Subkontraktor OEM, pakar berprestasi tinggi dan pembina semula enjin mesti mengambil kira dan menghormati toleransi bentuk dan dimensi yang tepat semasa pemesinan panduan injap dan tempat duduk injap.
Dengan "memoir pembantu" ini, NEWEN cuba mengumpulkan, dalam dokumen ringkas yang dimaksudkan untuk juruteknik pengeluaran, pelbagai simbol dan tanda toleransi yang biasanya digunakan oleh OEM untuk menentukan keperluan mereka dari segi pemesinan kepala silinder dan, khususnya, panduan injap dan pemesinan kerusi injap.
NEWEN menghimpunkan setiap bentuk dan toleransi dimensi dengan kejadian langsung dan tidak langsung pada fungsi dan kebolehpercayaan kepala silinder, tanpa cuba terlalu memudahkan atau menyahubah kesan gabungan dua atau lebih parameter.
Dengan dokumen ini, NEWEN sedang berusaha untuk mengecam idea yang diterima umum serta idea palsu, idea meluas yang, kerana kesederhanaan dan ketidaktepatannya, mengelirukan pembina semula enjin dan mengubah pertimbangan mereka.
« Apabila anda boleh mengukur apa yang anda perkatakan dan menyatakannya dalam nombor, anda tahu sesuatu tentangnya; tetapi apabila anda tidak dapat mengukurnya atau menyatakannya dalam nombor, pengetahuan anda adalah jenis yang sedikit dan tidak memuaskan.»
Lord KELVIN (1824-1907)
Mengapa mengukur kebulatan?
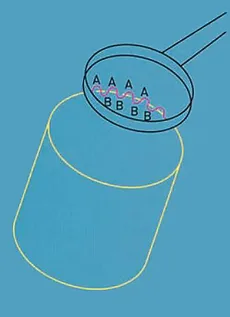
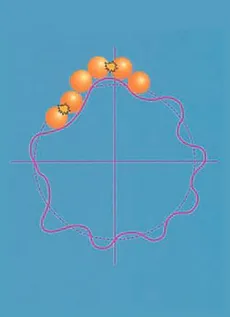
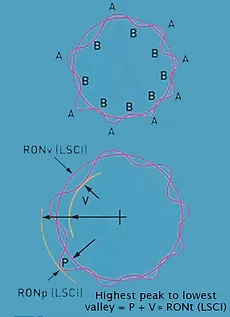
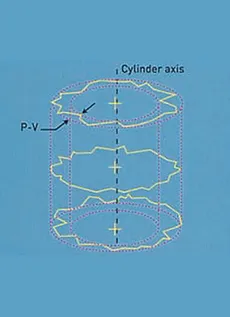
Komponen itu mungkin kelihatan bulat pada mata dan nampaknya mempunyai diameter tetap apabila diukur dengan vernier atau mikrometer, tetapi adakah ia bulat? Adalah jelas bahawa lobing boleh menjejaskan fungsi. Lobus di 'A' akan membawa beban manakala filem pelinciran akan menjadi yang terbaik di 'B'.
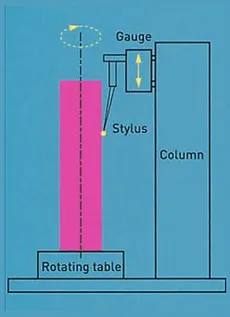
Bagaimanakah kebulatan diukur?
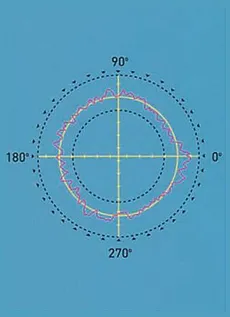
Untuk mengukur kebulatan, putaran diperlukan, ditambah dengan keupayaan untuk mengukur perubahan dalam jejari. Ini paling baik dicapai dengan membandingkan profil komponen yang diuji dengan datum bulat. Komponen diputar pada gelendong yang sangat tepat yang memberikan datum bulat. Paksi komponen diselaraskan dengan paksi gelendong, biasanya menggunakan meja tengah dan meratakan. Transduser kemudiannya digunakan untuk mengukur variasi jejari komponen berkenaan dengan paksi gelendong.
Sebabnya?
Galas yang ditunjukkan di sini mungkin mempunyai perlumbaan yang tidak benar-benar bulat. Ini mungkin akan berfungsi untuk masa yang singkat tetapi beralun di sekeliling perlumbaan galas ini akan mula menyebabkan getaran. Ini akan mengakibatkan kehausan pramatang dan menyebabkan perlumbaan menunjukkan prestasi yang kurang cekap daripada yang diharapkan.
Keputusan ?
Galas yang ditunjukkan di sini boleh mempunyai perlumbaan yang tidak benar-benar bulat. Ini mungkin akan berfungsi untuk masa yang singkat tetapi beralun di sekeliling perlumbaan galas ini akan mula menyebabkan getaran. Ini akan mengakibatkan kehausan pramatang dan menyebabkan perlumbaan menunjukkan prestasi kurang cekap daripada yang diharapkan.
Adalah mudah untuk mewakili keluaran luar bulat daripada tolok sebagai profil kutub atau graf. Menilai perwakilan bergambar ini boleh menjadi subjektif dan memakan masa, oleh itu kami memerlukan beberapa cara untuk memproses maklumat untuk memberi kami jawapan yang tepat dan boleh diulang. Memandangkan kami cuba menilai penyimpangan daripada pekeliling sebenar dan memerlukan rujukan untuk mengukur, masuk akal untuk cuba menyesuaikan bulatan rujukan dengan profil kami dan mengaitkan semua pengiraan kami dengannya.
Bulatan Rujukan Kuasa Dua Terkecil (LSCI)
Garis atau rajah dipasang pada mana-mana data supaya jumlah kuasa dua berlepas data daripada garis atau rajah itu adalah minimum. Ini juga garis yang membahagikan profil kepada kawasan minimum yang sama.
LSCI ialah Bulatan Rujukan yang paling biasa digunakan. Out-of-bulat kemudiannya dinyatakan dari segi pelepasan maksimum profil daripada LSCI. iaitu puncak tertinggi hingga lembah paling rendah.
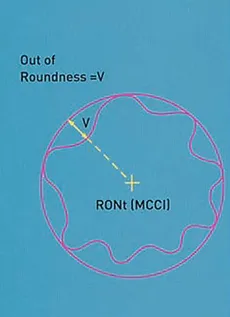
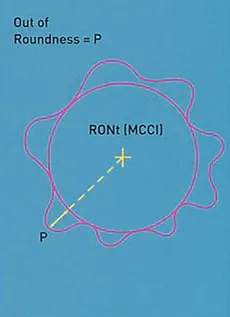
Bulatan Terhad Minimum (MCCI)
Ditakrifkan sebagai bulatan jejari minimum yang akan menyertakan data profil. Out-of-bulat kemudiannya diberikan sebagai pelepasan maksimum (atau lembah) profil dari kalangan ini. Kadang-kadang dirujuk sebagai Lingkaran Rujukan Tolok Cincin.
 = Sipi (ECC)*
= Sipi (ECC)*
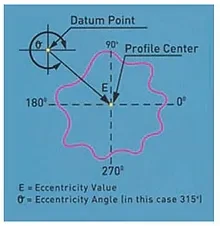
Ini adalah istilah yang digunakan untuk menerangkan kedudukan pusat profil berbanding beberapa titik datum. Ia adalah kuantiti vektor kerana ia mempunyai magnitud dan arah. Magnitud kesipian dinyatakan hanya sebagai jarak antara pusat profil dan titik datum. Arah dinyatakan sebagai sudut dari titik datum.
 = Konsentrik (CONC)*
= Konsentrik (CONC)*
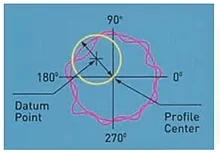
Ini serupa dengan kesipian tetapi hanya mempunyai magnitud dan tiada arah. Kepekatan ditakrifkan sebagai diameter bulatan yang diterangkan oleh pusat profil apabila diputarkan mengenai titik datum. Dapat dilihat bahawa nilai konsentrisitas adalah dua kali ganda magnitud kesipian.
 = Habis (Habis)*
= Habis (Habis)*
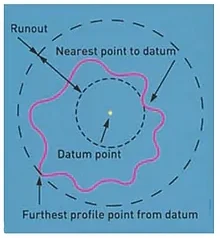
Kadang-kadang dirujuk sebagai TIR (Total Indicated Reading). Runout ditakrifkan sebagai pemisahan jejari dua bulatan sepusat yang berpusat pada titik datum dan dilukis sedemikian rupa sehingga satu bertepatan dengan yang terdekat dan satu lagi bertepatan dengan titik paling jauh pada profil.
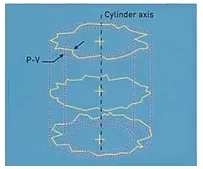
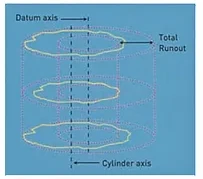
 = Jumlah Habisan (Jumlah Habisan)*
= Jumlah Habisan (Jumlah Habisan)*
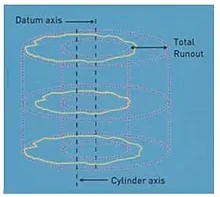
Jumlah Runout ditakrifkan sebagai pemisahan jejari minimum dua silinder bersama paksi, yang bersama paksi dengan paksi datum dan yang menutup sepenuhnya permukaan yang diukur.
 = Kerataan (FLTt)*
= Kerataan (FLTt)*
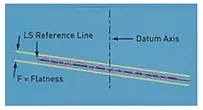
Satah rujukan dipasang dan kerataan dikira sebagai puncak ke lembah berlepas dari satah itu. Sama ada LS atau MZ n digunakan
 = Persegi empat (SQR)*
= Persegi empat (SQR)*
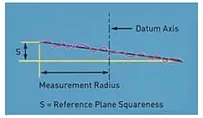
Setelah menentukan paksi, nilai segi empat sama ialah pemisahan paksi minimum dua satah selari yang normal kepada paksi rujukan dan yang melampirkan satah rujukan sepenuhnya. Sama ada LS atau MZ boleh digunakan.
 = Silinder (CYLt)*
= Silinder (CYLt)*
Pemisahan jejari minimum 2 silinder, sepaksi dengan paksi rujukan yang dipasang, yang melampirkan sepenuhnya data yang diukur. Sama ada silinder LS, MZ, MC atau Ml boleh digunakan.
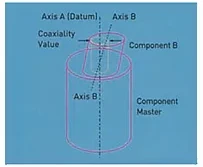
= Keserasian (Coax ISO)*
Diameter silinder yang sepaksi dengan paksi datum dan hanya akan melampirkan paksi silinder yang dirujuk untuk penilaian keserasian.
= Keserasian (Coax DIN)*
Diameter silinder yang sepaksi dengan paksi datum dan hanya akan melampirkan centoid (pusat LS) satah dari mana paksi silinder dirujuk untuk penilaian koaksialiti dikira.
Fungsi panduan injap "trio", tempat duduk injap dan injap adalah untuk mencipta kedap udara yang sempurna, diperbaharui tanpa henti dan boleh dipercayai bagi fluks gas enjin.
Sentuhan logam antara dua permukaan mesti membentuk laluan yang boleh dipercayai dan kedap udara selepas ratusan juta pembukaan dan penutupan injap berturut-turut.
Kedua-dua permukaan yang bersentuhan, iaitu permukaan tempat duduk injap injap dan tempat duduk sebenar itu sendiri, mesti mempunyai kualiti yang serupa dan mesti hampir dengan kesempurnaan.
Bentuk permukaan yang disebutkan di atas mestilah sama sempurna dan saling melengkapi.
Satu-satunya bentuk yang boleh dicapai dengan ketepatan dan secara berulang, untuk memenuhi fungsi ini, ialah bulatan.
Berkaitan dengan parameter lain, pekeliling, iaitu ketepatan bentuk bulatan yang dibentuk oleh tempat duduk injap dan injap itu sendiri, ternyata menjadi syarat utama dan tidak ada kepada kedap udara yang baik antara injap dan injap. tempat duduk.
Pekeliling, silinder, kemasan permukaan, sudut semuanya tertakluk kepada toleransi yang lebih ketat dan lebih ketat.
Panduan injap
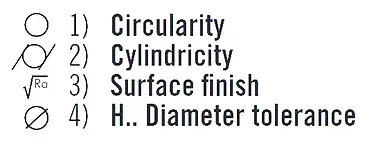
Panduan injap adalah rujukan, yang bergantung kepada kedudukan operasi pemesinan pembaikan kerusi injap, kawalan sebahagian daripada pematuhan kerusi injap (konsentrisitas) dan, sudah tentu, ia membimbing injap dalam pergerakannya. Kualiti panduan injap pada asasnya ditakrifkan oleh 4 parameter:
Untuk memastikan pemanduan sempurna injap, kesilinderan dan toleransi pada diameter adalah kritikal. Kualiti geometri yang baik akan membolehkan panduan injap meletakkan injap dengan ketepatan dalam jangka hayat yang panjang.
Kecacatan penting dalam pemanduan injap, seterusnya kepada pemesinan pemandu injap yang lemah – di luar had terima, akan membawa kepada ubah bentuk pramatang dan haus tempat duduk injap dan kehilangan cepat dalam output enjin.
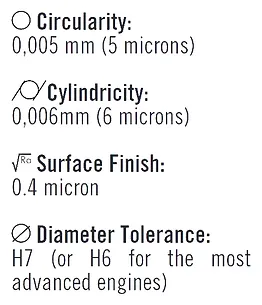
Toleransi yang biasanya diperlukan oleh OEM untuk enjin semasa ialah:
Toleransi di atas, sukar diperoleh dan dihormati oleh pengeluar siri besar, adalah lebih kompleks untuk dijamin semasa pembaikan. Kegagalan untuk memenuhi tahap kualiti ini akan menjadikan pemesinan tempat duduk injap lebih halus.
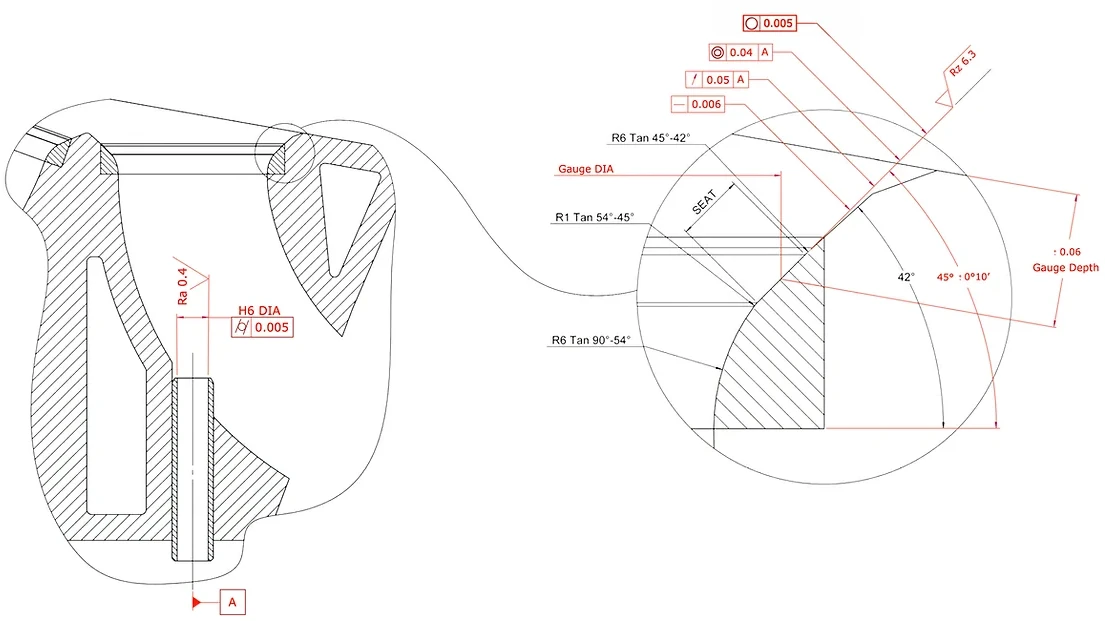
Tempat duduk dan Injap Injap
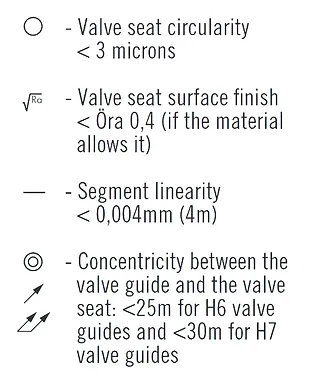
Memandangkan kepentingan ketepatan permukaan yang akan bersentuhan dan, kerana saling melengkapi, akan memastikan kedap udara yang sempurna, OEM mengetatkan toleransi bentuk tirus tempat duduk .
Kelinearan segmen sudut tempat duduk dan pekelilingnya bertolak ansur dengan perbezaan nilai tidak melebihi beberapa mikron (< 10 mikron). Nilai Ra dan Rz mentakrifkan kemasan permukaan tempat duduk injap dan juga sangat ketat dan tanda sembang terkecil atau bergelombang tempat duduk, menghasilkan tempat duduk yang di luar toleransi dan tidak boleh diterima.
Toleransi yang digunakan pada tanggapan kepekatan, kehabisan atau kehabisan dua kali antara paksi panduan injap dan paksi tempat duduk injap juga adalah sangat penting namun kekal dalam nilai yang agak mudah untuk dijamin.
Secara amnya, kecacatan/penghabisan ketumpuan dalam susunan 0.05mm (.002”) dianggap boleh diterima. Semua nilai toleransi ini diperketatkan dengan serius dengan penggunaan pekali yang dipanggil "Cpk" yang dikeluarkan daripada peraturan yang terpakai kepada syarikat yang diperakui ISO/TS16949 dan mengurangkan nilai toleransi dengan ketara melalui penggunaan mesin yang mampu menjamin ketekalan kualiti yang hebat.
Pendekatan ini mempunyai objektif untuk menjamin kualiti dimungkinkan kerana kesilapan manusia dielakkan sebanyak mungkin kerana penggunaan sistem berangka yang mencetuskan dan mengawal mekanisme yang sentiasa menghasilkan prestasi yang lebih tinggi.
NEWEN FIXED-TURNING® datang dalam logik prinsip mekanikal yang berkembang dan berprestasi tinggi, dipandu dan dikawal dengan kawalan berangka prestasi tinggi yang unik.
FIXED-TURNING® menyediakan dan menjamin:
Tahap kualiti ini adalah yang tertinggi pada hari ini dan boleh diakses oleh semua orang yang memesinan tempat duduk injap, daripada pembina semula enjin terkecil kepada kemudahan pengeluaran terbesar menggunakan NEWEN FIXED-TURNING®.
Akhir sekali, NEWEN FIXED-TURNING® ialah cara pengeluaran yang boleh dipercayai dan konsisten, menjimatkan dan fleksibel, membolehkan mengambil kira Cpk paling teruk sambil mengawal keuntungan seseorang.
Permintaan untuk kualiti berterusan (Cpk) dan ketepatan untuk pengeluaran kepala silinder baharu, menyerlahkan ketidakcukupan prinsip juruterbang tirus sebagai penyelesaian yang boleh diterima untuk pemesinan tempat duduk injap.
Penyelesaian ini, yang telah lama dihargai untuk aspek ekonominya, tidak lagi bertindak balas kepada keperluan teknikal semasa.
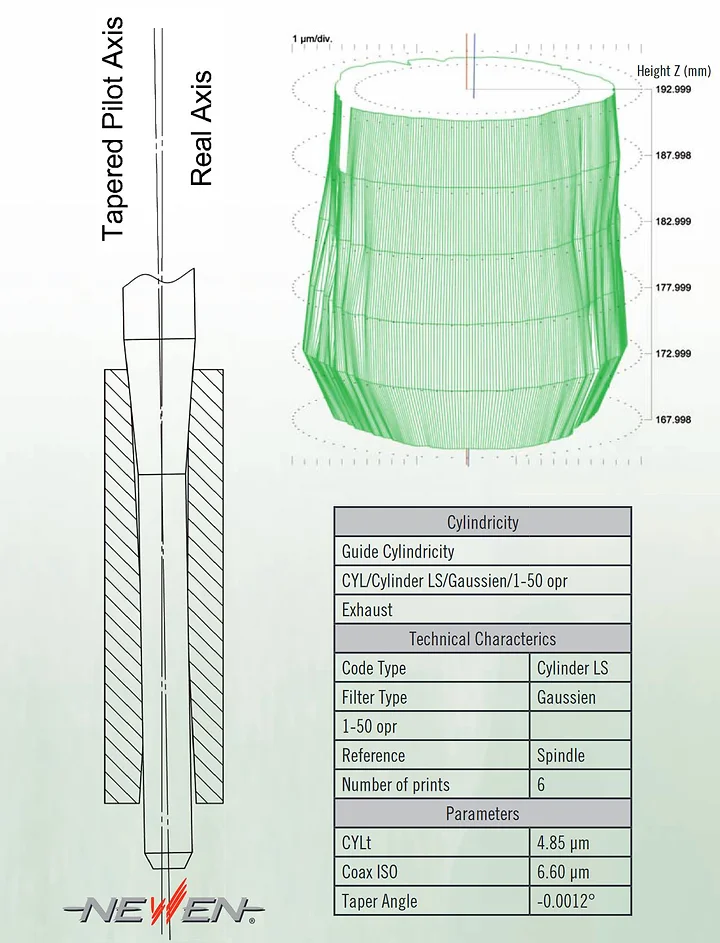
Paksi/kedudukan yang diambil oleh juruterbang tirus dalam panduan injap tidak pernah sama daripada yang akan ditentukan melalui pengukuran dan/atau yang diambil oleh injap semasa dalam pergerakan (rujuk lukisan).
Perbezaan ini diserlahkan lagi oleh kecacatan bentuk panduan injap baharu atau terpakai (sila rujuk kepada perwakilan grafik panduan injap baharu oleh mesin pengukur Talyrond)
Kedudukan rawak juruterbang dalam panduan injap bertentangan dengan tanggapan Cpk yang dibangunkan hari ini dalam semua OEM.
Tanpa lupa bahawa walaupun dalam kes pembaikan yang mudah, dimensi juruterbang yang diperlukan untuk enjin semasa tidak mencukupi, dalam apa jua keadaan, untuk menentang usaha pemotongan alat bentuk yang tidak teratur.
NEWEN menafikan secara bertenaga kedudukan pembela teknik usang ini.
Begitu juga, alat bentuk mempamerkan profil pemotongan yang terlalu panjang untuk menjamin pemotongan biasa melebihi 360 darjah (sama rata di sekeliling tempat duduk).
Nilai pelepasan bahagian dalam boleh berbeza-beza pada skala 1 hingga 3 pada satu tempat duduk yang sama dan usaha jejari yang diserap oleh gelendong pasti akan mencetuskan lenturan sebenar yang terakhir dan akan diterjemahkan ke dalam bentuk kecacatan tempat duduk injap seperti chatter. tanda, undulasi dan/atau bentuk bujur yang akan menjadikan pemesinan tempat duduk tidak betul dan di luar toleransi.
Bahan tempat duduk injap semasa dan toleransi yang diperlukan tidak lagi serasi dengan teknik pemesinan ini.

Cara pengukur tradisional tidak mencukupi untuk mengawal tempat duduk injap dan panduan injap dengan tepat yang dimesin dengan mesin NEWEN® FIXED-TURNING®.
NEWEN® telah dilengkapi sendiri dengan mesin kawalan TALYROND 365XL, terutamanya yang diilhamkan dan didedikasikan untuk pengukuran bentuk, koaksial, kemasan permukaan...
Mesin ini yang resolusinya ialah 1/100 mikron membolehkan untuk mengawal secara automatik semua parameter geometri yang mentakrifkan kualiti panduan dan kerusi injap: pekeliling, kepekatan, kehabisan, silinder, kelinearan segmen, sudut, kemasan permukaan... Laporan kawalan dan graf yang terhasil daripada ujian tidak dapat dinafikan diiktiraf oleh jabatan kawalan OEM yang paling berprestij.
NEWEN terus menguji kerja yang dihasilkan oleh mesin yang dikeluarkannya dan menunjukkan kualiti dengan ukuran sebenar.
Seperti prinsip mesin pelarik CNC, FIXED-TURNING ® ialah pemesinan tempat duduk injap dan/atau sebarang bentuk revolusi dengan interpolasi paksi.
Selain daripada fakta bahawa ia adalah alat pemotong yang berputar dan bukan bahagian yang dimesin itu sendiri, gelendong mesin dan kepala pemesinan membolehkan untuk memesin bentuk yang paling sukar dan paling kompleks tanpa mengira kualiti bahan tempat duduk injap. Semasa berputar, alat pemotong bergerak pada paksi x dan znya untuk menerangkan profil kepada mesin. Pemesinan dilakukan dalam satu arah dan bilangan hantaran ditakrifkan secara automatik oleh program itu sendiri. Perjalanan alat pemotong dioptimumkan mengikut bentuk sebenar tempat duduk injap mentah. Pemotong segi tiga piawai bergerak mengikut paksi gerabak dan paksi anjakan gelendong. Keseluruhan berputar mengelilingi paksi-C.
Komputer yang berkuasa secara kekal mengira trajektori optimum alat supaya usaha pemotongan adalah tetap dan dikurangkan kepada minimum. Setiap pencukuran tunggal yang dikira dari pecahan sesaat hingga pecahan sesaat dihasilkan sedemikian rupa sehingga tiada turun naik usaha pemotongan mengganggu keseimbangan dan kelenturan gelendong.
Terima kasih kepada FIXED-TURNING ®, pemesinan tempat duduk injap yang sempurna dan pengedap sempurna antara tempat duduk injap dan injapnya dicapai setiap kali, kali pertama, tanpa lapping.
Kawalan moden, teknologi terkini, cekap, ringkas, sangat mesra pengguna, melegakan pengendali gerak isyarat berulang, mengurangkan keletihan dan membebaskan perhatian untuk operasi penting.
Interaksi dengan mesin adalah mesra pengguna dan mudah. Pengendali hanya perlu memasukkan dimensi biasa seperti diameter injap, pilih profil dan mesin akan serta-merta mengira semua yang lain, termasuk semua pas pemesinan kasar dan penamat.
Di luar ketepatan, di luar sekadar kemesraan pengguna dan produktiviti tambahan, FIXED-TURNING ® adalah setara dengan ribuan alat bentuk tersuai, semuanya dibungkus secara kekal dalam satu mesin yang ringkas dan mampu milik.
Pembinaan Semula Enjin Seumur Hidup.