OEM උප කොන්ත්රාත්කරුවන්, ඉහළ කාර්ය සාධන විශේෂඥයින් සහ එන්ජින් නැවත සාදන්නන් කපාට මාර්ගෝපදේශ සහ කපාට ආසන යන්ත්ර කිරීමේදී නිරවද්ය හැඩය සහ මානය ඉවසීම සැලකිල්ලට ගත යුතු අතර ඒවාට ගරු කළ යුතුය.
මෙම “සහායක-මතකය” සමඟින්, නිෂ්පාදන තාක්ෂණ ශිල්පීන් සඳහා වන කෙටි ලේඛනයක් තුළ, සිලින්ඩර හිස යන්ත්රකරණය සහ විශේෂයෙන් කපාට මාර්ගෝපදේශය සහ ඔවුන්ගේ අවශ්යතා නිර්වචනය කිරීම සඳහා OEMs විසින් සාමාන්යයෙන් භාවිතා කරන විවිධ සංකේත සහ ඉවසීමේ සලකුණු එකතු කිරීමට NEWEN උත්සාහ කරයි. කපාට ආසන යන්ත.
NEWEN විසින් පරාමිති දෙකක හෝ වැඩි ගණනක ඒකාබද්ධ ප්රතිවිපාක සරල කිරීමට හෝ අඩු කිරීමට උත්සාහ නොකර, සිලින්ඩර හිසෙහි ක්රියාකාරීත්වය සහ විශ්වසනීයත්වය පිළිබඳ සෘජු හා වක්ර සිදුවීම් සමඟ එක් එක් ආකෘති සහ මානය ඉවසීම එකට ගෙන එයි.
මෙම ලේඛනය සමඟින්, NEWEN සාමාන්යයෙන් පිළිගත් අදහස් මෙන්ම ව්යාජ අදහස් හෙළා දැකීමට කටයුතු කරයි, ඒවායේ සරල බව සහ සාවද්යභාවය නිසා, එන්ජින් නැවත සාදන්නන් නොමඟ යවන සහ ඔවුන්ගේ විනිශ්චය වෙනස් කරන පුළුල් අදහස්.
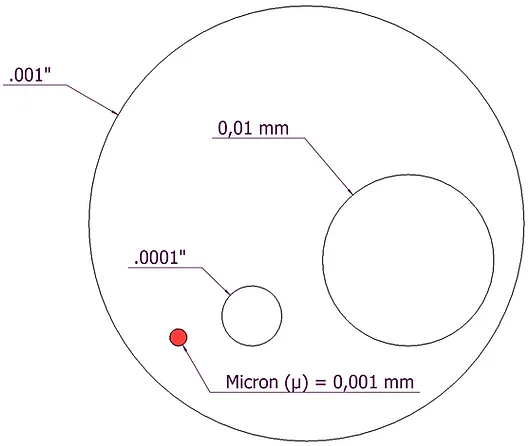
« ඔබ කතා කරන දේ මැනිය හැකි අතර එය ඉලක්කම් වලින් ප්රකාශ කළ හැකි විට, ඔබ ඒ ගැන යමක් දනී; නමුත් ඔබට එය මැනීමට හෝ සංඛ්යාවලින් ප්රකාශ කිරීමට නොහැකි වූ විට, ඔබේ දැනුම සොච්චම් සහ සෑහීමකට පත් නොවන ආකාරයේ වේ.
කෙල්වින් සාමිවරයා (1824-1907)
වටකුරු බව මනින්නේ ඇයි?
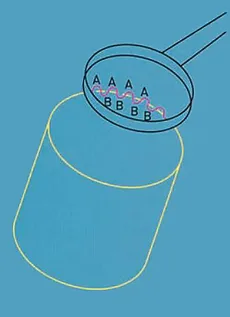
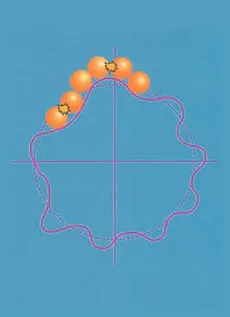
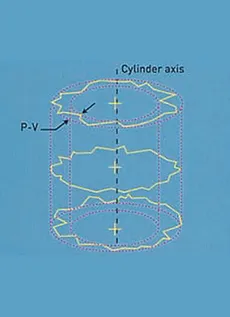
වර්නියර් හෝ මයික්රොමීටරයකින් මනින විට සංරචකය ඇසට වටකුරු ලෙස දිස්විය හැකි අතර පෙනෙන පරිදි නියත විෂ්කම්භයක් ඇත, නමුත් එය වටකුරුද? lobing කාර්යයට බලපෑම් කළ හැකි බව පැහැදිලිය. 'A' හි Lobes බර උසුලන අතර ලිහිසි කිරීමේ පටලය 'B' හි විශාලතම වනු ඇත.
වටකුරු බව මනිනු ලබන්නේ කෙසේද?
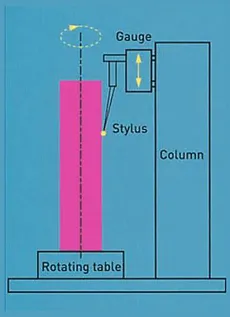
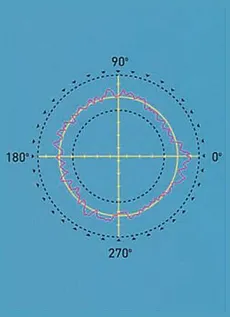
වටකුරු බව මැනීම සඳහා, භ්රමණය අවශ්ය වන අතර, අරය වෙනස් වීම මැනීමේ හැකියාව සමඟ සම්බන්ධ වේ. පරීක්ෂණයට ලක්වන සංරචකයේ පැතිකඩ චක්රලේඛ දත්තයකට සංසන්දනය කිරීමෙන් මෙය වඩාත් හොඳින් සාක්ෂාත් කරගත හැකිය. සංරචකය චක්රලේඛ දත්ත සපයන ඉතා නිවැරදි දඟරයක් මත කරකවයි. සංරචකයේ අක්ෂය ස්පින්ඩලයේ අක්ෂය සමඟ පෙලගැසී ඇත, සාමාන්යයෙන් කේන්ද්රගත කිරීම සහ මට්ටම් කිරීමේ වගුව භාවිතා කරයි. එවිට පරිවර්තකයක් ස්පින්ඩල් අක්ෂය සම්බන්ධයෙන් සංරචකයේ රේඩියල් වෙනස්කම් මැනීමට භාවිතා කරයි.
හේතුව?
මෙහි පෙන්වා ඇති බෙයාරින් එකෙහි ඇත්ත වශයෙන්ම වෘත්තාකාර නොවන තරඟයක් තිබිය හැක. මෙය බොහෝ විට කෙටි කාලයක් සඳහා ක්රියාත්මක විය හැකි නමුත් මෙම දරණ තරඟය වටා ඇති රැළි කම්පනය ඇති කිරීමට පටන් ගනී. මෙහි ප්රතිඵලයක් ලෙස නොමේරූ ඇඳුම් පැළඳුම් ඇති වන අතර තරඟය බලාපොරොත්තු වූවාට වඩා අඩු කාර්යක්ෂමතාවයකින් ක්රියා කිරීමට හේතු වේ.
ප්රතිඵල ?
මෙහි පෙන්වා ඇති බෙයාරින් එකෙහි ඇත්ත වශයෙන්ම වෘත්තාකාර නොවන තරඟයක් තිබිය හැක. මෙය බොහෝ විට කෙටි කාලයක් සඳහා ක්රියාත්මක විය හැකි නමුත් මෙම දරණ තරඟය වටා ඇති රැළි කම්පනය ඇති කිරීමට පටන් ගනී. මෙහි ප්රතිඵලයක් ලෙස නොමේරූ ඇඳුම් පැළඳුම් ඇති වන අතර තරඟය බලාපොරොත්තු වූවාට වඩා අඩු කාර්යක්ෂමතාවයකින් ක්රියා කිරීමට හේතු වේ.
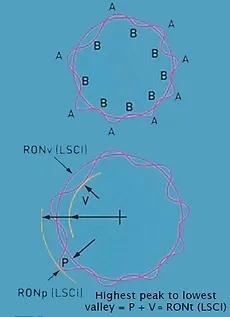
ධ්රැවීය පැතිකඩක් හෝ ප්රස්ථාරයක් ලෙස මානයෙන් පිටත රවුම් ප්රතිදානය නිරූපණය කිරීම පහසුය. මෙම රූපමය නිරූපණය ඇගයීම ආත්මීය සහ කාලය ගත විය හැක, එබැවින් අපට නිවැරදි සහ පුනරාවර්තනය කළ හැකි පිළිතුරු ලබා දීම සඳහා තොරතුරු සැකසීමේ ක්රම කිහිපයක් අවශ්ය වේ. අපි සත්ය චක්රලේඛයෙන් බැහැරවීම් තක්සේරු කිරීමට උත්සාහ කරන අතර මැනිය යුතු සඳහනක් අවශ්ය වන බැවින්, අපගේ පැතිකඩට යොමු කවයක් සවි කිරීමට සහ අපගේ සියලු ගණනය කිරීම් එයට සම්බන්ධ කිරීමට උත්සාහ කිරීම අර්ථවත් කරයි.
අඩුම චතුරස්ර විමර්ශන කවය (LSCI)
ඕනෑම දත්තයකට රේඛාවක් හෝ රූපයක් සවි කර ඇති අතර එම රේඛාවෙන් හෝ රූපයෙන් දත්ත පිටවීමේ වර්ගවල එකතුව අවම වේ. පැතිකඩ සමාන අවම ප්රදේශ වලට බෙදන රේඛාව ද මෙයයි.
LSCI යනු බහුලව භාවිතා වන සමුද්දේශ කවය වේ. එවිට LSCI වෙතින් පැතිකඩෙහි උපරිම පිටවීම අනුව පිටත වටකුරු බව ප්රකාශ වේ. එනම් උසම කඳු මුදුනේ සිට පහළම නිම්නය දක්වා.
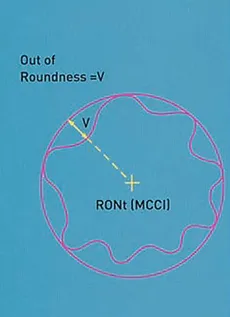
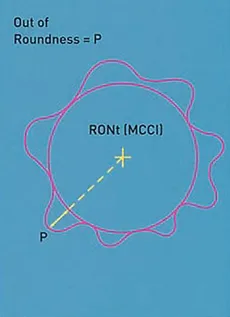
අවම වටකුරු කවය (MCCI)
පැතිකඩ දත්ත ඇතුළත් කරන අවම අරය කවය ලෙස අර්ථ දක්වා ඇත. මෙම රවුමෙන් පැතිකඩෙහි උපරිම පිටවීම (හෝ නිම්නය) ලෙස පිටත වටකුරු බව ලබා දෙනු ලැබේ. සමහර විට Ring Gauge Reference Circle ලෙස හැඳින්වේ.
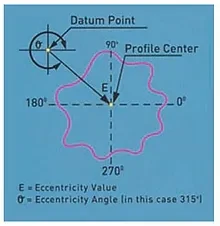
 = විකේන්ද්රිකත්වය (ECC)*
= විකේන්ද්රිකත්වය (ECC)*
යම් දත්ත ලක්ෂ්යයකට සාපේක්ෂව පැතිකඩක කේන්ද්රයේ පිහිටීම විස්තර කිරීමට භාවිතා කරන යෙදුම මෙයයි. එය විශාලත්වය සහ දිශාව ඇති දෛශික ප්රමාණයකි. විකේන්ද්රිකතාවයේ විශාලත්වය ප්රකාශ වන්නේ පැතිකඩ මධ්යස්ථානය සහ දත්ත ලක්ෂ්යය අතර දුර ලෙසිනි. දිශාව දත්ත ලක්ෂ්යයෙන් කෝණයක් ලෙස ප්රකාශ වේ.
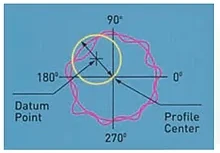
 = සංකේන්ද්රිකත්වය (CONC)*
= සංකේන්ද්රිකත්වය (CONC)*
මෙය විකේන්ද්රිකතාවයට සමාන නමුත් විශාලත්වයක් පමණක් ඇති අතර දිශාවක් නොමැත. දත්ත ලක්ෂ්යය වටා භ්රමණය වන විට පැතිකඩ කේන්ද්රයෙන් විස්තර කර ඇති රවුමේ විෂ්කම්භය සාන්ද්රණය ලෙස අර්ථ දැක්වේ. සංකේන්ද්රික අගය විකේන්ද්රිකතාවයේ විශාලත්වය මෙන් දෙගුණයක් වන බව දැකිය හැක.
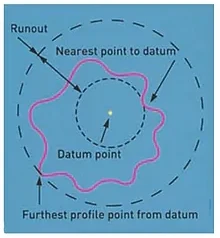
 = දුවද්දී දැවී යාම (Runout)*
= දුවද්දී දැවී යාම (Runout)*
සමහර විට TIR (සම්පූර්ණ දර්ශක කියවීම) ලෙස හැඳින්වේ. Runout යනු දත්ත ලක්ෂ්යය මත කේන්ද්රගත වූ සංකේන්ද්රික කව දෙකක රේඩියල් වෙන්වීමක් ලෙස අර්ථ දක්වා ඇති අතර එකක් ආසන්නතම ස්ථානය සමඟ සමපාත වන අතර අනෙක පැතිකඩෙහි දුරස්ථම ලක්ෂ්යය සමඟ සමපාත වේ.
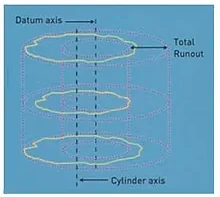
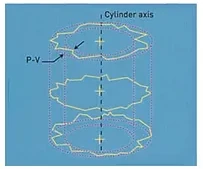
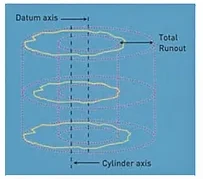
 = මුළු ලකුණු ප්රමාණය (සම්පූර්ණ ධාවන ප්රතිඵලය)*
= මුළු ලකුණු ප්රමාණය (සම්පූර්ණ ධාවන ප්රතිඵලය)*
සම්පූර්ණ ධාවනය නිර්වචනය කරනු ලබන්නේ දත්ත අක්ෂය සමඟ සම-අක්ෂීය වන සහ මනින ලද මතුපිට සම්පූර්ණයෙන්ම ආවරණය කරන සම-අක්ෂීය සිලින්ඩර දෙකක අවම රේඩියල් වෙන් කිරීම ලෙසිනි.
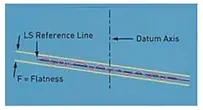
 = පැතලි බව (FLTt)*
= පැතලි බව (FLTt)*
සමුද්දේශ තලයක් සවි කර ඇති අතර එම තලයේ සිට මිටියාවතට පිටත් වීමේ උච්චතම අවස්ථාව ලෙස සමතලා බව ගණනය කෙරේ. LS හෝ MZ n භාවිතා කළ යුතුය
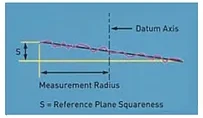
 = හතරැස් බව (SQR)*
= හතරැස් බව (SQR)*
අක්ෂයක් නිර්වචනය කිරීමෙන්, වර්ග අගය යනු සමුද්දේශ අක්ෂයට සාමාන්ය සමාන්තර තල දෙකක අවම අක්ෂීය වෙන්වීම වන අතර එය සමුද්දේශ තලය සම්පුර්ණයෙන්ම වට කර ඇත. LS හෝ MZ භාවිතා කළ හැක.
 = සිලින්ඩර් බව (CYLt)*
= සිලින්ඩර් බව (CYLt)*
මනින ලද දත්ත සම්පුර්ණයෙන්ම කොටු කර ඇති සවිකර ඇති සමුද්දේශ අක්ෂය සමග සමක්ෂය, සිලින්ඩර 2ක අවම රේඩියල් වෙන් කිරීම. LS, MZ, MC හෝ Ml සිලින්ඩර භාවිතා කළ හැක.
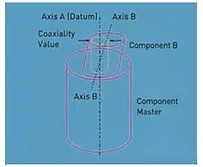
= Coaxiality (Coax ISO)*
සිලින්ඩරයක විෂ්කම්භය දත්ත අක්ෂය සමඟ සමපාත වන අතර සහ කෝක්ෂීය ඇගයීම සඳහා යොමු කර ඇති සිලින්ඩරයේ අක්ෂය පමණක් වට කරනු ඇත.
= Coaxiality (Coax DIN)*
සිලින්ඩරයක විෂ්කම්භය දත්ත අක්ෂය සමඟ සමපාත වන අතර සහ කෝක්ෂීය තක්සේරුව සඳහා යොමු කරන ලද සිලින්ඩරයේ අක්ෂය ගණනය කරනු ලබන ගුවන් යානාවල සෙන්ටොයිඩ් (LS මධ්යස්ථාන) පමණක් ආවරණය කරයි.
"ත්රියෝ" කපාට මාර්ගෝපදේශය, කපාට ආසනය සහ කපාටයේ කාර්යය වන්නේ එන්ජිමේ වායුමය ප්රවාහයේ පරිපූර්ණ, නිමක් නැතිව අලුත් කරන ලද සහ විශ්වාසදායක වායු තද බවක් ඇති කිරීමයි.
පෘෂ්ඨ දෙකක් අතර ලෝහමය සම්බන්ධතාවක් මිලියන සිය ගණනක් අඛණ්ඩව කපාට විවෘත කිරීම සහ වැසීමෙන් පසු විශ්වාසනීය සහ වාතය රහිත ඡේදයක් සෑදිය යුතුය.
ස්පර්ශ වන පෘෂ්ඨයන් දෙක, එනම් කපාටයේ කපාට ආසන මතුපිට සහ සැබෑ ආසනයේම සමාන ගුණාංග තිබිය යුතු අතර පරිපූර්ණත්වයට සමීප විය යුතුය.
ඉහත සඳහන් කළ පෘෂ්ඨවල හැඩයන් සම්පූර්ණයෙන්ම සමාන හා සම්පූර්ණයෙන්ම අනුපූරක විය යුතුය.
මෙම කාර්යය ඉටු කිරීම සඳහා නිරවද්යතාවයෙන් සහ පුනරාවර්තන ආකාරයෙන් ලබා ගත හැකි එකම හැඩය රවුමයි.
අනෙකුත් පරාමිතීන් සමඟ සම්බන්ධ වන චක්රලේඛය, එනම් කපාට ආසනය සහ කපාටය විසින්ම සාදන ලද කව වල හැඩයේ නිරවද්යතාවය, කපාටය සහ කපාටය අතර හොඳ වායු තද බවක් ඇති කිරීමට ප්රධාන සහ සයින් ක්වා කිසිවක් කොන්දේසියක් නොවේ. ආසනය.
චක්රලේඛය, සිලින්ඩරාකාරත්වය, මතුපිට නිමාව, කෝණ සියල්ලම දැඩි හා දැඩි ඉවසීම් වලට යටත් වේ.
කපාට මාර්ගෝපදේශය
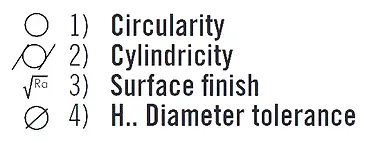
කපාට මාර්ගෝපදේශය යනු යොමුව වන අතර, කපාට ආසනයේ අළුත්වැඩියා යන්ත්ර ක්රියාකාරිත්වය ස්ථානගත කිරීම, කපාට ආසනයේ (සංකේන්ද්රතාවය) අනුකූලතාවයේ කොටසක් පාලනය කිරීම සහ ඇත්ත වශයෙන්ම එය කපාටය එහි චලනයන්හි මඟ පෙන්වයි. කපාට මාර්ගෝපදේශයක ගුණාත්මක භාවය මූලික වශයෙන් පරාමිති 4 කින් අර්ථ දක්වා ඇත:
කපාටයේ පරිපූර්ණ මඟ පෙන්වීමක් සහතික කිරීම සඳහා, සිලින්ඩරාකාරත්වය සහ විෂ්කම්භය මත ඉවසීම ඉතා වැදගත් වේ. හොඳ ජ්යාමිතික ගුණාංග මඟින් කපාට මාර්ගෝපදේශය දිගු ආයු කාලය පුරාවට නිරවද්යතාවයෙන් කපාටය ස්ථානගත කිරීමට ඉඩ සලසයි.
කපාට මාර්ගෝපදේශකයේ වැදගත් දෝෂයක්, තව දුරටත් කපාට මාර්ගෝපදේශකයේ දුර්වල යන්ත්රකරණයකට - ඉවසීමෙන් පිටත, අකාලයේ විරූපණයට සහ කපාට ආසනය ඇඳීමට සහ එන්ජින් ප්රතිදානයේ වේගවත් පාඩුවකට තුඩු දෙනු ඇත.
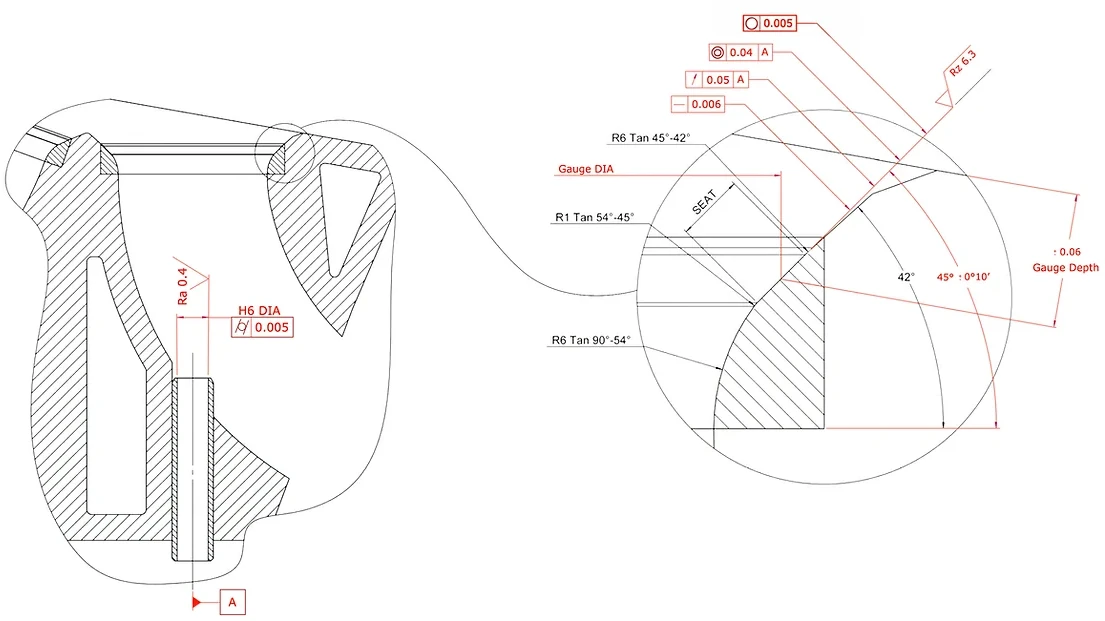
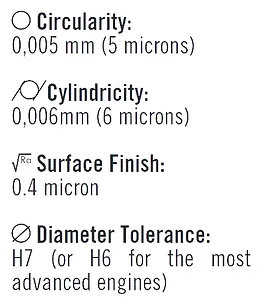
වත්මන් එන්ජින් සඳහා OEMs විසින් සාමාන්යයෙන් අවශ්ය වන ඉවසීම්:
ඉහත ඉවසීම, විශාල ශ්රේණි නිෂ්පාදකයින් විසින් ලබා ගැනීමට අපහසු සහ ගරු කිරීම, අලුත්වැඩියා කිරීමේදී සහතික කිරීම සඳහා වඩාත් සංකීර්ණ වේ. මෙම තත්ත්ව මට්ටම් සපුරාලීමට අපොහොසත් වීමෙන් කපාට ආසන යන්ත්රෝපකරණ වඩාත් සියුම් වනු ඇත.
කපාට ආසන සහ කපාට
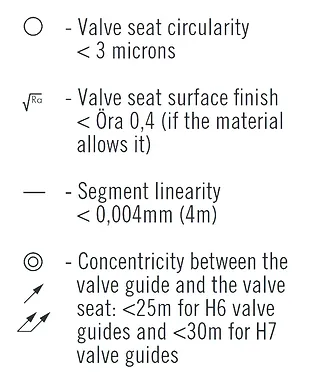
ස්පර්ශ වන පෘෂ්ඨවල නිරවද්යතාවයේ වැදගත්කම සහ ඒවායේ අනුපූරකතාවය නිසා පරිපූර්ණ වාතයේ ආරක්ෂාවක් සහතික කරනු ඇති බව සැලකිල්ලට ගනිමින්, OEMs ආසන පටිවල හැඩය ඉවසීම දැඩි කරයි.
ආසන කෝණ කොටසේ රේඛීයත්වය සහ එහි චක්රලේඛය මයික්රෝන කිහිපයක් නොඉක්මවන අගය වෙනස්කම් සමඟ ඉවසා ඇත (< 10 මයික්රෝන). කපාට ආසනයේ මතුපිට නිමාව නිර්වචනය කරන Ra සහ Rz අගයන් සහ ඉතා තද සහ කුඩාම කතාබස් සලකුණ හෝ ආසනයේ රැළිය, ඉවසීමෙන් බැහැර සහ පිළිගත නොහැකි ආසනයක් ලබා දෙයි.
කපාට මාර්ගෝපදේශකයේ අක්ෂය සහ කපාට ආසනයේ අක්ෂය අතර සාන්ද්රණය, ධාවනය හෝ ද්විත්ව ධාවනය යන සංකල්පයට අදාළ වන ඉවසීම ඉතා වැදගත් වන නමුත් සහතික කිරීමට සාපේක්ෂව පහසු අගයන් තුළ පවතී.
සාමාන්යයෙන්, 0.05mm (.002”) අනුපිළිවෙලෙහි සංකේන්ද්රතා දෝෂය/ධාවනය පිළිගත හැකි යැයි සැලකේ. ISO/TS16949 සහතික කරන ලද සමාගම්වලට අදාළ වන නීතිරීතිවලින් නිකුත් කරන ලද “Cpk” නම් සංගුණකයක් යෙදීමෙන් මෙම සියලු ඉවසීමේ අගයන් බරපතල ලෙස තද කර ඇති අතර ගුණාත්මක භාවයේ විශිෂ්ට අනුකූලතාවයක් සහතික කළ හැකි යන්ත්ර භාවිතයෙන් ඉවසීමේ අගයන් සැලකිය යුතු ලෙස අඩු කරයි.
සෑම විටම වැඩි කාර්ය සාධනයක් ලබා දෙන සංඛ්යාත්මක පද්ධති අවුලුවාලීමේ සහ පාලනය කිරීමේ යාන්ත්රණයන් භාවිතා කිරීම හේතුවෙන් මානව දෝෂ හැකිතාක් වළක්වා ගත හැකි බැවින්, වගකීම් සහතික කිරීමේ පරමාර්ථය සඳහා මෙම ප්රවේශය හැකි වේ.
NEWEN FIXED-TURNING® පැමිණෙන්නේ පරිණාමය වූ සහ ඉහළ කාර්ය සාධන යාන්ත්රික මූලධර්මයේ තර්කනය තුළ, නියමු සහ අද්විතීය ඉහළ කාර්ය සාධන සංඛ්යාත්මක පාලනයක් සමඟින් පාලනය වේ.
FIXED-TURNING® සපයන සහ සහතික:
මෙම ගුණාත්මක මට්ටම අද ඉහළම වන අතර කුඩාම එන්ජින් ප්රතිනිර්මාණය කිරීමේ සිට NEWEN FIXED-TURNING® භාවිතයෙන් විශාලතම නිෂ්පාදන පහසුකම් දක්වා කපාට ආසන යන්ත්රකරණය කරන සියලුම පුද්ගලයින්ට ප්රවේශ විය හැකිය.
අවසාන වශයෙන්, NEWEN FIXED-TURNING® යනු විශ්වාසනීය සහ ස්ථාවර නිෂ්පාදන මාධ්යයකි, ආර්ථිකමය සහ නම්යශීලී, කෙනෙකුගේ ලාභය පාලනය කරන අතරම වඩාත් දරුණු Cpk සැලකිල්ලට ගැනීමට ඉඩ සලසයි.
නව සිලින්ඩර හිස නිෂ්පාදනය සඳහා නියත ගුණාත්මක (Cpk) සහ නිරවද්යතාව සඳහා ඉල්ලුම, කපාට ආසන යන්ත්ර සඳහා පිළිගත හැකි විසඳුමක් ලෙස ෙට්පර්ඩ් නියමු මූලධර්මය ප්රමාණවත් නොවීම ඉස්මතු කරයි.
මෙම විසඳුම, එහි ආර්ථිකමය අංගය සඳහා දිගු කලක් තිස්සේ අගය කරන ලද, වර්තමාන තාක්ෂණික අවශ්යතා වලට තවදුරටත් ප්රතිචාර නොදක්වයි.
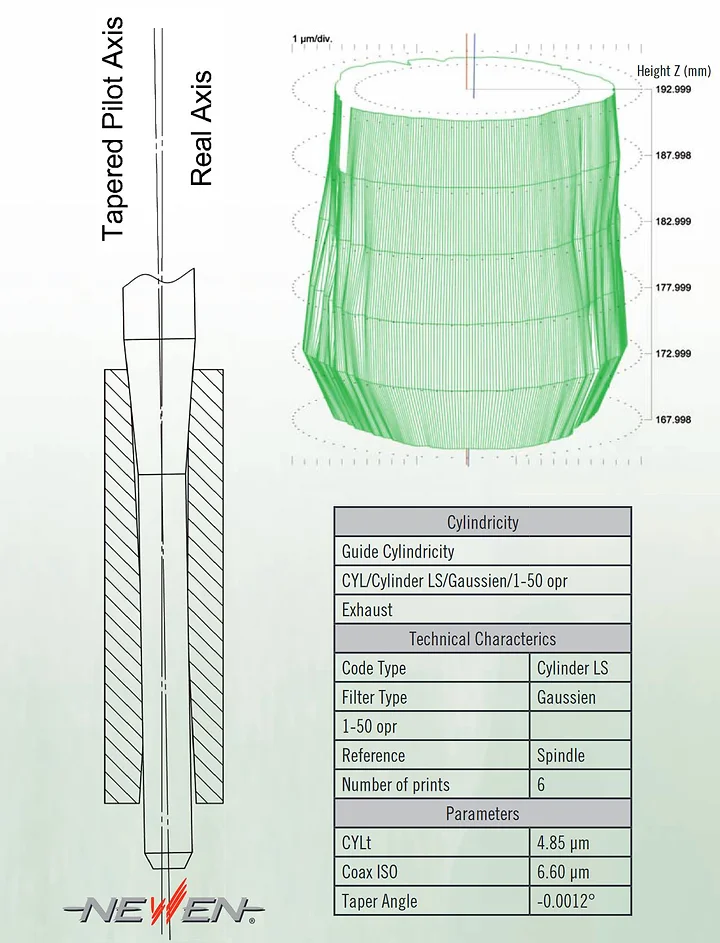
කපාට මාර්ගෝපදේශකයක් තුළ ටේපර්ඩ් නියමුවෙකු විසින් ගන්නා ලද අක්ෂය/ස්ථානය කිසි විටෙකත් මිනුම් මගින් තීරණය කරනු ලබන සහ/හෝ චලනය වන විට කපාටයක් මගින් ගන්නා ලද එකට වඩා සමාන නොවේ (ඇඳීම බලන්න).
මෙම වෙනස නව හෝ භාවිතා කරන ලද කපාට මාර්ගෝපදේශයක හැඩයේ දෝෂය මගින් තවදුරටත් උද්දීපනය වේ (කරුණාකර Talyrond මිනුම් යන්ත්රයක් මගින් නව කපාට මාර්ගෝපදේශයක චිත්රක නිරූපණය බලන්න)
කපාට මාර්ගෝපදේශය තුළ නියමුවාගේ අහඹු ස්ථානගත කිරීම අද සියලුම OEMs තුළ වර්ධනය වී ඇති Cpk සංකල්පයට පටහැනි වේ.
සරල අළුත්වැඩියා කිරීමකදී පවා, වත්මන් එන්ජින් සඳහා අවශ්ය නියමුවන්ගේ මානය ප්රමාණවත් නොවන බව අමතක නොකර, ඕනෑම අවස්ථාවක, ආකෘති මෙවලම්වල අක්රමවත් කැපුම් උත්සාහයන්ට ප්රතිරෝධය දැක්වීමට.
NEWEN මෙම යල්පැන ගිය තාක්ෂණයේ ආරක්ෂකයින්ගේ ස්ථාවරය ශක්තිජනක ලෙස ප්රතික්ෂේප කරයි.
ඒ හා සමානව, ආකෘති මෙවලම අංශක 360 ට වැඩි (ආසනය වටා ඒකාකාරව) සාමාන්ය කැපීමක් සහතික කිරීම සඳහා ඉතා දිගු කැපුම් පැතිකඩක් පෙන්වයි.
අභ්යන්තර සහනවල අගය එකම ආසනයක 1 සිට 3 දක්වා පරිමාණයකින් වෙනස් විය හැකි අතර ස්පින්ඩලය මගින් අවශෝෂණය කරන රේඩියල් ප්රයත්නයන් අනිවාර්යයෙන්ම එම දෙවැන්නෙහි සැබෑ නැමීම අවුලුවාලන අතර කතාබස් වැනි කපාට ආසනයේ ආකෘති දෝෂයක් බවට පරිවර්තනය වේ. ආසනයේ යන්ත්රෝපකරණ වැරදි සහ ඉවසීමෙන් බැහැර කරන ලකුණු, රැළි සහ/හෝ ඕවලාකාර ආකාර.
වත්මන් කපාට ආසන ද්රව්ය සහ අවශ්ය ඉවසීම් තවදුරටත් මෙම යන්ත්ර තාක්ෂණය සමඟ නොගැළපේ.

NEWEN® FIXED-TURNING® යන්ත්ර සමඟ යන්තගත කර ඇති කපාට ආසන සහ කපාට මාර්ගෝපදේශ නිශ්චිතව පාලනය කිරීමට සම්ප්රදායික මිනුම් ක්රම ප්රමාණවත් නොවේ.
NEWEN® TALYROND 365XL පාලන යන්ත්රයකින් සමන්විත වන අතර, විශේෂයෙන් පිළිසිඳ ගත් සහ හැඩතල, සමපාත, මතුපිට නිමාව මැනීමට කැපවී ඇත.
මෙම යන්ත්රය විභේදනය 1/10මයික්රෝනයක 0 මඟින් මාර්ගෝපදේශකයේ සහ කපාට ආසනයේ ගුණාත්මකභාවය නිර්ණය කරන සියලුම ජ්යාමිතික පරාමිතීන් ස්වයංක්රීයව පාලනය කිරීමට ඉඩ සලසයි: චක්රලේඛය, සංකේන්ද්රණය, ක්රියා විරහිත වීම, සිලින්ඩරාකාරත්වය, ඛණ්ඩ රේඛීයතාව, කෝණ, මතුපිට නිමාව... පාලන වාර්තා සහ ප්රස්ථාර වඩාත්ම කීර්තිමත් OEM වල පාලන දෙපාර්තමේන්තු විසින් පරීක්ෂණ අවිවාදිත ලෙස පිළිගනු ලැබේ.
NEWEN එය නිපදවන යන්ත්ර මගින් නිපදවන කාර්යය අඛණ්ඩව පරීක්ෂා කරමින් සත්ය පියවරයන් සමඟ ගුණාත්මක බව පෙන්නුම් කරයි.
CNC පට්ටලයක මූලධර්මය මෙන්, FIXED-TURNING ® යනු කපාට ආසන සහ/හෝ ඕනෑම විප්ලවයක හැඩයක් අක්ෂවල අන්තර් බන්ධනය මගින් යන්තගත කිරීමයි.
එය භ්රමණය වන කැපුම් මෙවලම මිස යන්ත්රගත කර ඇති කොටස නොවේ යන කාරණය හැරුණු විට, යන්ත්ර ස්පින්ඩලය සහ යන්ත්ර හිස කපාට ආසන ද්රව්යයේ ගුණාත්මකභාවය නොසලකා වඩාත් දුෂ්කර හා සංකීර්ණ හැඩයන් ඉතා සරලව යන්ත්රගත කිරීමට ඉඩ සලසයි. භ්රමණය වන අතරතුර, කැපුම් මෙවලම යන්ත්රයට පැතිකඩ විස්තර කිරීමට එහි x සහ z අක්ෂ මත චලනය වේ. යන්ත්රෝපකරණ එක් දිශාවකින් සිදු කරනු ලබන අතර, වැඩසටහන මගින්ම සමත් සංඛ්යාව ස්වයංක්රීයව අර්ථ දැක්වේ. අමු කපාට ආසනයේ සැබෑ හැඩය අනුව කැපුම් මෙවලමෙහි ගමන ප්රශස්ත කර ඇත. සම්මත ත්රිකෝණාකාර කටර් රථයේ අක්ෂය සහ ස්පින්ඩලයේ විස්ථාපනයේ අක්ෂය අනුව චලනය වේ. මුළු C-අක්ෂය වටා භ්රමණය වේ.
බලවත් පරිගණකයක් මෙවලමෙහි ප්රශස්ත ගමන් පථය ස්ථිරවම ගණනය කරයි, එමඟින් කැපුම් උත්සාහයන් නිතිපතා වන අතර අවම මට්ටමකට අඩු වේ. තත්පරයක කොටසක සිට තත්පරයක භාගයක් දක්වා ගණනය කරන ලද සෑම රැවුලක්ම නිෂ්පාදනය කරනු ලබන්නේ කැපුම් උත්සාහයේ කිසිදු උච්චාවචනයකින් දඟරයේ සමතුලිතතාවයට සහ නම්යශීලීභාවයට බාධා නොවන ආකාරයට ය.
FIXED-TURNING ®ට ස්තුතිවන්ත වන්න, පරිපූර්ණ කපාට ආසන යන්ත්රකරණය සහ කපාට ආසනය සහ එහි කපාටය අතර පරිපූර්ණ මුද්රාවක් සෑම විටම, පළමු වරට, ලැප් කිරීමකින් තොරව ලබා ගනී.
නවීන පාලන, නවීන තාක්ෂණය, කාර්යක්ෂම, සරල, අතිශයින්ම පරිශීලක හිතකාමී, පුනරාවර්තන අභිනයන් ක්රියාකරු නිදහස් කරයි, තෙහෙට්ටුව අඩු කරයි සහ අත්යවශ්ය මෙහෙයුම් සඳහා අවධානය යොමු කරයි.
යන්ත්රය සමඟ අන්තර්ක්රියා පරිශීලක හිතකාමී සහ සරල ය. ක්රියාකරුට අවශ්ය වන්නේ කපාටයේ විෂ්කම්භය වැනි හුරුපුරුදු මානයන් ඇතුළත් කිරීම, පැතිකඩක් තෝරා ගැනීම සහ යන්ත්රය ක්ෂණිකව සියලු රළු සහ නිම කිරීමේ යන්ත්ර පාස් ඇතුළු අනෙකුත් සියල්ල ගණනය කරනු ඇත.
නිරවද්යතාවයෙන් ඔබ්බට, හුදු පරිශීලක හිතකාමීත්වය සහ එකතු කළ ඵලදායිතාවයෙන් ඔබ්බට, FIXED-TURNING ® යනු අභිරුචි ආකෘති මෙවලම් දහස් ගණනකට සමාන වන අතර, සියල්ල එක් සරල සහ දැරිය හැකි යන්ත්රයක ස්ථිරව ඇසුරුම් කර ඇත.
Long Live එන්ජිම නැවත ගොඩනැගීම.