OĮG subrangovai, didelio našumo specialistai ir variklių pertvarkytojai, apdirbdami vožtuvų kreipiklius ir vožtuvų lizdus, turi atsižvelgti į tikslius formos ir matmenų nuokrypius ir jų laikytis.
Naudodamas šią „pagalbinę atmintinę“, NEWEN bando į trumpą gamybos technikai skirtą dokumentą surinkti įvairius simbolius ir tolerancijos ženklus, kuriuos paprastai naudoja originalios įrangos gamintojai, norėdami apibrėžti savo reikalavimus, susijusius su cilindro galvutės apdirbimu ir ypač vožtuvo kreiptuvu ir vožtuvo lizdo apdirbimas.
NEWEN sujungia kiekvienos formos ir matmenų toleranciją su tiesioginiu ir netiesioginiu poveikiu cilindro galvutės veikimui ir patikimumui, nesistengdama pernelyg supaprastinti ar denatūruoti dviejų ar daugiau parametrų bendro poveikio.
Šiuo dokumentu NEWEN stengiasi pasmerkti visuotinai priimtas idėjas, taip pat klaidingas idėjas, plačiai paplitusias idėjas, kurios dėl savo paprastumo ir netikslumų klaidina variklių pertvarkytojus ir pakeičia jų nuomonę.
„Kai galite išmatuoti tai, apie ką kalbate, ir išreikšti tai skaičiais, kai ką apie tai žinote; bet kai negali jų išmatuoti ar išreikšti skaičiais, tavo žinios yra menkos ir nepatenkinamos.
Lordas KELVINAS (1824-1907)
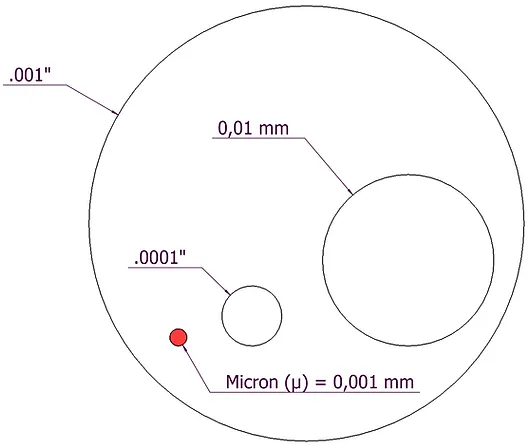
Dėl naujos pasaulinės standartizacijos didžioji dauguma originalios įrangos gamintojų naudojo metrinę sistemą cilindrų galvutės atspaudams ir kitiems variklio komponentams klasifikuoti. Todėl 0,01 mm ir 001 mm plačiai naudojami įvairioms vožtuvo kreiptuvų ir vožtuvų lizdų apdirbimo riboms toleruoti.
Žemiau pateiktas brėžinys leis kiekvienam ir kiekvienam įsivaizduoti gerai žinomus įvairių atskaitos verčių skirtumus. Gerai žinoma, kad naudojant tūkstančius milimetrų tolerancijose, atsiranda naujų valdymo priemonių ir naujų refleksų pasirenkant ir apdirbant.
NEWEN nusprendė įsirengti valdymo priemones, kurių apibrėžimas yra viena šimtoji mikrono dalis (0,00001 mm), kad patikrintų savo mašinų našumą ir suteiktų klientams garantiją, kad jie pasirenka esminius pasirinkimus renkantis apdirbimo įrangą.
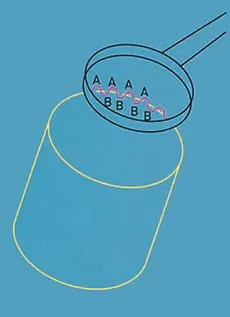
Kam matuoti apvalumą?
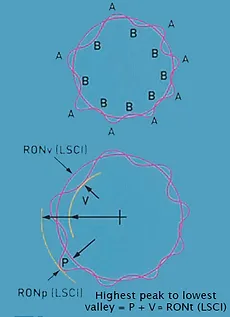
Matuojant nonija ar mikrometru, komponentas gali atrodyti apvalus, o jo skersmuo yra pastovus, bet ar jis apvalus? Akivaizdu, kad skilimas gali paveikti funkciją. „A“ skiltys neša apkrovą, o tepimo plėvelė bus didžiausia ties „B“.
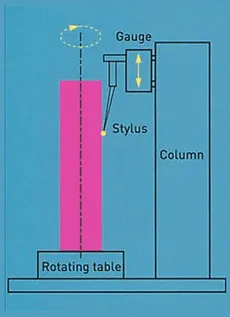
Kaip matuojamas apvalumas?
Norint išmatuoti apvalumą, būtinas sukimasis kartu su galimybe išmatuoti spindulio pokytį. Tai geriausia pasiekti palyginus bandomojo komponento profilį su apskrito atskaitos tašku. Komponentas sukamas ant labai tikslaus veleno, kuris sudaro apskrito atskaitos tašką. Komponento ašis sulygiuojama su veleno ašimi, dažniausiai naudojant centravimo ir išlyginimo lentelę. Tada naudojamas keitiklis, skirtas matuoti komponento radialinius pokyčius veleno ašies atžvilgiu.
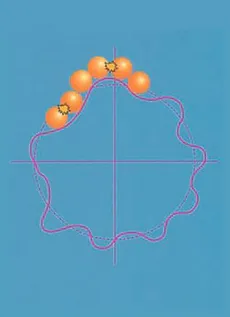
Priežastis?
Čia parodytas guolis gali turėti ne tik žiedinę rasę. Tai tikriausiai veiktų trumpą laiką, tačiau bangos aplink šią guolių rasę pradėtų sukelti vibracijas. Dėl to per anksti susidėvėtų ir lenktynės vyktų mažiau efektyviai nei numatyta.
Rezultatai?
Čia parodytas guolis gali turėti ne žiedinę rasę. Tai tikriausiai veiktų trumpą laiką, bet bangos aplink šią guolių rasę pradėtų sukelti vibraciją. Dėl to per anksti susidėvėtų ir lenktynės vyktų mažiau efektyviai nei numatyta.
Patogu matuoklio neapvalumo išvestį pateikti kaip poliarinį profilį arba grafiką. Šio vaizdinio vaizdavimo vertinimas gali būti subjektyvus ir daug laiko reikalaujantis, todėl mums reikia tam tikrų informacijos apdorojimo priemonių, kad gautume tikslius ir pakartojamus atsakymus. Kadangi bandome įvertinti nukrypimus nuo tikrojo cirkuliarumo ir reikalaujame nuorodos, pagal kurią būtų galima išmatuoti, prasminga pabandyti pritaikyti atskaitos ratą prie mūsų profilio ir susieti su juo visus savo skaičiavimus.
Mažiausių kvadratų atskaitos ratas (LSCI)
Linija arba figūra pritaikoma prie bet kokių duomenų, kad duomenų nukrypimo nuo tos eilutės ar figūros kvadratų suma būtų minimali. Tai taip pat linija, padalijanti profilį į lygias minimalias sritis.
LSCI yra dažniausiai naudojamas atskaitos ratas. Tada neapvalumas išreiškiamas didžiausiu profilio nukrypimu nuo LSCI. ty nuo aukščiausios viršūnės iki žemiausio slėnio.
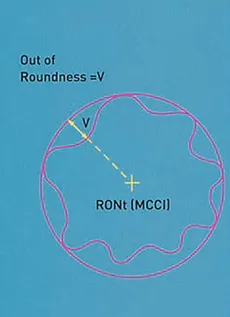
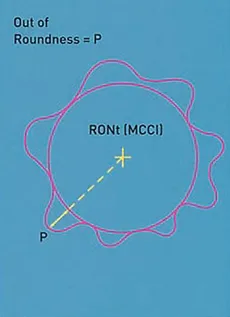
Minimalus apribotas ratas (MCCI)
Apibrėžiamas kaip minimalaus spindulio apskritimas, kuris apims profilio duomenis. Tada apvalumas nurodomas kaip didžiausias profilio nuokrypis (arba slėnis) nuo šio apskritimo. Kartais vadinamas žiedo matuoklio atskaitos ratu.
Minimalios zonos atskaitos apskritimai (MZCI)
Apibrėžiami kaip du koncentriniai apskritimai, išdėstyti taip, kad gautų išmatuotą profilį taip, kad jų radialinis nuokrypis būtų minimalus.
Tada apvalumo reikšmė pateikiama kaip dviejų apskritimų radialinis atskyrimas.
Didžiausias įrašytas ratas (MICI)
Apibrėžiamas kaip didžiausio spindulio apskritimas, kuris bus įtrauktas į profilio duomenis.
Tada neapvalumas nurodomas kaip didžiausias profilio nuokrypis (arba pikas) nuo apskritimo. Kartais vadinamas kištuko matuoklio atskaitos ratu.
 = Ekscentriškumas (ECC)*
= Ekscentriškumas (ECC)*
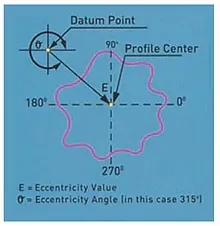
Tai terminas, naudojamas apibūdinti profilio centro padėtį tam tikro atskaitos taško atžvilgiu. Tai vektorinis dydis, nes jis turi dydį ir kryptį. Ekscentriciteto dydis išreiškiamas tiesiog kaip atstumas tarp profilio centro ir atskaitos taško. Kryptis išreiškiama kaip kampas nuo atskaitos taško.
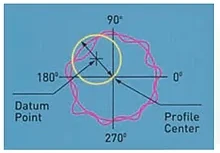
 = Koncentriškumas (CONC)*
= Koncentriškumas (CONC)*
Tai panašu į ekscentriškumą, bet turi tik dydį ir jokios krypties. Koncentriškumas apibrėžiamas kaip apskritimo skersmuo, kurį apibūdina profilio centras, kai jis pasukamas apie atskaitos tašką. Galima pastebėti, kad koncentriškumo vertė yra du kartus didesnė už ekscentriškumo dydį.
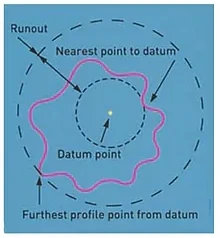
 = Runout (Runout)*
= Runout (Runout)*
Kartais vadinamas TIR (bendras nurodytas rodmuo). Išbėgimas apibrėžiamas kaip radialinis dviejų koncentrinių apskritimų, kurių centras yra atskaitos taškas, atskyrimas taip, kad vienas sutampa su artimiausiu, o kitas su tolimiausiu profilio tašku.
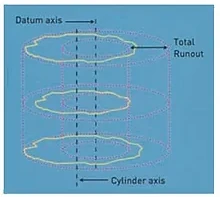
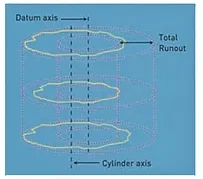
 = Visas paleidimas (visas paleidimas)*
= Visas paleidimas (visas paleidimas)*
Bendras išbėgimas apibrėžiamas kaip minimalus radialinis dviejų bendraašių cilindrų, kurie yra bendraašiai su atskaitos ašimi ir kurie visiškai apima išmatuotą paviršių, atstumas.
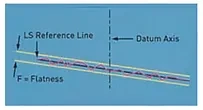
 = Plokštumas (FLTt)*
= Plokštumas (FLTt)*
Įrengiama atskaitos plokštuma ir lygumas apskaičiuojamas kaip nuokrypis nuo smailės iki slėnio. Galima naudoti LS arba MZ n
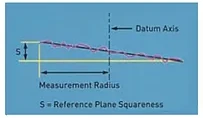
 = Kvadratiškumas (SQR)*
= Kvadratiškumas (SQR)*
Apibrėžus ašį, kvadratiškumo vertė yra mažiausias dviejų lygiagrečių plokštumų, kurios yra statmenos atskaitos ašiai ir kurios visiškai gaubia atskaitos plokštumą, ašinis atstumas. Galima naudoti LS arba MZ.
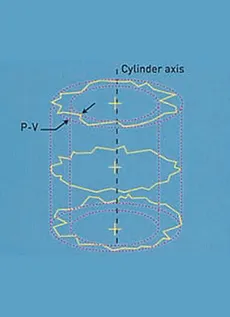
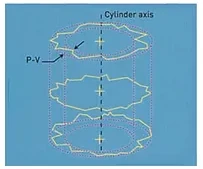
 = Cilindriškumas (CYLt)*
= Cilindriškumas (CYLt)*
Mažiausias radialinis atstumas tarp 2 cilindrų, bendraašių su sumontuota atskaitos ašimi, kurie visiškai apima išmatuotus duomenis. Galima naudoti LS, MZ, MC arba Ml cilindrus.
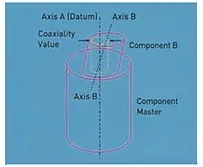
= Koaksialumas (koaksialinis ISO)*
Cilindro skersmuo, kuris yra bendraašis su atskaitos ašimi ir tiesiog apims cilindro ašį, nurodytą koaksialumui įvertinti.
= Koaksialumas (koaksialinis DIN)*
Cilindro skersmuo, kuris yra bendraašis su atskaitos ašimi ir apims centoidus (LS centrus) plokštumų, iš kurių apskaičiuojama cilindro ašis, kuri nurodoma bendraašiumui įvertinti.
„Trio“ vožtuvo kreiptuvo, vožtuvo lizdo ir vožtuvo funkcija yra sukurti tobulą, be galo atnaujinamą ir patikimą variklio dujų srauto sandarumą.
Metalinis kontaktas tarp dviejų paviršių turi sudaryti patikimą ir sandarų praėjimą po šimtų milijonų iš eilės atidarytų ir uždarytų vožtuvų.
Du besiliečiantys paviršiai, ty vožtuvo vožtuvo lizdo paviršius ir pačios lizdo paviršius, turi turėti panašias savybes ir būti beveik tobuli.
Pirmiau minėtų paviršių formos turi būti visiškai identiškos ir visiškai papildyti viena kitą.
Vienintelė forma, kurią galima pasiekti tiksliai ir pasikartojančiai šiai funkcijai atlikti, yra apskritimas.
Atsižvelgiant į kitus parametrus, apskritimas, ty apskritimų, sudarytų iš vožtuvo lizdo ir paties vožtuvo, formos tikslumas, yra pagrindinė ir sine qua none sąlyga, kad vožtuvas ir vožtuvas būtų sandariai uždarytas. sėdynė.
Apvalumui, cilindriškumui, paviršiaus apdailai, kampams taikomi vis griežtesni leistini nuokrypiai.
Vožtuvo vadovas
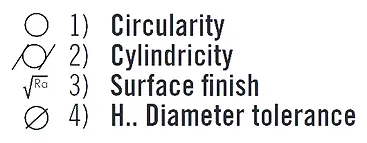
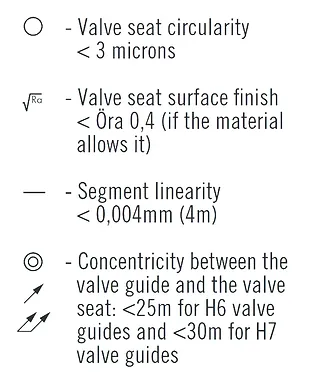
Vožtuvo kreiptuvas yra atskaitos taškas, nuo kurio priklauso vožtuvo lizdo remonto apdirbimo operacijos padėtis, vožtuvo lizdo dalies atitikties (koncentriškumo) valdymo padėtis ir, žinoma, jis nukreipia vožtuvą jo judesiuose. Vožtuvo kreiptuvo kokybę iš esmės apibrėžia 4 parametrai:
Siekiant užtikrinti nepriekaištingą vožtuvo valdymą, cilindriškumas ir skersmens paklaida yra labai svarbūs. Geros geometrinės savybės leis vožtuvo kreiptuvui tiksliai nustatyti vožtuvo padėtį ir ilgą tarnavimo laiką.
Svarbus vožtuvo kreipimo defektas, dėl prasto vožtuvo kreipiklio apdirbimo – už leistinų nuokrypių ribų, sukels priešlaikinę vožtuvo lizdo deformaciją ir susidėvėjimą bei greitą variklio galios praradimą.
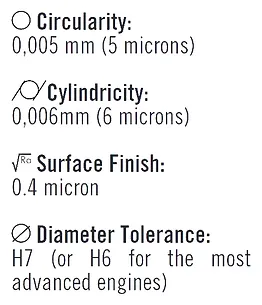
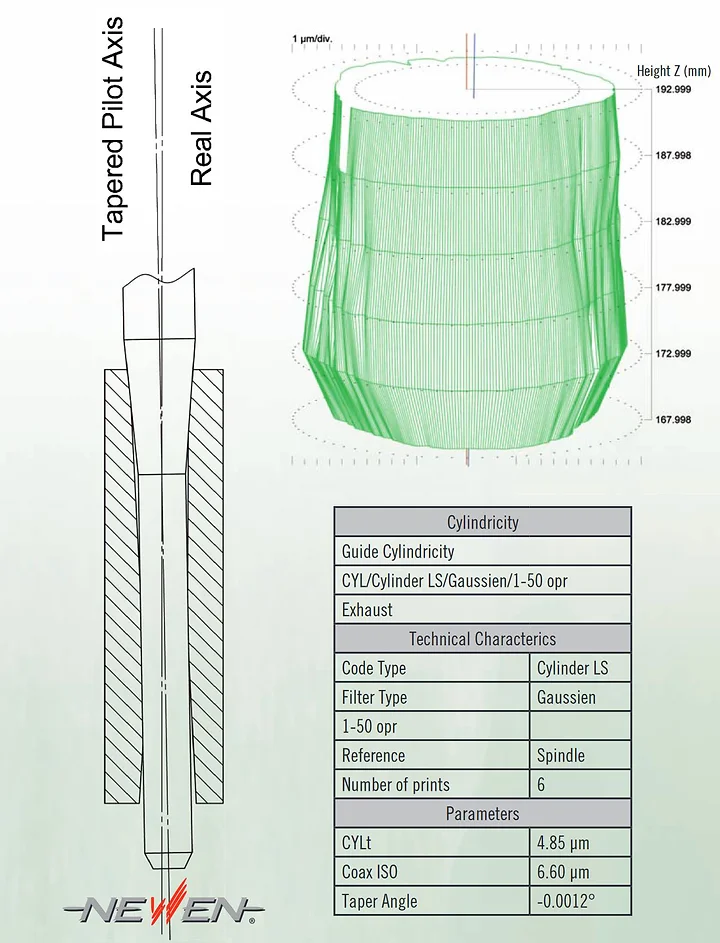
Tolerancijos, kurių dažniausiai reikalauja originalios įrangos gamintojai dabartiniams varikliams:
Aukščiau išvardyti leistini nuokrypiai, kuriuos sunku pasiekti ir kurių laikosi stambių serijų gamintojai, yra dar sudėtingesni taisant garantiją. Jei nesilaikysite šių kokybės lygių, vožtuvų lizdų apdirbimas taps dar subtilesnis.
Vožtuvų lizdai ir vožtuvai
Atsižvelgdami į besiliečiančių paviršių tikslumo svarbą ir dėl to, kad jie vienas kitą papildys, užtikrins nepriekaištingą sandarumą, originalios įrangos gamintojai griežtina sėdynės kūginių formų leistinus nuokrypius.
Sėdynės kampo segmento tiesiškumas ir jo apskritimas yra toleruojami, kai verčių skirtumai neviršija kelių mikronų (< 10 mikronai). Ra ir Rz vertės, apibrėžiančios vožtuvo lizdo paviršiaus apdailą, taip pat labai sandarus ir mažiausią lizdo trūkčiojimo žymę ar bangavimą, suteikia lizdą, kuris neatitinka tolerancijos ir yra nepriimtinas.
Tolerancijos, taikomos koncentriškumo, nutekėjimo arba dvigubo išbėgimo tarp vožtuvo kreiptuvo ašies ir vožtuvo lizdo ašies sąvokai, taip pat yra labai svarbios, tačiau išlieka santykinai lengvai garantuojamų verčių ribose.
Paprastai koncentriškumo defektas / nutekėjimas, kurio dydis yra 0,05 mm (0,002 colio), yra priimtinas. Visos šios tolerancijos vertės yra rimtai sugriežtintos taikant koeficientą „Cpk“, išduotą iš taisyklių, taikomų įmonėms, sertifikuotoms ISO/TS16949, ir žymiai sumažina tolerancijos vertes, naudojant mašinas, galinčias užtikrinti aukštą kokybės nuoseklumą.
Toks požiūris, kurio tikslas – garantuoti kokybė, yra įmanomas, nes kiek įmanoma išvengiama žmogiškųjų klaidų, nes naudojamos skaitmeninės paleidimo ir valdymo mechanizmai, užtikrinantys visada didesnį našumą.
NEWEN FIXED-TURNING® atitinka išvystyto ir didelio našumo mechaninio principo logiką, pilotuojamas ir valdomas naudojant unikalų didelio našumo skaitmeninį valdymą.
FIXED-TURNING® suteikia ir garantuoja:
Šis kokybės lygis šiandien yra aukščiausias ir prieinamas visiems žmonėms, apdirbantiems vožtuvų lizdus, nuo mažiausio variklio pertvarkytojo iki didžiausių gamybos įrenginių, naudojant NEWEN FIXED-TURNING®.
Galiausiai, NEWEN FIXED-TURNING® yra patikima ir nuosekli gamybos priemonė, ekonomiška ir lanksti, leidžianti atsižvelgti į didžiausią Cpk kontroliuojant savo pelną.
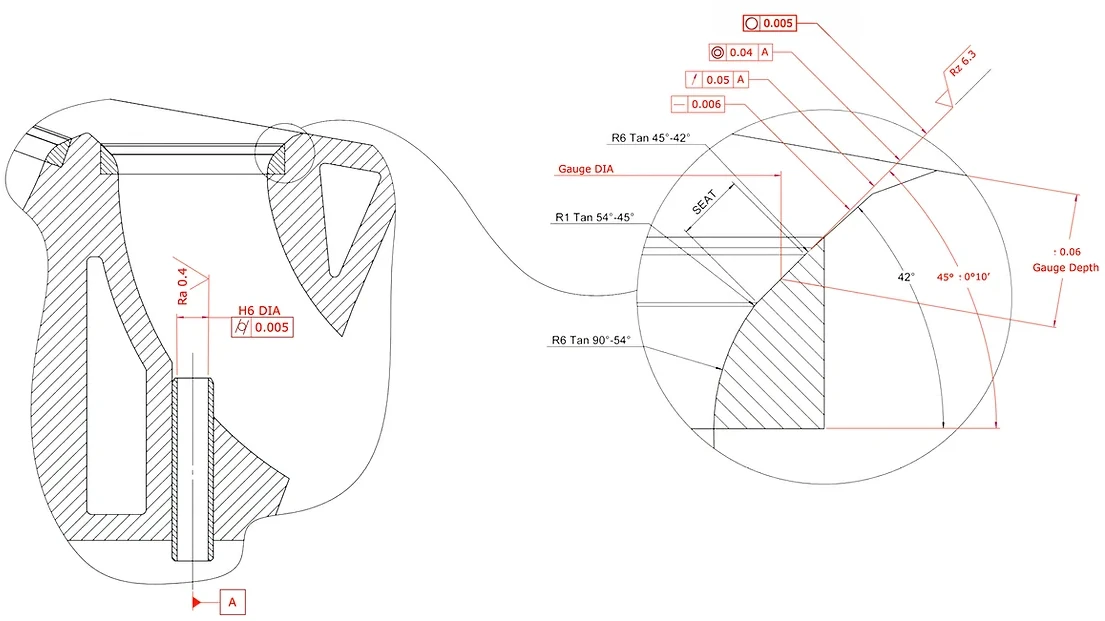
Pastovios kokybės (Cpk) ir tikslumo naujos cilindro galvutės gamybos poreikis išryškina kūginio piloto principo, kaip priimtino vožtuvo lizdo apdirbimo sprendimo, netinkamumą.
Šis sprendimas, ilgai vertinamas dėl ekonomiškumo, nebeatitinka dabartinių techninių reikalavimų.
Ašis / padėtis, kurią užfiksuoja kūginis pilotas vožtuvo kreiptuvėje, niekada nėra tokia pati, kaip ta, kuri būtų nustatyta matuojant ir (arba) ta, kurią užfiksuoja vožtuvas judant (žr. brėžinį).
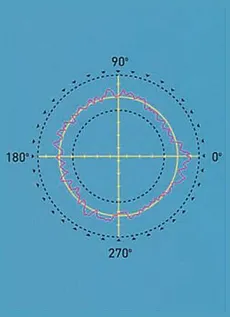
Šį skirtumą dar labiau išryškina naujos arba naudotos vožtuvo kreiptuvo formos defektas (žr. grafinį naujo vožtuvo kreiptuvo vaizdą, pateiktą Talyrond matavimo mašina)
Atsitiktinė piloto padėtis vožtuvo kreiptuvėje prieštarauja Cpk sąvokai, kuri šiandien yra sukurta visuose originalios įrangos gamintojų.
Nepamirštant, kad net ir paprasto remonto atveju, paties dabartiniams varikliams reikalingų pilotų matmenų bet kuriuo atveju neužtenka, kad atsispirtų netaisyklingoms forminių įrankių pjovimo pastangoms.
NEWEN energingai paneigia šios pasenusios technikos gynėjų poziciją.
Taip pat formų įrankio pjovimo profilis yra per ilgas, kad būtų užtikrintas reguliarus pjūvis daugiau nei 360 laipsnių (tolygiai aplink sėdynę).
Vidinio reljefo reikšmė gali skirtis nuo 1 iki 3 toje pačioje lizdoje, o suklio sugeriamos radialinės pastangos neišvengiamai sukels pastarojo lenkimą ir pavers vožtuvo lizdo formos defektą, pvz., burbuliavimą. žymės, bangos ir (arba) ovalios formos, dėl kurių sėdynė bus apdirbta neteisingai ir neatitinka tolerancijos.
Dabartinės vožtuvo lizdo medžiagos ir būtini leistini nuokrypiai nebesuderinami su šia apdirbimo technika.

Tradicinių matavimo priemonių nepakanka tiksliai valdyti vožtuvų lizdus ir vožtuvų kreipiklius, apdirbtus NEWEN® FIXED-TURNING® staklėmis.
NEWEN® turi TALYROND 365XL valdymo įrenginį, specialiai sukurtą ir skirtą formų, koaksialybių, paviršiaus apdailos matavimui...
Ši mašina, kurios skiriamoji geba yra 1/100 mikrono leidžia automatiškai valdyti visus geometrinius parametrus, kurie apibrėžia kreiptuvo ir vožtuvo lizdo kokybę: apskritimą, koncentriškumą, išbėgimą, cilindriškumą, segmento tiesiškumą, kampus, paviršiaus apdailą... Kontrolės ataskaitos ir grafikai, gauti iš bandymus neginčijamai pripažįsta prestižiškiausių originalios įrangos gamintojų kontrolės skyriai.
NEWEN nuolat tikrina savo gaminamų mašinų darbą ir demonstruoja kokybę realiomis priemonėmis.
Kaip ir CNC tekinimo staklių principas, FIXED-TURNING ® yra vožtuvų lizdų ir (arba) bet kokios apsisukimo formos apdirbimas interpoliuojant ašis.
Be to, kad sukasi pjovimo įrankis, o ne pati apdirbama dalis, staklių velenas ir apdirbimo galvutė leidžia labai paprastai apdirbti sudėtingiausias ir sudėtingiausias formas, nepaisant vožtuvo lizdo medžiagos kokybės. Sukdamasis pjovimo įrankis juda savo x ir z ašimis, kad apibūdintų profilį į mašiną. Apdirbimas atliekamas viena kryptimi, o važiavimų skaičių automatiškai nustato pati programa. Pjovimo įrankio eiga optimizuojama atsižvelgiant į faktinę neapdoroto vožtuvo lizdo formą. Standartinis trikampis pjoviklis juda pagal vežimėlio ašį ir veleno poslinkio ašį. Visa sukasi aplink C ašį.
Galingas kompiuteris nuolat apskaičiuoja optimalią įrankio trajektoriją, kad pjovimo pastangos būtų reguliarios ir sumažintos iki minimumo. Kiekvienas skutimas, skaičiuojamas nuo sekundės dalies iki sekundės dalies, yra pagamintas taip, kad jokie pjovimo pastangų svyravimai nesutrikdytų veleno pusiausvyros ir lankstumo.
Dėl FIXED-TURNING ® kiekvieną kartą, pirmą kartą, pasiekiamas tobulas vožtuvo lizdo apdirbimas ir tobulas sandarumas tarp vožtuvo lizdo ir vožtuvo.
Modernūs valdikliai, naujausios technologijos, efektyvūs, paprasti, itin patogūs vartotojui, atleidžia operatorių nuo pasikartojančių gestų, mažina nuovargį ir atlaisvina dėmesį esminėms operacijoms.
Sąveika su mašina yra patogi ir paprasta. Operatoriui tereikia įvesti žinomus matmenis, tokius kaip vožtuvo skersmuo, pasirinkti profilį ir mašina akimirksniu apskaičiuos visa kita, įskaitant visus grublėtus ir apdailos darbus.
Be tikslumo, ne tik patogumo vartotojui ir papildomo produktyvumo, FIXED-TURNING ® prilygsta tūkstančiams nestandartinių formų įrankių, supakuotų į vieną paprastą ir nebrangų įrenginį.
Tegyvuoja variklio rekonstrukcija.