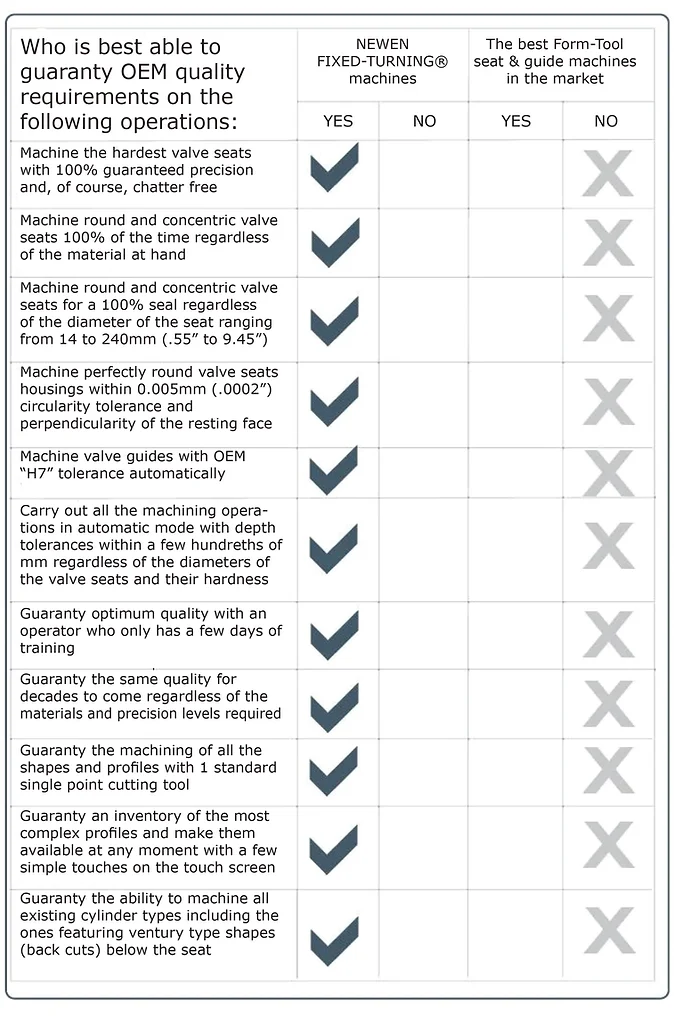
Klepzittingbewerking, een eeuw evolutie en … de oplossing!
Voor
DUIKEND
en het hardmetalen vormgereedschap
Tekening 1
Chatter-markeringen
|
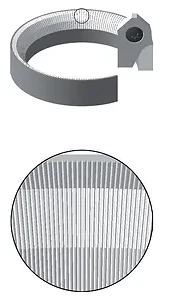
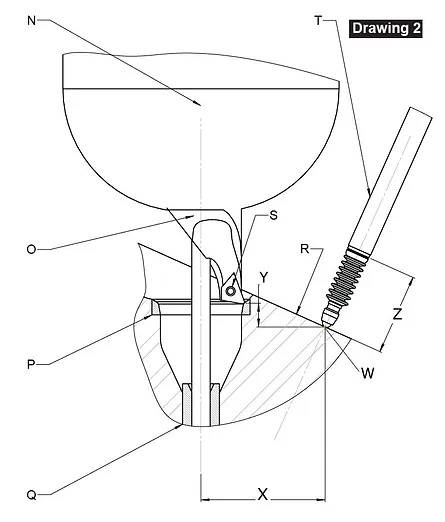
Tekening 2
Golven
|
Het lappen van poedermetalen klepzittingen, of van sommige gietijzeren klepzittingen, veroorzaakt onvermijdelijke ratelsporen. Ratelsporen zijn zeer schadelijk voor een klep, omdat er gassen doorheen ontsnappen terwijl de klep gesloten is.
De bewerkte klepzitting zal daardoor snel vervormen en de afdichting zal nooit goed zijn. Ratelsporen ontstaan doordat hardmetalen vormgereedschappen een groot oppervlak van een materiaal met een korrelige structuur van verschillende materialen (zoals poedermetalen, nodulair gietijzer...) schrapen.
Traditionele klepzittingen die bewerkt zijn met de leptechniek (vormgereedschap), vertonen allemaal golvingen van honderdsten van millimeters die het directe resultaat zijn van onregelmatige snij-inspanningen bij een rotatie van 360 graden. De resultanten van veranderende snij-inspanningen brengen onregelmatige krachten over op machinespindels die meer of minder zullen buigen, afhankelijk van de machine, en onregelmatige vormen zullen opleveren. Dit fenomeen, dat bekend is bij operators van handmatige machines, wordt gecompenseerd, wanneer er grote zichtbare defecten optreden, met snelle en krachtige druk op het spindelcommando.
Het bovenstaande vergt aanzienlijke spindelinspanningen en kan kleine defecten weliswaar helpen gladstrijken, maar de geometrie kan er op geen enkele manier mee worden gecorrigeerd.
Deze golvingen, inherent aan het principe van machinaal bewerken door lappen, hebben onbetwistbare gevolgen voor de klepafdichting en vereisen verdere lappen van elke klep op zijn klepzitting om een acceptabele afdichting te verkrijgen. Kleplappen, tot nu toe uit noodzaak geaccepteerd door motorbouwers en hun klanten, is al lang verbannen door motorfabrikanten en iedereen die op zoek is naar de minimale kwaliteit die vereist is voor de huidige motorgeneraties.
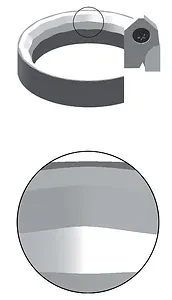
Nu
FIXED-TURNING®
en het enkelvoudige puntgereedschap
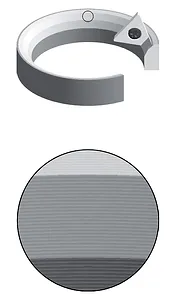
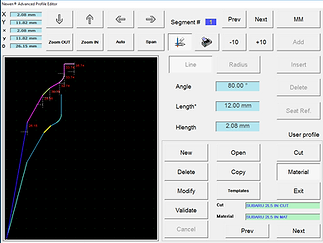
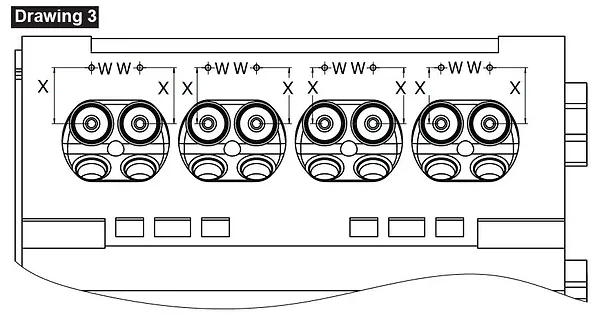
Tekening 3
Geometrische precisie
Bewerking door interpolatie, FIXED-TURNING®, elimineert definitief alle defecten die op tekening 1 en 2 zijn weergegeven.
Micro-chatter marks en golvingen zijn vrijwel onmogelijk te genereren. Single point machining staat de vorming van dergelijke defecten niet toe. Men hoeft alleen maar te denken aan het bewerken op een draaibank om zichzelf te overtuigen.
Bewerking met een draaigereedschap dat op twee geïnterpoleerde assen beweegt, genereert een cirkelvormige microgroef, perfect rond. De diepte van de groef en het interval tussen 2 groeven wordt geregeld door de numerieke besturing van de machine, wat resulteert in de fijnst haalbare oppervlakteafwerkingen.
Net zoals de snij-inspanning aanzienlijk wordt verminderd (300 keer en meer), worden ook de oppervlakteafwerkingsfouten teruggebracht tot niveaus die FIXED-TURNING® tot de allerhoogste kwaliteitsschalen van toonaangevende OEM's plaatsen.
een nieuw tijdperk, een nieuwe wereld van mogelijkheden...
Het bewerken van de moeilijkste cilinderkoppen wordt binnen enkele minuten per klepzitting bereikt voor de langste profielen, speciaal gemaakt om de output van de motor te verbeteren. Het bewerken van een traditioneel "3-Angle" profiel wordt binnen enkele seconden uitgevoerd.

Cilinderkoppen van motorfietsen , de kleinste klepzittingen die er zijn en nog komen (downsizing, de kern van alle nieuwe motorontwikkelingsprogramma's), kunnen met het grootste gemak en met de optimale precisie van wedstrijdmotoren worden vervaardigd...
NEWEN® machines stellen elke motorrevisieur in staat zich te positioneren als specialist in het bewerken van alle motortypen. De precisie die systematisch wordt bereikt bij het gebruik van FIXED-TURNING® machines geldt voor alle motortypen, men hoeft niet langer te weigeren om betrokken te raken bij een of andere bewerking op een of ander type cilinderkop, alle moeilijke bewerkingsbewerkingen worden een bron van extra en aanzienlijke winsten.
De markt voor hoogwaardige machines en de markt voor mechanische vrijetijdsmachines zijn bereikbaar voor elke motorrevisiebedrijf dat is uitgerust met een FIXED-TURNING®-machine.
Alle precisies die nodig zijn in Formule 1 of andere veeleisende mechanische sporten met hoge prestaties kunnen automatisch en systematisch worden bereikt. Perfectie is gegarandeerd.
High-Performance is een groeiende en lucratieve markt. Het prestige van de high-level professional die zich met deze specialiteit bezighoudt, straalt door op zijn/haar hele bedrijf.
De WKK, ook wel bekend als “Warmtekrachtkoppeling (WKK)”, de transformatie van motoren op aardgas en biobrandstoffen (ethanol) vereist snelle en nauwkeurige bewerkingen van klepzittingen en zeer harde klepzittingen.
De principes van warmtekrachtkoppeling zijn al lang bekend en worden gebruikt in een breed scala aan toepassingen. Tegenwoordig maken ontwikkelingen in ultra-schone aardgasgestookte zuigermotortechnologie, warmtewisselaars en systeemcontroles warmtekrachtkoppeling zowel praktisch als economisch voor toepassingen in verschillende groottebereiken.
Eén aspect van energieproductie dat deze ontwikkelingen heeft beïnvloed, is de steeds grotere behoefte aan schonere energie. Emissiebeheersingsstrategieën die het mogelijk maken dat aardgasgestookte verbrandingsmotoren worden toegepast voor CHP- en ICHM-toepassingen op niveaus die gelijk zijn aan of lager zijn dan de huidige normen voor grote energiecentrales, hebben warmtekrachtkoppeling verder praktischer, economischer en toegankelijker gemaakt voor een breder scala aan commerciële en industriële toepassingen.
FIXED-TURNING® is het ideale gereedschap voor deze werkzaamheden, die eenvoudig, snel, nauwkeurig en zeer winstgevend worden.
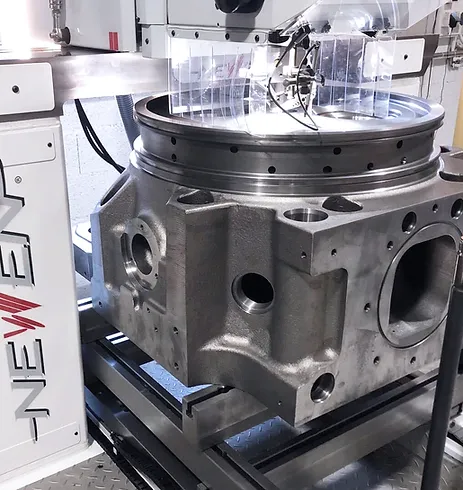
Het bewerken van alle behuizingen van de nokkenas-bakboringen tot overmaatse afmetingen, zodat er overmaatse bussen in de behuizingen kunnen worden geplaatst, is een eenvoudige, nauwkeurige en rendabele bewerking met FIXED-TURNING®.
Maak OFFSET-profielen naar wens...

Bewerking van venturi's (tot 112 graden) om de snelheid van gassen te versnellen.
Venturi: Een open hoek onder de stoel die het mogelijk maakt om de snelheid van de uitlaatgassen te versnellen door decompressie.

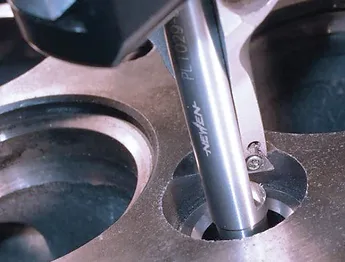
Bewerk met precisie alle soorten klepgeleiders (gietijzer, poedermetalen, brons, alle legeringen...). Ruim klepgeleiders met uiterste precisie in een zelfstandige bewerking of in een gecombineerde bewerking van klepzittingen.

Bewerk alle hoge precisie klepzitting tegenboringen met éénzelfde snijgereedschap. Om klepzitting behuizingen in alle soorten cilinderkoppen, gietijzer of aluminium, voor te bereiden, een precieze en winstgevende klus voor alle FIXED-TURNING® professionals.



KOMATSU aardgascilinderkopklepzittinghardheid: 56/58HRC (573HB+ / 610(HV50+)
- Gebruikte inzet: FT-11-11
- Snijsnelheid: 180 m/min
- Bewerkingsmodus: droog snijden
- Snijcyclus: 28 sec/zitting
- Circulariteit: 1µ tot 2,40µ
- Oppervlakteafwerking: 0,20Ra
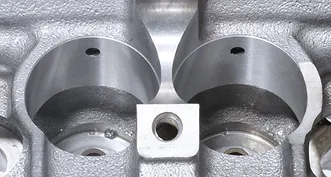
Nog een NIEUW exclusief: de bewerking van de bougiebehuizing.


Het bewerken van de zittingen van de decompressiekleppen van de Mercedes Actros is “kinderspel”.
FIXED-TURNING® en de numerieke besturing ervan bieden de mogelijkheid om het onmogelijke op een winstgevende en repetitieve manier te bereiken.
Een technologie voor iedereen.
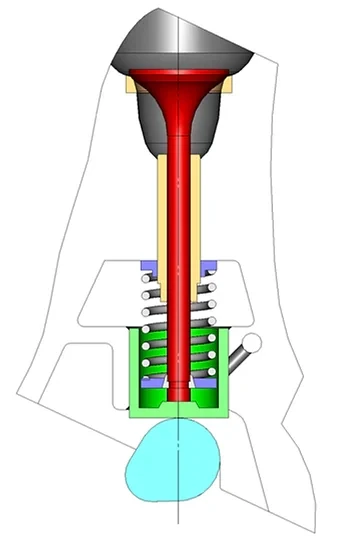
Alle NEWEN FIXED-TURNING® machines, inclusief de CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, zijn uitgerust met een elektronisch systeem om de snijdiepte nauwkeurig te herhalen. Dit systeem, ontwikkeld door NEWEN, is op zichzelf geen meetsysteem, maar is ontworpen om een bewerkingspositie nauwkeurig te kunnen herhalen, terwijl een willekeurige referentie op de te bewerken cilinderkop wordt genomen. Over het algemeen is de referentie voor het NEWEN-systeem het cilinderkoppakkingsplan, dat ook wordt gebruikt als referentie om de klepzittingdiepte te meten. Het is ook mogelijk om, met behulp van een specifiek gereedschap, andere oppervlakken te gebruiken, zoals nokkenasbehuizingen.
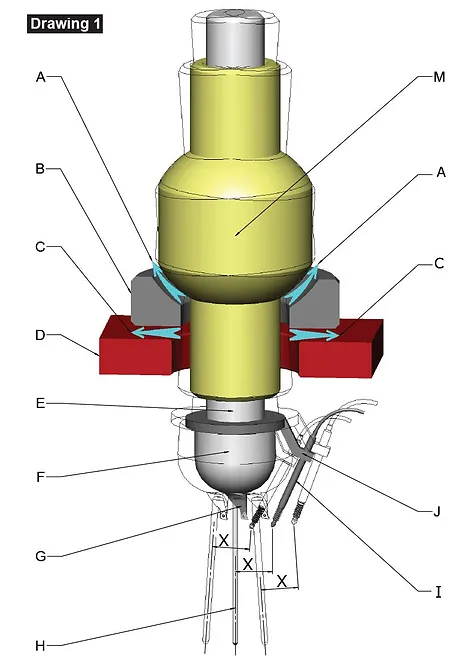
Een elektronische lineaire meter, LVDT, (I) is verbonden met de numerieke besturing van de machine. Afhankelijk van de ingeklapte epth van de punt van de LVDT, stuurt de meter een elektrisch signaal dat het mogelijk maakt om, met minder dan een honderdste van een mm, de positie van de meter te identificeren.
Deze positie kan worden onthouden. Zodra de positie is onthouden, wordt de spindelvoedingsmotor automatisch gestopt wanneer de meter opnieuw dezelfde hoeveelheid wordt samengedrukt. Als gevolg hiervan kan de apparatuur alle klepzittingen op dezelfde diepte bewerken ten opzichte van een gekozen referentiepunt.
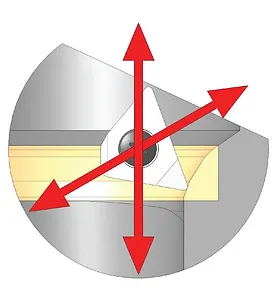
De meter (I) heeft een vaste positie ten opzichte van de as van de piloot en ten opzichte van de spindelmantel waaraan deze is bevestigd. Deze vaste positie blijft behouden wanneer de spindel op zijn luchtkussen (C) en/of op zijn bolvormige luchtkussen (A) beweegt.
.
Tekening 3: Alle stoelen zijn bewerkt volgens hetzelfde referentiepunt (W) , behorend tot het referentieplan en op afstand van een vaste maat (X) , die gelijk is aan de maat (X) in Tekening 1.
De afmeting (Z) op Tekening 2 is de hoeveelheid van de meter die wordt samengedrukt en komt overeen met een bewerkingsafstand van de waarde (Y) op Tekening 2 in vergelijking met het referentiepunt. Deze waarde (Y) kan worden gewijzigd van een gegeven en nauwkeurige waarde met behulp van de gecontroleerde middelen van de numerieke besturing (lift, selectie van reparatieafmetingen...) die de positie van de punt van de meter zal wijzigen, en deze laatste zal opnieuw worden onthouden om zo vaak als gewenst te worden herhaald.
De ingeklapte hoeveelheid (Z) van de meter is niet identiek aan de verplaatsingswaarde van de spindel, hoofdzakelijk vanwege de bestaande hoek tussen de machinespindel en de meter. Bovendien is de LVDT geen meetinstrument, maar een positie-indicator.
Het NEWEN-systeem voor Automatic Repetitive Depth Control™ garandeert een identieke dieptebewerking met variaties die niet groter zijn dan +/- een honderdste van een mm.
Het is het enige systeem in de industrie dat een automatische bewerking met een dergelijke precisie garandeert, ongeacht de positie van de cilinderkop ten opzichte van de cilinderkopbevestiging, de hoek van de klepgeleiders en de slag van de kop van de machine.

FIXED-TURNING® EN NUMERIEK GESTUURDE BEWERKING
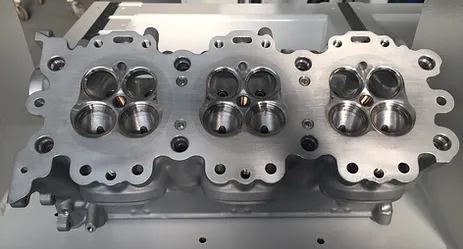
De cilinderkop, het zenuwcentrum van de motor, verzamelt alle functionaliteiten die het vermogen, de flexibiliteit en de levensduur van de motor bepalen... De cilinderkop is het middelpunt van de aandacht van motorontwikkelaars en reparatiespecialisten. NEWEN, de FIXED-TURNING® en de numerieke besturing brengen onvermijdelijke en onvervangbare oplossingen voor meerdere technische uitdagingen die niet kunnen worden opgelost met oudere en/of traditionele technologieën.
VERBRANDINGSKAMER VOLUMES
Het volume van de kamers, hun waarde in cm3 (kubieke centimeter of CC) en hun overeenstemming met elkaar binnen éénzelfde motor is een beslissend element voor de output van elke cilinder om optimaal en in evenwicht te zijn. Alleen kamers die perfect gelijk zijn in volume en vorm, zullen outputniveaus en harmonieën mogelijk maken die nodig zijn voor de verhoogde snelheden van motoren met hoge prestaties (zie de "HCCI"-technologie aan het einde van dit document). 
De FIXED-TURNING® en de NEWEN numerieke besturing maken zeer nauwkeurige bewerkingen mogelijk. Klepzittingen en hun specifieke profielen (inlaat en uitlaat) kunnen binnen 1/ worden gedupliceerd.100 mm (0,01 mm of 0,00039”), de bewerkingsdieptes worden automatisch geregeld met een elektronische dieptemeter en een zeer nauwkeurige kinematica.
De precieze volumes van de kamers worden gegarandeerd door overeenkomstige vormen en volkomen identieke dieptes.
CILINDER LUCHTDICHTHEID
De onmiddellijke luchtdichtheid van de cilinder is essentieel voor de optimale werking van de motor en het bereiken van hoge toerentallen.
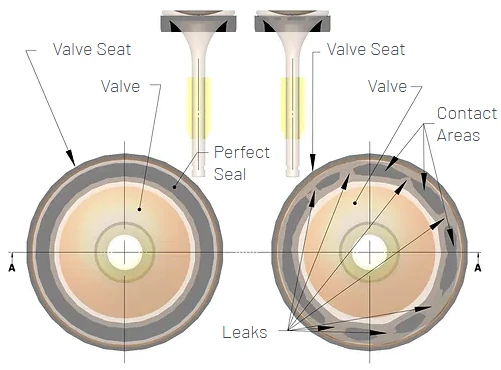 Het metaal-op-metaal contact tussen de klep en de klepzitting moet compleet en perfect zijn om deze moeilijke luchtdichtheidsfunctie te garanderen. Naast de kwaliteit van de materialen die hogere snelheden aankunnen, is het metaal-op-metaal contact tussen de klep en de klepzitting de absolute voorwaarde om een perfecte en blijvende luchtdichtheid van de cilinder te verkrijgen.
Het metaal-op-metaal contact tussen de klep en de klepzitting moet compleet en perfect zijn om deze moeilijke luchtdichtheidsfunctie te garanderen. Naast de kwaliteit van de materialen die hogere snelheden aankunnen, is het metaal-op-metaal contact tussen de klep en de klepzitting de absolute voorwaarde om een perfecte en blijvende luchtdichtheid van de cilinder te verkrijgen.
De perfecte vormovereenkomst tussen de klep en de klepzitting wordt bereikt door het totale respect van de geometrieën (vormen, hoeken, oppervlakteafwerkingen...) van de twee contactoppervlakken.
Alleen de hoge precisiebewerking van de kleppen en van de klepzittingen maakt het mogelijk om deze essentiële overeenstemming te verkrijgen. Het lappen van de kleppen, dat in het verleden verplicht werd vanwege het gebrek aan precisie van de bewerking van de klepzittingen en van de kleppen, is strikt voorgeschreven om de luchtdichtheidsniveaus en de duurzaamheid van genoemde luchtdichtheid te verkrijgen.
NEWEN, de FIXED-TURNING® en de numerieke besturing maken het mogelijk om klepzittingen te bewerken die een vormfout (circulariteit) vertonen in de orde van 3 µm (of .003 mm of .000118”) of minder, afhankelijk van de bewerkte materialen. OEM's vereisen circulariteitsfouten die niet groter zijn dan 5 tot 6 µm, zowel voor klepzittingen als voor kleppen.
De NEWEN FIXED-TURNING® en zijn numerieke besturing maken het mogelijk om hoeken van een honderdste graad per keer aan te passen . Het is dus eenvoudig om de hoeken van de klepzittingen en van de kleppen aan te passen om een perfecte en duurzame luchtdichtheid te verkrijgen, zonder toe te geven aan de destructieve verleiding van lappen en, bijgevolg, van het vervormen van de vormen van deze onderdelen.
De NEWEN FIXED-TURNING® machines maken klepzittingen perfect rond, met zeer nauwkeurige hoeken en de luchtdichtheid is perfect voor vele uren gebruik.
De bewerking met een vormgereedschap kan geen precieze hoeken en perfect ronde zittingen garanderen, vandaar de noodzaak om kleppen te polijsten. Een keuze die zal leiden tot een kortstondige luchtdichtheid en zal de prestaties aanzienlijk verminderen.
UITLIJNING EN COAXIALITEITEN Verhoogde motortoerentallen, snelle acceleraties en deceleraties worden mogelijk gemaakt door de vermindering van de massa's in beweging met hoogwaardige klepterugroepmechanismen. Maar al deze prestaties zijn alleen mogelijk door een drastische vermindering van wrijvingen en versteviging van onderdelen in beweging, kleppen, nokkenassen, inlaatnokkenas... zonder de gecontroleerde werking van het klepterugroepsysteem te vergeten.
Naast de cirkelvormigheid van de kleppen en klepzittingen, moeten de coaxialiteiten van de klepgeleiders, de kleppen, de nokkenashouders en de nokken de beweging van al deze onderdelen mogelijk maken, terwijl het volgende wordt geëlimineerd:
- parasitaire wrijvingen
- het schuiven van de klepkoppen op hun zitting
- het verstevigen van de nokkenashouders in hun respectievelijke behuizingen.
In tegenstelling tot algemeen aanvaarde ideeën is het niet mogelijk om de concentriciteit tussen een klepzitting en een klepgeleider te regelen door een taps toelopende piloot in een geleider te forceren en deze piloot te gebruiken als ondersteuning voor een concentriciteitsmeter. Het is nog onwaarschijnlijker om dezelfde techniek te gebruiken om een gereedschap een nokkenasbehuizing te laten boren die concentrisch is aan de klepgeleider, de essentiële voorwaarde voor een goede prestatie van de motor.
De kinematica van de NEWEN FIXED-TURNING® omvat een hydraulische centrering van de centreerpiloten, waardoor de bewerkingsspindel kan centreren met een fout die niet groter is dan enkele microns (µ = 0,001 mm = .000039”).
De FIXED-TURNING®-piloot beperkt de klepgeleider niet en houdt rekening met de bewerkingsonvolkomenheden van de klepgeleiders. Op dezelfde manier moet de bewerking van een nokkenasbehuizing de geleidingsas van de nokkenas respecteren.
Bewerking met FIXED-TURNING® garandeert dat de klepzitting, de klepgeleider en de behuizing van de nokkenasbak één as hebben, perfect uitgelijnd zijn en dat de onderdelen met de hoogste snelheden kunnen bewegen zonder dat er wrijvingen en parasitaire remmen optreden die het functioneren van de motor bij hoge toerentallen onmogelijk zouden maken, met als gevolg een snelle slijtage en een duidelijk risico op mechanische incidenten.
De bewerking van de geleiders, van de klepzittingen en van de nokkenasbehuizingen met FIXED-TURNING® garandeert een ultrasnelle werking van de motor, in combinatie met de gebruikte componenten, kleppen van titaniumlegering, speciale veren, speciale klepzittingen... zonder risico op luchtdichtheidsdefect, parasitering in de werking door wrijvingen en oliefilmbreuken. Het in paniek raken van kleppen, die niet in staat zijn verhoogde regimes te volgen, moet ook worden vermeden.
NEWEN FIXED-TURNING® is een bewerkingsconcept dat is ontwikkeld om bewerkingsfouten terug te brengen tot waarden die worden uitgedrukt in microns en niet langer in honderdsten van een millimeter.
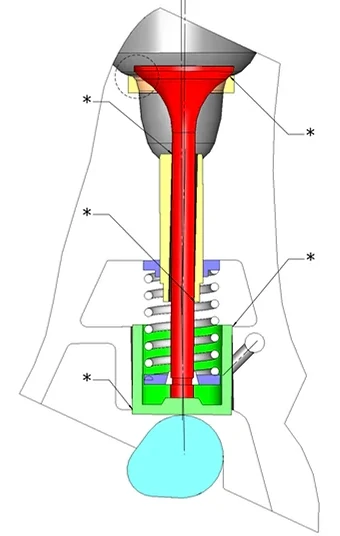
De nauwkeurigheid van de coaxialiteiten maakt hoge regimes en een optimale werking van de motor mogelijk.
Het coaxialiteitsdefect van de assen veroorzaakt gebieden met verhoogde fricties* die de beweging van verschillende onderdelen vertragen, die de luchtdichtheid van de cilinders vernietigen en die tot vastlopen leiden terwijl de rotatiesnelheden van de motor drastisch worden beperkt, waarbij al het bovenstaande wordt geaccentueerd door een onbalans van de cilinders ten opzichte van elkaar. Elke onbalans is de oorzaak van mechanische beperkingen op de onderdelen in bewegingen, beperkingen die zullen resulteren in een voortijdige slijtage van genoemde onderdelen.
UITLAATPROFIELEN
Na de explosie van het mengsel (brandstof-verbrandingsmiddel) vullen restgassen van de verbranding de cilinder en moeten worden geëvacueerd via de uitlaatkanalen, uitgestoten door de zuiger die weer omhoog komt naar zijn hoogste punt. De uitlaatklep moet geleidelijk sluiten voordat de zuiger weer naar beneden gaat, waarbij in het proces weer wat vers mengsel wordt aangezogen. Deze sluitingsperiode is cruciaal voor de uitlaatklep. Gassen die tot een extreme temperatuur zijn verhit, worden bovendien gelamineerd tussen de klepzitting en de klep die sluit.
De klepzitting en de klep worden onderworpen aan de abrasiviteit van de gelamineerde gassen en de temperatuur is dan op het hoogste punt op de oppervlakken die het contact en de luchtdichtheid gedurende enkele duizenden seconden zullen verzekeren. Om te voorkomen dat dit contact overeenkomt met een snelle degradatie van de oppervlakken in contact, is het noodzakelijk dat deze contactoppervlakken optimaal zijn in oppervlakte (mm2) en dat hun vormen complementair zijn (hoeken, cirkelvormigheid, oppervlakteafwerking...).
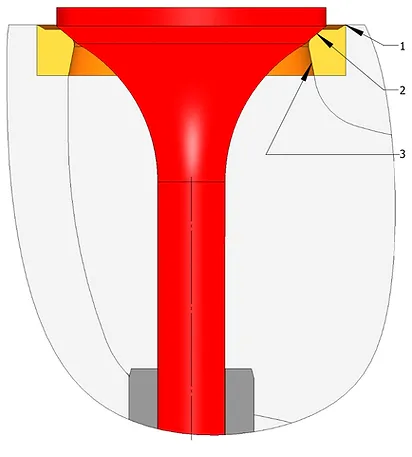
1. Traploze verbindingen met een vorm die een turbulentievrije stroming van de gassen bevordert.
2. Zitvlakken zijn breed en in overeenstemming met de klep voor een grote weerstand tegen de schurende werking van de gassen.
3. Venturi voor de snelle expansie en versnelling van de gassen.
NEWEN FIXED-TURNING® maakt het mogelijk om uitlaatklepzittingen te bewerken die groot genoeg zijn om zichzelf niet te vervormen, terwijl ze een hoek hebben die zo dicht mogelijk bij die van de klep ligt. De ronde vorm zonder facetten en golvingen zorgt voor metaal-op-metaalcontact op het gehele oppervlak van de zitting, wat zorgt voor een goede thermische uitwisseling, een perfecte luchtdichtheid en maximale betrouwbaarheid.
De FIXED-TURNING® maakt het mogelijk om profielen te bewerken met quasi onbeperkte lengtes. We kunnen dus de uitlaatleiding bewerken om de extractie van gassen te vergemakkelijken en in het bijzonder van venturi's die ervoor zorgen dat gassen direct na het passeren van de zitting vrijkomen en bijgevolg hun snelheid versnellen. Scherpe hoeken, treden, diameterverschillen die leiden tot turbulenties en vertraging van de gasstroom, worden gewist en elke leiding (kom/achterwand) wordt geoptimaliseerd en perfect identiek aan andere leidingen voor een beter beheer van de werking van de motor.
INLAATPROFIELEN
In tegenstelling tot uitlaatkleppen en -zittingen, worden inlaatkleppen en -zittingen niet blootgesteld aan de laminering van brandende gassen en de daaropvolgende slijtage. Inlaatklepzittingen moeten het vullen, zo volledig mogelijk, van de cilinder met een frisse lucht/benzinemix toestaan, aangezogen door het verlagen van de zuiger en mogelijk geduwd door de werking van een turbo en een compressor.
De vorm van de leidingen (komgebied) moet optimaal zijn om een maximale stroming van de gassen mogelijk te maken, zonder parasitaire turbulenties te genereren. De hoek van de zitting zelf draagt bij aan de geleiding van het gasmengsel en moet perfect geïntegreerd zijn in de algemene vorm van de leiding.
Afhankelijk van de vorm van de kamers zorgen de profielen, die bestaan uit lijnsegmenten en stralen die perfect met elkaar verbonden zijn, voor een optimale doorstroming van de gassen. Scherpe hoeken worden vermeden en een coherent profiel moet het grootst mogelijke volume gas geleiden tijdens de korte opening van de klep. De perfecte afdichting van de klep moet een optimale verbranding en output en een vlekkeloze betrouwbaarheid mogelijk maken.
Alleen de FIXED-TURNING® maakt de optimalisatie van de inlaatleiding van de klepgeleider tot aan de rand van de cilinder mogelijk. Een bewerking met een perfect beheerste vorm moet in één enkele bewerking worden uitgevoerd en identiek worden herhaald voor elke cilinder. De oorspronkelijke bewerking van de cilinderkoppen wordt uitgevoerd door een opeenvolging van complementaire bewerkingen, klepzittingbehuizingen, zitting, bewerking van de hoeken... die automatisch onregelmatigheden creëren die schadelijk zijn voor de stroom van blikken. De FIXED-TURNING® zorgt voor een continue bewerking, zonder onderbreking, van de gehele leiding, inclusief de klepzitting, die moet worden bewerkt zonder te worden onderworpen aan de beperkingen van de rest van de bewerking. De FIXED-TURNING® en de ononderbroken bewerking van de leidingen en zittingen maken een optimale vulling van de cilinders, een totale regelmaat tussen de cilinders en bijgevolg een optimaal rendement van de motor mogelijk.
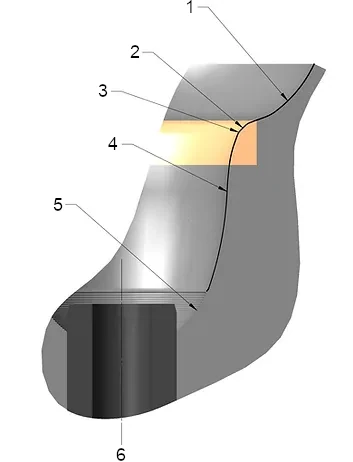
1. Profiel bestaande uit lijnsegmenten en stralen die de geleiding van het mengsel naar de cilinder optimaliseren.
2. Zit perfect rond en luchtdicht met een hoek die perfect is afgestemd op die van de kleppen.
3. Kleine antiturbulentieverbindingsradius.
4. De vormen van de leidingen (kom) zijn perfect gebogen en strikt identiek aan elkaar.
5. Grondstof
6. Constant en glad profiel van de gehele leiding (kom), inclusief het rustgebied van de klep.
REGELMATIGHEID VAN DE FLUX EN BALANCERING VAN DE CILINDERS
Elke cilinder levert een evenredig deel van het vermogen van de motor en alleen een perfecte overeenkomst tussen het vermogen dat door elke cilinder wordt geleverd, zorgt voor een efficiënte werking van de motor bij hoge toerentallen.
Cilinders met een volkomen identiek gedrag zorgen ervoor dat de motor vrij is van parasitaire trillingen en dat hogere snelheden mogelijk zijn.
NEWEN en de FIXED-TURNING® maken continue bewerkingen mogelijk, regelmatig en vergelijkbaar in alle punten, van de ene leiding naar de andere, van de ene motor naar de andere. De meest geavanceerde vormen zijn toegestaan op plaatsen waar klassieke bewerkingsprocessen met vormgereedschappen machteloos en inefficiënt zijn.
NEWEN zorgt voor perfecte klepzittingen en dus een hogere efficiëntie van elke cilinder, terwijl het ook een uitzonderlijke betrouwbaarheid garandeert.
Het respecteren van de bewerkte dieptes wordt mogelijk gemaakt door twee bijzonderheden die exclusief zijn voor FIXED-TURNING®:
De FIXED-TURNING® maakt bewerkingen mogelijk van slechts een honderdste millimeter (.00039”) op een heel profiel, ongeacht de lengte, terwijl een perfecte geometrie van de zitting wordt geboden (cirkelvormigheid, hoek, concentriciteit…)
de numerieke besturing van de FIXED-TURNING® autoriseert diepte-aanpassingen binnen + of – 0,01 mm (1/100mm) of .00039”.
De combinatie van deze twee exclusieve mogelijkheden maakt het mogelijk om volkomen identieke verbrandingskamers te verkrijgen die de motor zijn evenwicht en zijn vermogen om “bij hoge toerentallen” te draaien, geven.
Deze precisiebewerkingscapaciteiten die FIXED-TURNING® exclusief garandeert, maken het nu al mogelijk om toekomstige motoren te repareren met de HCCI-technologie (Homogeneous Charge Compression Ignition). Deze technologie zal de benzinemotor revolutioneren door deze schoon en zeer efficiënt te maken.
Ter herinnering, de HCCI-technologie maakt het mogelijk om bougies te elimineren, dankzij de beheersing van de compressie van het lucht/benzinemengsel en dus door de beheersing van een automatische ontsteking van het brandbare mengsel. De winst in verbruik en vermogen zal deze techniek onvermijdelijk maken. De bewerking van de cilinderkoppen zal een groot deel bijdragen aan de precisie van de volumes van de kamers en bewerkingsdieptes. Alleen bewerkingsprocessen die minimale en uiterst precieze sneden mogelijk maken, zullen mogelijk zijn. De FIXED-TURNING® is al klaar om deze nieuwe uitdaging aan te gaan.
Prestaties en betrouwbaarheid gaan hand in hand met precisie en numerieke besturing.
FIXED-TURNING® zijn tijd ver vooruit?
Nee, de FIXED-TURNING® komt precies op tijd voor motorspecialisten die niet achter willen blijven bij de technologische ontwikkelingen.