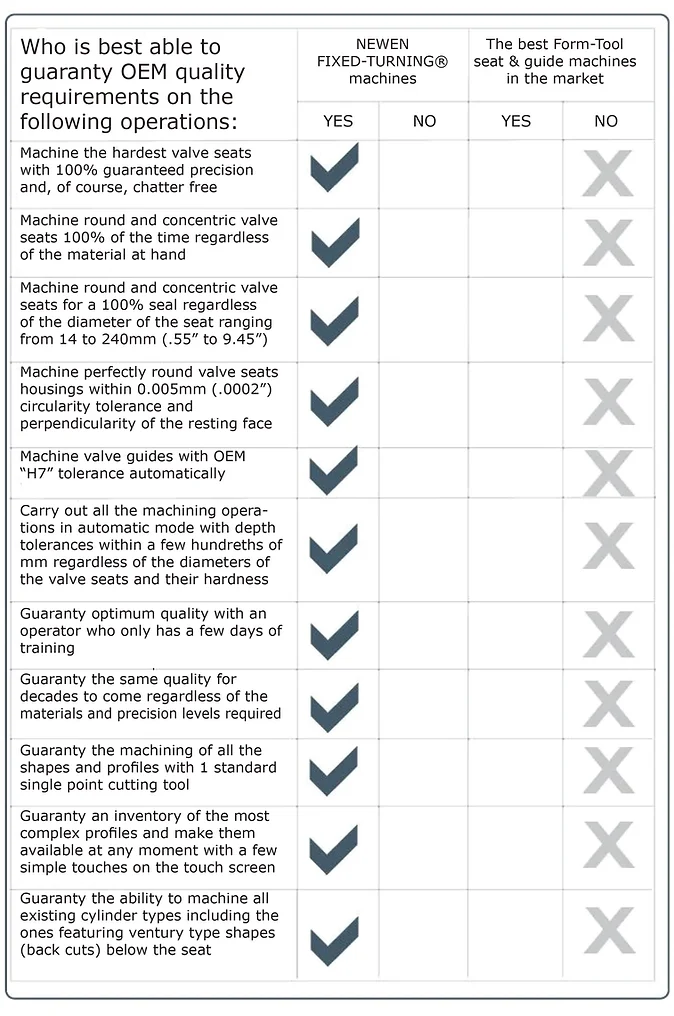
Lavorazione sedi valvola, un secolo di evoluzione e… la soluzione!
Prima
IMMERSIONE
e l'utensile in carburo
Disegno 1
Segni di chiacchiere
|
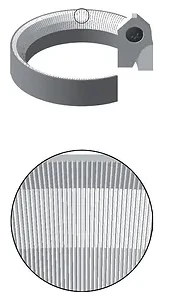
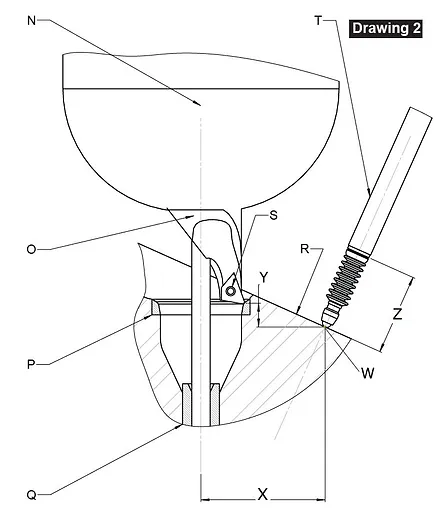
Disegno 2
Ondulazioni
|
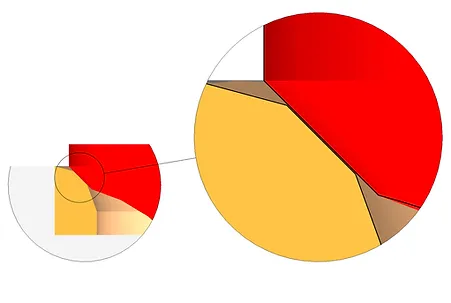
La lappatura delle sedi valvola in polvere metallica, o di alcune sedi valvola in ghisa, provoca inevitabili segni di vibrazione. I segni di vibrazione sono molto dannosi per una valvola poiché i gas fuoriescono attraverso di essi quando la valvola è chiusa.
La sede valvola lavorata si deformerà di conseguenza rapidamente e la sua tenuta non sarà mai adeguata. I segni di vibrazione derivano da utensili in carburo che raschiano una grande superficie di un materiale con una struttura granulosa realizzata con materiali diversi (come metalli in polvere, ghise nodulari...).
Le sedi valvola tradizionali lavorate con la tecnica della lappatura (utensili di forma), presentano tutte ondulazioni di centesimi di millimetro che sono il risultato diretto di sforzi di taglio irregolari su una rotazione di 360 gradi. Le risultanti di sforzi di taglio variabili trasmettono forze irregolari sui mandrini della macchina che si fletteranno più o meno a seconda della macchina e produrranno forme irregolari. Questo fenomeno, ben noto agli operatori di macchine manuali, viene compensato, quando compaiono grandi difetti visibili, con una pressione rapida e vigorosa sul comando del mandrino.
Quanto sopra comporta notevoli sforzi per il mandrino e, sebbene possa aiutare a correggere piccoli difetti, non può in alcun modo correggere la geometria.
Queste ondulazioni, inerenti al principio stesso della lavorazione mediante lappatura, hanno conseguenze indiscutibili sulla tenuta delle valvole e richiedono un'ulteriore lappatura di ciascuna valvola sulla sua sede per ottenere una tenuta accettabile. La lappatura delle valvole, finora accettata per necessità dai costruttori di motori e dai loro clienti, è stata da tempo bandita dai produttori di motori e da chiunque cerchi la qualità minima richiesta dalle attuali generazioni di motori.
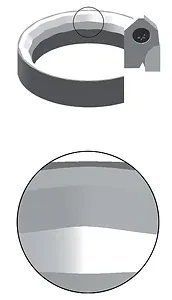
Ora
FIXED-TURNING®
e lo strumento a punto singolo

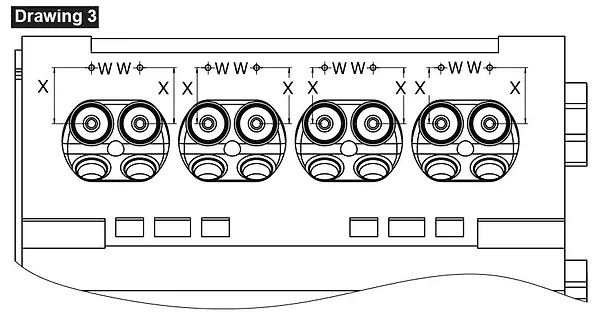
Disegno 3
Precisione geometrica
La lavorazione mediante interpolazione FIXED-TURNING® elimina definitivamente tutti i difetti mostrati nei Disegni 1 e 2.
I segni di micro-chatter e le ondulazioni sono praticamente impossibili da generare. La lavorazione a punto singolo non consente la formazione di tali difetti. Basta considerare la lavorazione su un tornio per convincersene.
La lavorazione con un utensile di tornitura che si muove su due assi interpolati genera una micro-scanalatura circolare, perfettamente rotonda. La profondità della scanalatura e l'intervallo tra 2 scanalature sono controllati dal controllo numerico della macchina, producendo le migliori finiture superficiali ottenibili.
Analogamente agli sforzi di taglio, notevolmente ridotti (300 volte e oltre), i difetti di finitura superficiale vengono ridotti a livelli che collocano FIXED-TURNING® al vertice delle scale di qualità definite dai principali OEM.
una Nuova Era, un Nuovo Mondo di Opportunità...
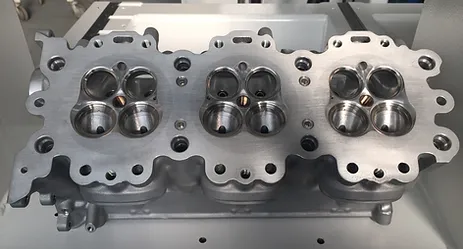
La lavorazione delle testate dei cilindri più difficili viene eseguita in pochi minuti per sede valvola per i profili più lunghi, realizzati appositamente per migliorare la potenza del motore. La lavorazione di un profilo tradizionale "a 3 angoli" verrà eseguita in pochi secondi.

Le testate dei cilindri delle motociclette , le sedi valvola più piccole in circolazione e quelle future (downsizing, al centro di tutti i nuovi programmi di sviluppo dei motori) possono essere lavorate con la massima facilità e con la precisione ottimale dei motori da competizione...
Le macchine NEWEN® consentono a ogni ricostruttore di motori di posizionarsi come specialista nella lavorazione di tutti i tipi di motore. La precisione che si ottiene sistematicamente quando si utilizzano le macchine FIXED-TURNING® si applica a tutti i tipi di motore, non è più necessario rifiutarsi di essere coinvolti in tale o tale lavorazione su tale o tale tipo di testata del cilindro, tutte le difficili operazioni di lavorazione diventano una fonte di profitti aggiuntivi e significativi.
Il mercato delle alte prestazioni e il mercato della meccanica per il tempo libero sono alla portata di qualsiasi riparatore di motori dotato di una macchina FIXED-TURNING®.
Tutte le precisioni richieste in Formula 1 o in qualsiasi altro sport meccanico ad alte prestazioni esigente possono essere ottenute automaticamente e sistematicamente. La perfezione è garantita.
High-Performance è un mercato in crescita e redditizio. Il prestigio del professionista di alto livello che si impegna in questa specialità risplende sulla sua intera azienda.
La COGENERAZIONE, detta anche “Combined Heat and Power (CHP)”, ovvero la trasformazione dei motori a gas naturale e biocarburanti (etanolo) richiede rapide e precise lavorazioni meccaniche di alesatura delle sedi valvole e di sedi valvole molto dure.
I principi della cogenerazione sono noti da tempo e utilizzati in un'ampia gamma di applicazioni. Oggi, i progressi nella tecnologia dei motori alternativi a gas naturale ultra-pulito, negli scambiatori di calore e nei controlli di sistema, rendono la cogenerazione pratica ed economica per applicazioni in diverse dimensioni.
Un aspetto della produzione di energia che ha influenzato questi progressi è la necessità sempre crescente di energia più pulita. Le strategie di controllo delle emissioni che consentono di applicare motori a combustione interna alimentati a gas naturale per applicazioni CHP e ICHM a livelli uguali o inferiori agli attuali standard delle grandi centrali elettriche, hanno ulteriormente reso la cogenerazione più pratica, economica e accessibile per una gamma più ampia di applicazioni commerciali e industriali.
FIXED-TURNING® è lo strumento ideale per rendere questi servizi facili, veloci, precisi e molto redditizi.
Lavorare tutti gli alloggiamenti dei cilindri a camme con dimensioni maggiorate per poter inserire manicotti sovradimensionati negli alloggiamenti è un'operazione semplice, precisa e redditizia con FIXED-TURNING®.
Crea profili OFFSET a piacimento...

Lavorazione dei tubi di Venturi (fino a 112 gradi) per accelerare la velocità dei gas.
Venturi: Angolo aperto sotto la sede che consente di accelerare la velocità dei gas di scarico tramite decompressione.

Lavorare con precisione tutti i tipi di guide valvola (ghise, metalli in polvere, bronzo, qualsiasi lega...). Alesare le guide valvola con la massima precisione in un'operazione autonoma o in un'operazione combinata di lavorazione delle sedi valvola.

Lavorare tutti i controfori ad alta precisione delle sedi delle valvole con uno stesso utensile da taglio. Per preparare gli alloggiamenti delle sedi delle valvole in tutti i tipi di testate dei cilindri, in ghisa o alluminio, un lavoro preciso e redditizio per tutti i professionisti di FIXED-TURNING®.



Durezza della sede della valvola della testata del cilindro del gas naturale KOMATSU: 56/58HRC (573HB+ / 610(HV50+)
- Inserto utilizzato: FT-11-11
- Velocità di taglio: 180 m/min
- Modalità di lavorazione: taglio a secco
- Ciclo di taglio: 28 sec/seduta
- Circolarità: da 1µ a 2,40µ
- Finitura superficiale: 0,20Ra
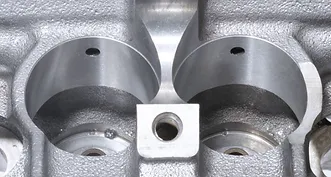
Un'altra esclusiva NEWEN: la lavorazione dell'alloggiamento della candela.


Lavorare le sedi delle valvole di decompressione del Mercedes Actros “è un gioco da ragazzi”.
FIXED-TURNING® e il suo controllo numerico, è la possibilità di realizzare l'impossibile in modo redditizio e ripetibile.
Una tecnologia per tutti.
Tutte le macchine NEWEN FIXED-TURNING®, tra cui CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, sono dotate di un sistema elettronico per ripetere con precisione la profondità di taglio. Questo sistema, sviluppato da NEWEN, non è un sistema di misurazione in sé, ma è stato concepito per consentire di ripetere una posizione di lavorazione con precisione, prendendo un riferimento casuale sulla testata del cilindro da lavorare. In genere, il riferimento per il sistema NEWEN è il piano della guarnizione della testata del cilindro, che viene anche utilizzato come riferimento per misurare la profondità della sede della valvola. È anche possibile, utilizzando un utensile specifico, utilizzare altre superfici, come gli alloggiamenti dell'albero a camme.
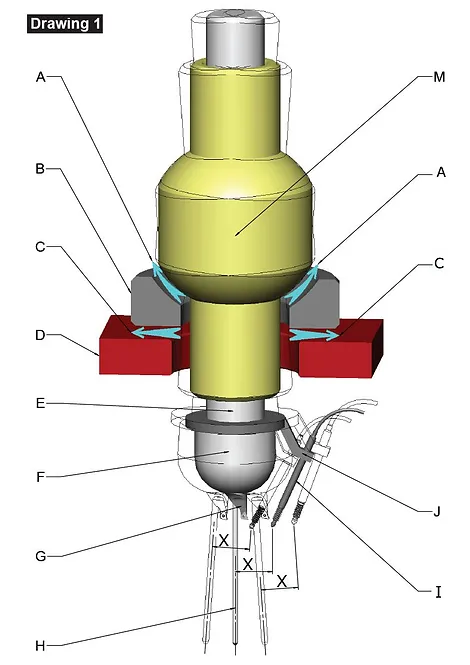
Un misuratore lineare elettronico, LVDT, (I) è collegato al controllo numerico della macchina. A seconda dell'altezza di collasso della punta dell'LVDT, il misuratore invia un segnale elettrico che consente di identificare, con meno di un centesimo di mm, la posizione del misuratore.
Questa posizione può essere memorizzata. Una volta memorizzata la posizione, il motore di avanzamento del mandrino si arresta automaticamente quando il calibro viene nuovamente compresso della stessa quantità. Di conseguenza, l'attrezzatura può lavorare tutte le sedi valvola alla stessa profondità rispetto a un punto di riferimento scelto.
Il calibro (I) ha una posizione fissa rispetto all'asse del pilota e rispetto alla guaina del mandrino a cui è attaccato. Questa posizione fissa rimane quando il mandrino si muove sul suo cuscino d'aria (C) e/o sul suo cuscino d'aria sferico (A)
.
Disegno 3: Tutte le sedi sono lavorate secondo lo stesso punto di riferimento (W) , appartenente al piano di riferimento e distante una misura fissa (X) , che è la stessa della misura (X) nel Disegno 1.
La quota (Z) sul Disegno 2, è la quantità del calibro che è compressa e corrisponde a una lavorazione distante del valore (Y) sul Disegno 2 rispetto al punto di riferimento. Questo valore (Y) può essere modificato di un valore dato e preciso utilizzando i mezzi controllati del controllo numerico (elevatore, selezione delle quote di riparazione...) che modificheranno la posizione della punta del calibro, e quest'ultima verrà nuovamente memorizzata per essere ripetuta tutte le volte desiderate.
La quantità collassata (Z) del calibro non è identica al valore di corsa del mandrino essenzialmente a causa dell'angolo esistente tra il mandrino della macchina e il calibro. Inoltre, l'LVDT non è uno strumento di misura ma un indicatore di posizione.
Il sistema NEWEN per il Controllo Automatico Ripetitivo della Profondità™ garantisce lavorazioni di profondità identiche con variazioni non superiori a +/- un centesimo di mm.
È l'unico sistema disponibile nel settore a garantire una lavorazione automatica di tale precisione, indipendentemente dalla posizione della testata rispetto al supporto testata, dall'angolazione delle guide valvola e dalla corsa della testata della macchina.

FIXED-TURNING® E LAVORAZIONI A CONTROLLO NUMERICO
La testata, centro nevralgico del motore, riunisce tutte le funzionalità che determinano la potenza, la flessibilità e la longevità del motore… La testata è il centro di preoccupazione degli sviluppatori di motori e degli specialisti della riparazione. NEWEN, il FIXED-TURNING® e il controllo numerico apportano soluzioni inevitabili e insostituibili a molteplici sfide tecniche che non possono essere risolte con tecnologie più vecchie e/o tradizionali.
VOLUMI DELLA CAMERA DI COMBUSTIONE
Il volume delle camere, il loro valore in cm3 (centimetri cubi o CC) e la loro concordanza tra loro all'interno di uno stesso motore è un elemento decisivo affinché la potenza di ogni cilindro sia ottimale ed equilibrata. Solo camere perfettamente simili per volume e forma consentiranno livelli di potenza e armonie necessari alle elevate velocità dei motori ad alte prestazioni (fare riferimento alla tecnologia "HCCI" alla fine di questo documento). 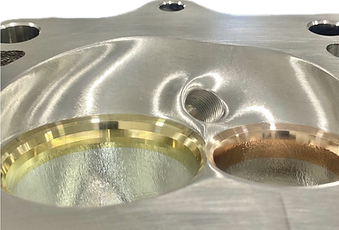
Il FIXED-TURNING® e il controllo numerico NEWEN consentono lavorazioni di altissima precisione. Le sedi valvola e i loro profili specifici (Aspirazione e Scarico) possono essere duplicati in 1/100 mm (0,01 mm o 0,00039"), le profondità di lavorazione vengono controllate automaticamente con un misuratore di profondità elettronico e una cinematica ad altissima precisione.
I volumi precisi delle camere sono garantiti da forme corrispondenti e profondità perfettamente identiche.
TENUTA ARIA DEL CILINDRO
La tenuta stagna istantanea del cilindro è essenziale per il funzionamento ottimale del motore e per raggiungere velocità elevate.
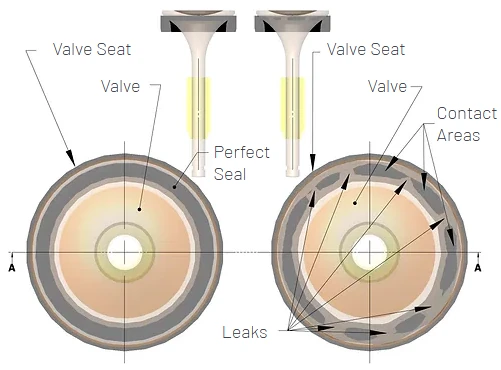 Il contatto metallo su metallo tra la valvola e la sede della valvola deve essere completo e perfetto per garantire questa difficile funzione di tenuta all'aria. A parte la qualità dei materiali che accetteranno velocità elevate, il contatto metallo su metallo tra la valvola e la sede della valvola è la condizione sine qua none per ottenere una tenuta all'aria perfetta e duratura del cilindro.
Il contatto metallo su metallo tra la valvola e la sede della valvola deve essere completo e perfetto per garantire questa difficile funzione di tenuta all'aria. A parte la qualità dei materiali che accetteranno velocità elevate, il contatto metallo su metallo tra la valvola e la sede della valvola è la condizione sine qua none per ottenere una tenuta all'aria perfetta e duratura del cilindro.
La perfetta corrispondenza di forma tra valvola e sede valvola è consentita dal totale rispetto delle geometrie (forme, angoli, finiture superficiali…) delle due superfici a contatto.
Solo la lavorazione ad alta precisione delle valvole e delle sedi valvola consente di ottenere questa corrispondenza essenziale. La lappatura delle valvole, divenuta obbligatoria in passato a causa della mancanza di precisione della lavorazione delle sedi valvola e delle valvole, è severamente vietata per ottenere i livelli di tenuta e la durata di detta tenuta.
NEWEN, il FIXED-TURNING® e il suo controllo numerico consentono di lavorare sedi valvola che presentano un difetto di forma (circolarità) nell'ordine di 3µm (o .003mm o .000118”) o inferiore a seconda dei materiali lavorati. Gli OEM richiedono difetti di circolarità non superiori a 5-6µm sia per le sedi valvola che per le valvole.
Il NEWEN FIXED-TURNING® e il suo controllo numerico permettono di regolare gli angoli di un centesimo di grado alla volta . È quindi facile regolare gli angoli delle sedi valvole e delle valvole per ottenere una tenuta perfetta e duratura, senza cedere alla tentazione distruttiva della lappatura e, di conseguenza, di deformare le forme di queste parti.
Le sedi delle valvole delle macchine NEWEN FIXED-TURNING® sono perfettamente rotonde, con angoli molto precisi e la tenuta stagna è perfetta per molte ore di utilizzo.
La lavorazione con utensile di forma non può garantire angoli precisi e sedi perfettamente rotonde, da qui la necessità di lappare le valvole. Una scelta che porterà a una tenuta d'aria di breve durata e ridurrà notevolmente le prestazioni.
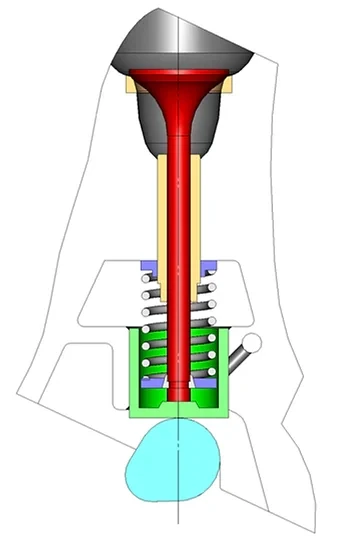
ALLINEAMENTO E COASSIALITÀ Elevati regimi motore, rapide accelerazioni e decelerazioni sono resi possibili grazie alla riduzione delle masse in movimento con meccanismi di richiamo valvole ad alte prestazioni. Ma tutte queste prestazioni sono possibili solo grazie a una drastica riduzione degli attriti e dei rinforzi delle parti in movimento, valvole, camme a tazza, camme di aspirazione... senza dimenticare il funzionamento controllato del sistema di richiamo valvole.
Oltre alla circolarità delle valvole e delle sedi valvole, le coassialità delle guide valvole, delle valvole, dei bicchierini delle camme e delle camme devono consentire il movimento di tutte queste parti eliminando:
- attriti parassiti
- lo scorrimento delle “teste” delle valvole sulla loro sede
- il rinforzo dei cilindri a camme nei rispettivi alloggiamenti.
Contrariamente alle idee generalmente accettate, non è possibile controllare la concentricità tra una sede valvola e una guida valvola forzando un pilota conico all'interno di una guida e utilizzando questo pilota come supporto per un calibro di concentricità. È ancora più improbabile utilizzare la stessa tecnica per consentire a un utensile di alesare un alloggiamento del foro del secchio della camma concentrico alla guida valvola, condizione essenziale per una buona prestazione del motore.
La cinematica del NEWEN FIXED-TURNING® prevede un centraggio idraulico dei piloti di centraggio che consentono al mandrino di lavorazione di centrarsi con un difetto non superiore a qualche micron (µ= 0,001mm = .000039”).
Il pilota FIXED-TURNING® non vincola la guida valvola e tiene conto delle imperfezioni di lavorazione delle guide valvola. Allo stesso modo, la lavorazione di un alloggiamento del foro della camma-secchio deve rispettare l'asse di guida della camma-secchio.
La lavorazione con FIXED-TURNING® garantisce che la sede valvola, la guida valvola e l'alloggiamento del gruppo camme abbiano lo stesso asse, siano perfettamente allineati e che le parti possano muoversi alle massime velocità senza subire attriti e frenate parassite che renderebbero impossibile il funzionamento del motore ad alti regimi, con conseguente rapida usura e un evidente rischio di incidenti meccanici.
La lavorazione delle guide, delle sedi valvole e degli alloggiamenti dei cilindri a camme con FIXED-TURNING® garantisce un funzionamento ultrarapido del motore, in abbinamento ai componenti utilizzati, valvole in lega di titanio, molle speciali, sedi valvole speciali… senza rischio di difetti di tenuta, parassitismo nel funzionamento per attriti e rotture del film d'olio. Si eviterà anche il panico delle valvole, incapaci di seguire regimi elevati.
NEWEN FIXED-TURNING® è un concetto di lavorazione sviluppato per riportare i difetti di lavorazione entro valori espressi in micron e non più in centesimi di millimetro.
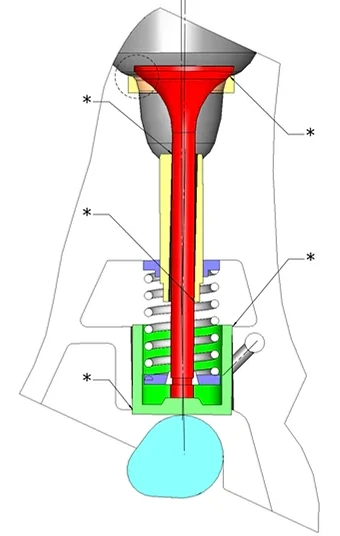
La precisione delle coassialità consente regimi elevati ed un funzionamento ottimale del motore.
Il difetto di coassialità degli assi provoca zone con frizioni elevate* che rallenteranno la corsa di varie parti, che distruggeranno la tenuta stagna dei cilindri e che porteranno a grippaggi limitando drasticamente le velocità di rotazione del motore, il tutto accentuato da uno squilibrio dei cilindri tra loro. Ogni squilibrio è all'origine di vincoli meccanici sulle parti in movimento, vincoli che si tradurranno in una prematura usura di dette parti.
PROFILI DI SCARICO
Dopo l'esplosione della miscela (carburante-combustibile), i gas residui della combustione riempiono il cilindro e devono essere evacuati attraverso i condotti di scarico, espulsi dal pistone che risale verso il suo punto più alto. La valvola di scarico deve chiudersi progressivamente prima che il pistone scenda di nuovo, aspirando di nuovo un po' di miscela fresca nel processo. Questo periodo di chiusura è critico per la valvola di scarico. I gas riscaldati a una temperatura estrema vengono inoltre laminati tra la sede della valvola e la valvola che si sta chiudendo.
La sede valvola e la valvola sono sottoposte all'abrasività dei gas laminati e la temperatura è quindi al suo apice sulle superfici che garantiranno il contatto e la tenuta stagna per alcune migliaia di secondi. Affinché questo contatto non corrisponda a una rapida degradazione delle superfici a contatto, è necessario che queste aree di contatto siano ottimali in superficie (mm2) e che le loro forme siano complementari (angoli, circolarità, finitura superficiale...).
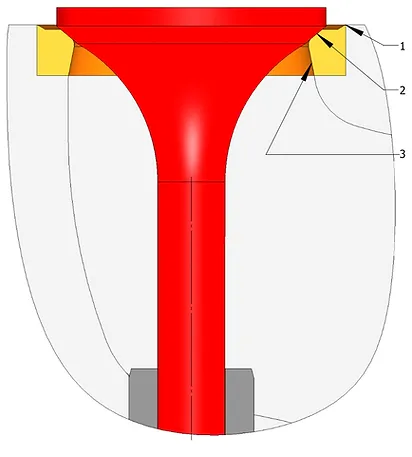
1. Raccordi senza gradini con forma che favorisce il flusso senza turbolenze dei gas.
2. Aree di appoggio ampie e a filo con la valvola per una grande resistenza all'abrasività dei gas.
3. Venturi per l'espansione rapida e l'accelerazione dei gas.
NEWEN FIXED-TURNING® consente la lavorazione di sedi valvola di scarico sufficientemente grandi da non deformarsi, pur avendo un angolo il più vicino possibile a quello della valvola. La forma rotonda priva di sfaccettature e ondulazioni consentirà il contatto metallo su metallo su tutta la superficie della sede che garantirà un buon scambio termico, una perfetta tenuta all'aria e la massima affidabilità.
Il FIXED-TURNING® consente di lavorare profili con lunghezze pressoché illimitate. Possiamo quindi lavorare il condotto di scarico per facilitare l'estrazione dei gas e, in particolare, dei venturi che consentiranno ai gas di fuoriuscire subito dopo aver superato la sede e, di conseguenza, di accelerarne la velocità. Angoli acuti, gradini, differenze di diametro che portano a turbolenze e rallentamenti del flusso gassoso, saranno eliminati e ogni condotto (vaschetta/parete posteriore) sarà ottimizzato e perfettamente identico agli altri condotti per una migliore gestione del funzionamento del motore.
PROFILI DI ASPIRAZIONE
A differenza delle sedi e delle valvole di scarico, le sedi e le valvole di aspirazione non sono soggette alla laminazione dei gas combusti e alla conseguente abrasione. Le sedi delle valvole di aspirazione devono consentire il riempimento, il più completo possibile, del cilindro con una miscela fresca di aria/benzina aspirata dall'abbassamento del pistone ed eventualmente spinta dall'azione di un turbo e di un compressore.
La forma dei condotti (area della tazza) deve essere ottimale per consentire un flusso massimo dei gas, senza generare turbolenze parassite. L'angolazione della sede stessa partecipa alla guida della miscela gassosa e deve essere perfettamente integrata nella forma generale del condotto.
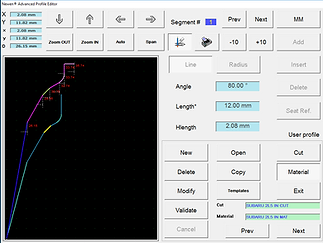
A seconda della forma delle camere, i profili costituiti da segmenti di linea e raggi perfettamente collegati tra loro consentiranno un flusso ottimale dei gas. Gli angoli acuti sono vietati e un profilo coerente guiderà il maggior volume possibile di gas durante la breve apertura della valvola. La perfetta tenuta della valvola consentirà una combustione e una resa ottimali nonché un'affidabilità impeccabile.
Solo il FIXED-TURNING® consente l'ottimizzazione del condotto di aspirazione dalla guida valvola fino al bordo del cilindro. Una lavorazione con una forma perfettamente padroneggiata deve essere eseguita in un'unica operazione e ripetuta in modo identico per ogni cilindro. La lavorazione originale delle testate dei cilindri è eseguita da una successione di lavorazioni complementari, alloggiamenti delle sedi valvole, sede, lavorazione degli angoli... che creano automaticamente irregolarità dannose per il flusso degli sguardi. Il FIXED-TURNING® fornisce una lavorazione continua, senza interruzione, dell'intero condotto, compresa la sede valvola, che deve essere lavorata senza essere sottoposta ai vincoli del resto della lavorazione. Il FIXED-TURNING® e la lavorazione ininterrotta dei condotti e delle sedi consente un riempimento ottimale dei cilindri, una regolarità totale tra i cilindri e, di conseguenza, un rendimento ottimale del motore.
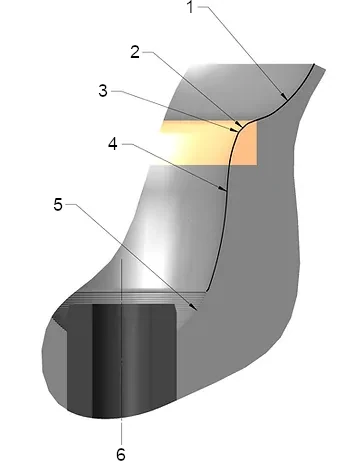
1. Profilo composto da segmenti di linea e raggi che ottimizzano il convogliamento della miscela verso il cilindro.
2. Sede perfettamente rotonda e a tenuta stagna, con un'angolazione perfettamente regolata su quella delle valvole.
3. Raggio di collegamento antiturbolazione ridotto.
4. Forme dei condotti (ciotola) perfettamente piegate e rigorosamente identiche tra loro.
5. Materia prima
6. Profilo costante e liscio dell'intero condotto (condotto), compresa la zona di appoggio della valvola.
REGOLARITÀ DEL FLUSSO E BILANCIAMENTO DEI CILINDRI
Ogni cilindro apporta una parte proporzionale alla potenza del motore e solo una perfetta similarità tra le potenze fornite da ciascun cilindro consentirà un funzionamento efficiente del motore ad alti regimi.
Cilindri con comportamenti perfettamente identici dovranno consentire di ottenere un motore esente da vibrazioni parassite e dovranno consentire regimi elevati.
NEWEN e il FIXED-TURNING® consentono lavorazioni continue, regolari e simili in tutti i punti, da una condotta all'altra, da un motore all'altro. Le forme più sofisticate sono autorizzate in luoghi in cui i processi di lavorazione classici con utensili di forma sono impotenti e inefficienti.
NEWEN consente sedi valvole perfette e, di conseguenza, un aumento dell'efficienza di ogni cilindro, consentendo al contempo un'affidabilità eccezionale.
Il rispetto delle profondità lavorate è reso possibile da due particolarità esclusive del FIXED-TURNING®:
il FIXED-TURNING® consente lavorazioni fino al centesimo di millimetro (.00039”) su un profilo intero, indipendentemente dalla sua lunghezza, garantendo al contempo una geometria perfetta della sede (circolarità, angolo, concentricità…)
il controllo numerico del FIXED-TURNING® autorizza regolazioni di profondità entro + o – 0,01mm (1/100 mm) o 0,00039”.
La combinazione di queste due esclusive possibilità permette di ottenere camere di combustione perfettamente identiche che conferiranno al motore il suo equilibrio e la sua capacità di “girare ad alti regimi”.
Queste capacità di lavorazione di precisione garantite esclusivamente da FIXED-TURNING® consentono già oggi la possibilità di riparare i motori futuri integrando la tecnologia HCCI (Homogeneous Charge Compression Ignition) che rivoluzionerà il motore a benzina rendendolo pulito e molto efficiente.
Ricordiamo che la tecnologia HCCI consente di eliminare le candele, grazie alla padronanza della compressione della miscela aria/benzina e, quindi, alla padronanza di un'autoaccensione della miscela combustibile. I guadagni di consumo e potenza renderanno questa tecnica inevitabile. La lavorazione delle testate dei cilindri darà una parte importante alla precisione dei volumi delle camere e delle profondità di lavorazione. Saranno possibili solo processi di lavorazione che consentano tagli minimi ed estremamente precisi. FIXED-TURNING® è già pronta per rispondere a questa nuova sfida.
Prestazioni e affidabilità vanno di pari passo con precisione e controllo numerico.
FIXED-TURNING® è all'avanguardia?
No, il FIXED-TURNING® è arrivato proprio al momento giusto per accompagnare gli specialisti dei motori che non vogliono farsi superare dalle evoluzioni tecnologiche.