OEM उप-कन्ट्र्याक्टरहरू, उच्च-कार्यसम्पादन विशेषज्ञहरू र इन्जिन पुनर्निर्माणकर्ताहरूले भल्भ गाइडहरू र भल्भ सिटहरू मेसिन गर्दा सटीक आकार र आयाम सहिष्णुताहरूलाई ध्यानमा राख्नुपर्छ।
यस "सहयोगी-स्मरण" को साथ, NEWEN ले उत्पादन प्राविधिकहरूका लागि बनाइएको छोटो कागजात भित्र भेला गर्ने प्रयास गर्दछ, विभिन्न प्रतीकहरू र सहिष्णुता संकेतहरू सामान्यतया OEMs द्वारा सिलिन्डर हेड मेसिनिंगको सन्दर्भमा उनीहरूको आवश्यकताहरू परिभाषित गर्न प्रयोग गरिन्छ र विशेष गरी, भल्भ गाइड र। वाल्व सीट मेसिनिंग।
NEWEN ले सिलिन्डर टाउकोको कार्यप्रणाली र विश्वसनीयतामा प्रत्यक्ष र अप्रत्यक्ष घटनाहरूको साथ प्रत्येक फारम र आयाम सहिष्णुतालाई एकसाथ ल्याउँछ, दुई वा बढी प्यारामिटरहरूको संयुक्त प्रभावहरूलाई अधिक सरल वा विकृत गर्ने प्रयास नगरी।
यस कागजातको साथ, NEWEN ले सामान्यतया स्वीकृत विचारहरू साथै झूटा विचारहरू, व्यापक विचारहरूको निन्दा गर्ने काम गरिरहेको छ जुन तिनीहरूको सरलता र अशुद्धताहरूको कारणले, इन्जिन पुनर्निर्माणकर्ताहरूलाई भ्रमित गर्दछ र तिनीहरूको निर्णय परिवर्तन गर्दछ।
"जब तपाई के बोल्दै हुनुहुन्छ मापन गर्न सक्नुहुन्छ र संख्यामा व्यक्त गर्न सक्नुहुन्छ, तपाईलाई यसको बारेमा केहि थाहा छ; तर जब तपाईं यसलाई मापन गर्न सक्नुहुन्न वा संख्यामा व्यक्त गर्न सक्नुहुन्न, तपाईंको ज्ञान अल्प र असंतोषजनक प्रकारको हुन्छ।
लर्ड केल्विन (१८२४-१९०७)
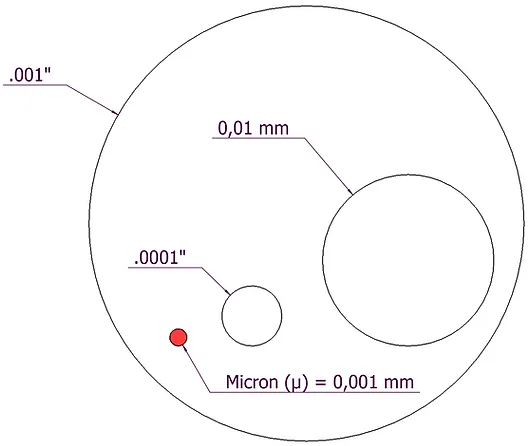
गोलाकार किन नाप्ने?
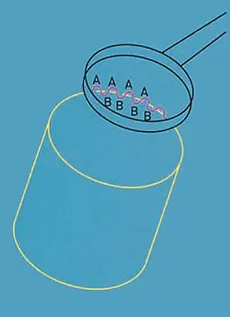
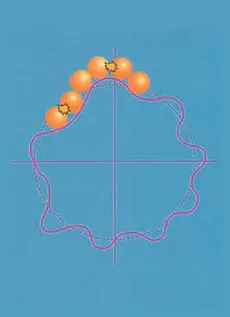
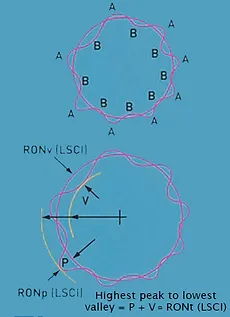
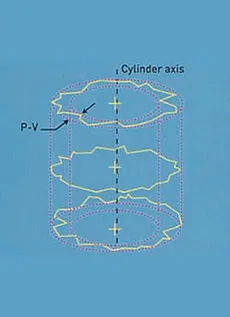
कम्पोनेन्ट आँखामा गोलो देखिन सक्छ र vernier वा माइक्रोमिटरको साथ मापन गर्दा स्पष्ट रूपमा एक स्थिर व्यास हुन सक्छ, तर के यो गोलाकार छ? यो स्पष्ट छ कि लबिङले प्रकार्यलाई असर गर्न सक्छ। 'A' मा लोबहरूले भार बोक्नेछन् जबकि लुब्रिफिकेशन फिल्म 'B' मा सबैभन्दा ठूलो हुनेछ।
गोलाकार कसरी मापन गरिन्छ?
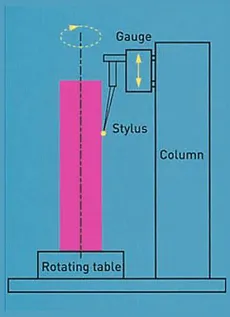
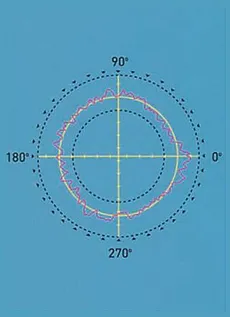
गोलाकारता मापन गर्न, परिक्रमा आवश्यक छ, त्रिज्या मा परिवर्तन मापन गर्ने क्षमता संग। परिक्षण अन्तर्गत कम्पोनेन्टको प्रोफाइललाई गोलाकार मितिमा तुलना गरेर यो उत्तम प्राप्त हुन्छ। कम्पोनेन्ट अत्यधिक सटीक स्पिन्डलमा घुमाइएको छ जसले गोलाकार डाटाम प्रदान गर्दछ। कम्पोनेन्टको अक्ष स्पिन्डलको अक्षसँग पङ्क्तिबद्ध हुन्छ, सामान्यतया सेन्ट्रिङ र लेभलिङ टेबल प्रयोग गरी। त्यसपछि स्पिन्डल अक्षको सन्दर्भमा कम्पोनेन्टको रेडियल भिन्नताहरू मापन गर्न ट्रान्सड्यूसर प्रयोग गरिन्छ।
कारण?
यहाँ देखाइएको असरमा दौड हुन सक्छ जुन साँच्चै गोलाकार छैन। यो सम्भवतः छोटो समयको लागि कार्य गर्दछ तर यस असर दौड वरिपरि अण्डुलेशनले कम्पनहरू उत्पन्न गर्न थाल्छ। यसले समयपूर्व पहिरनको परिणाम दिन्छ र दौडलाई उद्देश्य भन्दा कम कुशलतापूर्वक प्रदर्शन गर्नको लागि कारण बनाउँछ।
नतिजा ?
यहाँ देखाइएको असरमा दौड हुन सक्छ जुन साँच्चै गोलाकार छैन। यो सम्भवतः छोटो समयको लागि कार्य गर्दछ तर यस असर दौड वरिपरि अण्डुलेशनले कम्पनहरू उत्पन्न गर्न थाल्छ। यसले समयपूर्व पहिरनको परिणाम दिन्छ र दौडलाई उद्देश्य भन्दा कम कुशलतापूर्वक प्रदर्शन गर्नको लागि कारण बनाउँछ।
ध्रुवीय प्रोफाइल वा ग्राफको रूपमा गेजबाट बाहिरको गोलाकार आउटपुट प्रतिनिधित्व गर्न यो सुविधाजनक छ। यस चित्रात्मक प्रतिनिधित्वको मूल्याङ्कन व्यक्तिपरक र समय खपत हुन सक्छ, त्यसैले हामीलाई सही र दोहोर्याउन मिल्ने जवाफहरू दिनको लागि जानकारी प्रशोधन गर्ने केही माध्यमहरू चाहिन्छ। हामीले वास्तविक सर्कुलरिटीबाट प्रस्थानहरूको मूल्याङ्कन गर्ने प्रयास गर्दैछौं र मापन गर्नको लागि सन्दर्भ चाहिन्छ, यसले हाम्रो प्रोफाइलमा सन्दर्भ सर्कल फिट गर्ने प्रयास गर्नु र हाम्रा सबै गणनाहरू यसमा जोड्नु अर्थपूर्ण हुन्छ।
सबैभन्दा कम वर्ग सन्दर्भ सर्कल (LSCI)
रेखा वा फिगर कुनै पनि डाटामा फिट गरिएको छ कि त्यो रेखा वा फिगरबाट डाटाको प्रस्थानको वर्गहरूको योग न्यूनतम हो। यो पनि रेखा हो जसले प्रोफाइललाई समान न्यूनतम क्षेत्रहरूमा विभाजन गर्दछ।
LSCI सबैभन्दा धेरै प्रयोग हुने सन्दर्भ सर्कल हो। LSCI बाट प्रोफाइलको अधिकतम प्रस्थानको सन्दर्भमा बाहिरी-गोलपनलाई व्यक्त गरिन्छ। अर्थात् सबैभन्दा अग्लो चुचुरोदेखि तल्लो उपत्यकासम्म।
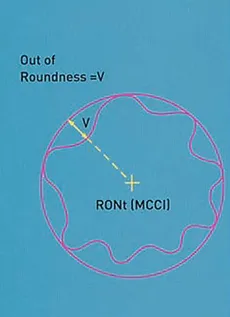
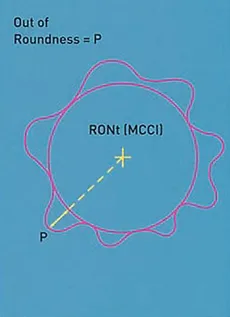
न्यूनतम परिक्रमा गरिएको सर्कल (MCCI)
प्रोफाइल डाटा संलग्न गर्ने न्यूनतम त्रिज्याको सर्कलको रूपमा परिभाषित। बाहिरको गोलाकारलाई त्यसपछि यो सर्कलबाट प्रोफाइलको अधिकतम प्रस्थान (वा उपत्यका) को रूपमा दिइन्छ। कहिलेकाहीँ रिंग गेज सन्दर्भ सर्कल भनेर चिनिन्छ।
 = विलक्षणता (ECC)*
= विलक्षणता (ECC)*
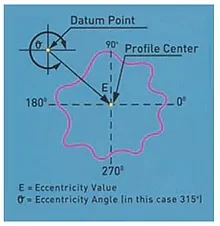
यो केहि डाटाम बिन्दु सापेक्ष प्रोफाइल को केन्द्र को स्थिति को वर्णन गर्न को लागी प्रयोग गरिएको शब्द हो। यो एक भेक्टर मात्रा हो कि यसको परिमाण र दिशा छ। विलक्षणताको परिमाणलाई प्रोफाइल केन्द्र र मिति बिन्दु बीचको दूरीको रूपमा मात्र व्यक्त गरिएको छ। दिशालाई डेटम बिन्दुबाट कोणको रूपमा व्यक्त गरिएको छ।
 = एकाग्रता (CONC)*
= एकाग्रता (CONC)*
यो विलक्षणता जस्तै छ तर यसको परिमाण मात्र छ र कुनै दिशा छैन। डेटम बिन्दुको वरिपरि घुमाउँदा प्रोफाइल केन्द्र द्वारा वर्णन गरिएको सर्कलको व्यासको रूपमा एकाग्रतालाई परिभाषित गरिन्छ। यो देख्न सकिन्छ कि एकाग्रता मान सनकीको परिमाणको दोब्बर छ।
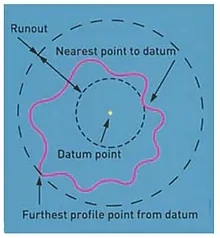
 = रनआउट (रनआउट)*
= रनआउट (रनआउट)*
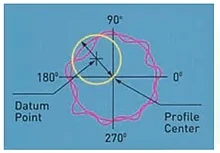
कहिलेकाहीँ TIR (कुल इंगित पठन) को रूपमा उल्लेख गरिएको छ। रनआउटलाई डेटम बिन्दुमा केन्द्रित गरी दुईवटा केन्द्रित सर्कलहरूको रेडियल विभाजनको रूपमा परिभाषित गरिएको छ र यसरी कोरिएको छ कि एउटा नजिकको र अर्को प्रोफाइलको सबैभन्दा टाढाको बिन्दुसँग मेल खान्छ।
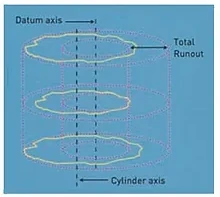
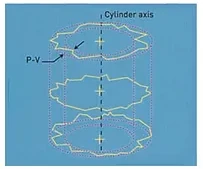
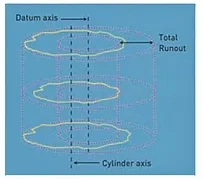
 = कुल रनआउट (कुल रनआउट)*
= कुल रनआउट (कुल रनआउट)*
कुल रनआउटलाई दुई सह-अक्षीय सिलिन्डरहरूको न्यूनतम रेडियल पृथक्करणको रूपमा परिभाषित गरिएको छ, जुन सह-अक्षीय हुन्छ र मिति अक्षसँग पूर्ण रूपमा मापन गरिएको सतहलाई घेर्दछ।
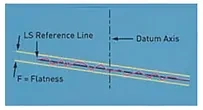
 = समतलता (FLTt)*
= समतलता (FLTt)*
एउटा सन्दर्भ विमान फिट गरिएको छ र त्यस विमानबाट उपत्यका प्रस्थान शिखरको रूपमा समतलता गणना गरिन्छ। या त LS वा MZ n प्रयोग गर्न सकिन्छ
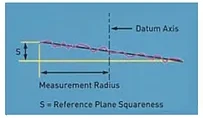
 = वर्गता (SQR)*
= वर्गता (SQR)*
अक्ष परिभाषित गरिसकेपछि, वर्गता मान भनेको सन्दर्भ अक्षको सामान्य दुई समानान्तर प्लेनहरूको न्यूनतम अक्षीय विभाजन हो र जसले सन्दर्भ समतललाई पूर्ण रूपमा घेर्छ। या त LS वा MZ प्रयोग गर्न सकिन्छ।
 = बेलनाकार (CYLt)*
= बेलनाकार (CYLt)*
2 सिलिन्डरहरूको न्यूनतम रेडियल पृथक्करण, फिट गरिएको सन्दर्भ अक्षको साथ समाक्षीय, जसले मापन गरिएको डाटालाई पूर्ण रूपमा संलग्न गर्दछ। या त LS, MZ, MC वा Ml सिलिन्डरहरू प्रयोग गर्न सकिन्छ।
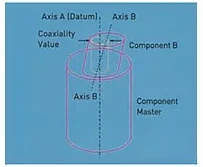
= समाक्षीयता (Coax ISO)*
सिलिन्डरको व्यास जुन डेटम अक्षसँग समाक्षीय हुन्छ र समाक्षीयता मूल्याङ्कनका लागि उल्लेख गरिएको सिलिन्डरको अक्षलाई मात्र घेर्छ।
= समाक्षीयता (Coax DIN)*
सिलिन्डरको व्यास जुन डेटम अक्षसँग समाक्षीय हुन्छ र केवल विमानहरूको सेन्टोइडहरू (LS केन्द्रहरू) घेर्छ जसबाट समाक्षीयता मूल्याङ्कनका लागि सन्दर्भ गरिएको सिलिन्डरको अक्ष गणना गरिन्छ।
"ट्रायो" भल्भ गाइड, भल्भ सिट र भल्भको कार्य भनेको इन्जिनको ग्यासीय प्रवाहको एक उत्तम, अन्तहीन नवीकरण र भरपर्दो हावा-टाइटनेस सिर्जना गर्नु हो।
दुई सतहहरू बीचको धातुको सम्पर्कले सयौं लाखौं लगातार भल्भहरू खोल्ने र बन्द गरेपछि भरपर्दो र वायुरोधी मार्ग गठन गर्नुपर्छ।
सम्पर्कमा रहेका दुई सतहहरू, अर्थात् भल्भको भल्भ सिट सतह र वास्तविक सिटको समान गुणहरू हुनुपर्छ र पूर्णताको नजिक हुनुपर्छ।
माथि उल्लेखित सतहहरूको आकार पूर्ण रूपमा समान र पूर्ण रूपमा पूरक हुनुपर्छ।
परिशुद्धता र दोहोरिने तरिकामा प्राप्त गर्न सकिने एक मात्र आकार, यो कार्य पूरा गर्न, सर्कल हो।
अन्य प्यारामिटरहरूसँग सम्बद्ध, सर्कुलरिटी, अर्थात् भल्भ सिट र भल्भ आफैंले गठन गरेको सर्कलहरूको आकारको शुद्धता, भल्भ र भल्भको बीचमा राम्रो हावा-टाइटनेसको लागि मुख्य र कुनै पनि शर्त होइन। सीट।
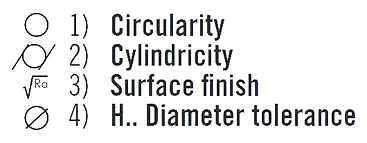
सर्कुलरिटी, बेलनाकार, सतह फिनिश, कोणहरू सबै कडा र कडा सहिष्णुताको अधीनमा छन्।
वाल्व गाइड
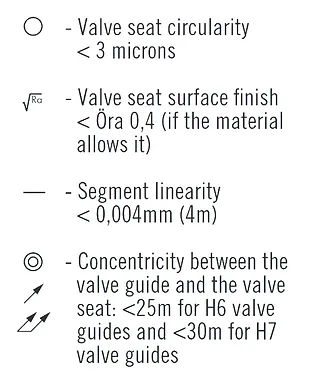
भल्भ गाइड भनेको सन्दर्भ हो, जसमध्ये भल्भ सीटको मर्मत मेसिनिङ अपरेसनको स्थिति, भल्भ सीट (केन्द्रता) को अनुरूपको अंशको नियन्त्रणमा निर्भर गर्दछ र निस्सन्देह, यसले भल्भलाई यसको चालहरूमा मार्गदर्शन गर्दछ। भल्भ गाइडको गुणस्तर अनिवार्य रूपमा 4 प्यारामिटरहरूद्वारा परिभाषित गरिएको छ:
भल्भको सही मार्गनिर्देशन सुनिश्चित गर्न, सिलिन्ड्रिसिटी र व्यासमा सहिष्णुता महत्त्वपूर्ण छ। राम्रो ज्यामितीय गुणहरूले भल्भ गाइडलाई लामो जीवनकालमा परिशुद्धताको साथ वाल्व स्थितिमा राख्न अनुमति दिन्छ।
भल्भको मार्गनिर्देशनमा महत्त्वपूर्ण त्रुटि, भल्भ गाइडको कमजोर मेसिनिङमा - सहनशीलता भन्दा बाहिर, भल्भ सिटको समयपूर्व विकृति र इन्जिन आउटपुटमा द्रुत हानि निम्त्याउँछ।
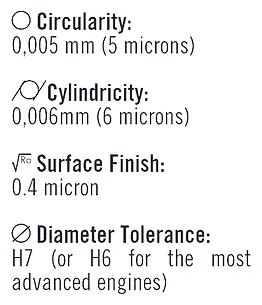
हालको इन्जिनहरूको लागि OEM हरू द्वारा सामान्यतया आवश्यक पर्ने सहिष्णुताहरू हुन्:
माथिको सहिष्णुता, ठूला श्रृंखला निर्माताहरू द्वारा प्राप्त गर्न र सम्मान गर्न गाह्रो, मर्मत गर्दा ग्यारेन्टी गर्न अझ जटिल छ। यी गुणस्तर स्तरहरू पूरा गर्न असफल हुँदा भल्भ सीटहरूको मेसिनिङ अझ नाजुक हुनेछ।
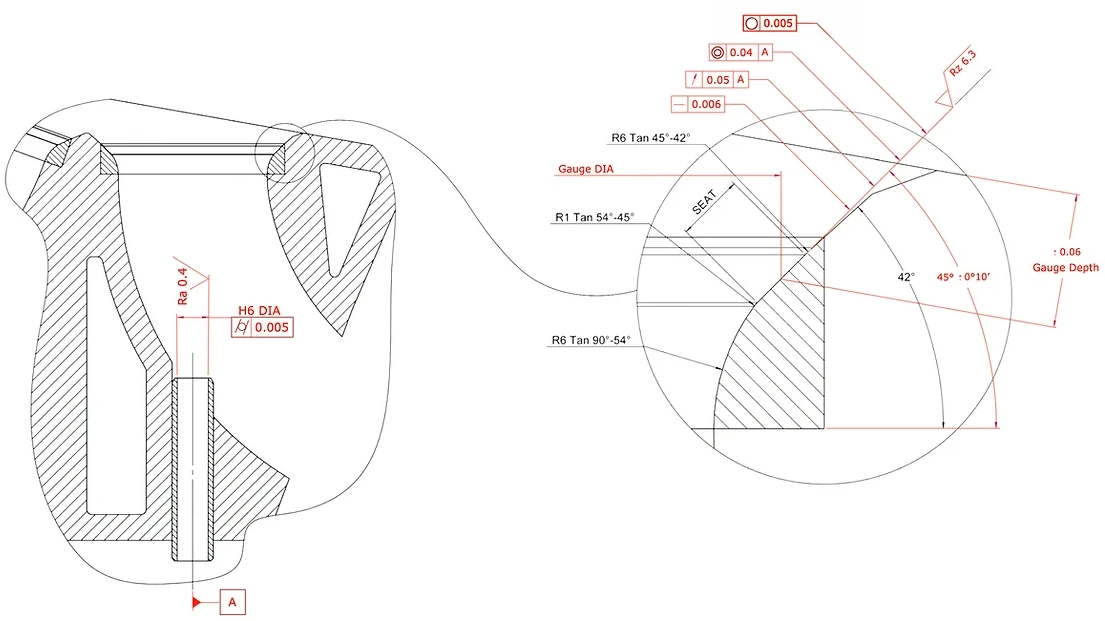
भल्भ सीट र भल्भ
सम्पर्कमा हुने सतहहरूको परिशुद्धताको महत्त्वलाई ध्यानमा राख्दै र तिनीहरूको पूरकताको कारणले, एक उत्तम वायुरोधीता सुनिश्चित गर्नेछ, OEM ले सिट टेपरहरूको आकार सहनशीलतालाई कडा बनाउँछ।
सिट कोण खण्डको रैखिकता र यसको सर्कुलरिटी केही माइक्रोन (< 10 माइक्रोन)। Ra र Rz मानहरूले भल्भ सिटको सतह फिनिश परिभाषित गर्दछ र साथै धेरै टाइट र सबैभन्दा सानो च्याटर मार्क वा सिटको अनडुलेसन, सहिष्णुता बाहिर र अस्वीकार्य सीट उपज दिन्छ।
भल्भ गाइडको अक्ष र भल्भ सिटको अक्ष बीचको एकाग्रता, रनआउट वा डबल रनआउटको धारणामा लागू हुने सहिष्णुताहरू पनि धेरै महत्त्वपूर्ण छन् तर ग्यारेन्टी गर्न अपेक्षाकृत सजिलो मानहरूमा रहन्छन्।
सामान्यतया, 0.05mm (.002") को क्रममा एकाग्रता दोष/रनआउट स्वीकार्य मानिन्छ। यी सबै सहिष्णुता मानहरूलाई ISO/TS16949 प्रमाणित कम्पनीहरूमा लागू हुने नियमहरूबाट जारी गरिएको "Cpk" नामक गुणांकको प्रयोगले गम्भीर रूपमा कडा बनाइन्छ र गुणस्तरमा उत्कृष्ट स्थिरताको ग्यारेन्टी गर्न सक्षम मेसिनहरूको प्रयोग मार्फत पर्याप्त सहिष्णुता मानहरू घटाउँछ।
ग्यारेन्टी गुणस्तरको उद्देश्यको लागि भएको यो दृष्टिकोण सम्भव भएको छ किनभने मानव त्रुटिलाई सकेसम्म धेरै बेवास्ता गरिन्छ किनभने संख्यात्मक प्रणालीहरू ट्रिगर गर्ने र नियन्त्रण गर्ने संयन्त्रहरूको प्रयोगले सधैं बढी प्रदर्शन प्रदान गर्दछ।
NEWEN FIXED-TURNING® विकसित र उच्च प्रदर्शन मेकानिकल सिद्धान्तको तर्क भित्र आउँछ, एक अद्वितीय उच्च प्रदर्शन संख्यात्मक नियन्त्रणको साथ प्रयोग गरी नियन्त्रित।
FIXED-TURNING® ले प्रदान गर्दछ र ग्यारेन्टी दिन्छ:
गुणस्तरको यो स्तर आज उच्चतम छ र NEWEN FIXED-TURNING® को प्रयोग गरी सबैभन्दा सानो इन्जिन पुनर्निर्माणकर्तादेखि ठूला उत्पादन सुविधाहरूसम्म, भल्भ सिटहरू मेसिन गर्ने सबै मानिसहरूका लागि पहुँचयोग्य छ।
अन्तमा, NEWEN FIXED-TURNING® एक भरपर्दो र लगातार उत्पादन साधन हो, किफायती र लचिलो, जसले आफ्नो नाफा नियन्त्रण गर्दा सबैभन्दा गम्भीर Cpk लाई ध्यानमा राख्न अनुमति दिन्छ।
नयाँ सिलिन्डर हेड उत्पादनको लागि स्थिर गुणस्तर (Cpk) र परिशुद्धताको माग, भल्भ सिट मेसिनिङको लागि स्वीकार्य समाधानको रूपमा टेपर्ड पायलटको सिद्धान्तको अपर्याप्ततालाई हाइलाइट गर्दछ।
यो समाधान, यसको आर्थिक पक्षको लागि लामो समय सम्म सराहना गरिएको, अब वर्तमान प्राविधिक आवश्यकताहरु लाई प्रतिक्रिया गर्दैन।
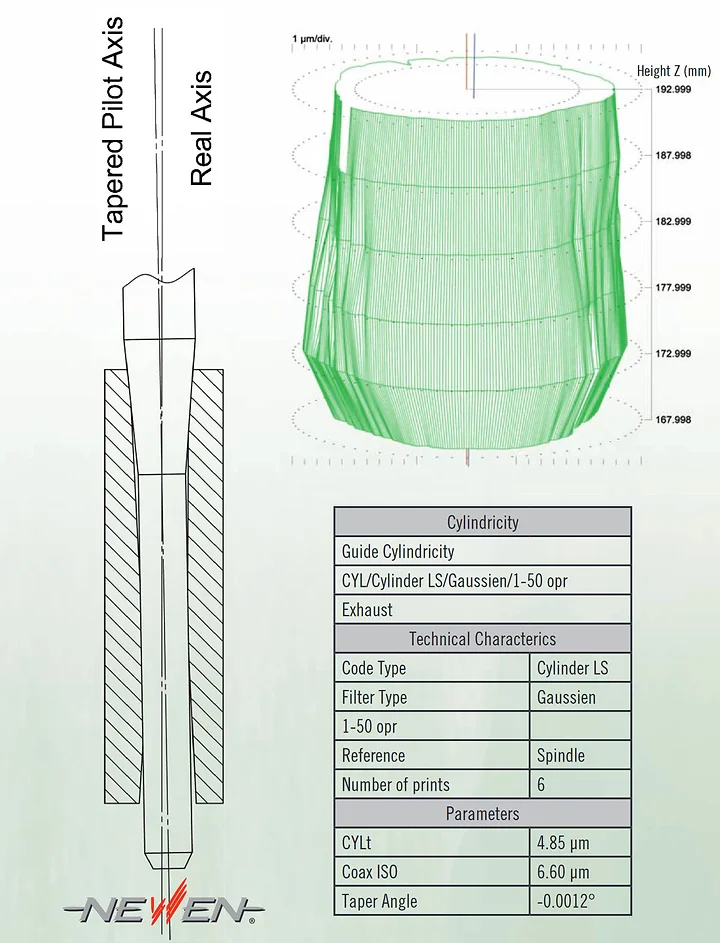
भल्भ गाइड भित्र टेपर्ड पायलट द्वारा लिइएको अक्ष/स्थिति मापन र/वा चालमा हुँदा भल्भ द्वारा लिइएको एक भन्दा उस्तै हुँदैन (रेखांकनलाई सन्दर्भ गर्नुहोस्)।
यो भिन्नतालाई नयाँ वा प्रयोग गरिएको भल्भ गाइडको आकार दोषले थप जोड दिएको छ (कृपया Talyrond मापन गर्ने मेसिनद्वारा नयाँ भल्भ गाइडको ग्राफिकल प्रतिनिधित्वलाई सन्दर्भ गर्नुहोस्)
भल्भ गाइड भित्र पाइलटको अनियमित स्थिति Cpk को धारणा विरुद्ध जान्छ त्यसैले आज सबै OEM हरू भित्र विकसित भयो।
साधारण मर्मतको अवस्थामा पनि, हालको इन्जिनहरूको लागि आवश्यक पाइलटहरूको धेरै आयाम, कुनै पनि अवस्थामा, फारम उपकरणहरूको अनियमित काटन प्रयासहरूको प्रतिरोध गर्न पर्याप्त छैन भनेर बिर्सनु बिना।
NEWEN यस अप्रचलित प्रविधिको रक्षकहरूको स्थितिलाई ऊर्जावान रूपमा खण्डन गर्दछ।
त्यस्तै गरी, फारम उपकरणले 360 डिग्री (समान वरपर समान रूपमा) 360 डिग्री भन्दा माथिको नियमित कटौतीको ग्यारेन्टी गर्न धेरै लामो कटिङ प्रोफाइल प्रदर्शन गर्दछ।
भित्री राहतको मूल्य एउटै सिटमा 1 देखि 3 को स्केलमा भिन्न हुन सक्छ र स्पिन्डलद्वारा अवशोषित रेडियल प्रयासहरूले त्यस पछिको वास्तविक फ्लेक्सिङलाई अनिवार्य रूपमा ट्रिगर गर्नेछ र भल्भ सीटको रूप दोषमा अनुवाद गर्नेछ जस्तै बकबक। अंकहरू, अण्डुलेशनहरू र/वा अंडाकार रूपहरू जसले सिटको मेसिनिङलाई गलत र सहनशीलताबाट बाहिर बनाउँछ।
हालको भल्भ सीट सामग्री र आवश्यक सहिष्णुताहरू अब यो मेसिनिंग प्रविधिसँग उपयुक्त छैनन्।

परम्परागत मापन साधनहरू NEWEN® FIXED-TURNING® मेसिनहरूद्वारा मेसिन गरिएका भल्भ सिटहरू र भल्भ गाइडहरू ठीकसँग नियन्त्रण गर्न पर्याप्त छैनन्।
NEWEN® ले आफूलाई TALYROND 365XL कन्ट्रोल मेसिनसँग सुसज्जित गरेको छ, विशेष गरी आकार, समाक्षीयता, सतह फिनिशको मापनमा समर्पित र समर्पित...
यो मेसिन जसको रिजोल्युसन १/10एक माइक्रोनको ० ले गाइड र भल्भ सीटको गुणस्तर परिभाषित गर्ने सबै ज्यामितीय मापदण्डहरूलाई स्वचालित रूपमा नियन्त्रण गर्न अनुमति दिन्छ: गोलाकारता, एकाग्रता, रन आउट, बेलनाकार, खण्ड रैखिकता, कोण, सतह समाप्त... नियन्त्रण रिपोर्टहरू र ग्राफहरू परिणामस्वरूप परीक्षणहरू निर्विवाद रूपमा सबैभन्दा प्रतिष्ठित OEM को नियन्त्रण विभागहरू द्वारा मान्यता प्राप्त छन्।
NEWEN ले उत्पादन गर्ने मेसिनहरूद्वारा उत्पादित कामको निरन्तर परीक्षण गरिरहेको छ र वास्तविक उपायहरूको साथ गुणस्तर प्रदर्शन गर्दछ।
सीएनसी लेथको सिद्धान्त जस्तै, फिक्स्ड-टर्निङ ® भल्भ सिटहरू र/वा अक्षहरूको प्रक्षेपणद्वारा कुनै पनि क्रान्ति आकारको मेसिनिङ हो।
यस तथ्यलाई बाहेक यो काट्ने उपकरण हो जुन कताई रहेको छ र भाग आफैं मेशिन गरिएको छैन, मेशिन स्पिन्डल र मेसिनिंग हेडले भल्भ सीट सामग्रीको गुणस्तरलाई ध्यान नदिई सबैभन्दा गाह्रो र सबैभन्दा जटिल आकारहरू मेसिन गर्न अनुमति दिन्छ। घुमाउने क्रममा, काट्ने उपकरणले मेसिनमा प्रोफाइल वर्णन गर्न यसको x र z अक्षहरूमा सर्छ। मेसिनिङ एक दिशामा प्रदर्शन गरिन्छ र पासहरूको संख्या स्वचालित रूपमा कार्यक्रम द्वारा परिभाषित गरिएको छ। काट्ने उपकरणको यात्रा कच्चा भल्भ सीट को वास्तविक आकार अनुसार अनुकूलित छ। एउटा मानक त्रिकोणीय कटर गाडीको अक्ष र स्पिन्डलको विस्थापनको अक्ष अनुसार चल्छ। सम्पूर्ण C-अक्ष वरिपरि घुम्छ।
एक शक्तिशाली कम्प्युटरले उपकरणको इष्टतम ट्र्याजेक्टोरी स्थायी रूपमा गणना गर्दछ ताकि काट्ने प्रयासहरू नियमित र न्यूनतममा घटाइयोस्। सेकेन्डको अंशबाट सेकेन्डको अंशसम्म गणना गरिएको प्रत्येक एकल शेभिङ यसरी उत्पादन गरिन्छ कि काट्ने प्रयासहरूको कुनै उतार-चढावले सन्तुलन र स्पिन्डलको लचिलोपनलाई बाधा पुर्याउँदैन।
FIXED-TUNING ® को लागि धन्यवाद, सही भल्भ सिट मेसिनिङ र भल्भ सिट र यसको भल्भ बीचको एक उत्तम सिल प्रत्येक पटक, पहिलो पटक, ल्याप नगरी प्राप्त हुन्छ।
आधुनिक नियन्त्रणहरू, नवीनतम प्रविधि, कुशल, सरल, अत्यन्त प्रयोगकर्ता मैत्री, दोहोरिने इशाराहरूबाट सञ्चालकलाई राहत दिन्छ, थकान कम गर्छ र आवश्यक कार्यहरूको लागि ध्यान मुक्त गर्दछ।
मेशिन संग अन्तरक्रिया प्रयोगकर्ता मैत्री र सरल छ। अपरेटरले भल्भको व्यास जस्ता परिचित आयामहरू मात्र प्रविष्ट गर्न आवश्यक छ, प्रोफाइल चयन गर्नुहोस् र मेसिनले तुरुन्तै सबै रफिङ र फिनिसिङ मेसिनिङ पासहरू सहित सबै कुरा गणना गर्नेछ।
सटीकताभन्दा बाहिर, प्रयोगकर्ता मित्रता र थप उत्पादकताभन्दा बाहिर, FIXED-TURNING ® हजारौं अनुकूलन फारम उपकरणहरूको बराबर हो, सबै स्थायी रूपमा एउटै सरल र किफायती मेसिनमा प्याकेज गरिएका छन्।
लामो लाइभ इन्जिन पुनर्निर्माण।