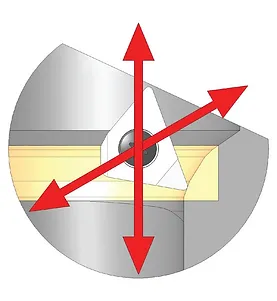
Как и принцип работы токарного станка с ЧПУ, FIXED-TURNING® основан на одновременном перемещении одноточечного режущего инструмента вокруг двух осей (x, z). В отличие от токарного станка, на котором деталь вращается, FIXED-TURNING® видит, что инструмент вращается за пределами двух осей (x, z), в то время как деталь (головка цилиндра) остается неподвижной.
Инструмент, управляемый цифровой системой, способен описывать как самые длинные профили (в пределах шпинделя), так и самые сложные, включая радиусы, прямые линии и разнообразные вогнутые или выпуклые кривые. Подобно прецизионному токарному станку, инструмент FIXED-TURNING® обрабатывает самые сложные формы с высочайшей точностью.
FIXED-TURNING® выполняет различные операции, в том числе кривые, прямые линии, наклоненные во всех направлениях. ЧПУ NEWEN® управляет перемещением инструмента так, что секция резки остается одинаковой независимо от части обрабатываемого профиля. Мощный компьютер постоянно рассчитывает оптимальную траекторию движения инструмента, чтобы усилия резания были постоянными и сводились к минимуму. Каждая отдельная стружка, рассчитанная за доли секунды, производится таким образом, что никакие колебания усилия резания не могут нарушить баланс и гибкость шпинделя.
FIXED-TURNING® отлично работает и обеспечивает герметичность седел клапанов.
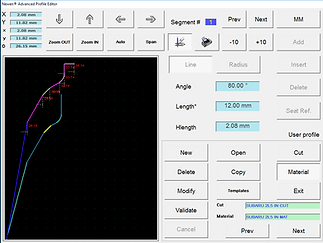
Специально разработанная электронная плата NEWEN® управляет числовыми осями с предельной точностью и гарантирует полную однородность. Компьютер и его сенсорный экран представляют собой наиболее удобный интерфейс для оператора, который освобождается от ограничений программирования с помощью программного обеспечения NEWEN®, которое позволяет ему выполнять самые сложные операции без необходимости иметь какие-либо навыки программирования.
Программы обработки автоматически оптимизируются и запоминаются, чтобы операции следовали одна за другой, а точность повторялась бесконечно.
 Как и во многих других областях,
Как и во многих других областях,
ЧПУ NEWEN освобождает пространство и гарантирует высочайшее качество работы профессионала.
Обработка седел клапанов, столетие эволюции и… решение!
До
ПОГРУЖЕНИЕ
и твердосплавный формовочный инструмент
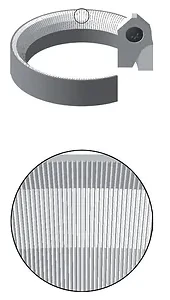
Рисунок 1
Следы болтовни
|
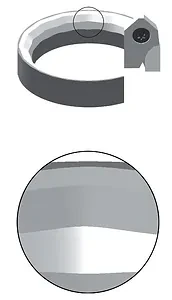
Рисунок 2
Волнистость
|
The lapping of powder metal valve seats, or of some cast iron valve seats, brings about unavoidable chatter marks. Chatter marks are very harmful to a valve since gases escape through them while the valve is shut.
The machined valve seat will consequently deform rapidly and its seal will never be adequate. Chatter marks result from carbide form tools scrapping a large surface of a material with a grainy structure made of different materials (such as powder metals, nodular cast irons...).
Traditional valve seats machined with the lapping technique (form tools), all present undulations measuring hundredths of millimeters that are the direct result of irregular cutting efforts on a 360 degree rotation. The resultants of changing cutting efforts transmit irregular forces on machine spindles that will flex more or less depending on the machine and will yield irregular shapes. This phenomenon, well known by operators of manual machines, is compensated for, when large visible defects appear, with quick and forceful pressure on the spindle command.
The above results in considerable spindle efforts and, while it can help smooth out small defects, it can in no way rectify the geometry.
These undulations, inherent to the very principle of machining by lapping, have unquestionable consequences on valve sealing and require further lapping of each valve on its valve seat to obtain an acceptable seal. Valve lapping, so far accepted out of necessity by engine builders and their customers, has long been banished by engine manufacturers and anyone seeking the minimum quality required by today's engine generations.
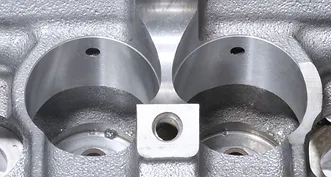
Сейчас
FIXED-TURNING®
и одноточечный инструмент
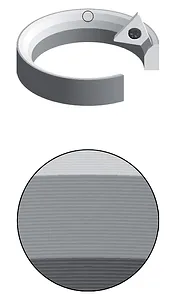
Рисунок 3
Геометрическая точность
Обработка методом интерполяции FIXED-TURNING® однозначно устраняет все дефекты, показанные на рисунках 1 и 2.
Создать микро-следы и неровности практически невозможно. Одноточечная обработка не допускает образования подобных дефектов. Достаточно лишь рассмотреть возможность обработки на токарном станке, чтобы убедиться в этом.
Обработка токарным инструментом, перемещающимся по двум интерполированным осям, создает круговую микроканавку идеально круглой формы. Глубина канавки и интервал между двумя канавками контролируются с помощью числового программного управления станка, что обеспечивает наилучшее качество поверхности.
Подобно тому, как усилия резки значительно сокращаются (в 300 и более раз), дефекты обработки поверхности уменьшаются до уровня, который ставит FIXED-TURNING® на самый верх шкалы качества, определяемой ведущими OEM-производителями.
Новая Эра, Новый Мир Возможностей...
Machining the most difficult cylinder heads is achieved within mere minutes per valve seat for the longest profiles, specially made to enhance the output of the engine. The machining of a traditional "3-Angle" profile will be carried out within a few seconds.

Motorcycle cylinder heads, the smallest valve seats around and to come (downsizing, at the heart of all the new engine development programs) can be machined with utmost ease and the optimum precision of competition engines...
NEWEN® machines allow each engine rebuilder to position himself as a specialist in the machining of all engine types. The precision that is achieved systematically when using FIXED-TURNING® machines applies to all the engine types, one no longer has to refuse getting involved in such or such machining on such or such cylinder head type, all the difficult machining operations become a source of additional and significant profits.
The high performance market, the mechanical leisure market, are within the reach of any engine rebuilder equipped with a FIXED-TURNING® machine.
All the precisions required in Formula 1 or any other demanding high performance mechanical sports can be attained automatically and systematically. Perfection is guaranteed.
High-Performance is a growing and lucrative market. The prestige of the high-level professional who gets involved in this specialty shines on his/her entire company.
The COGENERATION, also known as “Combined Heat and Power (CHP)”, the transformation of engines to natural gas and bio-fuels (ethanol) requires rapid and precise machining operations of valve seat counter-bores and very hard valve seats.
The principles of cogeneration have long been known and put to use in a wide variety of applications. Today, advances in ultra-clean natural gas fi red reciprocating engine technology, heat exchangers and system controls, make cogeneration both practical and economical for applications in varying size range.
One aspect of power production that has influenced these advances is the ever increasing need for cleaner energy. Emissions control strategies that allow natural gas fueled internal combustion engines to be applied for CHP & ICHM applications at levels equal to or less than current large power plant standards, have further made Cogeneration more practical, economic and accessible for a broader range of commercial and industrial applications.
FIXED-TURNING® is the ideal tool for these services which become easy, fast, precise and very profitable.
Обработка всех корпусов кулачковых отверстий до размеров увеличенного размера с целью вставки в них гильз увеличенного размера является простой, точной и прибыльной операцией с помощью FIXED-TURNING®.
Создавайте профили OFFSET по своему желанию...

Обработка трубок Вентури (до 112 градусов) для ускорения скорости газов.
Вентури: открытый угол под сиденьем, позволяющий увеличить скорость выхлопных газов за счет декомпрессии.

Обработка с точностью всех типов направляющих клапанов (чугун, порошковые металлы, бронза, любые сплавы...). Расточите направляющие клапанов с максимальной точностью при самостоятельной обработке или при комбинированной обработке седел клапанов.

Обработайте все высокоточные зенковки седел клапанов одним и тем же режущим инструментом. Подготовка корпусов седел клапанов для всех типов головок цилиндров, чугунных или алюминиевых, — точная и прибыльная работа для всех профессионалов FIXED-TURNING®.



Твердость седла клапана головки блока цилиндров KOMATSU: 56/58HRC (573HB+ / 6)10ХВ50+)
- Используемая вставка: FT-11-11
- Скорость резки: 180 м/мин.
- Режим обработки: сухая резка
- Цикл резки: 28 сек/место
- Круглость: от 1 мкм до 2,40 мкм.
- Чистота поверхности: 0,20 Ra
Еще один эксклюзив NEWEN: обработка корпуса свечи зажигания..

Обработать сиденья декомпрессорных клапанов Mercedes Actros «это детская игра».

FIXED-TURNING® и его числовое управление — это возможность достичь невозможного прибыльным и повторяющимся способом.
Технология для всех.
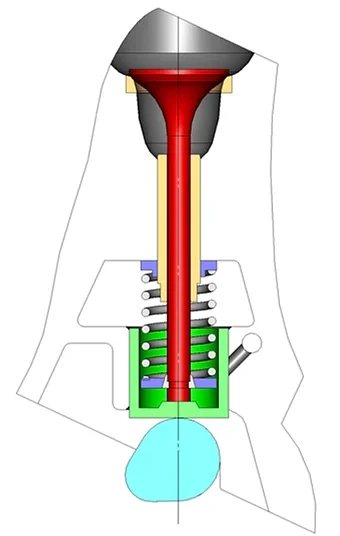
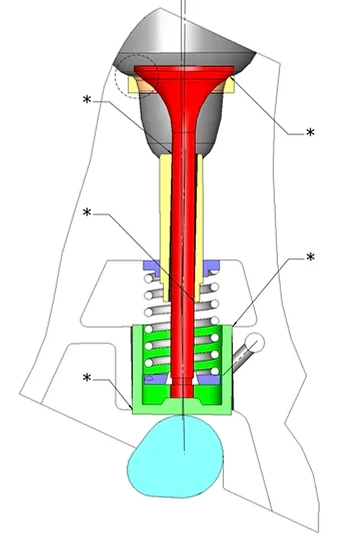
Все станки NEWEN FIXED-TURNING®, включая CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, оснащены электронной системой для точного повторения глубины резания. сион. Эта система, разработанная компанией NEWEN, сама по себе не является измерительной системой, но была задумана для того, чтобы позволить точно повторять положение обработки, при этом для обработки используется случайная точка отсчета на головке блока цилиндров. Как правило, эталоном для системы NEWEN является план прокладки головки блока цилиндров, который также используется в качестве эталона для измерения глубины седла клапана. Также возможно, используя специальный инструмент, использовать другие поверхности, например корпуса распределительных валов.
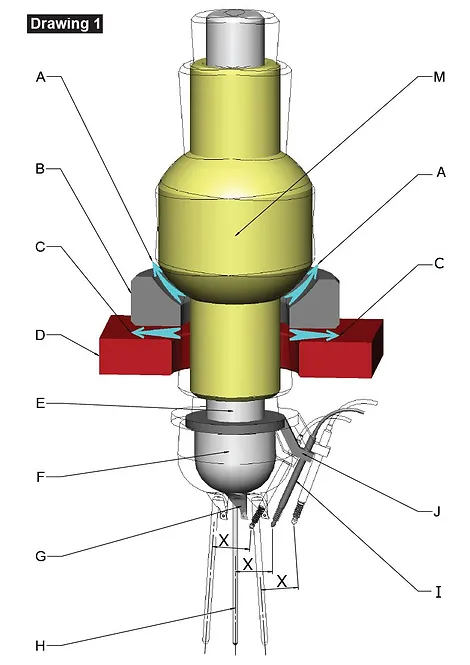
Электронный линейный датчик LVDT (I) подключен к системе числового управления станка. В зависимости от глубины сложенного кончика LVDT манометр посылает электрический сигнал, который позволяет с точностью менее одной сотой мм определить положение манометра.
Это положение можно запомнить. После сохранения положения двигатель подачи шпинделя автоматически останавливается, когда манометр снова сжимается на ту же величину. В результате оборудование может обрабатывать все седла клапанов на одинаковой глубине относительно выбранной контрольной точки.
Калибр (I) имеет фиксированное положение относительно оси пилота и относительно кожуха шпинделя, к которому он прикреплен. Это фиксированное положение сохраняется, когда шпиндель движется на своей воздушной подушке (C) и/или на своей сферической воздушной подушке (A).
.
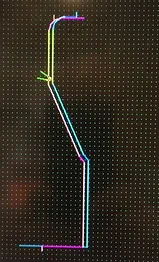
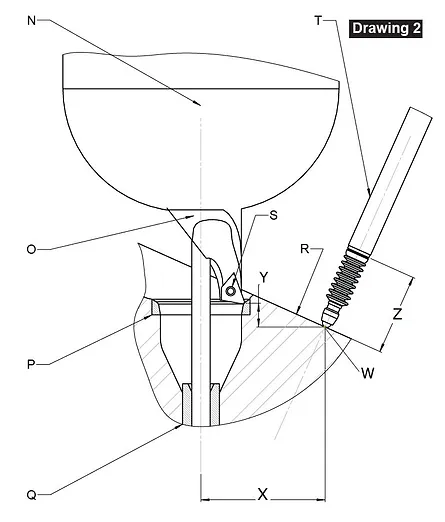
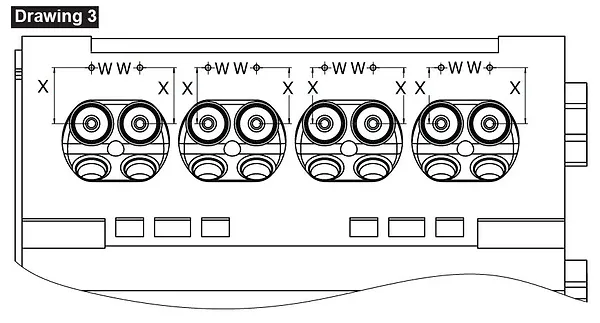
Рисунок 3: Все сиденья обработаны по одной и той же контрольной точке (W) , принадлежащей базовому плану и удаленной от фиксированного размера (X) , который совпадает с размером (X) на рисунке 1.
Размер (Z) на Рисунке 2 представляет собой сжатую величину калибра и соответствует расстоянию обработки от значения (Y) на Рисунке 2 по сравнению с контрольной точкой. Это значение (Y) может быть изменено на заданное и точное значение с помощью контролируемых средств числового управления (лифт, выбор ремонтных размеров...), которые будут изменять положение кончика калибра, а это последнее будет еще раз запомнить и повторить столько раз, сколько необходимо.
Сжатая величина (Z) калибра не идентична значению хода шпинделя, главным образом, из-за существующего угла между шпинделем станка и калибром. Кроме того, LVDT — это не измерительный прибор, а индикатор положения.
Система NEWEN для автоматического повторяющегося контроля глубины гарантирует одинаковую глубину обработки с отклонениями, не превышающими +/- одну сотую мм.
Это единственная доступная в отрасли система, гарантирующая автоматическую обработку с такой точностью, независимо от положения головки блока цилиндров относительно крепежного приспособления головки блока цилиндров, угла наклона направляющих клапанов и относительно перемещение головки машины.
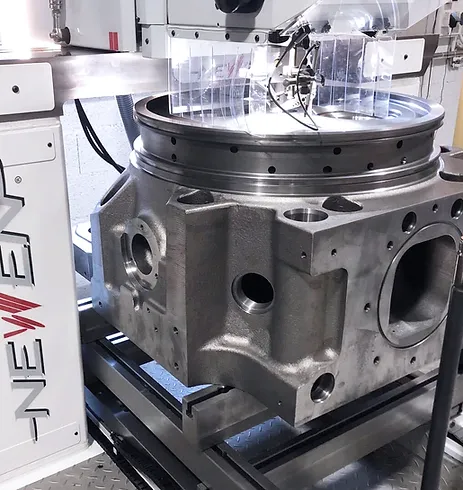
FIXED-TURNING® AND NUMERICALLY CONTROLLED MACHINING
The cylinder head, neuralgic center of the engine, gathers all the functionalities that determine the power, the flexibility and the longevity of the engine… The cylinder head is the center of preoccupation of engine developpers and repair specialists. NEWEN, the FIXED-TURNING® and the numerical control bring unavoidable and irreplaceable solutions to multiple technical challenges that cannot be solved with older and/or traditional technologies.
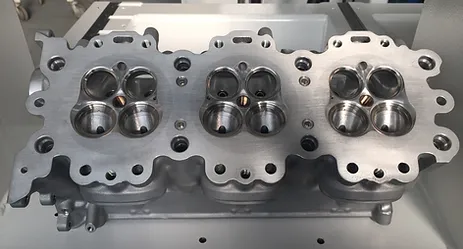
COMBUSTION CHAMBER VOLUMES
The volume of the chambers, their value in cm3 (cubic centimeters or CC) and their concordance between one another within one same engine is a decisive element for the output of each cylinder to be optimum and balanced. Only chambers perfectly similar in volume and shape shall allow output levels and harmonies necessary to the elevated speeds of high-performance engines (refer to “HCCI” technology at the end of this document).
The FIXED-TURNING® and the NEWEN numerical control allow very high precision machining operations. Valve seats and their specific profiles (Intake and Exhaust) can be duplicated within 1/100mm (0.01mm or 0.00039”), the machining depths are controlled automatically with an electronic depth gauge and a very high precision kinematics.
The precise volumes of the chambers are guaranteed by corresponding shapes and perfectly identical depths.
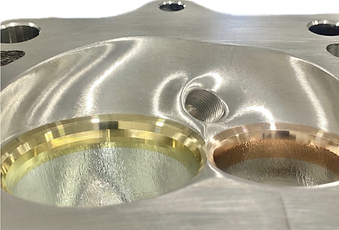
CYLINDER AIR-TIGHNESS
The instantaneous air-tightness of the cylinder is essential to the optimum functioning of the engine and to reach elevated speeds.
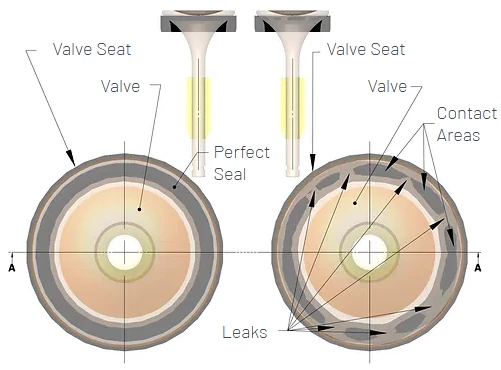 The metal to metal contact between the valve and the valve seat must be complete and perfect to ensure this diffi cult air-tightness function. Aside from the quality of the materials that will accept elevated speeds, the metal to metal contact between the valve and the valve seat is the sine qua none condition to obtain a perfect and lasting air-tightness of the cylinder.
The metal to metal contact between the valve and the valve seat must be complete and perfect to ensure this diffi cult air-tightness function. Aside from the quality of the materials that will accept elevated speeds, the metal to metal contact between the valve and the valve seat is the sine qua none condition to obtain a perfect and lasting air-tightness of the cylinder.
The perfect shape correspondance between the valve and the valve seat is allowed by the total respect of the geometries (shapes, angles, surface fi nishes…) of the two surfaces in contact.
Only the high precision machining of the valves and of the valve seats allows to obtain this essential correspondance. The lapping of the valves, which became mandatory in the past because of the lack of precision of the machining of the valve seats and of valves, is strictly proscribed to get the air-tightness levels and the durability of said air-tightness.
NEWEN, the FIXED-TURNING® and its numerical control allow to machine valve seats presenting a shape defect (circularity) in the order of 3µm (or .003mm or .000118”) or less depending upon the materials machined. OEMs require circularity defects not exceeding 5 to 6µm both for valve seats and valves.
The NEWEN FIXED-TURNING® and its numerical control allow to adjust angles one hundredth of a degree at a time. It is therefore easy to adjust the angles of the valve seats and of the valves in order to obtain a perfect and lasting air-tighness, without giving in to the destructive temptation of lapping and, consequently, of deforming the shapes of these parts.
The NEWEN FIXED-TURNING® machines valve seats perfectly round, with very precise angles and the
air-tighness is perfect for many hours of use.
The machining with a form tool cannot guaranty precise angles and perfectly round seats, hence the necessity to lap valves. A coice that will lead to a short-lived air-tighness and shall considerably reduce performances.
ALIGNMENT AND COAXIALITIES
Elevated engine speeds, rapid accelerations and descelerations are made possible owing to the reduction of the masses in movement with high-performance valve recall mechanisms. But all these performances are only possible owing to a drastic reduction of frictions and bracing of parts in movement, valves, cam-buckets, intake cam... without forgetting the controlled functioning of the valve recall system.
Aside from the circularity of valves and valve seats, the coaxialities of the valve guides, of the valves, of the cam-buckets and of the cams shall allow the movement of all these parts while eliminating:
- parasitic frictions
- the sliding of the valve “heads” on their seat
- the bracing of the cam-buckets within their respecitive housings.
Contrary to generally accepted ideas, it is not possible to control the concentricity between a valve seat and a valve guide by forcing a tappered pilot within a guide and using this pilot as a support for a concentricity gauge. It is even more improbable to use the same technic to allow a tool to bore a cam-bucket bore housing concentric to the valve guide, the essential condition to a good performance of the engine.
The kinematics of the NEWEN FIXED-TURNING® includes a hydraulic centering of the centering pilots that allow the machining spindle to center with a defect not exceeding a few microns ( µ= 0.001mm = .000039”).
The FIXED-TURNING® pilot does not constrain the valve guide and takes into account the machining imperfections of the valve guides. In the same way, the machining of a cam-bucket bore housing shall respect the guiding axis of the cam-bucket.
Machining with FIXED-TURNING® guaranties that the valve seat, the valve guide and the cam-bucket bore housing shall have one same axis, shall be perfectly aligned, and that the parts shall be able to move at the highest speeds without being subjected to frictions and parasitic brakings that would render the functionning of the engine at high RPM impossible, with corollary a rapid wear and an obvious risk of mechanical incidents.
The machining of the guides, of the valve seats and of the cam-bucket bore housings with FIXED-TURNING® guaranties an ultra rapid functionning of the engine, in conjunction with the components used, Titanium alloy valves, special springs, special valve seats… without risk of air-tightness defect, parasitage in the functionning by frictions and oil fi lm ruptures. The panicking of valves, unable to follow elevated regimes, shall also be avoided.
The NEWEN FIXED-TURNING® is a machining concept which has been developed to bring back machining defects within values expressed in microns and no longer in hundredths of a millimeter.
The precision of the coaxialities permits high regimes and an optimum functioning of the engine.
The coaxiality defect of the axes causes areas with elavated frinctions* that will slow down the travel of various parts, that will destroy the air-tightness of the cylinders and that will lead to seizings while drastically limiting the rotation speeds of the engine, all the above being accentuated by an unbalance of the cylinders between one another. Each unbalance is at the origin of mechanical constraints on the parts in movements, constraints that will result in a premature wear of said parts.
EXHAUST PROFILES
After the explosion of the mixture (fuel-comburant), residual gases from the combustion fill up the cylinder and must be evacuated through the exhaust ducts, expelled by the piston that is coming back up towards its high point. The exhaust valve shall close progressively prior to the piston going down again, aspirating some fresh mix again in the process. This closing period is critical for the exhaust valve. Gases heated to an extreme temperature are in addition laminated between the valve seat and the valve that is closing.
The valve seat and the valve are subjected to the abrasiveness of the laminated gases and the temperature is then at its height on the surfaces that will ensure the contact and the air-tightness for a few thousands of a second. In order for this contact not to correspond to a rapid degradation of the surfaces in contact, it is necessary that these contact areas be optimum in surface (mm2) and that their forms be complementary (angles, circularity, surface finish…).
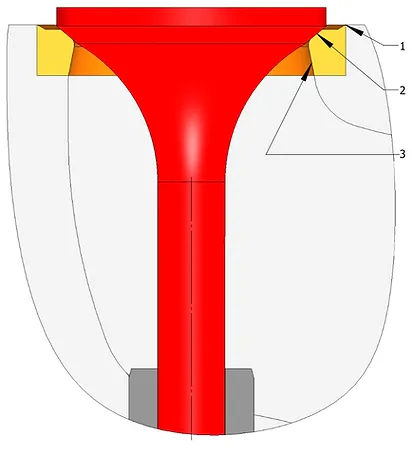
1. Step free connections with a shape favoring turbulence free flow of the gases.
2. Seat areas wide and tallying with the valve for a large resistance to the abrasiveness of the gases.
3. Venturi for the quick expansion and accelaration of the gases.
NEWEN FIXED-TURNING® allows the machining of exhaust valve seats large enough not to deform themselves, while having an angle as close to that of the valve as possible. The round shape free of facets and undulations shall allow the metal to metal contact on the entire surface of the seat that will ensure a good thermal exchange, a perfect air-tightness and maximum reliability.
The FIXED-TURNING® allows to machine profi les with quasi unlimited lengths. We can therefore machine the exhaust duct to ease the extraction of gases and, in particular, of venturis that will allow gases to release right after passing the seat and, consequently, to accelerate their speed. Sharp angles, steps, diameter differences that lead to turbulances and slowing of gaseous flow, shall be erased and each conduit (bowl/back wall) shall be optimized and perfectly identical to other conduits for a better management of the functionning of the engine.
INTAKE PROFILES
Unlike exhaust seats and valves, intake seats and valves are not subjected to the lamination of burning gases and the ensuing abrasion. Intake valve seats must allow the filling up, as complete as possible, of the cylinder with a fresh air/gasoline mix aspirated by the lowering of the piston and possibly pushed by the action of a turbo and a compressor.
The shape of the conduits (bowl area) must be optimum to allow a maximum fl ow of the gases, without generating of parasitic turbulances. The angle of the seat itself participates to the guiding of the gaseous mix and must be perfectly integrated into the general shape of the conduit.
Depending on the shape of the chambers, the profi les made up of line segments and radii perfectly linked to one another shall allow an optimum fl ow of the gases. Sharp angles are baned and a coherent profi le shall guide the largest possible volume of gas during the short opening of the valve. The perfect seal of the valve shall allow an optimum combustion and output as well as a fl awless reliability.
Only the FIXED-TURNING® allows the optimization of the intake conduit from the valve guide up to the edge of the cylinder. A machining with a perfectly mastered shape shall be carried out in one single operation and repeated identically for each cylinder. The original machining of the cylinder heads is carried out by a succession of complementary machining operations, valve seat housings, seat, machining of the angles… which automatically create irregularities harmful to the flow of gazes. The FIXED-TURNING® provides a continuous machining, without interruption, of the entire conduit, including the valve seat, which shall be machined without being subjected to the constraints of the remainder of the machining. The FIXED-TURNING® and the uninterrupted machining of the conduits and seats allows an optimum filling of the cylinders, a total regularity between the cylinders and, consequently, an optimum output of the engine.
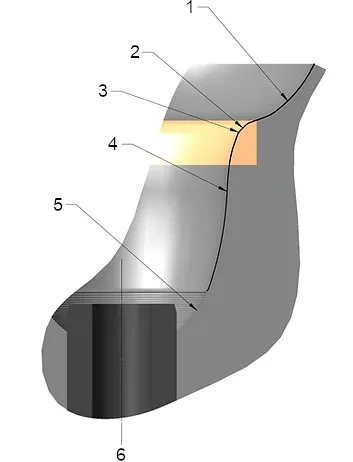
1. Profile made up of line segments and radii optimizing the guiding of the mix towards the cylinder.
2. Seat perfectly round and air-tight with an angle prefectly adjusted to that of the valves.
3. Small anti-turbulance link radius.
4. Conduit shapes (Bowl) perfectly belnded and strictly identical between one another.
5. Raw material
6. Constant and smooth profile of the entire conduit (bowl), including the valve resting area of the valve.
REGULARITY OF THE FLUX AND BALANCING OF THE CYLINDERS
Each cylinder brings a proportional part to the power of the engine and only a perfect similarity between the power supplied by each cylinder shall allow an effi cient functioning of the engine at high RPMs.
Cylinders with perfectly identical behaviors shall allow to obtain an engine free of parasitic vibrations and shall allow elevated speeds.
NEWEN and the FIXED-TURNING® allow continuous machinings, regular and similar in all points, from one conduit to another, from one engine to another. The most sophisticated shapes are authorized in places where classic machining processes with form tools are powerless and ineffi cient.
NEWEN allows perfect valve seats and, consequently, an increased efficiency of each cylinder while permitting an exceptional reliability.
The respect of the machined depths is made possible by two particularities exclusive to the FIXED-TURNING®:
the FIXED-TURNING® allows machinings as small as
one hundredth of a millimeter (.00039”) on an entire profile, regardless of its length, while providing a perfect geometry of the seat (circularity, angle, concentricity…)
the numerical control of the FIXED-TURNING® autorizes depth adjustments within + or – 0.01mm (1/100mm) or .00039”.
The combination of these two exclusive possibilities allows to obtain perfectly identical combustion chambers that will give the engine its balance and its capacity to “rev at high rpms”.
These precision machining capacities exclusively guarantied by FIXED-TURNING® already permit the possibility to repair future engines integrating the HCCI technology (Homogeneous Charge Compression Ignition) that will revolutionize the gasoline engine by making it clean and very effi cient.
As a reminder, the HCCI technology allows to eliminate spark plugs, owing to the mastering of the compression of the air/gasoline mixture and, thus, by mastering an auto ignition of the combustible mixture. The consumption and power gains shall make this technique unavoidable. The machining of the cylinder heads will give a large part to the precision of the volumes of the chambers and machining depths. Only machining processes allowing minimal and extremely precise cuts shall be possible. The FIXED-TURNING® is already ready to meet this new challenge.
Performance and reliability go hand in hand
with precision and numerical control.
FIXED-TURNING®
ahead of its time?
No, the FIXED-TURNING® is right on time
to accompany engine specialists
desiring not to be outpaced by
technological evolutions.