Prelucrarea scaunului supapei, un secol de evoluție și... soluția!
Înainte
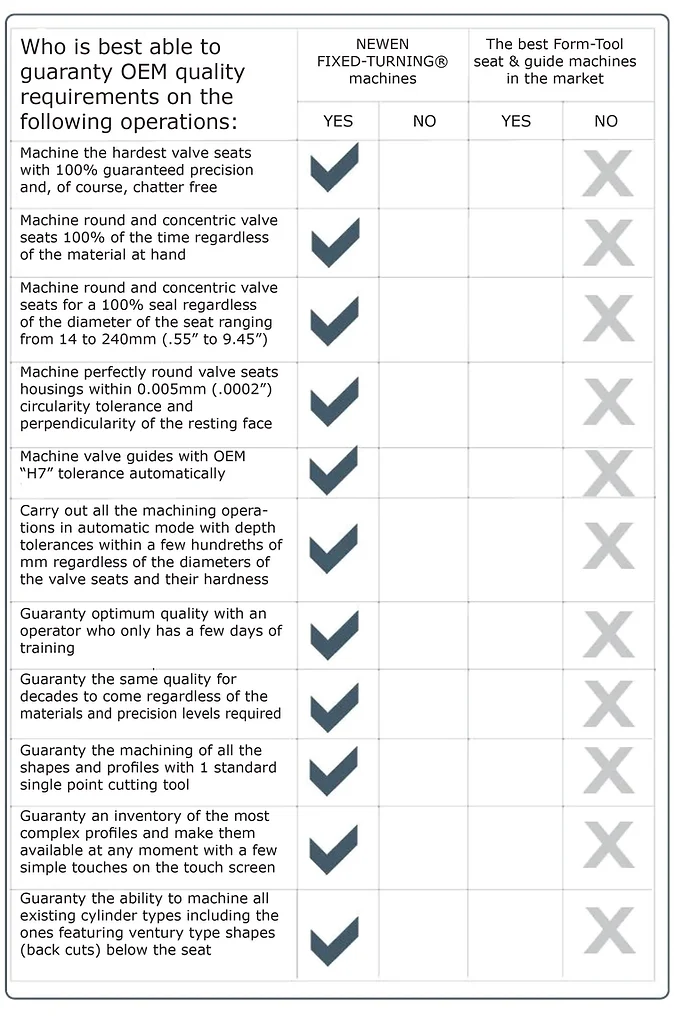
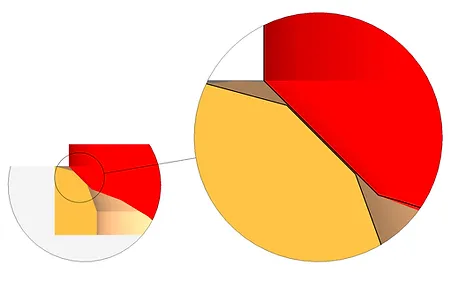
PUNGIREA
și unealta de formă de carbură
Desenul 1
Chatter Marks
|
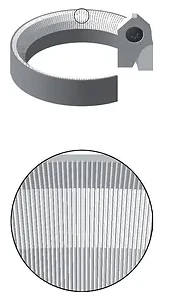
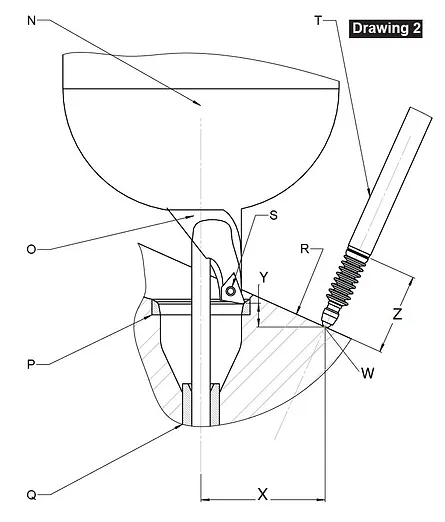
Desenul 2
Ondulări
|
Lepuirea scaunelor supapelor din metal pulbere sau a unor scaune de supape din fontă produce urme de zgomot inevitabile. Urmele de zgomot sunt foarte dăunătoare pentru o supapă, deoarece gazele scapă prin ele în timp ce supapa este închisă.
În consecință, scaunul supapei prelucrat se va deforma rapid și etanșarea sa nu va fi niciodată adecvată. Urmele de zbârcire rezultă din sculele din carbură care scot la casa o suprafață mare a unui material cu o structură granulată din diferite materiale (cum ar fi pulbere de metal, fontă nodulară...).
Scaunele tradiționale de supapă prelucrate cu tehnica de leupare (unelte de formare), toate prezintă ondulații de măsurare a sutimii de milimetri care sunt rezultatul direct al eforturilor de tăiere neregulate la o rotație de 360 de grade. Rezultatele schimbării eforturilor de tăiere transmit forțe neregulate asupra arborelor mașinii care se vor flexa mai mult sau mai puțin în funcție de mașină și vor da forme neregulate. Acest fenomen, binecunoscut de operatorii mașinilor manuale, este compensat, atunci când apar defecte mari vizibile, prin apăsare rapidă și puternică asupra comenzii axului.
Cele de mai sus au ca rezultat eforturi considerabile ale arborelui și, deși pot ajuta la netezirea micilor defecte, nu pot rectifica în niciun fel geometria.
Aceste ondulații, inerente principiului însuși al prelucrării prin lepare, au consecințe incontestabile asupra etanșării supapelor și necesită o lepare suplimentară a fiecărei supape pe scaunul acesteia pentru a obține o etanșare acceptabilă. Lupirea supapelor, acceptată până acum din necesitate de către constructorii de motoare și clienții lor, a fost de mult alungată de producătorii de motoare și de oricine caută calitatea minimă cerută de generațiile de motoare de astăzi.
Acum
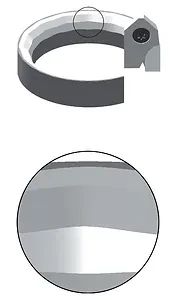
FIXED-TURNING®
și instrumentul cu un singur punct
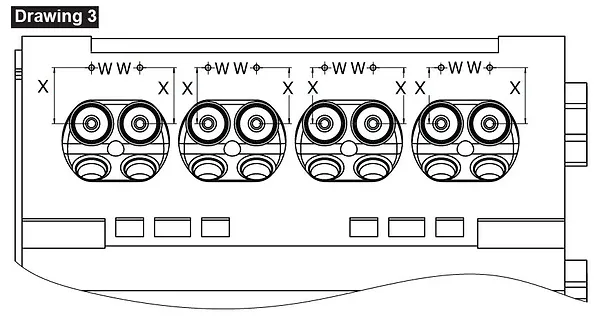
Desenul 3
Precizie geometrică
Prelucrarea prin interpolare, FIXED-TURNING®, elimină cu siguranță toate defectele prezentate în desenele 1 și 2.
Urmele de micro-chatter și ondulațiile sunt practic imposibil de generat. Prelucrarea cu un singur punct nu permite formarea unor astfel de defecte. Trebuie doar să luați în considerare prelucrarea pe strung pentru a vă convinge.
Prelucrarea cu o sculă de strunjire care se deplasează pe două axe interpolate generează o microcanelură circulară, perfect rotundă. Adâncimea canelurii și intervalul dintre cele 2 caneluri sunt controlate de controlul numeric al mașinii, obținând cele mai fine finisaje de suprafață realizabile.
La fel ca eforturile de tăiere, reduse considerabil (de 300 de ori și mai mult), defectele de finisare a suprafeței sunt reduse la niveluri care plasează FIXED-TURNING® la vârful scalelor de calitate definite de producătorii OEM de top.
o nouă eră, o nouă lume a oportunităților...
Prelucrarea celor mai dificile chiulase se realizează în doar câteva minute pe scaun de supapă pentru cele mai lungi profile, special făcute pentru a spori puterea motorului. Prelucrarea unui profil tradițional „3-unghi” va fi efectuată în câteva secunde.

Chiulele de motociclete , cele mai mici scaune de supape din jur și care vor veni (reducerea dimensiunilor, în centrul tuturor noilor programe de dezvoltare a motoarelor) pot fi prelucrate cu cea mai mare ușurință și cu precizia optimă a motoarelor de competiție...
Mașinile NEWEN® permit fiecărui reparator de motoare să se poziționeze ca specialist în prelucrarea tuturor tipurilor de motoare. Precizia care se realizează sistematic la utilizarea mașinilor FIXED-TURNING® se aplică tuturor tipurilor de motoare, nu mai trebuie să refuzi să te implici într-o astfel de prelucrare pe un tip de chiulasă, toate operațiunile dificile de prelucrare devin o sursă de profituri suplimentare si semnificative.
Piața de înaltă performanță , piața mecanică de agrement, sunt la îndemâna oricărui reparator de motoare echipat cu o mașină FIXED-TURNING®.
Toate preciziile necesare în Formula 1 sau în orice alte sporturi mecanice solicitante de înaltă performanță pot fi atinse automat și sistematic. Perfectiunea este garantata.
High-Performance este o piață în creștere și profitabilă. Prestigiul profesionistului de nivel înalt care se implică în această specialitate strălucește pe întreaga sa companie.
COGENERAREA, cunoscută și sub denumirea de „Combină de căldură și putere (CHP)”, transformarea motoarelor în gaz natural și biocombustibili (etanol) necesită operațiuni de prelucrare rapidă și precisă a găurilor de supapă și a scaunelor de supape foarte dure.
Principiile cogenerării sunt de mult cunoscute și utilizate într-o mare varietate de aplicații. Astăzi, progresele în domeniul tehnologiei ultra-curate ale motoarelor cu foc alternativ pe gaz natural, schimbătoarelor de căldură și comenzilor sistemului, fac cogenerarea atât practică, cât și economică pentru aplicații cu diferite dimensiuni.
Un aspect al producției de energie care a influențat aceste progrese este nevoia din ce în ce mai mare de energie mai curată. Strategiile de control al emisiilor care permit ca motoarele cu ardere internă alimentate cu gaz natural să fie aplicate pentru aplicații CHP și ICHM la niveluri egale sau mai mici decât standardele actuale pentru centralele mari, au făcut cogenerarea mai practică, economică și accesibilă pentru o gamă mai largă de companii comerciale și industriale. aplicatii.
FIXED-TURNING® este unealta ideala pentru aceste servicii care devin usoare, rapide, precise si foarte profitabile.
A prelucra toate carcasele alezajului cupei cu came la dimensiuni supradimensionate pentru a introduce manșoane supradimensionate în carcase este o operațiune simplă, precisă și profitabilă cu FIXED-TURNING®.

Creați profiluri OFFSET după bunul plac...

Prelucrarea venturisului (până la 112 grade) pentru a accelera viteza gazelor.
Venturi: Un unghi deschis sub scaun care permite accelerarea vitezei gazelor de evacuare prin decompresie.

Mașină cu precizie toate tipurile de ghidaje de supape (fonte, metale pulbere, bronz, orice aliaje...). Aleză ghidajele supapelor cu cea mai mare precizie într-o operațiune de sine stătătoare sau într-o operație de prelucrare combinată a scaunului supapei.

Prelucrați toate găurile de înaltă precizie ale scaunului supapei cu aceeași unealtă de tăiere. Pentru a pregăti carcasele scaunului supapelor în toate tipurile de chiulase, fontă sau aluminiu, o lucrare precisă și profitabilă pentru toți profesioniștii FIXED-TURNING®.



Duritatea scaunului supapei de chiulasa pentru gaz natural KOMATSU: 56/58HRC (573HB+ / 610HV50+)
- Inserție utilizată: FT-11-11
- Viteza de taiere: 180 m/min
- Mod de prelucrare: Tăiere uscată
- Ciclu de tăiere: 28 sec/loc
- Circularitate: 1µ până la 2,40µ
- Finisarea suprafeței: 0,20Ra
O altă exclusivitate NEWEN: prelucrarea carcasei bujiilor.


Pentru a prelucra scaunele supapelor decompresoare Mercedes Actros , „este o joacă de copii”.
FIXED-TURNING® și controlul său numeric, este posibilitatea de a realiza imposibilul într-un mod profitabil și repetitiv.
O tehnologie pentru toți.
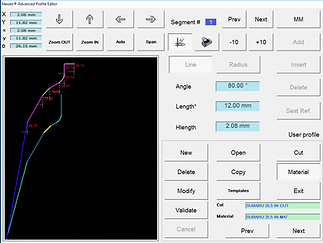
Toate mașinile NEWEN FIXED-TURNING®, inclusiv CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, sunt echipate cu un sistem electronic pentru a repeta adâncimea de tăiere cu precizie. sion. Acest sistem, dezvoltat de NEWEN, nu este un sistem de măsurare în sine, ci a fost conceput pentru a permite repetarea unei poziții de prelucrare cu precizie, luând în același timp o referință aleatorie pe chiulasa la mașină. În general, referința pentru sistemul NEWEN este planul garniturii chiulasei, care este, de asemenea, folosit ca referință pentru a măsura adâncimea scaunului supapei. De asemenea, este posibil, folosind un instrument specific, să folosiți alte suprafețe, cum ar fi carcasele arborelui cu came.
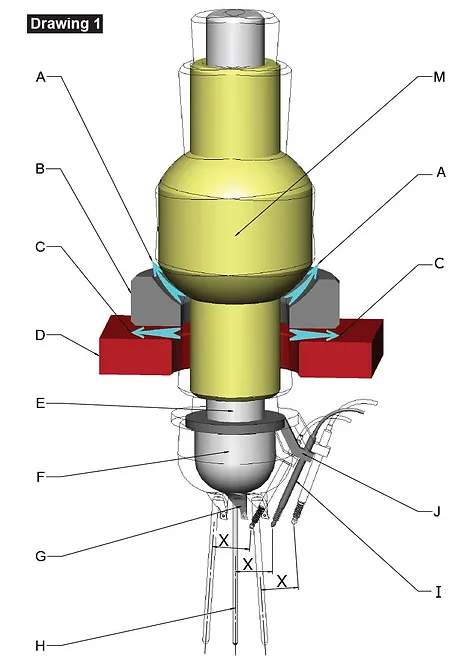
Un indicator liniar electronic, LVDT, (I) este conectat la controlul numeric al mașinii. În funcție de adâncimea prăbușită a vârfului LVDT-ului, gabaritul trimite un semnal electric care permite identificarea, cu mai puțin de o sutime de mm, a poziției gabaritului.
Această poziție poate fi memorată. Odată memorată poziția, motorul de avans al arborelui este oprit automat când manometrul este din nou comprimat în aceeași cantitate. Ca rezultat, echipamentul poate prelucra toate scaunele supapelor la aceeași adâncime față de un punct de referință ales.
Ecartamentul (I) are o poziție fixă față de axa pilotului și față de mantaua arborelui de care este atașat. Această poziție fixă rămâne atunci când axul se deplasează pe perna sa de aer (C) și/sau pe perna sa de aer sferică (A)
.
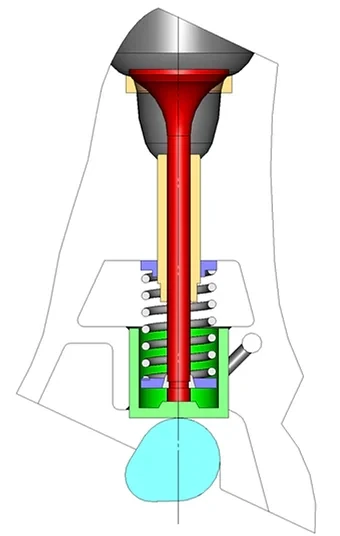
Desenul 3: Toate scaunele sunt prelucrate conform aceluiași punct de referință (W) , aparținând planului de referință și îndepărtat de o măsură fixă (X) , care este aceeași cu măsura (X) din Desenul 1.
Dimensiunea (Z) pe Desenul 2, este cantitatea de gabarit care este comprimată și corespunde unei prelucrări îndepărtate de valoarea (Y) pe Desenul 2 în comparație cu punctul de referință. Această valoare (Y) poate fi modificată dintr-o valoare dată și precisă folosind mijloacele controlate ale comenzii numerice (lift, selectarea dimensiunilor reparației...) care vor modifica poziția vârfului gabaritului, iar acesta din urmă va încă o dată să fie memorat pentru a fi repetat de câte ori se dorește.
Cantitatea restrânsă (Z) a manometrului nu este identică cu valoarea deplasării axului, în principal din cauza unghiului existent între axul mașinii și ecartament. De asemenea, LVDT nu este un instrument de măsurare, ci un indicator de poziție.
Sistemul NEWEN pentru Automatic Repetitive Depth Control™, garantează prelucrarea în adâncime identică cu variații care nu depășesc +/- o sutime de mm.
Este singurul sistem disponibil în industrie care garantează o prelucrare automată de o asemenea precizie, indiferent de poziția chiulasei față de dispozitivul de fixare a chiulasei, față de unghiul ghidajelor supapelor și față de cursa capului mașinii.

FIXED-TURNING® ȘI PRELUCRARE CU CONTROL NUMERIC
Chiulasă, centru nevralgic al motorului, reunește toate funcționalitățile care determină puterea, flexibilitatea și longevitatea motorului... Chiulasa este centrul de preocupare al dezvoltatorilor de motoare și al specialiștilor în reparații. NEWEN, FIXED-TURNING® și controlul numeric aduc soluții inevitabile și de neînlocuit la multiple provocări tehnice care nu pot fi rezolvate cu tehnologii mai vechi și/sau tradiționale.
VOLUME CAMERE DE ARDER
Volumul camerelor, valoarea lor în cm3 (centimetri cubi sau CC) și concordanța lor între ele în cadrul aceluiași motor este un element decisiv pentru ca puterea fiecărui cilindru să fie optimă și echilibrată. Numai camerele perfect asemănătoare ca volum și formă vor permite nivelurile de putere și armoniile necesare pentru turațiile ridicate ale motoarelor de înaltă performanță (consultați tehnologia „HCCI” la sfârșitul acestui document).
FIXED-TURNING® și controlul numeric NEWEN permit operații de prelucrare de foarte mare precizie. Scaunele supapelor și profilele lor specifice (admisie și evacuare) pot fi duplicate în 1/100 mm (0,01 mm sau 0,00039”), adâncimile de prelucrare sunt controlate automat cu un indicator electronic de adâncime și o cinematică de foarte mare precizie.
Volumele precise ale camerelor sunt garantate de forme corespunzătoare și adâncimi perfect identice.
CILINDRU-ETANCHEITATE LA AER
Etanșeitatea instantanee la aer a cilindrului este esențială pentru funcționarea optimă a motorului și pentru a atinge turații ridicate.
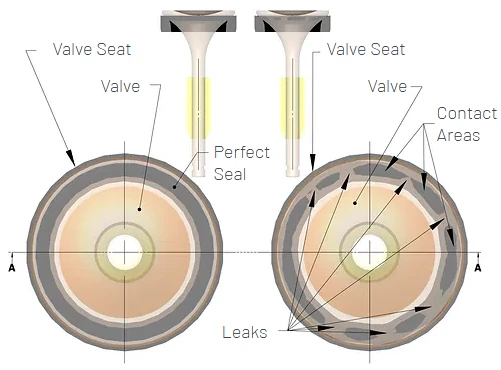 Contactul metal-metal dintre supapă și scaunul supapei trebuie să fie complet și perfect pentru a asigura această funcție dificilă de etanșeitate la aer. Pe lângă calitatea materialelor care vor accepta viteze mari, contactul metal-metal dintre supapă și scaunul supapei este condiția sine qua none pentru a obține o etanșeitate perfectă și de durată a cilindrului.
Contactul metal-metal dintre supapă și scaunul supapei trebuie să fie complet și perfect pentru a asigura această funcție dificilă de etanșeitate la aer. Pe lângă calitatea materialelor care vor accepta viteze mari, contactul metal-metal dintre supapă și scaunul supapei este condiția sine qua none pentru a obține o etanșeitate perfectă și de durată a cilindrului.
Corespondența perfectă a formei dintre supapă și scaunul supapei este permisă de respectarea totală a geometriilor (forme, unghiuri, finisaje de suprafață...) ale celor două suprafețe în contact.
Doar prelucrarea de înaltă precizie a supapelor și a scaunelor supapelor permite obținerea acestei corespondențe esențiale. Lepuirea supapelor, devenită obligatorie în trecut din cauza lipsei de precizie a prelucrării scaunelor supapelor și a supapelor, este strict interzisă pentru a obține nivelurile de etanșeitate la aer și durabilitatea etanșeității la aer menționate.
NEWEN, FIXED-TURNING® și controlul său numeric permit prelucrarea scaunelor supapelor care prezintă un defect de formă (circularitate) de ordinul a 3µm (sau .003mm sau .000118”) sau mai puțin în funcție de materialele prelucrate. OEM-urile necesită defecte de circularitate care nu depășesc 5 până la 6 µm atât pentru scaunele supapelor, cât și pentru supape.
NEWEN FIXED-TURNING® și controlul său numeric permit reglarea unghiurilor cu o sutime de grad la un moment dat . Este deci usor de reglat unghiurile scaunelor supapelor si ale supapelor pentru a obtine o etansitate perfecta si de durata, fara a ceda tentatiei distructive a lepuirii si, in consecinta, a deformarii formelor acestor piese.
Scaunele supapelor mașinilor NEWEN FIXED-TURNING® sunt perfect rotunde, cu unghiuri foarte precise, iar etanșeitatea la aer este perfectă pentru multe ore de utilizare.
Prelucrarea cu o sculă de formare nu poate garanta unghiuri precise și locuri perfect rotunde, de unde necesitatea suprapunerii supapelor. Un coice care va duce la o etanșeitate la aer de scurtă durată și va reduce considerabil performanțele.
ALINIERE ȘI COAXIALITĂȚI Turațiile ridicate ale motorului, accelerațiile și decelerațiile rapide sunt posibile datorită reducerii maselor în mișcare cu mecanisme de retragere a supapelor de înaltă performanță. Dar toate aceste performanțe sunt posibile doar datorită reducerii drastice a frecării și a contravântuirii pieselor în mișcare, supape, cupe cu came, came de admisie... fără a uita funcționarea controlată a sistemului de retragere a supapelor.
Pe lângă circularitatea supapelor și scaunelor supapelor, coaxialitățile ghidajelor supapelor, ale supapelor, ale cupelor cu came și ale camelor vor permite mișcarea tuturor acestor părți, eliminând în același timp:
- frecări parazitare
- alunecarea „capetelor” supapelor pe scaunul acestora
- contravântuirea cupelor cu came în carcasele lor respective.
Spre deosebire de ideile general acceptate, nu este posibil să se controleze concentricitatea dintre un scaun de supapă și un ghidaj de supapă forțând un pilot conic în cadrul unui ghidaj și folosind acest pilot ca suport pentru un indicator de concentricitate. Este și mai improbabil să folosiți aceeași tehnică pentru a permite unei unealte să găsească o carcasă de alezament al cupei cu came concentrică cu ghidajul supapei, condiție esențială pentru o bună performanță a motorului.
Cinematica NEWEN FIXED-TURNING® include o centrare hidraulică a piloților de centrare care permit centrarea axului de prelucrare cu un defect care nu depășește câțiva microni ( µ= 0,001 mm = .000039”).
Pilotul FIXED-TURNING® nu constrânge ghidajul supapei și ia în considerare imperfecțiunile de prelucrare ale ghidajelor supapei. În același mod, prelucrarea carcasei alezajului cupei cu camă trebuie să respecte axa de ghidare a cupei cu camă.
Prelucrarea cu FIXED-TURNING® garantează că scaunul supapei, ghidajul supapei și carcasa alezajului cupei-camă vor avea aceeași axă, vor fi perfect aliniate și că piesele se vor putea deplasa la cele mai mari viteze fără a fi supuse la frecări și frânări parazite care ar face imposibilă funcționarea motorului la turații mari, cu corolar o uzură rapidă și un risc evident de incidente mecanice.
Prelucrarea ghidajelor, a scaunelor supapelor și a carcaselor alezajului cupei cu came cu FIXED-TURNING® garantează o funcționare ultra rapidă a motorului, împreună cu componentele utilizate, supape din aliaj de titan, arcuri speciale, scaune speciale de supape... fără risc de defect de etanșeitate, parazitare în funcționare prin frecări și rupturi de peliculă de ulei. Se va evita, de asemenea, panicarea supapelor, incapabile să urmeze regimuri ridicate.
NEWEN FIXED-TURNING® este un concept de prelucrare care a fost dezvoltat pentru a aduce înapoi defectele de prelucrare în valori exprimate în microni și nu mai în sutimi de milimetru.
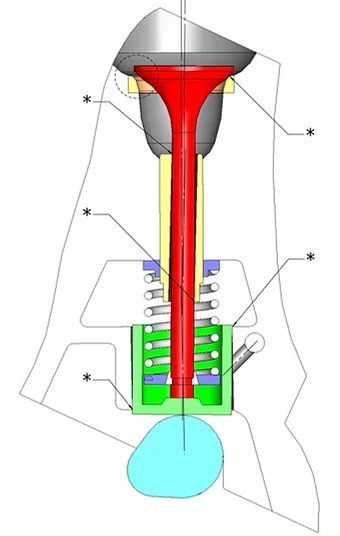
Precizia coaxialităților permite regimuri ridicate și o funcționare optimă a motorului.
Defectul de coaxialitate al axelor determină zone cu frecări* crescute care vor încetini deplasarea diferitelor piese, care vor distruge etanșeitatea cilindrilor și care vor duce la gripări limitând în același timp drastic vitezele de rotație ale motorului, toate de mai sus fiind accentuat de un dezechilibru al cilindrilor între ei. Fiecare dezechilibru se află la originea unor constrângeri mecanice asupra pieselor aflate în mișcare, constrângeri care vor avea ca rezultat o uzură prematură a pieselor menționate.
PROFILE DE ESCAPE
Dupa explozia amestecului (combustibil-combustibil), gazele reziduale de la ardere umplu cilindrul si trebuie evacuate prin conductele de evacuare, expulzate de pistonul care revine in sus spre punctul lui inalt. Supapa de evacuare se va închide progresiv înainte ca pistonul să coboare din nou, aspirând din nou amestec proaspăt în timpul procesului. Această perioadă de închidere este critică pentru supapa de evacuare. Gazele încălzite la o temperatură extremă sunt în plus laminate între scaunul supapei și supapa care se închide.
Scaunul supapei si supapa sunt supuse abrazivitatii gazelor laminate iar temperatura este apoi la inaltimea ei pe suprafetele care vor asigura contactul si etansitatea la aer pentru cateva mii de secunde. Pentru ca acest contact să nu corespundă cu o degradare rapidă a suprafețelor în contact, este necesar ca aceste zone de contact să fie optime ca suprafață (mm2) și ca formele lor să fie complementare (unghiuri, circularitate, finisare a suprafeței...).
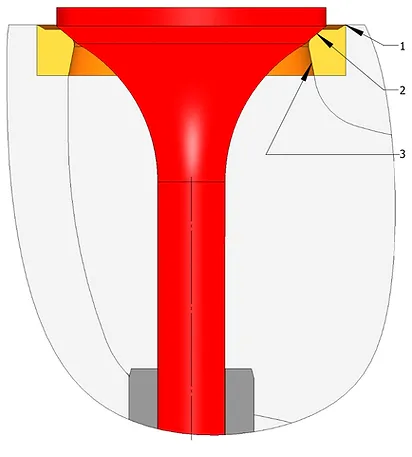
1. Racorduri fara trepte cu o forma care favorizeaza curgerea fara turbulenta a gazelor.
2. Asezati suprafete late si in concordanta cu supapa pentru o rezistenta mare la abrazivitatea gazelor.
3. Venturi pentru expansiunea si accelerarea rapida a gazelor.
NEWEN FIXED-TURNING® permite prelucrarea scaunelor supapei de evacuare suficient de mari pentru a nu se deforma, având în același timp un unghi cât mai apropiat de cel al supapei. Forma rotundă fără fațete și ondulații va permite contactul metal-metal pe întreaga suprafață a scaunului care va asigura un bun schimb termic, o etanșeitate perfectă și fiabilitate maximă.
FIXED-TURNING® permite prelucrarea profilelor cu lungimi cvasi nelimitate. Prin urmare, putem prelucra conducta de evacuare pentru a ușura extragerea gazelor și, în special, a venturis-ului care va permite gazelor să se elibereze imediat după trecerea scaunului și, în consecință, să le accelereze viteza. Se vor șterge unghiurile ascuțite, treptele, diferențele de diametru care duc la turbulențe și încetinirea curgerii gazoase și fiecare conductă (bol/perete din spate) va fi optimizată și perfect identică cu celelalte conducte pentru o mai bună gestionare a funcționării motorului.
PROFILE DE ADMISIE
Spre deosebire de scaunele și supapele de evacuare, scaunele și supapele de admisie nu sunt supuse laminarii gazelor de ardere și abraziunii care rezultă. Scaunele supapelor de admisie trebuie să permită umplerea cât mai completă a cilindrului cu un amestec de aer proaspăt/benzină aspirat prin coborârea pistonului și eventual împins de acțiunea unui turbo și a unui compresor.
Forma conductelor (zona vasului) trebuie să fie optimă pentru a permite un debit maxim al gazelor, fără a genera turbulențe parazitare. Unghiul scaunului însuși participă la ghidarea amestecului gazos și trebuie să fie perfect integrat în forma generală a conductei.
În funcție de forma camerelor, profilele formate din segmente de linie și raze perfect legate între ele trebuie să permită un flux optim al gazelor. Unghiurile ascuțite sunt interzise și un profil coerent va ghida cel mai mare volum posibil de gaz în timpul deschiderii scurte a supapei. Etanșarea perfectă a supapei va permite o ardere și o putere optime, precum și o fiabilitate fără cusur.
Doar FIXED-TURNING® permite optimizarea conductei de admisie de la ghidajul supapei până la marginea cilindrului. O prelucrare cu o formă perfect stăpânită se efectuează într-o singură operație și se repetă identic pentru fiecare cilindru. Prelucrarea inițială a chiulaselor se realizează printr-o succesiune de operațiuni de prelucrare complementare, carcase scaun supape, scaun, prelucrare a unghiurilor... care creează automat nereguli dăunătoare fluxului de priviri. FIXED-TURNING® asigură o prelucrare continuă, fără întrerupere, a întregii conducte, inclusiv a scaunului supapei, care va fi prelucrată fără a fi supus constrângerilor restului de prelucrare. FIXED-TURNING® și prelucrarea neîntreruptă a conductelor și scaunelor permite o umplere optimă a cilindrilor, o regularitate totală între cilindri și, în consecință, o putere optimă a motorului.
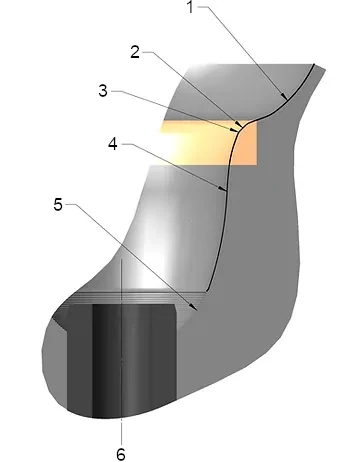
1. Profil format din segmente de linie și raze care optimizează ghidarea amestecului către cilindru.
2. Scaun perfect rotund si ermetic cu un unghi perfect ajustat pe cel al supapelor.
3. Rază mică de legătură anti-turbulanță.
4. Forme de conducte (bol) perfect curbate și strict identice între ele.
5. Materia prima
6. Profil constant și neted al întregii conducte (bol), inclusiv zona de repaus a supapei.
REGULARITATEA FLUXULUI SI ECHILIBRAREA CILINDRILOR
Fiecare cilindru aduce o parte proporțională cu puterea motorului și doar o asemănare perfectă între puterea furnizată de fiecare cilindru va permite o funcționare eficientă a motorului la turații mari.
Cilindrii cu comportamente perfect identice vor permite obtinerea unui motor lipsit de vibratii parazite si vor permite turatii ridicate.
NEWEN si FIXED-TURNING® permit prelucrari continue, regulate si similare in toate punctele, de la o conducta la alta, de la un motor la altul. Cele mai sofisticate forme sunt autorizate în locurile în care procesele clasice de prelucrare cu scule de formare sunt neputincioase și ineficiente.
NEWEN permite scaune perfecte ale supapelor și, în consecință, o eficiență crescută a fiecărui cilindru, permițând în același timp o fiabilitate excepțională.
Respectarea adâncimilor prelucrate este posibilă de două particularități exclusive FIXED-TURNING®:
FIXED-TURNING® permite prelucrări de până la o sutime de milimetru (.00039”) pe un întreg profil, indiferent de lungimea acestuia, oferind în același timp o geometrie perfectă a scaunului (circularitate, unghi, concentricitate...)
controlul numeric al FIXED-TURNING® autorizează ajustări de adâncime în + sau – 0,01 mm (1/100mm) sau .00039”.
Combinația dintre aceste două posibilități exclusive permite obținerea unor camere de ardere perfect identice, care vor oferi motorului echilibrul și capacitatea sa de a „turna la turații mari”.
Aceste capacități de prelucrare de precizie garantate exclusiv de FIXED-TURNING® permit deja posibilitatea de a repara viitoarele motoare care integrează tehnologia HCCI (Homogeneous Charge Compression Ignition) care va revoluționa motorul pe benzină făcându-l curat și foarte eficient.
De reamintire, tehnologia HCCI permite eliminarea bujiilor, datorită stăpânirii compresiei amestecului aer/benzină și, astfel, prin stăpânirea unei autoaprinderi a amestecului combustibil. Consumul și câștigurile de putere vor face această tehnică inevitabilă. Prelucrarea chiulaselor va da o mare parte preciziei volumelor camerelor si adancimii de prelucrare. Vor fi posibile numai procese de prelucrare care permit tăieri minime și extrem de precise. FIXED-TURNING® este deja gata să facă față acestei noi provocări.
Performanța și fiabilitatea merg mână în mână cu precizia și controlul numeric.
FIXED-TURNING® înainte de vremea sa?
Nu, FIXED-TURNING® este la timp pentru a însoți specialiștii în motoare care doresc să nu fie depășiți de evoluțiile tehnologice.