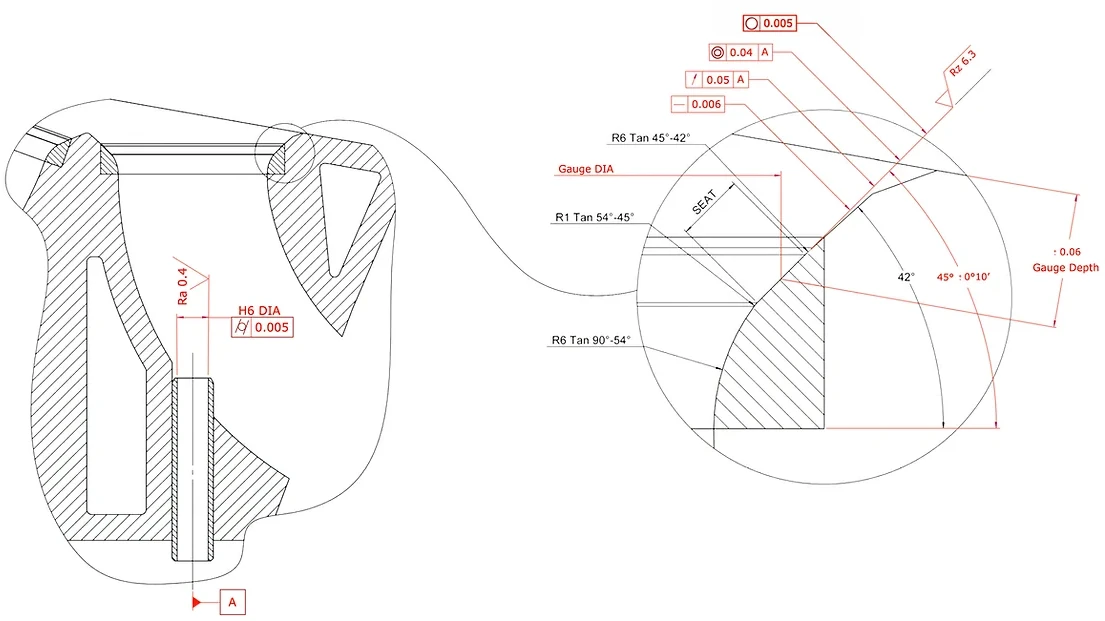
Dudukan Katup dan Katup
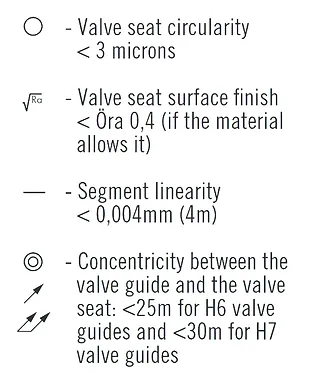
Mengingat pentingnya ketepatan permukaan yang akan bersentuhan dan, karena saling melengkapi, akan memastikan kekedapan udara yang sempurna, OEM memperketat toleransi bentuk taper jok.
Linearitas segmen sudut dudukan dan sirkularitasnya ditoleransi dengan perbedaan nilai tidak melebihi beberapa mikron (< 10 Nilai Ra dan Rz menentukan permukaan akhir dudukan katup dan juga kekencangan yang sangat tinggi serta tanda getaran atau gelombang terkecil pada dudukan, menghasilkan dudukan yang berada di luar toleransi dan tidak dapat diterima.
Toleransi yang diterapkan pada gagasan konsentrisitas, runout, atau runout ganda antara sumbu pemandu katup dan sumbu dudukan katup juga sangat penting namun tetap dalam nilai yang relatif mudah dijamin.
Secara umum, cacat konsentrisitas/runout dalam orde 0,05 mm (0,002”) dianggap dapat diterima. Semua nilai toleransi ini diperketat secara serius dengan penerapan koefisien yang disebut “Cpk” yang dikeluarkan dari aturan yang berlaku untuk perusahaan yang disertifikasi ISO/TS16949 dan mengurangi nilai toleransi secara signifikan melalui penggunaan mesin yang mampu menjamin konsistensi kualitas yang tinggi.
Pendekatan ini memiliki tujuan untuk menjamin kualitas yang dimungkinkan karena kesalahan manusia dapat dihindari semaksimal mungkin berkat penggunaan sistem numerik yang memicu dan mengendalikan mekanisme yang menghasilkan kinerja yang selalu lebih baik.
NEWEN FIXED-TURNING® hadir dalam logika prinsip mekanis yang berkembang dan berkinerja tinggi, diujicobakan dan dikendalikan dengan kontrol numerik berkinerja tinggi yang unik.
FIXED-TURNING® menyediakan dan menjamin:
Tingkat kualitas ini adalah yang tertinggi saat ini dan dapat diakses oleh semua orang yang mengerjakan dudukan katup, dari perekayasa ulang mesin terkecil hingga fasilitas produksi terbesar yang menggunakan NEWEN FIXED-TURNING®.
Terakhir, NEWEN FIXED-TURNING® merupakan sarana produksi yang andal dan konsisten, ekonomis dan fleksibel, yang memungkinkan untuk memperhitungkan Cpk yang paling parah sambil mengendalikan laba seseorang.
Permintaan akan kualitas konstan (Cpk) dan presisi untuk produksi kepala silinder baru, menyoroti ketidakcukupan prinsip pilot meruncing sebagai solusi yang dapat diterima untuk pemesinan dudukan katup.
Solusi ini, yang selama ini diapresiasi karena aspek ekonomisnya, tidak lagi menanggapi persyaratan teknis saat ini.
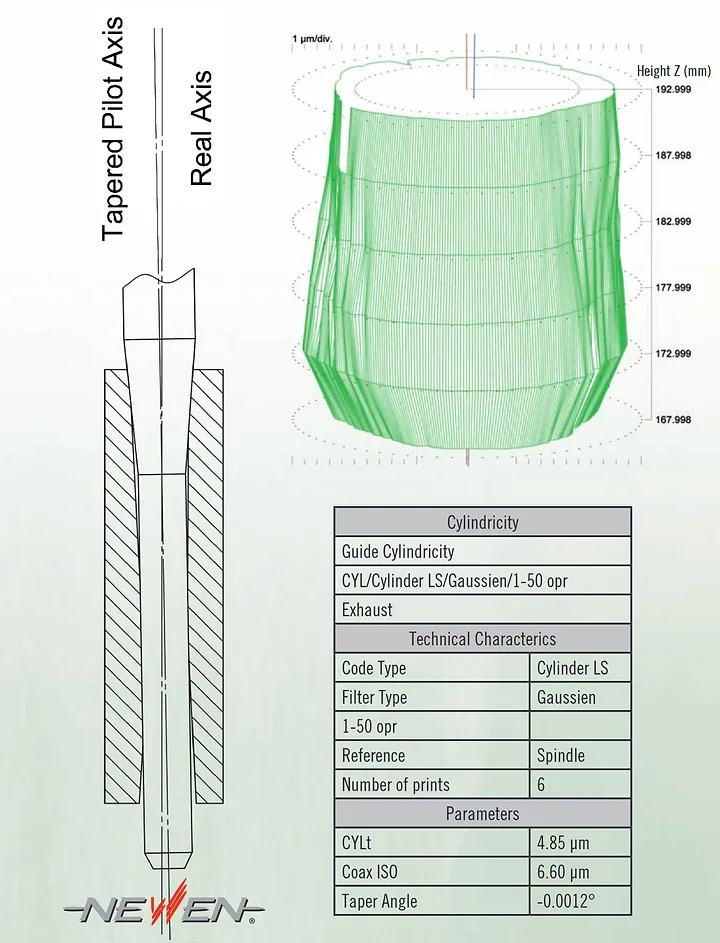
Sumbu/posisi yang diambil oleh pilot yang meruncing di dalam pemandu katup tidak akan pernah sama dengan yang akan ditentukan oleh pengukuran dan/atau yang diambil oleh katup saat bergerak (lihat gambar).
Perbedaan ini semakin dipertegas dengan cacat bentuk pemandu katup baru atau bekas (silakan lihat representasi grafis pemandu katup baru oleh mesin pengukur Talyrond)
Penempatan pilot yang acak dalam pemandu katup bertentangan dengan gagasan Cpk yang dikembangkan saat ini dalam semua OEM.
Tanpa melupakan bahwa bahkan dalam kasus perbaikan sederhana, dimensi pilot yang dibutuhkan untuk mesin saat ini tidak cukup, dalam hal apa pun, untuk menahan upaya pemotongan yang tidak teratur dari alat bentuk.
NEWEN membantah dengan penuh semangat posisi para pembela teknik usang ini.
Demikian pula, alat bentuk menunjukkan profil pemotongan yang terlalu panjang untuk menjamin pemotongan teratur pada sudut 360 derajat (merata di sekeliling dudukan).
Nilai relief bagian dalam dapat bervariasi pada skala 1 hingga 3 pada satu dudukan yang sama dan gaya radial yang diserap oleh spindel pasti akan memicu pelenturan aktual pada dudukan tersebut dan akan berubah menjadi cacat bentuk dudukan katup seperti tanda-tanda getaran, gelombang dan/atau bentuk oval yang akan menyebabkan pemesinan dudukan menjadi tidak tepat dan tidak sesuai toleransi.
Bahan dudukan katup saat ini dan toleransi yang disyaratkan tidak lagi kompatibel dengan teknik permesinan ini.

Alat ukur tradisional tidak memadai untuk mengontrol secara tepat dudukan katup dan pemandu katup yang dikerjakan dengan mesin NEWEN® FIXED-TURNING®.
NEWEN® telah melengkapi dirinya dengan mesin kontrol TALYROND 365XL, yang dirancang khusus dan didedikasikan untuk pengukuran bentuk, koaksialitas, penyelesaian permukaan...
Mesin ini yang resolusinya 1/100 mikron memungkinkan untuk secara otomatis mengendalikan semua parameter geometri yang menentukan kualitas pemandu dan dudukan katup: sirkularitas, konsentrisitas, run out, silindrisitas, linearitas segmen, sudut, penyelesaian permukaan... Laporan dan grafik kontrol yang dihasilkan dari pengujian tersebut tidak dapat disangkal lagi diakui oleh departemen kontrol dari OEM paling bergengsi.
NEWEN terus menguji pekerjaan yang dihasilkan oleh mesin yang diproduksinya dan menunjukkan kualitasnya dengan ukuran nyata.
Seperti prinsip mesin bubut CNC, FIXED-TURNING ® adalah pemesinan dudukan katup dan/atau bentuk putaran apa pun dengan interpolasi sumbu.
Selain fakta bahwa alat pemotonglah yang berputar dan bukan bagian yang dikerjakan itu sendiri, spindel mesin dan kepala pemesinan memungkinkan pemesinan bentuk yang paling sulit dan paling kompleks dengan sangat mudah, terlepas dari kualitas bahan dudukan katup. Saat berputar, alat pemotong bergerak pada sumbu x dan z untuk menggambarkan profil yang akan dikerjakan. Pemesinan dilakukan dalam satu arah dan jumlah lintasan ditentukan secara otomatis oleh program itu sendiri. Perjalanan alat pemotong dioptimalkan menurut bentuk sebenarnya dari dudukan katup mentah. Pemotong segitiga standar bergerak menurut sumbu kereta dan sumbu perpindahan spindel. Keseluruhannya berputar di sekitar sumbu C.
Komputer yang canggih secara permanen menghitung lintasan optimal alat tersebut sehingga upaya pemotongan menjadi teratur dan dikurangi hingga seminimal mungkin. Setiap pemotongan yang dihitung dari sepersekian detik hingga sepersekian detik diproduksi sedemikian rupa sehingga tidak ada fluktuasi upaya pemotongan yang mengganggu keseimbangan dan fleksibilitas spindel.
Berkat FIXED-TURNING ®, pemesinan dudukan klep yang sempurna dan segel yang sempurna antara dudukan klep dan katupnya tercapai setiap saat, pertama kali, tanpa lapping.
Kontrol modern, teknologi terkini, efisien, sederhana, sangat ramah pengguna, membebaskan operator dari gerakan berulang, mengurangi kelelahan dan membebaskan perhatian untuk operasi penting.
Interaksi dengan mesin ini mudah digunakan dan sederhana. Operator hanya perlu memasukkan dimensi yang sudah dikenal seperti diameter katup, memilih profil, dan mesin akan langsung menghitung semua hal lainnya, termasuk semua tahapan pemesinan kasar dan akhir.
Lebih dari sekadar presisi, lebih dari sekadar kemudahan penggunaan dan peningkatan produktivitas, FIXED-TURNING ® setara dengan ribuan alat bentuk khusus, semuanya dikemas secara permanen dalam satu mesin yang sederhana dan terjangkau.
Hidup Pembangunan Kembali Mesin.