OEM subcontractors, high-performance specialists and engine rebuilders must take into account and respect precise shape and dimension tolerances while machining valve guides and valve seats.
With this “aide-memoire”, NEWEN attempts to gather, within a short document meant for production technicians, the various symbols and tolerance signs typically used by OEMs to define their requirements in terms of cylinder head machining and, in particular, valve guide and valve seat machining.
NEWEN brings together each form and dimension tolerance with direct and indirect incidences on the functioning and reliability of the cylinder head, without attempting to over simplify or denature the combined effects of two or more parameters.
With this document, NEWEN is working on denouncing generally accepted ideas as well as false ideas, widespread ideas that, because of their simplism and inaccuracies, mislead engine rebuilders and alter their judgement.
« When you can measure what you are speaking about and express it in numbers, you know something about it; but when you cannot measure it or express it in numbers, your knowledge is of a meagre and unsatisfactory kind.»
Lord KELVIN (1824-1907)
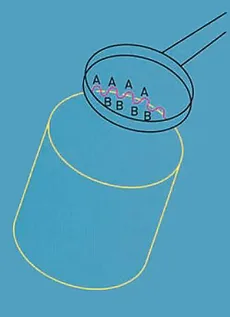
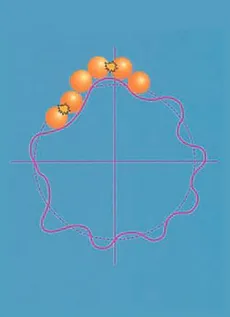
Why measure roundness?
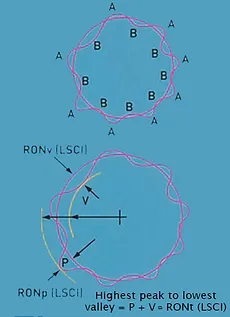
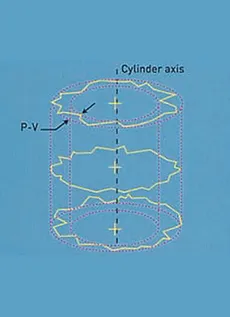
The component may appear round to the eye and apparently have a constant diameter when measured with a vernier or micrometer, but is it round? It is clear that the lobing can affect the function. Lobes at ‘A’ will carry the load whilst the lubrification film will be greatest at ‘B’.
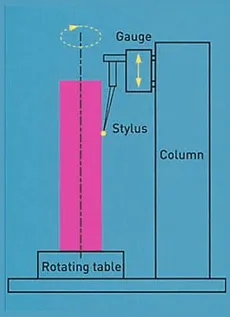
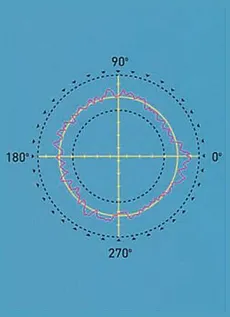
How is roundness measured ?
To measure roundness, rotation is necessary, coupled with the ability to measure change in radius. This is best achieved by comparing the profile of the component under test to a circular datum. The component is rotated on a highly accurate spindle which provides the circular datum. The axis of the component is aligned with the axis of the spindle, usually using a centering and leveling table. A transducer is then used to measure radial variations of the component with respect to the spindle axis.
The reason ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
Results ?
The bearing shown here could have a race that is not truly circular. This would probably function for a short time but the undulations around this bearing race would start to cause vibrations. This would result in premature wear and cause the race to perform less efficiently than intended.
It is convenient to represent the out-of-roundness output from the gauge as a polar profile or graph. Evaluating this pictorial representation can be subjective and time consuming, therefore we need some means of processing the information to give us accurate and repeatable answers. As we are trying to assess departures from true circularity and require a reference from which to measure, it makes sense to try to fit a reference circle to our profile and relate all our calculations to it.
The Least Squares Reference Circle (LSCI)
A line or figure is fitted to any data such that the sum of the squares of the departure of the data from that line or figure is a minimum. This is also the line that divides the profile into equal minimum areas.
The LSCI is the most commonly used Reference Circle. The out-of-roundness is then expressed in terms of the maximum departure of the profile from the LSCI. i.e. the highest peak to lowest valley.
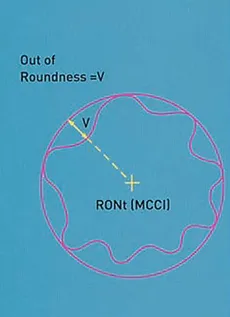
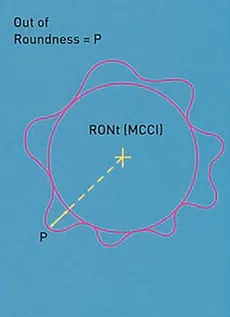
The Minimum Circumscribed Circle (MCCI)
Defined as the circle of minimum radius which will enclose the profile data. The out-of-roundness is then given as the maximum departure (or valley) of the profile from this circle. Sometimes referred to as the Ring Gauge Reference Circle.
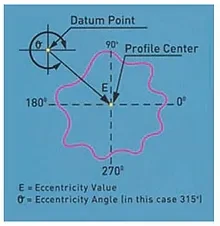
 = Ексцентричност (ECC)*
= Ексцентричност (ECC)*
Ова е термин што се користи за да се опише позицијата на центарот на профилот во однос на одредена точка. Тоа е векторска величина по тоа што има големина и насока. Големината на ексцентричноста се изразува едноставно како растојание помеѓу центарот на профилот и точката на податоци. Насоката се изразува како агол од почетната точка.
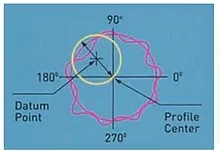
 = Концентричност (CONC)*
= Концентричност (CONC)*
Ова е слично на ексцентричноста, но има само големина и нема насока. Концентричноста се дефинира како дијаметар на кругот опишан од центарот на профилот кога се ротира околу точката. Може да се види дека вредноста на концентричноста е двојно поголема од големината на ексцентричноста.
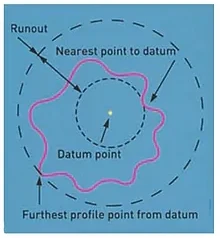
 = Истекување (излез)*
= Истекување (излез)*
Понекогаш се нарекува TIR (Вкупно индицирано читање). Излезот е дефиниран како радијално раздвојување на два концентрични кругови центрирани на точката на податоци и нацртани така што едната се совпаѓа со најблиската, а другата се совпаѓа со најоддалечената точка на профилот.
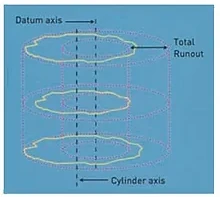
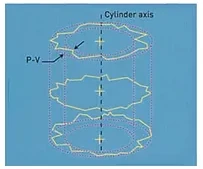
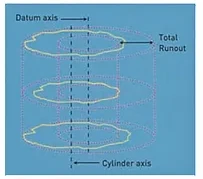
 = Вкупен истекување (вкупен истек)*
= Вкупен истекување (вкупен истек)*
Вкупниот истек се дефинира како минимално радијално одвојување на два коаксијални цилиндри, кои се коаксијални со оската на податоците и кои целосно ја опфаќаат измерената површина.
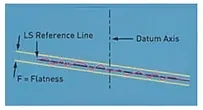
 = Плошност (FLTt)*
= Плошност (FLTt)*
Се поставува референтна рамнина и плошноста се пресметува како поаѓање од врвот до долината од таа рамнина. Да се користи или LS или MZ n
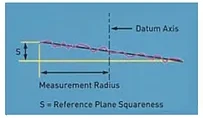
 = Квадратност (SQR)*
= Квадратност (SQR)*
По дефинирањето на оската, вредноста на квадратот е минималното аксијално одвојување на две паралелни рамнини нормални на референтната оска и кои целосно ја опфаќаат референтната рамнина. Може да се користи или LS или MZ.
 = Цилиндричност (CYLt)*
= Цилиндричност (CYLt)*
Минимално радијално одвојување од 2 цилиндри, коаксијално со вградената референтна оска, кои целосно ги опфаќаат измерените податоци. Може да се користат цилиндрите LS, MZ, MC или Ml.
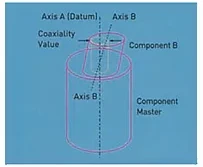
= Коаксијалност (коаксијален ISO)*
Дијаметарот на цилиндерот кој е коаксијален со оската на податоци и само ќе ја опфати оската на цилиндерот што е упатен за евалуација на коаксијалност.
= Коаксијалност (Coax DIN)*
Дијаметарот на цилиндарот кој е коаксијален со оската на податоците и само ќе ги опфати центоидите (LS центри) на рамнините од кои се пресметува оската на цилиндерот упатена за евалуација на коаксијалност.
Функцијата на водичот на вентилот „трио“, седиштето на вентилот и вентилот е да создадат совршена, бескрајно обновувана и сигурна воздушна затегнатост на гасовитиот флукс на моторот.
Металниот контакт помеѓу две површини мора да претставува сигурен и херметички премин по стотици милиони последователни отворање и затворање на вентилите.
Двете површини во контакт, односно површината на седиштето на вентилот на вентилот и онаа на самото седиште, мора да имаат слични квалитети и мора да бидат блиску до совршенство.
Формите на горенаведените површини мора да бидат совршено идентични и целосно комплементарни.
Единствениот облик што може да се постигне со прецизност и на повторлив начин за исполнување на оваа функција е кругот.
Поврзана со други параметри, кружноста, т.е. точноста на обликот на круговите составени од седиштето на вентилот и самиот вентил, се покажува како главен и неопходен услов за добра затегнатост на воздухот помеѓу вентилот и вентилот. седиште.
Кружноста, цилиндричноста, завршетокот на површината, аглите се подложени на построги и построги толеранции.
Водич за вентил
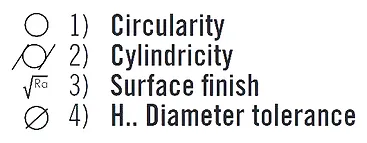
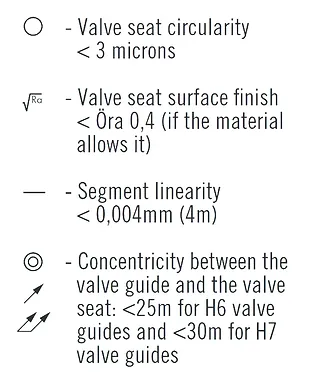
Водичот на вентилот е референца, од која зависи позиционирањето на поправната машинска операција на седиштето на вентилот, од контролата на дел од усогласеноста на седиштето на вентилот (концентричноста) и, се разбира, го води вентилот во неговите движења. Квалитетот на водичот на вентилот во суштина е дефиниран со 4 параметри:
За да се обезбеди совршено водење на вентилот, критични се цилиндричноста и толеранцијата на дијаметарот. Добрите геометриски квалитети ќе му овозможат на водичот на вентилот прецизно да го позиционира вентилот за долг животен век.
Важен дефект во водењето на вентилот, дополнително на лошата обработка на водилката на вентилот - надвор од толеранциите, ќе доведе до предвремена деформација и абење на седиштето на вентилот и брзо губење на моќноста на моторот.
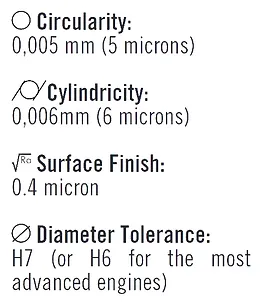
Толеранциите што вообичаено ги бараат OEM за сегашните мотори се:
Горенаведените толеранции, тешко достапни и почитувани од големите сериски производители, се уште покомплексни за гаранција при поправка. Неисполнувањето на овие нивоа на квалитет ќе ја направи обработката на седиштата на вентилите уште понежна.
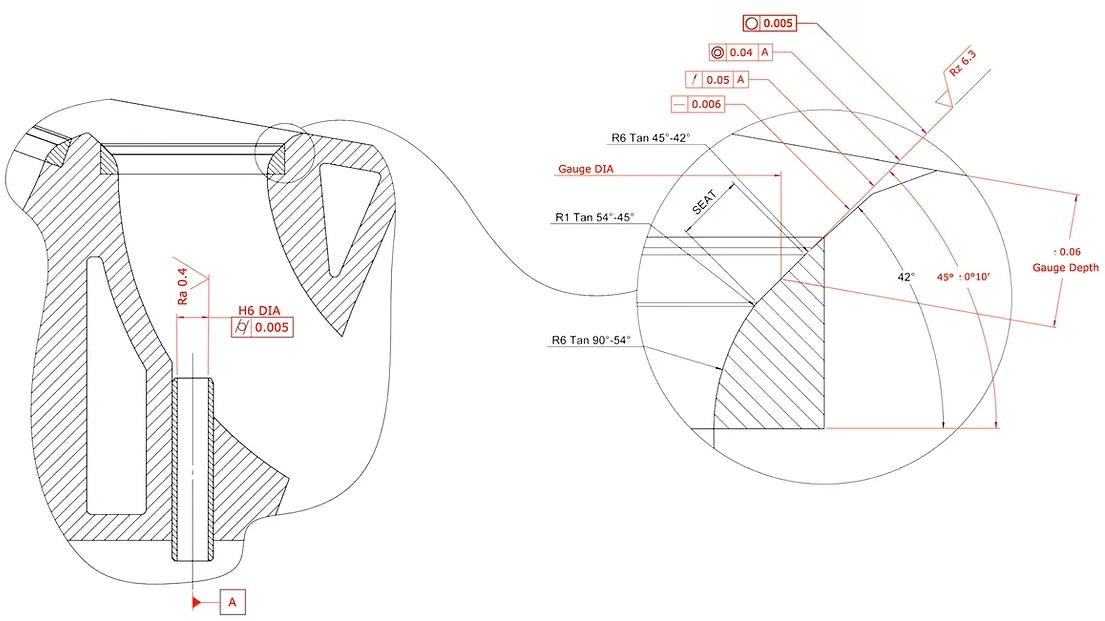
Седишта на вентили и вентили
Со оглед на важноста на прецизноста на површините кои ќе бидат во контакт и кои поради нивната комплементарност ќе обезбедат совршена херметичка непропустливост, OEM ги затегнува толеранциите на обликот на заострените седишта.
Линеарноста на сегментот на аголот на седиштето и неговата кружност се толерираат со разлики во вредностите што не надминуваат неколку микрони (< 10 микрони). Вредностите на Ra и Rz што ја дефинираат завршната површина на седиштето на вентилот, а исто така многу тесно и најмалата трага или бранување на седиштето, даваат седиште што е надвор од толеранција и неприфатливо.
Толеранциите што се применуваат на концептот за концентричност, истекување или двојно истечување помеѓу оската на водилката на вентилот и оската на седиштето на вентилот, исто така, се многу важни, но остануваат во рамките на вредностите кои се релативно лесно да се гарантираат.
Општо земено, дефектот на концентричноста/истекот од редот од 0,05 mm (0,002”) се смета за прифатлив. Сите овие вредности на толеранција се сериозно заострени со примената на коефициентот наречен „Cpk“ издаден надвор од правилата што важат за компаниите со сертификат ISO/TS16949 и значително ги намалува вредностите на толеранција преку употреба на машини способни да гарантираат голема конзистентност во квалитетот.
Овој пристап има за цел да го гарантира квалитетот е овозможен бидејќи човечката грешка се избегнува колку што е можно повеќе поради употребата на нумерички системи за активирање и контролни механизми кои даваат секогаш поголеми перформанси.
NEWEN FIXED-TURNING® доаѓа во логиката на развиениот механички принцип со високи перформанси, пилотиран и контролиран со единствена нумеричка контрола со високи перформанси.
FIXED-TURNING® обезбедува и гарантира:
Ова ниво на квалитет е највисоко денес и е достапно за сите луѓе кои ги обработуваат седиштата на вентилите, од најмалиот реконструктор на мотори до најголемите производствени капацитети користејќи NEWEN FIXED-TURNING®.
И на крај, NEWEN FIXED-TURNING® е сигурно и доследно производствено средство, економично и флексибилно, што овозможува да се земе предвид најтешката Cpk додека се контролира нечиј профит.
Побарувачката за постојан квалитет (Cpk) и прецизност за производство на нова глава на цилиндерот, ја истакнува несоодветноста на принципот на заострениот пилот како прифатливо решение за обработка на седиштата на вентилите.
Ова решение, долго ценето поради неговиот економичен аспект, повеќе не одговара на тековните технички барања.
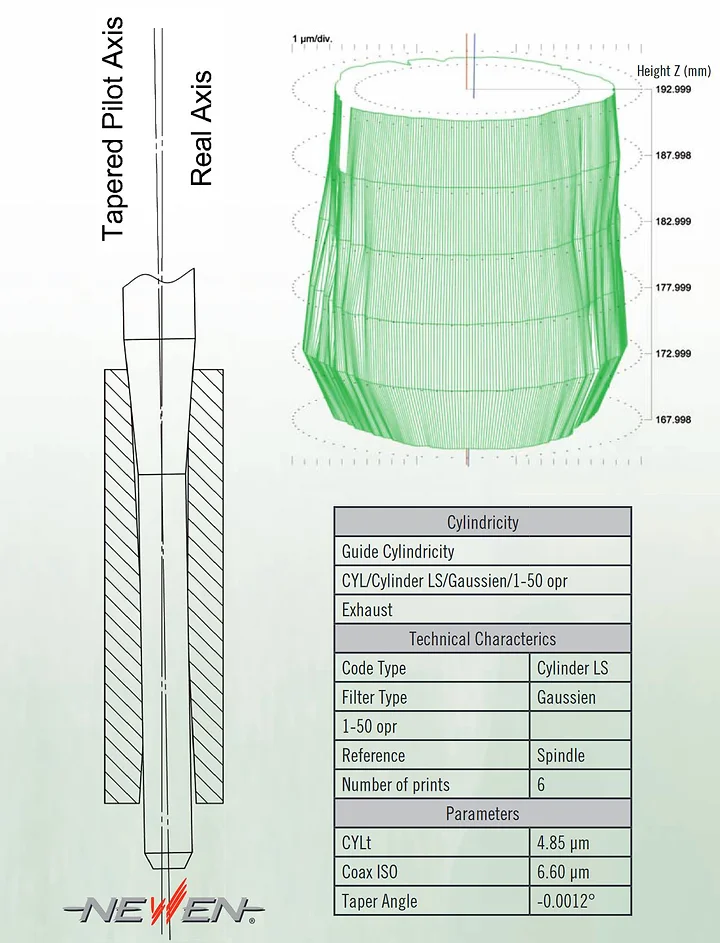
Оската/положбата што ја зема заострениот пилот во водилката на вентилот никогаш не е иста од онаа што би била одредена со мерење и/или онаа што ја зема вентил додека се движи (види на цртежот).
Оваа разлика е дополнително нагласена со дефектот на обликот на нов или користен водил за вентил (ве молиме погледнете го графичкиот приказ на нов водил за вентил од мерна машина Талиронд)
Случајното позиционирање на пилотот во водилката на вентилот е спротивно на поимот Cpk, така развиен денес во сите OEM.
Без да се заборави дека дури и во случај на едноставна поправка, самата димензија на пилотите што се потребни за сегашните мотори не е доволна, во секој случај, да се спротивстави на неправилните напори за сечење на алатите за обликување.
NEWEN енергично ја побива позицијата на бранителите на оваа застарена техника.
Исто така, алатката за форма покажува предолг профил за сечење за да гарантира редовно сечење над 360 степени (рамномерно околу седиштето).
Вредноста на внатрешниот релјеф може да варира на скала од 1 до 3 на едно исто седиште и радијалните напори апсорбирани од вретеното неизбежно ќе предизвикаат вистинско свиткување на последното и ќе се претворат во форма дефект на седиштето на вентилот, како што е брборењето ознаки, бранувања и/или овални форми кои ќе ја направат обработката на седиштето неправилна и нетолерантна.
Тековните материјали на седиштата на вентилите и потребните толеранции повеќе не се компатибилни со оваа техника на обработка.

Традиционалните мерни средства не се доволни за прецизно контролирање на седиштата на вентилите и водилките на вентилите обработени со машините NEWEN® FIXED-TURNING®.
NEWEN® се опреми со контролна машина TALYROND 365XL, специјално конципирана и посветена на мерење на форми, коаксијалности, завршна површина...
Оваа машина чија резолуција е 1/100 од микрон овозможува автоматски да се контролираат сите геометриски параметри кои го дефинираат квалитетот на водилката и а на седиштето на вентилот: кружност, концентричност, исцрпување, цилиндричност, линеарност на сегментот, агли, завршна површина... Контролните извештаи и графиконите кои произлегуваат од тестовите се неспорно препознаени од контролните одделенија на најпрестижните OEM.
NEWEN континуирано ја тестира работата произведена од машините што ги произведува и покажува квалитет со вистински мерки.
Како и принципот на CNC струг, FIXED-TURNING ® е обработка на седиштата на вентилите и/или која било форма на вртење со интерполација на оските.
Освен што се врти алатката за сечење, а не самиот дел што се обработува, вретеното на машината и машинската глава овозможуваат многу едноставно да се обработат најтешките и најкомплексните облици без оглед на квалитетот на материјалот на седиштето на вентилот. Додека се ротира, алатот за сечење се движи по своите оски x и z за да го опише профилот на машината. Обработката се изведува во една насока и бројот на поминувања автоматски се дефинира од самата програма. Патувањето на алатот за сечење е оптимизирано според вистинската форма на необработеното седиште на вентилот. Стандарден триаголен секач се движи според оската на превозот и оската на поместување на вретеното. Целото ротира околу C-оската.
Моќниот компјутер трајно ја пресметува оптималната траекторија на алатот така што напорите за сечење се редовни и сведени на минимум. Секое бричење пресметано од дел од секунда до дел од секунда се произведува на таков начин што никакви флуктуации на напорите за сечење не ја нарушуваат рамнотежата и флексибилноста на вретеното.
Благодарение на FIXED-TURNING ®, совршена обработка на седиштето на вентилот и совршено запечатување помеѓу седиштето на вентилот и неговиот вентил се постигнуваат секој пат, првиот пат, без преклопување.
Современите контроли, најновата технологија, ефикасни, едноставни, исклучително прифатливи за корисниците, го ослободуваат операторот од повторувачки гестови, го намалува заморот и го ослободува вниманието за основните операции.
Интеракцијата со машината е пријателска и едноставна за корисниците. Операторот треба само да ги внесе познатите димензии како што е дијаметарот на вентилот, да избере профил и машината веднаш ќе пресмета сè друго, вклучувајќи ги сите премини за груба и завршна обработка.
Надвор од прецизноста, надвор од обичната пријатност за корисникот и дополнителната продуктивност, FIXED-TURNING ® е еквивалент на илјадници приспособени алатки за форми, сите трајно спакувани во една едноставна и достапна машина.
Да живее обновата на моторот.