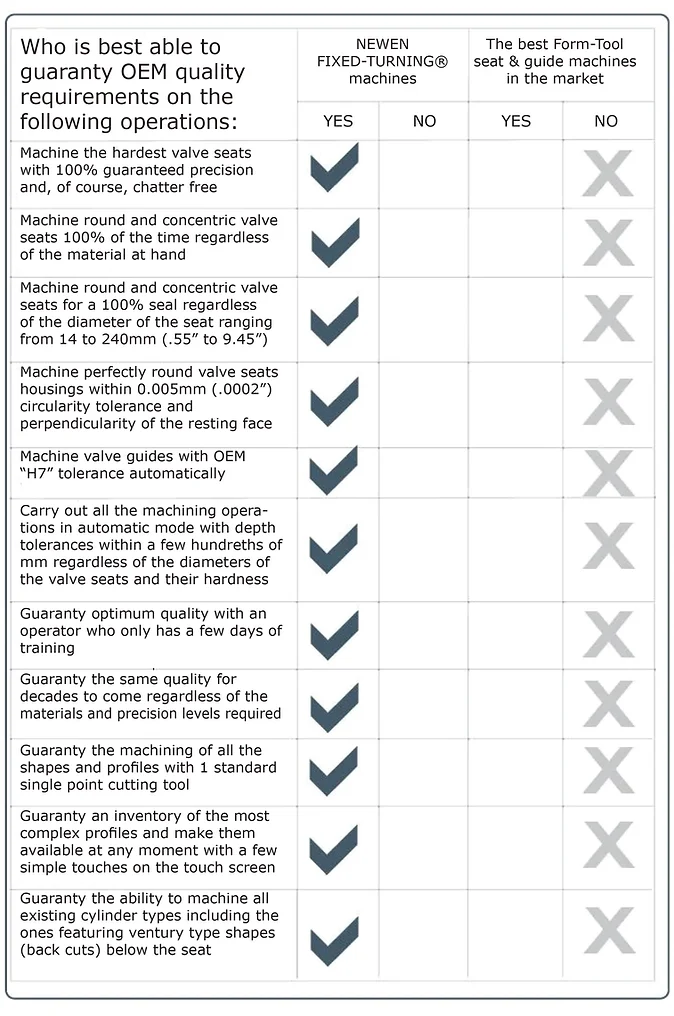
Valve seat machining, one century of evolution and … the solution!
Before
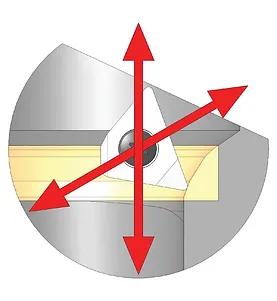
PLUNGING
and the carbide form tool
1 piešinys
Kalbėjimo ženklai
|
2 piešinys
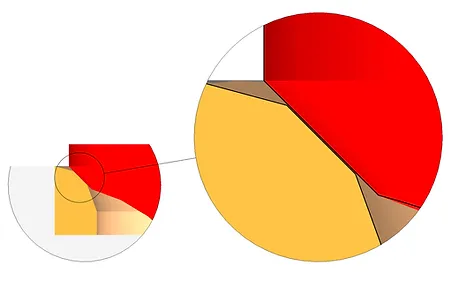
Bangavimas
|
Dėl metalinių miltelinių vožtuvų lizdų arba kai kurių ketaus vožtuvų lizdų užsikimšimo atsiranda neišvengiamų plepėjimo žymių. Traškėjimo žymės labai kenkia vožtuvui, nes per jas išeina dujos, kol vožtuvas uždarytas.
Dėl to apdirbta vožtuvo lizdas greitai deformuojasi ir jos sandarumas niekada nebus tinkamas. Tvirtinimo žymės atsiranda dėl karbido formų įrankių, nulaužančių didelį grūdėtos struktūros medžiagos paviršių, pagamintą iš skirtingų medžiagų (pvz., miltelinių metalų, mazginio ketaus...).
Tradicinės vožtuvų lizdai, apdirbti lenkimo technika (formavimo įrankiai), visi šimtųjų milimetrų bangos yra tiesioginis netaisyklingo pjovimo 360 laipsnių sukimosi rezultatas. Dėl besikeičiančių pjovimo pastangų ant mašinos velenų perduodamos netaisyklingos jėgos, kurios daugiau ar mažiau lankstysis priklausomai nuo mašinos ir sudarys netaisyklingas formas. Šis reiškinys, gerai žinomas rankinių mašinų operatoriams, kompensuojamas atsiradus dideliems matomiems defektams, greitai ir stipriai spaudžiant veleno komandą.
Tai, kas išdėstyta pirmiau, suteikia daug pastangų sukliui ir, nors tai gali padėti išlyginti nedidelius defektus, jokiu būdu negali ištaisyti geometrijos.
Šios bangos, būdingos pačiam apdirbimo uždengimo principu, turi neabejotinų pasekmių vožtuvo sandarinimui ir reikalauja tolesnio kiekvieno vožtuvo uždengimo ant vožtuvo lizdo, kad būtų gautas priimtinas sandarumas. Variklių gamintojai ir visi, siekiantys minimalios kokybės, reikalingos šiandieninėms variklių kartoms, jau seniai buvo išstumtas vožtuvų plombavimas, kurį iki šiol priėmė iš būtinybės variklių gamintojai ir jų klientai.
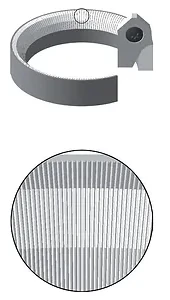
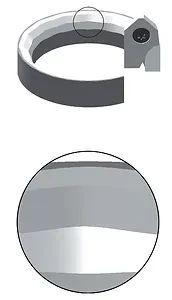
Dabar
FIXED-TURNING®
ir vieno taško įrankis

3 piešinys
Geometrinis tikslumas
Apdirbimas interpoliacijos būdu, FIXED-TURNING®, neabejotinai pašalina visus defektus, parodytus 1 ir 2 brėžiniuose.
Mikroplepėjimo žymių ir bangelių susidaryti praktiškai neįmanoma. Vieno taško apdirbimas neleidžia susidaryti tokiems defektams. Norint įsitikinti, tereikia apsvarstyti galimybę apdirbti tekinimo stakles.
Apdirbant tekinimo įrankį, važiuojantį dviem interpoliuotomis ašimis, susidaro apskritas mikrogriovelis, puikiai apvalus. Griovelio gylis ir intervalas tarp 2 griovelių yra valdomi skaitmeniniu mašinos valdymu, todėl gaunama geriausia pasiekiama paviršiaus apdaila.
Panašiai kaip pjovimo pastangos, žymiai sumažintos (300 ir daugiau kartų), paviršiaus apdailos defektai sumažinami iki lygio, kuris FIXED-TURNING® yra aukščiausios kokybės skalės, apibrėžtos pirmaujančių originalios įrangos gamintojų, viršūnėje.
Nauja era, naujas galimybių pasaulis...
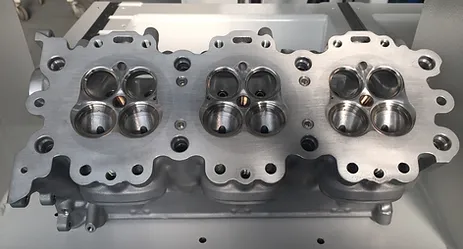
Pačios sudėtingiausios cilindrų galvutės apdirbamos per kelias minutes vienai ilgiausių profilių vožtuvo lizdui, specialiai pagamintam variklio galiai padidinti. Tradicinio „3 kampo“ profilio apdirbimas bus atliktas per kelias sekundes.

Motociklų cilindrų galvutes , mažiausias vožtuvų lizdus aplinkui ir būsimam (dydžių mažinimas, visų naujų variklių kūrimo programų pagrindas) galima apdirbti itin lengvai ir optimaliu konkurencinių variklių tikslumu...
NEWEN® mašinos leidžia kiekvienam variklio pertvarkytojui tapti visų tipų variklių apdirbimo specialistu. Tikslumas, kuris sistemingai pasiekiamas naudojant FIXED-TURNING® stakles, taikomas visiems variklių tipams, nebereikia atsisakyti įsitraukti į tokį ar tokį apdirbimą tokio ar kitokio tipo cilindrų galvutėmis, visos sudėtingos apdirbimo operacijos tampa priežastimi papildomo ir reikšmingo pelno.
Didelio našumo rinka , mechaninė laisvalaikio rinka, pasiekiama bet kuriam variklio pertvarkytojui, turinčiam FIXED-TURNING® mašiną.
Visas tikslumas, reikalingas Formulėje 1 ar bet kurioje kitoje didelio našumo mechaninėje sporto šakoje, gali būti pasiektas automatiškai ir sistemingai. Tobulumas garantuotas.
High-Performance yra auganti ir pelninga rinka. Į šią specialybę įsitraukiančio aukšto lygio profesionalo prestižas šviečia visai jo įmonei.
KOGENERACIJA, dar žinoma kaip „kombinuota šiluma ir galia (CHP), varikliams paversti gamtinėmis dujomis ir biokuru (etanoliu), reikia greitai ir tiksliai apdirbti vožtuvų lizdų priešpriešinių angų ir labai kietų vožtuvų lizdus.
Kogeneracijos principai jau seniai žinomi ir naudojami įvairiose srityse. Šiandien dėl itin švarių gamtinių dujų deginimo stūmoklinių variklių technologijos, šilumokaičių ir sistemos valdiklių pažangos kogeneracija yra praktiška ir ekonomiška įvairiuose dydžių diapazonuose.
Vienas iš elektros energijos gamybos aspektų, turėjęs įtakos šiai pažangai, yra nuolat didėjantis švaresnės energijos poreikis. Išmetamųjų teršalų kontrolės strategijos, leidžiančios naudoti gamtinėmis dujomis varomus vidaus degimo variklius CHP ir ICHM įrenginiuose, kurių lygis yra lygus arba mažesnis už dabartinius didelių elektrinių standartus, dar labiau padarė kogeneraciją praktiškesnę, ekonomiškesnę ir prieinamesnę įvairioms komercinėms ir pramoninėms įmonėms. programas.
FIXED-TURNING® yra idealus įrankis šioms paslaugoms, kurios tampa lengvos, greitos, tikslios ir labai pelningos.
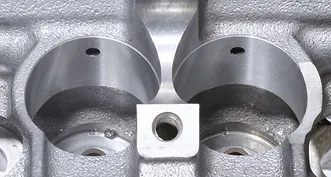
Apdirbti visus kumštelinio kaušo kiaurymių korpusus iki didesnių matmenų, kad į korpusus būtų įkišti per didelės įvorės, yra paprasta, tiksli ir pelninga operacija naudojant FIXED-TURNING®.
Kurkite OFFSET profilius savo nuožiūra...

Venturio apdirbimas (iki 112 laipsnių), siekiant pagreitinti dujų greitį.
Venturi: atviras kampas žemiau sėdynės, leidžiantis pagreitinti išmetamųjų dujų greitį dėl dekompresijos.

Mašina su tikslumu visų tipų vožtuvų kreiptuvais (ketaus, metalo miltelių, bronzos, bet kokių lydinių...). Itin tikslūs sijos vožtuvo kreiptuvai atskirai arba kombinuoto vožtuvo lizdo apdirbimo operacijoje.

Visus didelio tikslumo vožtuvo lizdus apdirbkite vienu pjovimo įrankiu. Visų tipų cilindrų galvučių, ketaus ar aliuminio vožtuvų lizdų korpusų paruošimas – tikslus ir pelningas darbas visiems FIXED-TURNING® profesionalams.



KOMATSU gamtinių dujų baliono galvutės vožtuvo lizdo kietumas: 56/58HRC (573HB+ / 610HV50+)
- Naudotas įdėklas: FT-11-11
- Pjovimo greitis: 180 m/min
- Apdirbimo režimas: sausas pjovimas
- Pjovimo ciklas: 28 sek./sėdima
- Apvalumas: nuo 1 µ iki 2,40 µ
- Paviršiaus apdaila: 0,20 Ra
Dar vienas išskirtinis NEWEN: uždegimo žvakių korpuso apdirbimas.


Apdirbti Mercedes Actros dekompresorinių vožtuvų sėdynes – „vaikų žaidimas“.

FIXED-TURNING® ir jo skaitmeninis valdymas – tai galimybė pelningai ir pasikartojančiai pasiekti neįmanomo.
Technologija visiems.
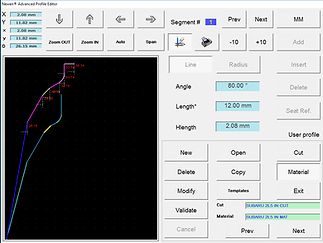
Visose NEWEN FIXED-TURNING® staklėse, įskaitant CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, yra elektroninė sistema, leidžianti tiksliai pakartoti pjovimo gylį. sijos. Ši sistema, kurią sukūrė NEWEN, pati savaime nėra matavimo sistema, bet buvo sukurta taip, kad būtų galima tiksliai pakartoti apdirbimo padėtį, o ant cilindro galvutės atsitiktinai atsižvelgiama į mašiną. Paprastai NEWEN sistemos nuoroda yra cilindro galvutės tarpiklio planas, kuris taip pat naudojamas kaip nuoroda matuojant vožtuvo lizdo gylį. Taip pat, naudojant specialius įrankius, galima naudoti ir kitus paviršius, pvz., skirstomojo veleno korpusus.
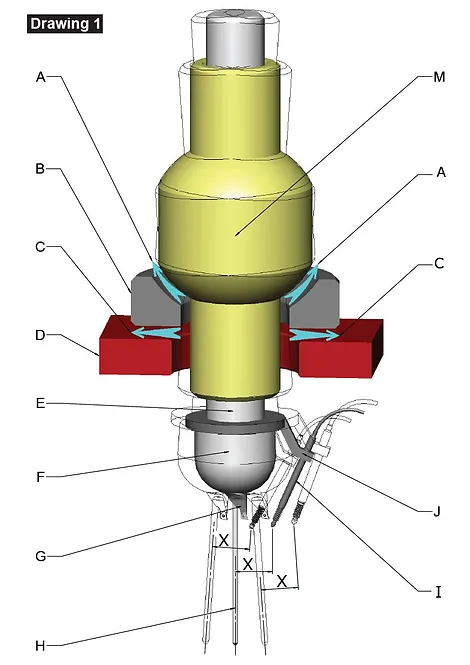
Elektroninis linijinis matuoklis LVDT (I) yra prijungtas prie mašinos skaitmeninio valdymo. Priklausomai nuo LVDT galo nukritusios eptos, matuoklis siunčia elektrinį signalą, leidžiantį mažiau nei viena šimtąją mm identifikuoti matuoklio padėtį.
Šią poziciją galima įsiminti. Kai padėtis įsimenama, veleno padavimo variklis automatiškai sustabdomas, kai matuoklis dar kartą suspaudžiamas tiek pat. Dėl to įranga gali apdoroti visas vožtuvo lizdas tame pačiame gylyje pasirinkto atskaitos taško atžvilgiu.
Matuoklis (I) turi fiksuotą padėtį piloto ašies ir veleno apvalkalo, prie kurio jis pritvirtintas, atžvilgiu. Ši fiksuota padėtis išlieka, kai velenas juda ant oro pagalvės (C) ir (arba) ant sferinės oro pagalvės (A).
.
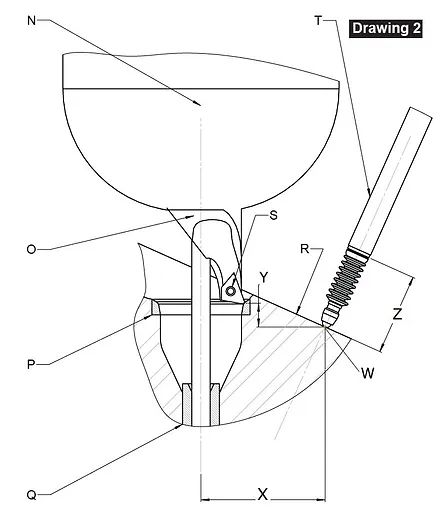
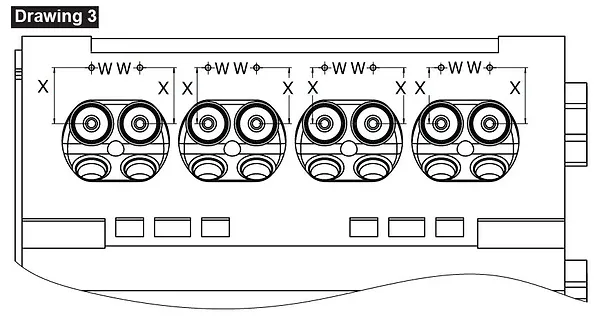
3 brėžinys: Visos sėdynės yra apdirbtos pagal tą patį atskaitos tašką (W) , priklausantį atskaitos planui ir nutolusį nuo fiksuoto dydžio (X) , kuris yra toks pat kaip matas (X) 1 brėžinyje.
Matmenys (Z) 2 brėžinyje yra matuoklio dydis, kuris yra suspaustas ir atitinka apdirbimo atstumą nuo vertės (Y) 2 brėžinyje, palyginti su atskaitos tašku. Šią reikšmę (Y) galima pakeisti tam tikra ir tikslia verte, naudojant valdomąsias skaitmeninio valdymo priemones (liftas, remonto matmenų pasirinkimas...), kurios pakeis matuoklio galo padėtį, o pastarasis dar kartą įsiminkite, kad pakartotumėte tiek kartų, kiek norite.
Matuoklio susitraukimo dydis (Z) nėra identiškas veleno eigos vertei iš esmės dėl esamo kampo tarp mašinos veleno ir matuoklio. Be to, LVDT yra ne matavimo priemonė, o padėties indikatorius.
NEWEN sistema, skirta Automatic Repetitive Depth Control™, garantuoja identišką gylio apdirbimą, kai skirtumai neviršija +/- vienos šimtosios mm.
Tai vienintelė pramonėje prieinama sistema, užtikrinanti automatinį tokio tikslumo apdirbimą, neatsižvelgiant į cilindro galvutės padėtį cilindro galvutės laikiklio atžvilgiu, vožtuvo kreiptuvų kampo ir vožtuvo kreiptuvų kampo atžvilgiu. mašinos galvutės judėjimas.
FIXED-TURNING® IR SKAIČIU VALDOMAS APSTRAIDA
Cilindro galvutė, neuralginis variklio centras, sukaupia visas funkcijas, kurios lemia variklio galią, lankstumą ir ilgaamžiškumą... Cilindro galvutė yra variklių kūrėjų ir remonto specialistų rūpesčio centras. NEWEN, FIXED-TURNING® ir skaitmeninis valdymas pateikia neišvengiamus ir nepakeičiamus sprendimus daugeliui techninių iššūkių, kurių neįmanoma išspręsti naudojant senesnes ir (arba) tradicines technologijas.
DEGIMO KAMEROS TŪRIAI
Kamerų tūris, jų vertė cm3 (kubiniais centimetrais arba CC) ir jų tarpusavio atitikimas viename variklyje yra lemiamas veiksnys, kad kiekvieno cilindro galia būtų optimali ir subalansuota. Tik kameros, kurių tūris ir forma yra visiškai panašios, turi užtikrinti galios lygius ir harmoniją, reikalingą didelio našumo variklių padidintam sūkių dažniui (žr. „HCCI“ technologiją šio dokumento pabaigoje). 
FIXED-TURNING® ir skaitmeninis valdymas NEWEN leidžia atlikti labai didelio tikslumo apdirbimo operacijas. Vožtuvų lizdai ir jų specifiniai profiliai (įsiurbimo ir išmetimo) gali būti dubliuojami per 1/100 mm (0,01 mm arba 0,00039”), apdirbimo gyliai automatiškai valdomi elektroniniu gylio matuokliu ir labai tikslia kinematika.
Tikslius kamerų tūrius garantuoja atitinkamos formos ir visiškai vienodi gyliai.
CILINDRO SANDARUMAS
Momentinis cilindro sandarumas yra būtinas optimaliam variklio veikimui ir didesniam apsisukimų dažniui pasiekti.
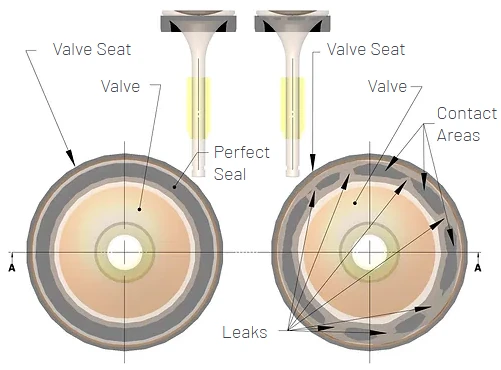 Metalo ir metalo kontaktas tarp vožtuvo ir vožtuvo lizdo turi būti pilnas ir tobulas, kad būtų užtikrinta ši sudėtinga sandarumo funkcija. Be medžiagų, kurios atlaikys didesnį greitį, kokybės, metalo ir metalo kontaktas tarp vožtuvo ir vožtuvo lizdo yra būtina sąlyga norint pasiekti tobulą ir ilgalaikį cilindro sandarumą.
Metalo ir metalo kontaktas tarp vožtuvo ir vožtuvo lizdo turi būti pilnas ir tobulas, kad būtų užtikrinta ši sudėtinga sandarumo funkcija. Be medžiagų, kurios atlaikys didesnį greitį, kokybės, metalo ir metalo kontaktas tarp vožtuvo ir vožtuvo lizdo yra būtina sąlyga norint pasiekti tobulą ir ilgalaikį cilindro sandarumą.
Puikus formos atitikimas tarp vožtuvo ir vožtuvo lizdo pasiekiamas visiškai atsižvelgus į dviejų besiliečiančių paviršių geometrijas (formas, kampus, paviršiaus apdailą...).
Tik labai tikslus vožtuvų ir vožtuvų lizdų apdirbimas leidžia pasiekti šią esminę atitiktį. Vožtuvų plombavimas, kuris anksčiau tapo privalomas dėl vožtuvų lizdų ir vožtuvų apdirbimo tikslumo trūkumo, yra griežtai draudžiamas siekiant gauti sandarumo lygius ir tokio sandarumo patvarumą.
NEWEN, FIXED-TURNING® ir jo skaitmeninis valdymas leidžia apdirbti vožtuvų lizdus, kurių formos defektas (apvalumas) yra 3 µm (arba 0,003 mm arba 0,000118”) arba mažesnis, priklausomai nuo apdirbtų medžiagų. Originalios įrangos gamintojai reikalauja, kad vožtuvų lizdų ir vožtuvų apskritimo defektai būtų ne didesni kaip 5–6 µm.
NEWEN FIXED-TURNING® ir jo skaitmeninis valdymas leidžia vienu metu reguliuoti kampus šimtąją laipsnio dalį . Todėl nesunku reguliuoti vožtuvų lizdų ir vožtuvų kampus, kad būtų pasiektas tobulas ir ilgalaikis sandarumas, nepasiduodant destruktyviai pagundai pliurpti ir dėl to deformuoti šių dalių formas.
NEWEN FIXED-TURNING® mašinų vožtuvų lizdai yra idealiai apvalūs, su labai tiksliais kampais, o sandarumas puikiai tinka naudoti daugelį valandų.
Apdirbimas formavimo įrankiu negarantuoja tikslių kampų ir idealiai apvalių sėdynių, todėl būtina užlenkti vožtuvus. Kodas, kuris lems trumpalaikį sandarumą ir žymiai sumažins našumą.
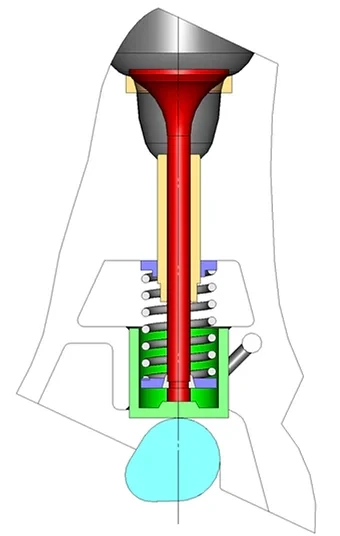
LYGIAVIMAS IR KOAŠIAUSUMAI Padidinti variklio sūkiai, greiti įsibėgėjimai ir lėtėjimai yra įmanomi dėl judėjimo masės sumažinimo naudojant didelio našumo vožtuvų atšaukimo mechanizmus. Tačiau visos šios savybės yra įmanomos tik dėl drastiško trinties sumažinimo ir judančių dalių, vožtuvų, kumštelių kaušų, įsiurbimo kumštelio..., nepamirštant kontroliuojamo vožtuvų atšaukimo sistemos veikimo.
Be vožtuvų ir vožtuvų lizdų apskritimo, vožtuvų kreiptuvų, vožtuvų, kumštelių kaušų ir kumštelių koaksiališkumas turi leisti visoms šioms dalims judėti, pašalinant:
- parazitinės trinties
- vožtuvo „galvų“ slydimas ant jų lizdo
- kumštelinių kaušų tvirtinimas atitinkamuose korpusuose.
Priešingai visuotinai priimtoms idėjoms, neįmanoma sureguliuoti koncentriškumo tarp vožtuvo lizdo ir vožtuvo kreiptuvo, įkišant kūginį pilotą į kreiptuvą ir naudojant jį kaip atramą koncentriškumo matuokliui. Dar labiau tikėtina, kad naudoti tą pačią techniką, leidžiančią įrankiui išgręžti kumštelio ir kaušo kiaurymės korpusą, koncentruotą vožtuvo kreiptuvui, o tai yra esminė gero variklio veikimo sąlyga.
NEWEN FIXED-TURNING® kinematika apima hidraulinį centravimo pilotų centravimą, leidžiantį apdirbimo veleną centruoti su ne didesniu kaip kelių mikronų defektu (µ= 0,001 mm = .000039“).
FIXED-TURNING® pilotas nevaržo vožtuvo kreiptuvo ir atsižvelgia į vožtuvų kreiptuvų apdirbimo trūkumus. Lygiai taip pat apdirbant kumštelinio kaušo kiaurymės korpusą, turi būti atsižvelgiama į kumštelio kaušo kreipiamąją ašį.
Apdirbimas naudojant FIXED-TURNING® garantuoja, kad vožtuvo lizdas, vožtuvo kreiptuvas ir kumštelio-kaušo angos korpusas turi tą pačią ašį, turi būti idealiai sulygiuoti ir kad dalys galės judėti didžiausiu greičiu, nepaveiktos. trintis ir parazitiniai stabdymai, dėl kurių variklio veikimas esant dideliam apsisukimų dažniui būtų neįmanomas, dėl to greitai nusidėvėtų ir iškyla akivaizdi mechaninių avarijų rizika.
Kreipiklių, vožtuvų lizdų ir kumštelinio kaušo angos korpusų apdirbimas su FIXED-TURNING® garantuoja itin greitą variklio veikimą kartu su naudojamais komponentais, titano lydinio vožtuvais, specialiomis spyruoklėmis, specialiomis vožtuvų lizdais... be sandarumo defekto, veikimo parazitų dėl trinties ir alyvos plėvelės plyšimo rizikos. Taip pat reikia vengti panikuoti vožtuvams, kurie negali laikytis padidinto režimo.
NEWEN FIXED-TURNING® yra apdirbimo koncepcija, sukurta siekiant grąžinti apdirbimo defektus mikronais, o ne šimtosiomis milimetro dalimis.
Koaksialumo tikslumas užtikrina aukštus režimus ir optimalų variklio veikimą.
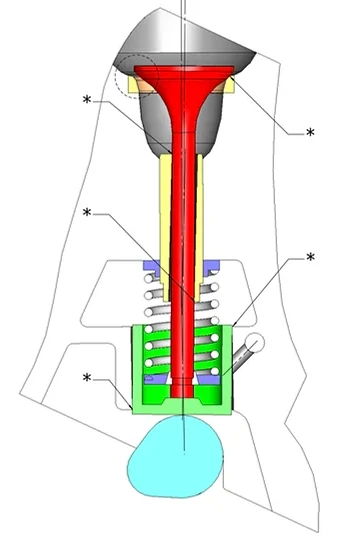
Dėl ašių koaksialumo defekto atsiranda sritys su padidėjusia frinkcijos*, kurios sulėtins įvairių dalių eigą, pablogins cilindrų sandarumą ir sukels įstrigimus, drastiškai ribojant variklio sukimosi greitį, visus aukščiau esantis cilindrų disbalansas. Kiekvienas disbalansas yra mechaninių judėjimo dalių suvaržymų, suvaržymų, dėl kurių šios dalys gali susidėvėti, priežastis.
IŠMETIMO PROFILIAI
Po mišinio (kuro degiklio) sprogimo likusios degimo dujos užpildo cilindrą ir turi būti pašalintos išmetimo kanalais, išstumiamos stūmokliu, kuris grįžta atgal į savo aukščiausią tašką. Išmetimo vožtuvas laipsniškai užsidaro prieš stūmokliui vėl nusileidžiant ir dar kartą įsiurbiant šviežią mišinį. Šis uždarymo laikotarpis yra labai svarbus išmetimo vožtuvui. Iki ekstremalios temperatūros įkaitintos dujos papildomai laminuojamos tarp vožtuvo lizdo ir užsidarančio vožtuvo.
Vožtuvo lizdas ir vožtuvas yra veikiami laminuotų dujų abrazyvumo, o tada temperatūra ant paviršių yra savo aukštyje, kuri užtikrins kontaktą ir sandarumą keletą tūkstančių sekundžių. Kad šis kontaktas neatitiktų greito besiliečiančių paviršių degradacijos, būtina, kad šios kontaktinės sritys būtų optimalios paviršiuje (mm2) ir kad jų formos papildytų viena kitą (kampai, apskritimas, paviršiaus apdaila ir kt.).
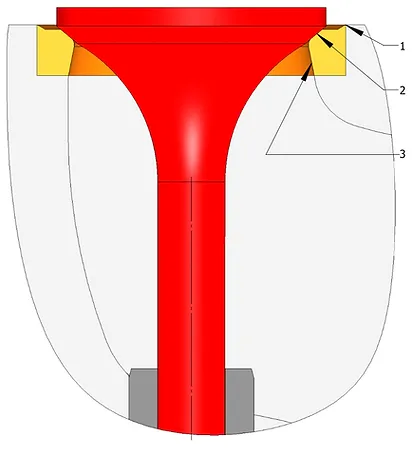
1. Laiptinės jungtys, kurių forma yra palanki laisvam dujų srautui nuo turbulencijos.
2. Sėdynės plotai platūs ir sutampa su vožtuvu, kad būtų didelis atsparumas dujų abrazyvumui.
3. Venturi greitam dujų išsiplėtimui ir pagreitinimui.
NEWEN FIXED-TURNING® leidžia apdirbti pakankamai dideles išmetimo vožtuvų lizdas, kad jos nesideformuotų, o kampas būtų kuo artimesnis vožtuvo kampui. Apvali forma be briaunų ir bangelių turi leisti metalui kontaktuoti su metalu visame sėdynės paviršiuje, o tai užtikrins gerą šilumos mainą, puikų sandarumą ir maksimalų patikimumą.
FIXED-TURNING® leidžia apdirbti beveik neriboto ilgio profilius. Todėl galime apdirbti išmetimo kanalą, kad palengvintume dujų ir ypač „Venturi“ ištraukimą, kuris leis dujoms išleisti iškart pravažiavus sėdynę ir, atitinkamai, pagreitins jų greitį. Staigūs kampai, žingsniai, skersmenų skirtumai, dėl kurių atsiranda turbulencijos ir lėtėja dujų srautas, turi būti ištrinti, o kiekvienas vamzdis (dubuo / galinė sienelė) turi būti optimizuotas ir visiškai identiškas kitiems vamzdžiams, kad būtų galima geriau valdyti variklio veikimą.
ĮĖMIMO PROFILIAI
Skirtingai nei išmetimo lizdai ir vožtuvai, įsiurbimo lizdai ir vožtuvai nėra veikiami degančių dujų laminavimo ir dėl to atsirandančio trinties. Įsiurbimo vožtuvo lizdai turi leisti kuo pilnesnį cilindrą pripildyti šviežio oro/benzino mišinio, kuris įsiurbiamas nuleidus stūmoklį ir galbūt stumiamas veikiant turbinai ir kompresoriui.
Vamzdžių forma (dubenėlio plotas) turi būti optimali, kad būtų užtikrintas maksimalus dujų srautas, nesukeliant parazitinių turbulansų. Pati sėdynės kampas yra susijęs su dujų mišinio nukreipimu ir turi būti puikiai integruotas į bendrą vamzdžio formą.
Atsižvelgiant į kamerų formą, profiliai, sudaryti iš linijų atkarpų ir spindulių, puikiai sujungtų vienas su kitu, turi užtikrinti optimalų dujų srautą. Staigūs kampai yra uždrausti, o nuoseklus profilis turi nukreipti didžiausią įmanomą dujų kiekį trumpai atidarius vožtuvą. Puikus vožtuvo sandarinimas turi užtikrinti optimalų degimą ir galią, taip pat nepriekaištingą patikimumą.
Tik FIXED-TURNING® leidžia optimizuoti įsiurbimo kanalą nuo vožtuvo kreiptuvo iki cilindro krašto. Puikiai įvaldytos formos apdirbimas turi būti atliktas per vieną operaciją ir vienodai kartojamas kiekvienam cilindrui. Originalus cilindrų galvučių apdirbimas atliekamas eilėmis papildomomis apdirbimo operacijomis, vožtuvų lizdų korpusais, lizdu, kampų apdirbimu... kas automatiškai sukuria nelygumus, kenkiančius žvilgsnių srautui. FIXED-TURNING® užtikrina nenutrūkstamą viso vamzdžio, įskaitant vožtuvo lizdą, apdirbimą, kuris turi būti apdirbamas nepažeidžiant likusios apdirbimo dalies apribojimų. FIXED-TURNING® ir nepertraukiamas vamzdžių bei lizdų apdirbimas leidžia optimaliai užpildyti cilindrus, užtikrinti visišką cilindrų taisyklingumą ir, atitinkamai, optimalią variklio galią.
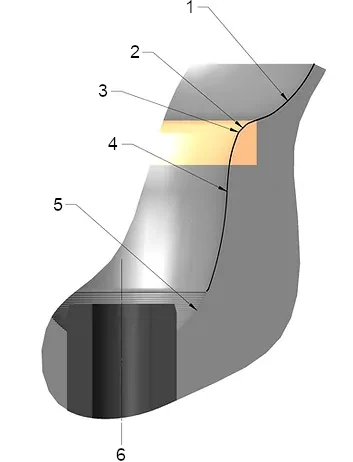
1. Profilis, sudarytas iš linijų segmentų ir spindulių, optimizuojantis mišinio nukreipimą cilindro link.
2. Sėdynė idealiai apvali ir sandari, o kampas tiksliai sureguliuotas pagal vožtuvų kampą.
3. Mažas antiturbulencinės jungties spindulys.
4. Vamzdžių formos (dubuo) puikiai sulenktos ir griežtai identiškos viena kitai.
5. Žaliava
6. Pastovus ir lygus viso vamzdžio (dubenėlio) profilis, įskaitant vožtuvo atraminę zoną.
CILINDRŲ SRAUTŲ TAISYKLINGUMAS IR BALANSAVIMAS
Kiekvienas cilindras sukuria proporcingą variklio galios dalį ir tik tobulas kiekvieno cilindro tiekiamos galios panašumas turi užtikrinti, kad variklis veiktų veiksmingai esant dideliam apsisukimų dažniui.
Visiškai identiškų savybių cilindrai turi leisti sukurti variklį be parazitinių vibracijų ir turėti didesnį greitį.
NEWEN ir FIXED-TURNING® leidžia atlikti nuolatinį, reguliarų ir panašų apdirbimą visuose taškuose, nuo vieno kanalo iki kito, nuo vieno variklio iki kito. Pačios sudėtingiausios formos leidžiamos ten, kur klasikiniai apdirbimo procesai formų įrankiais yra bejėgiai ir neefektyvūs.
NEWEN leidžia tobulai įrengti vožtuvų lizdus ir, atitinkamai, padidinti kiekvieno cilindro efektyvumą, kartu užtikrinant išskirtinį patikimumą.
Apdoroto gylio gerbimas yra įmanomas dėl dviejų išskirtinių FIXED-TURNING® ypatybių:
FIXED-TURNING® leidžia apdirbti net vieną šimtąją milimetro dalį (.00039”) visame profilyje, neatsižvelgiant į jo ilgį, tuo pačiu užtikrinant tobulą sėdynės geometriją (apvalumą, kampą, koncentriškumą...)
Skaitmeninis FIXED-TURNING® valdymas leidžia reguliuoti gylį + arba – 0,01 mm (1/100 mm) arba .00039“.
Šių dviejų išskirtinių galimybių derinys leidžia gauti visiškai identiškas degimo kameras, kurios suteiks varikliui pusiausvyrą ir gebėjimą „sukti dideliu greičiu“.
Šie tikslūs apdirbimo pajėgumai, kuriuos išskirtinai garantuoja FIXED-TURNING®, jau suteikia galimybę remontuoti būsimus variklius, kuriuose integruota HCCI technologija (homogeneous Charge Compression Ignition), kuri pakeis benzininį variklį, padarydama jį švarų ir labai efektyvų.
Primename, kad HCCI technologija leidžia pašalinti uždegimo žvakes dėl oro/benzino mišinio suspaudimo įvaldymo ir taip įvaldant savaiminį degaus mišinio užsidegimą. Dėl suvartojimo ir galios padidėjimo šis metodas turi būti neišvengiamas. Cilindrų galvučių apdirbimas suteiks didelę dalį kamerų tūrių ir apdirbimo gylių tikslumui. Galimi tik apdirbimo procesai, leidžiantys minimaliai ir itin tiksliai pjauti. FIXED-TURNING® jau pasiruošęs priimti šį naują iššūkį.
Našumas ir patikimumas eina koja kojon su tikslumu ir skaitmeniniu valdymu.
FIXED-TURNING® pralenkė savo laiką?
Ne, FIXED-TURNING® yra tinkamas laiku lydėti variklių specialistus, norinčius, kad jų neaplenktų technologinė raida.