Usinagem de assentos de válvulas, um século de evolução e… a solução!
Antes
MERGULHO
e a ferramenta de moldagem de carboneto
Desenho 1
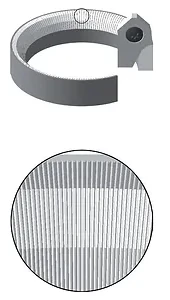
Marcas de vibração
|
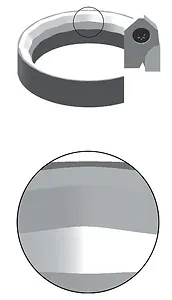
Desenho 2
Ondulações
|
O polimento de assentos de válvulas de metal em pó, ou de alguns assentos de válvulas de ferro fundido, traz marcas de vibração inevitáveis. As marcas de vibração são muito prejudiciais a uma válvula, pois os gases escapam por elas enquanto a válvula está fechada.
O assento de válvula usinado irá, consequentemente, deformar-se rapidamente e sua vedação nunca será adequada. Marcas de vibração resultam de ferramentas de forma de carboneto raspando uma grande superfície de um material com uma estrutura granulada feita de materiais diferentes (como metais em pó, ferros fundidos nodulares...).
As sedes de válvulas tradicionais usinadas com a técnica de lapidação (ferramentas de forma), todas apresentam ondulações medindo centésimos de milímetros que são o resultado direto de esforços de corte irregulares em uma rotação de 360 graus. Os resultantes de esforços de corte variáveis transmitem forças irregulares em fusos de máquinas que flexionarão mais ou menos dependendo da máquina e produzirão formas irregulares. Este fenômeno, bem conhecido por operadores de máquinas manuais, é compensado, quando grandes defeitos visíveis aparecem, com pressão rápida e forte no comando do fuso.
O exposto acima resulta em esforços consideráveis do fuso e, embora possa ajudar a suavizar pequenos defeitos, não pode de forma alguma retificar a geometria.
Essas ondulações, inerentes ao próprio princípio da usinagem por lapidação, têm consequências inquestionáveis na vedação da válvula e exigem mais lapidação de cada válvula em seu assento de válvula para obter uma vedação aceitável. A lapidação de válvula, até então aceita por necessidade pelos construtores de motores e seus clientes, há muito tempo foi banida pelos fabricantes de motores e por qualquer um que busque a qualidade mínima exigida pelas gerações de motores atuais.
Agora
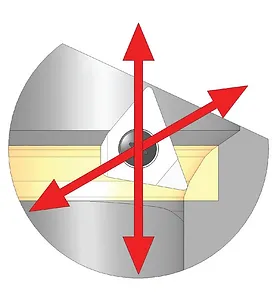
FIXED-TURNING®
e a ferramenta de ponto único
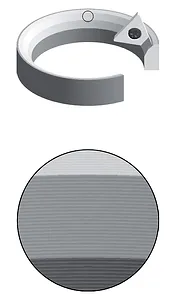
Desenho 3
Precisão geométrica
A usinagem por interpolação, FIXED-TURNING®, elimina definitivamente todos os defeitos mostrados nos desenhos 1 e 2.
Marcas de micro vibração e ondulações são virtualmente impossíveis de gerar. A usinagem de ponto único não permite a formação de tais defeitos. Basta considerar a usinagem em um torno para se convencer.
A usinagem com uma ferramenta de torneamento viajando em dois eixos interpolados gera uma microranhura circular, perfeitamente redonda. A profundidade da ranhura e o intervalo entre 2 ranhuras são controlados pelo controle numérico da máquina, produzindo os melhores acabamentos de superfície possíveis.
Assim como os esforços de corte, reduzidos consideravelmente (300 vezes ou mais), os defeitos de acabamento da superfície são reduzidos a níveis que colocam o FIXED-TURNING® no topo das escalas de qualidade definidas pelos principais OEMs.
uma Nova Era, um Novo Mundo de Oportunidades...
A usinagem dos cabeçotes de cilindro mais difíceis é realizada em poucos minutos por assento de válvula para os perfis mais longos, feitos especialmente para aumentar a saída do motor. A usinagem de um perfil tradicional "3-Angle" será realizada em poucos segundos.

Cabeçotes de cilindro de motocicleta , os menores assentos de válvulas existentes e futuros (downsizing, no centro de todos os novos programas de desenvolvimento de motores) podem ser usinados com a máxima facilidade e a precisão ideal dos motores de competição...
As máquinas NEWEN® permitem que cada reconstrutor de motores se posicione como um especialista na usinagem de todos os tipos de motores. A precisão que é alcançada sistematicamente ao usar máquinas FIXED-TURNING® se aplica a todos os tipos de motores, não é mais preciso recusar-se a se envolver em tal ou tal usinagem em tal ou tal tipo de cabeçote de cilindro, todas as operações de usinagem difíceis se tornam uma fonte de lucros adicionais e significativos.
O mercado de alto desempenho , o mercado de lazer mecânico, estão ao alcance de qualquer reconstrutor de motores equipado com uma máquina FIXED-TURNING®.
Todas as precisões necessárias na Fórmula 1 ou em qualquer outro esporte mecânico exigente de alto desempenho podem ser obtidas automática e sistematicamente. A perfeição é garantida.
High-Performance é um mercado crescente e lucrativo. O prestígio do profissional de alto nível que se envolve nessa especialidade brilha em toda a sua empresa.
A COGERAÇÃO, também conhecida como “Combinação de Calor e Energia (CHP)”, a transformação de motores para gás natural e biocombustíveis (etanol) requer operações de usinagem rápidas e precisas de escareamentos de assentos de válvulas e assentos de válvulas muito duros.
Os princípios da cogeração são conhecidos há muito tempo e colocados em uso em uma ampla variedade de aplicações. Hoje, os avanços na tecnologia de motores alternativos a gás natural ultralimpo, trocadores de calor e controles de sistema tornam a cogeração prática e econômica para aplicações em vários tamanhos.
Um aspecto da produção de energia que influenciou esses avanços é a necessidade cada vez maior de energia mais limpa. Estratégias de controle de emissões que permitem que motores de combustão interna alimentados a gás natural sejam aplicados para aplicações CHP e ICHM em níveis iguais ou menores que os padrões atuais de grandes usinas de energia, tornaram a Cogeração mais prática, econômica e acessível para uma gama mais ampla de aplicações comerciais e industriais.
FIXED-TURNING® é a ferramenta ideal para esses serviços que se tornam fáceis, rápidos, precisos e muito rentáveis.
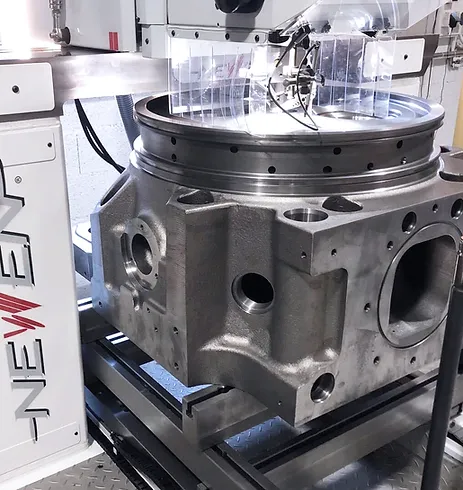
Usinar todos os alojamentos de furos de cames em dimensões superdimensionadas para inserir luvas superdimensionadas nos alojamentos é uma operação simples, precisa e lucrativa com FIXED-TURNING®.
Crie perfis OFFSET à vontade...

Usinagem de venturis (até 112 graus) para acelerar a velocidade dos gases.
Venturi: Ângulo aberto abaixo do assento que permite acelerar a velocidade dos gases de escape através da descompressão.

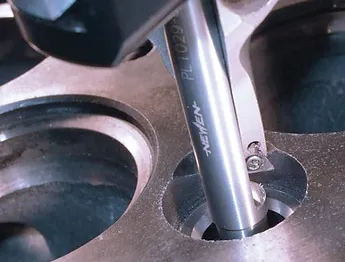
Usine com precisão todos os tipos de guias de válvula (ferros fundidos, metais em pó, bronze, quaisquer ligas...). Alargue guias de válvula com a máxima precisão em uma operação autônoma ou em uma operação combinada de usinagem de assento de válvula.

Usine todos os rebaixos de assento de válvula de alta precisão com uma mesma ferramenta de corte. Para preparar alojamentos de assento de válvula em todos os tipos de cabeçotes de cilindro, ferro fundido ou alumínio, um trabalho preciso e lucrativo para todos os profissionais de FIXED-TURNING®.



Dureza do assento da válvula do cilindro de gás natural KOMATSU: 56/58HRC (573HB+ / 610(VH50+)
- Inserção utilizada: FT-11-11
- Velocidade de corte: 180 m/min
- Modo de usinagem: corte a seco
- Ciclo de corte: 28 seg/assento
- Circularidade: 1µ a 2,40µ
- Acabamento de superfície: 0,20Ra
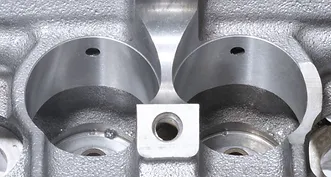
Outra exclusividade NEWEN: a usinagem do alojamento da vela de ignição.


Usinar os assentos das válvulas descompressoras do Mercedes Actros , “é brincadeira de criança”.
FIXED-TURNING® e seu controle numérico, é a possibilidade de alcançar o impossível de forma rentável e repetitiva.
Uma tecnologia para todos.
Todas as máquinas NEWEN FIXED-TURNING®, incluindo CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, são equipadas com um sistema eletrônico para repetir a profundidade de corte com precisão. Este sistema, desenvolvido pela NEWEN, não é um sistema de medição em si, mas foi concebido para permitir repetir uma posição de usinagem com precisão, ao mesmo tempo em que toma uma referência aleatória no cabeçote do cilindro para usinar. Geralmente, a referência para o sistema NEWEN é o plano da junta do cabeçote do cilindro, que também é usado como referência para medir a profundidade do assento da válvula. Também é possível, usando uma ferramenta específica, usar outras superfícies, como carcaças de eixo de comando.
Um medidor linear eletrônico, LVDT, (I) é conectado ao controle numérico da máquina. Dependendo da profundidade colapsada da ponta do LVDT, o medidor envia um sinal elétrico que permite identificar, com menos de um centésimo de mm, a posição do medidor.
Esta posição pode ser memorizada. Uma vez memorizada a posição, o motor de alimentação do fuso é automaticamente parado quando o medidor é comprimido novamente na mesma quantidade. Como resultado, o equipamento pode usinar todos os assentos de válvula na mesma profundidade em relação a um ponto de referência escolhido.
O medidor (I) tem uma posição fixa em relação ao eixo do piloto e em relação à bainha do fuso ao qual está fixado. Esta posição fixa permanece quando o fuso se move sobre sua almofada de ar (C) e/ou sobre sua almofada de ar esférica (A).
.
Desenho 3: Todos os assentos são usinados segundo o mesmo ponto de referência (W) , pertencente ao plano de referência e distante de uma medida fixa (X) , que é a mesma da medida (X) do Desenho 1.
A dimensão (Z) no Desenho 2, é a quantidade do calibre que é comprimido e corresponde a uma usinagem distante do valor (Y) no Desenho 2 em comparação ao ponto de referência. Este valor (Y) pode ser modificado de um valor dado e preciso usando os meios controlados do controle numérico (elevador, seleção de dimensões de reparo...) que modificarão a posição da ponta do calibre, e este último será novamente memorizado para ser repetido quantas vezes for desejado.
A quantidade colapsada (Z) do medidor não é idêntica ao valor de deslocamento do fuso essencialmente por causa do ângulo existente entre o fuso da máquina e o medidor. Além disso, o LVDT não é um instrumento de medição, mas um indicador de posição.
O sistema NEWEN para Controle Automático de Profundidade Repetitiva™ garante usinagem de profundidade idêntica com variações não superiores a +/- um centésimo de mm.
É o único sistema disponível na indústria que garante uma usinagem automática com tal precisão, não importando a posição do cabeçote em relação ao dispositivo de fixação do cabeçote, em relação ao ângulo das guias de válvula e em relação ao curso do cabeçote da máquina.
USINAGEM COM CONTROLE NUMERICO E TORNEAMENTO FIXO
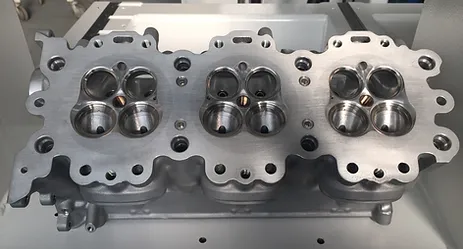
O cabeçote, centro nevrálgico do motor, reúne todas as funcionalidades que determinam a potência, a flexibilidade e a longevidade do motor… O cabeçote é o centro de preocupação dos desenvolvedores de motores e especialistas em reparos. NEWEN, o FIXED-TURNING® e o controle numérico trazem soluções inevitáveis e insubstituíveis para múltiplos desafios técnicos que não podem ser resolvidos com tecnologias mais antigas e/ou tradicionais.
VOLUMES DA CÂMARA DE COMBUSTÃO
O volume das câmaras, seu valor em cm3 (centímetros cúbicos ou CC) e sua concordância entre si dentro de um mesmo motor é um elemento decisivo para que a saída de cada cilindro seja ótima e equilibrada. Somente câmaras perfeitamente semelhantes em volume e forma permitirão níveis de saída e harmonias necessárias às velocidades elevadas de motores de alto desempenho (consulte a tecnologia “HCCI” no final deste documento). 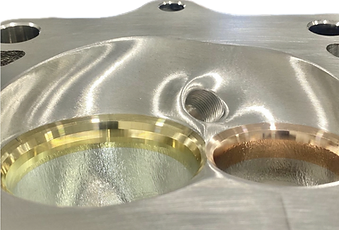
O FIXED-TURNING® e o controle numérico NEWEN permitem operações de usinagem de altíssima precisão. As sedes de válvulas e seus perfis específicos (admissão e escape) podem ser duplicados em 1/100mm (0,01mm ou 0,00039”), as profundidades de usinagem são controladas automaticamente com um medidor de profundidade eletrônico e uma cinemática de altíssima precisão.
Os volumes precisos das câmaras são garantidos por formas correspondentes e profundidades perfeitamente idênticas.
ESTANQUEIDADE AO AR DO CILINDRO
A estanqueidade instantânea do cilindro é essencial para o funcionamento ideal do motor e para atingir velocidades elevadas.
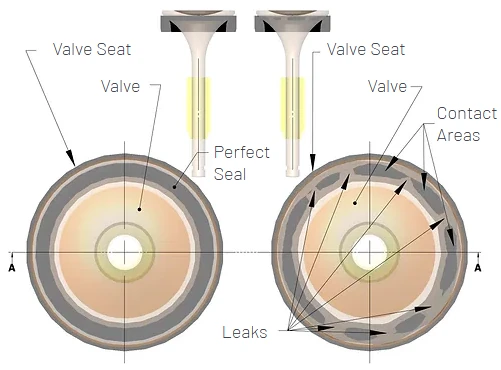 O contato metal-metal entre a válvula e a sede da válvula deve ser completo e perfeito para garantir esta difícil função de estanqueidade. Além da qualidade dos materiais que aceitarão velocidades elevadas, o contato metal-metal entre a válvula e a sede da válvula é a condição sine qua none para obter uma estanqueidade perfeita e duradoura do cilindro.
O contato metal-metal entre a válvula e a sede da válvula deve ser completo e perfeito para garantir esta difícil função de estanqueidade. Além da qualidade dos materiais que aceitarão velocidades elevadas, o contato metal-metal entre a válvula e a sede da válvula é a condição sine qua none para obter uma estanqueidade perfeita e duradoura do cilindro.
A correspondência perfeita da forma entre a válvula e a sede da válvula é permitida pelo respeito total das geometrias (formas, ângulos, acabamentos superficiais…) das duas superfícies em contato.
Somente a usinagem de alta precisão das válvulas e dos assentos de válvula permite obter esta correspondência essencial. O polimento das válvulas, que se tornou obrigatório no passado devido à falta de precisão da usinagem dos assentos de válvula e das válvulas, é estritamente prescrito para obter os níveis de estanqueidade e a durabilidade da dita estanqueidade.
NEWEN, o FIXED-TURNING® e seu controle numérico permitem usinar sedes de válvulas que apresentam um defeito de forma (circularidade) na ordem de 3µm (ou .003mm ou .000118”) ou menos, dependendo dos materiais usinados. Os OEMs exigem defeitos de circularidade não excedendo 5 a 6µm tanto para sedes de válvulas quanto para válvulas.
O NEWEN FIXED-TURNING® e seu controle numérico permitem ajustar ângulos de um centésimo de grau por vez . Portanto, é fácil ajustar os ângulos das sedes de válvulas e das válvulas para obter uma estanqueidade perfeita e duradoura, sem ceder à tentação destrutiva de sobreposição e, consequentemente, de deformar as formas dessas peças.
Os assentos das válvulas das máquinas NEWEN FIXED-TURNING® são perfeitamente redondos, com ângulos muito precisos e a estanqueidade é perfeita para muitas horas de uso.
A usinagem com uma ferramenta de forma não pode garantir ângulos precisos e assentos perfeitamente redondos, daí a necessidade de lapidar válvulas. Uma escolha que levará a uma estanqueidade de ar de curta duração e reduzirá consideravelmente os desempenhos.
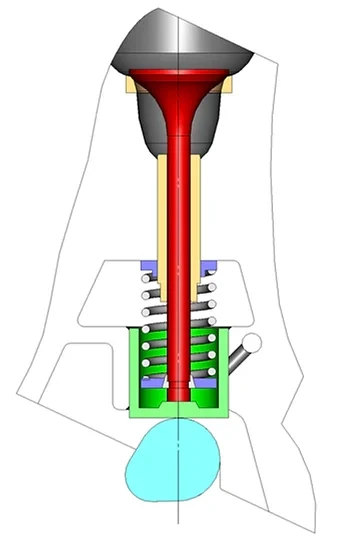
ALINHAMENTO E COAXIALIDADES Elevadas velocidades do motor, acelerações e desacelerações rápidas são possíveis devido à redução das massas em movimento com mecanismos de recall de válvulas de alto desempenho. Mas todos esses desempenhos só são possíveis devido a uma redução drástica de atritos e reforço de peças em movimento, válvulas, cames-buckets, came de admissão... sem esquecer o funcionamento controlado do sistema de recall de válvulas.
Além da circularidade das válvulas e sedes de válvulas, as coaxialidades das guias de válvulas, das válvulas, dos cames e dos cames devem permitir o movimento de todas essas partes, eliminando:
- fricções parasitárias
- o deslizamento das “cabeças” das válvulas em seu assento
- o reforço dos cames dentro de seus respectivos alojamentos.
Ao contrário das ideias geralmente aceitas, não é possível controlar a concentricidade entre um assento de válvula e uma guia de válvula forçando um piloto cônico dentro de uma guia e usando este piloto como um suporte para um medidor de concentricidade. É ainda mais improvável usar a mesma técnica para permitir que uma ferramenta perfure um alojamento de furo de came-bucket concêntrico à guia de válvula, a condição essencial para um bom desempenho do motor.
A cinemática do NEWEN FIXED-TURNING® inclui uma centralização hidráulica dos pilotos de centralização que permite que o fuso de usinagem seja centralizado com um defeito não superior a alguns mícrons (µ = 0,001 mm = 0,000039”).
O piloto FIXED-TURNING® não restringe a guia de válvula e leva em conta as imperfeições de usinagem das guias de válvula. Da mesma forma, a usinagem de uma caixa de furo de came-bucket deve respeitar o eixo de guia do came-bucket.
A usinagem com FIXED-TURNING® garante que o assento da válvula, a guia da válvula e o alojamento do furo do came-bucket tenham o mesmo eixo, estejam perfeitamente alinhados e que as peças possam se mover nas mais altas velocidades sem serem submetidas a atritos e frenagens parasitas que impossibilitariam o funcionamento do motor em altas rotações, com corolário de desgaste rápido e risco evidente de incidentes mecânicos.
A usinagem das guias, dos assentos de válvulas e dos alojamentos de furo de came-bucket com FIXED-TURNING® garante um funcionamento ultra rápido do motor, em conjunto com os componentes utilizados, válvulas de liga de titânio, molas especiais, assentos de válvulas especiais… sem risco de defeito de estanqueidade, parasitismo no funcionamento por atritos e rupturas de película de óleo. O pânico das válvulas, incapazes de seguir regimes elevados, também deve ser evitado.
O NEWEN FIXED-TURNING® é um conceito de usinagem que foi desenvolvido para trazer de volta defeitos de usinagem dentro de valores expressos em mícrons e não mais em centésimos de milímetro.
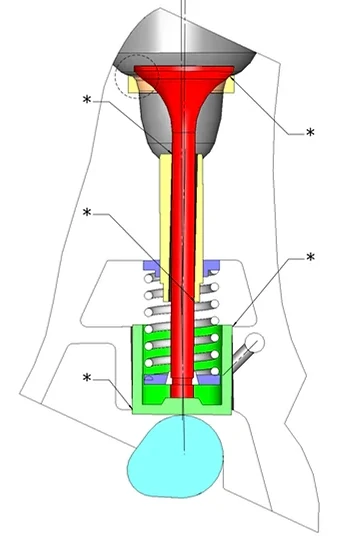
A precisão das coaxialidades permite altos regimes e um ótimo funcionamento do motor.
O defeito de coaxialidade dos eixos causa áreas com atritos elevados* que retardarão o curso de várias peças, que destruirão a estanqueidade dos cilindros e que levarão a gripagens, limitando drasticamente as velocidades de rotação do motor, tudo isso sendo acentuado por um desequilíbrio dos cilindros entre si. Cada desequilíbrio está na origem de restrições mecânicas nas peças em movimento, restrições que resultarão em um desgaste prematuro das referidas peças.
PERFIS DE ESCAPE
Após a explosão da mistura (combustível-combustível), os gases residuais da combustão enchem o cilindro e devem ser evacuados pelos dutos de exaustão, expelidos pelo pistão que está voltando para seu ponto alto. A válvula de exaustão deve fechar progressivamente antes que o pistão desça novamente, aspirando novamente alguma mistura fresca no processo. Este período de fechamento é crítico para a válvula de exaustão. Os gases aquecidos a uma temperatura extrema são adicionalmente laminados entre a sede da válvula e a válvula que está fechando.
O assento da válvula e a válvula são submetidos à abrasividade dos gases laminados e a temperatura está então no seu auge nas superfícies que garantirão o contato e a estanqueidade por alguns milhares de segundos. Para que esse contato não corresponda a uma degradação rápida das superfícies em contato, é necessário que essas áreas de contato sejam ótimas em superfície (mm2) e que suas formas sejam complementares (ângulos, circularidade, acabamento superficial…).
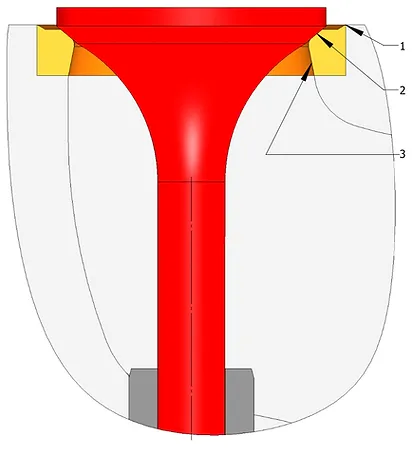
1. Conexões livres de degraus com formato que favorece o fluxo livre de turbulência dos gases.
2. Áreas de assento amplas e coincidentes com a válvula para uma grande resistência à abrasividade dos gases.
3. Venturi para rápida expansão e aceleração dos gases.
NEWEN FIXED-TURNING® permite a usinagem de sedes de válvulas de escape grandes o suficiente para não se deformarem, enquanto têm um ângulo o mais próximo possível do da válvula. O formato redondo, livre de facetas e ondulações, permitirá o contato metal com metal em toda a superfície da sede, o que garantirá uma boa troca térmica, uma perfeita estanqueidade e máxima confiabilidade.
O FIXED-TURNING® permite usinar perfis com comprimentos quase ilimitados. Podemos, portanto, usinar o duto de exaustão para facilitar a extração de gases e, em particular, de venturis que permitirão que os gases sejam liberados logo após passarem pelo assento e, consequentemente, acelerar sua velocidade. Ângulos agudos, degraus, diferenças de diâmetro que levam a turbulências e desaceleração do fluxo gasoso, serão apagados e cada conduíte (cuba/parede traseira) será otimizado e perfeitamente idêntico a outros conduítes para um melhor gerenciamento do funcionamento do motor.
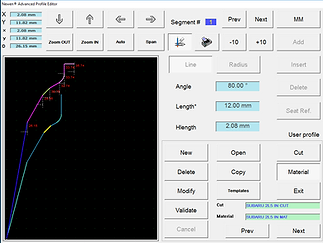
PERFIS DE ADMISSÃO
Ao contrário dos assentos e válvulas de escape, os assentos e válvulas de admissão não são submetidos à laminação de gases em combustão e à abrasão resultante. Os assentos de válvulas de admissão devem permitir o enchimento, o mais completo possível, do cilindro com uma mistura de ar fresco/gasolina aspirada pelo abaixamento do pistão e possivelmente empurrada pela ação de um turbo e um compressor.
O formato dos conduítes (área da cuba) deve ser ótimo para permitir um fluxo máximo dos gases, sem gerar turbulências parasitas. O ângulo do assento em si participa do direcionamento da mistura gasosa e deve ser perfeitamente integrado ao formato geral do conduíte.
Dependendo do formato das câmaras, os perfis compostos por segmentos de linha e raios perfeitamente ligados entre si permitirão um fluxo ótimo dos gases. Ângulos agudos são banidos e um perfil coerente guiará o maior volume possível de gás durante a curta abertura da válvula. A vedação perfeita da válvula permitirá uma combustão e saída ótimas, bem como uma confiabilidade impecável.
Somente o FIXED-TURNING® permite a otimização do conduíte de admissão da guia de válvula até a borda do cilindro. Uma usinagem com uma forma perfeitamente dominada deve ser realizada em uma única operação e repetida de forma idêntica para cada cilindro. A usinagem original dos cabeçotes é realizada por uma sucessão de operações de usinagem complementares, alojamentos de assento de válvula, assento, usinagem dos ângulos... que criam automaticamente irregularidades prejudiciais ao fluxo de gazes. O FIXED-TURNING® fornece uma usinagem contínua, sem interrupção, de todo o conduíte, incluindo o assento de válvula, que deve ser usinado sem ser submetido às restrições do restante da usinagem. O FIXED-TURNING® e a usinagem ininterrupta dos conduítes e assentos permitem um enchimento ideal dos cilindros, uma regularidade total entre os cilindros e, consequentemente, uma saída ideal do motor.
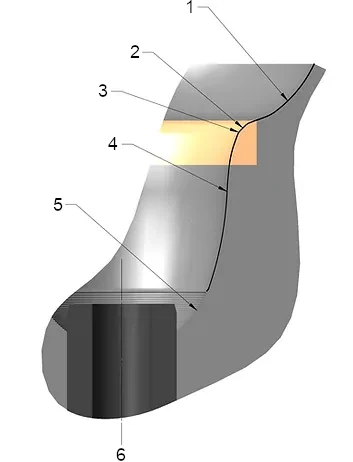
1. Perfil composto por segmentos de reta e raios otimizando o direcionamento da mistura em direção ao cilindro.
2. Assento perfeitamente redondo e hermético com um ângulo perfeitamente ajustado ao das válvulas.
3. Pequeno raio de ligação antiturbulência.
4. Formas de conduítes (tigela) perfeitamente dobradas e estritamente idênticas entre si.
5. Matéria-prima
6. Perfil constante e suave de todo o conduíte (cuba), incluindo a área de apoio da válvula.
REGULARIDADE DO FLUXO E BALANCEAMENTO DOS CILINDROS
Cada cilindro traz uma parte proporcional à potência do motor e somente uma perfeita similaridade entre as potências fornecidas por cada cilindro permitirá um funcionamento eficiente do motor em altas rotações.
Cilindros com comportamentos perfeitamente idênticos permitirão obter um motor livre de vibrações parasitas e permitirão velocidades elevadas.
NEWEN e o FIXED-TURNING® permitem usinagens contínuas, regulares e similares em todos os pontos, de um conduíte a outro, de um motor a outro. As formas mais sofisticadas são autorizadas em locais onde os processos clássicos de usinagem com ferramentas de forma são impotentes e ineficientes.
NEWEN permite assentos de válvulas perfeitos e, consequentemente, uma maior eficiência de cada cilindro, ao mesmo tempo em que permite uma confiabilidade excepcional.
O respeito das profundidades usinadas é possível graças a duas particularidades exclusivas do FIXED-TURNING®:
o FIXED-TURNING® permite usinagens tão pequenas quanto um centésimo de milímetro (.00039”) em um perfil inteiro, independentemente do seu comprimento, ao mesmo tempo em que fornece uma geometria perfeita do assento (circularidade, ângulo, concentricidade…)
o controle numérico do FIXED-TURNING® autoriza ajustes de profundidade em + ou – 0,01 mm (1/100 mm) ou .00039”.
A combinação destas duas possibilidades exclusivas permite obter câmaras de combustão perfeitamente idênticas que darão ao motor o seu equilíbrio e a sua capacidade de “rodar a altas rotações”.
Essas capacidades de usinagem de precisão garantidas exclusivamente pela FIXED-TURNING® já permitem a possibilidade de reparar futuros motores integrando a tecnologia HCCI (Homogeneous Charge Compression Ignition) que revolucionará o motor a gasolina, tornando-o limpo e muito eficiente.
Como lembrete, a tecnologia HCCI permite eliminar velas de ignição, devido ao domínio da compressão da mistura ar/gasolina e, portanto, ao dominar uma autoignição da mistura combustível. O consumo e os ganhos de potência tornarão esta técnica inevitável. A usinagem dos cabeçotes dará uma grande parte à precisão dos volumes das câmaras e profundidades de usinagem. Somente processos de usinagem que permitam cortes mínimos e extremamente precisos serão possíveis. O FIXED-TURNING® já está pronto para enfrentar este novo desafio.
Desempenho e confiabilidade andam de mãos dadas com precisão e controle numérico.
FIXED-TURNING® à frente do seu tempo?
Não, o FIXED-TURNING® chegou na hora certa para acompanhar os especialistas em motores que desejam não ser ultrapassados pelas evoluções tecnológicas.