Opracovanie sedla ventilov, jedno storočie vývoja a ... riešenie!
Predtým
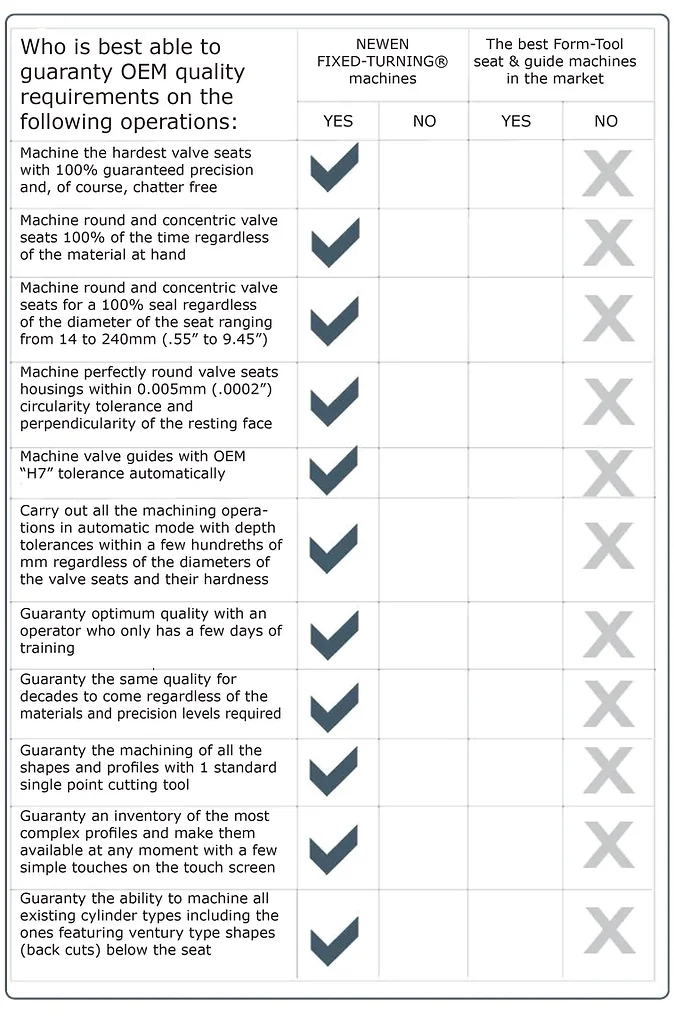
HLADENIE
a nástroj na tvarovanie karbidu
Nákres 1
Chatter Marks
|
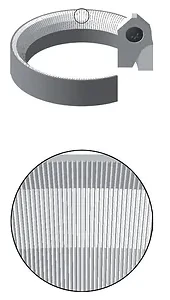
Nákres 2
Zvlnenie
|
Lapovanie sediel ventilov z práškového kovu alebo niektorých liatinových sediel ventilov spôsobuje nevyhnutné stopy po chvenie. Stopy chvenia sú pre ventil veľmi škodlivé, pretože cez ne unikajú plyny, keď je ventil zatvorený.
Opracované sedlo ventilu sa následne rýchlo zdeformuje a jeho tesnenie nebude nikdy dostatočné. Stopy po chvenie sú výsledkom tvrdokovových formovacích nástrojov, ktoré zošrotujú veľký povrch materiálu so zrnitou štruktúrou z rôznych materiálov (ako sú práškové kovy, tvárne liatiny...).
Tradičné ventilové sedlá opracované technikou lapovania (formovacie nástroje), všetky vykazujú zvlnenie v stotinách milimetra, ktoré je priamym výsledkom nepravidelného rezania pri 360-stupňovej rotácii. Výsledky meniaceho sa úsilia pri rezaní prenášajú nepravidelné sily na vretená stroja, ktoré sa viac alebo menej ohýbajú v závislosti od stroja a dávajú nepravidelné tvary. Tento jav, ktorý dobre poznajú operátori ručných strojov, je pri vzniku veľkých viditeľných defektov kompenzovaný rýchlym a ráznym tlakom na povel vretena.
Vyššie uvedené má za následok značné úsilie vretena, a hoci to môže pomôcť pri vyhladzovaní malých defektov, v žiadnom prípade nemôže napraviť geometriu.
Tieto zvlnenia, ktoré sú vlastné samotnému princípu obrábania lapovaním, majú nespochybniteľné dôsledky na tesnenie ventilu a vyžadujú ďalšie lapovanie každého ventilu na jeho sedle ventilu, aby sa získalo prijateľné tesnenie. Lapovanie ventilov, ktoré konštruktéri motorov a ich zákazníci doteraz akceptovali z nutnosti, výrobcovia motorov a všetci, ktorí hľadajú minimálnu kvalitu, ktorú vyžadujú dnešné generácie motorov, už dávno zakázali.
Teraz
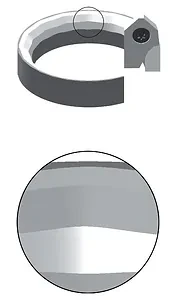
FIXED-TURNING®
a jednobodový nástroj
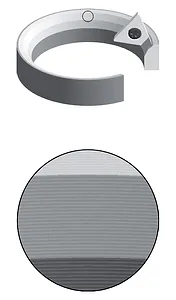
Nákres 3
Geometrická presnosť
Obrábanie interpoláciou, FIXED-TURNING®, definitívne odstraňuje všetky chyby zobrazené na výkresoch 1 a 2.
Mikro-chvenie a zvlnenie je prakticky nemožné vytvoriť. Jednobodové obrábanie neumožňuje vznik takýchto defektov. Stačí zvážiť obrábanie na sústruhu, aby ste sa presvedčili.
Obrábanie sústružníckym nástrojom pohybujúcim sa na dvoch interpolovaných osiach vytvára kruhovú mikrodrážku, dokonale okrúhlu. Hĺbka drážky a interval medzi 2 drážkami sú riadené numerickým riadením stroja, čím sa získajú najjemnejšie dosiahnuteľné povrchové úpravy.
Podobne ako pri rezaní, ktoré je značne znížené (300-krát a viac), sú chyby povrchovej úpravy znížené na úroveň, ktorá zaraďuje FIXED-TURNING® na samý vrchol kvalitatívnych škál definovaných poprednými výrobcami OEM.
Nová éra, nový svet príležitostí...
Obrábanie najnáročnejších hláv valcov sa dosiahne v priebehu niekoľkých minút na sedlo ventilu pre najdlhšie profily, špeciálne vyrobené na zvýšenie výkonu motora. Opracovanie tradičného „3-uholníkového“ profilu prebehne v priebehu niekoľkých sekúnd.

Hlavy valcov motocyklov , najmenšie sedlá ventilov v okolí a budúce (zníženie veľkosti, jadro všetkých programov vývoja nových motorov) sa dajú opracovať s maximálnou ľahkosťou a optimálnou presnosťou súťažných motorov...
Stroje NEWEN® umožňujú každému opravárovi motora postaviť sa ako špecialista na obrábanie všetkých typov motorov. Presnosť, ktorá sa systematicky dosahuje pri použití strojov FIXED-TURNING®, platí pre všetky typy motorov, človek už nemusí odmietať zapojenie sa do takého či onakého obrábania na tom či onom type hlavy valcov, všetky náročné obrábacie operácie sa stávajú zdrojom dodatočné a významné zisky.
Trh s vysokým výkonom , mechanický trh pre voľný čas, je v dosahu každého opravára motora vybaveného strojom FIXED-TURNING®.
Všetky presnosti požadované vo Formule 1 alebo iných náročných vysokovýkonných mechanických športoch možno dosiahnuť automaticky a systematicky. Dokonalosť je zaručená.
High-Performance je rastúci a lukratívny trh. Prestíž odborníka na vysokej úrovni, ktorý sa venuje tejto špecializácii, žiari v celej jeho spoločnosti.
KOGENERÁCIA, tiež známa ako „Combined Heat and Power (CHP)“, premena motorov na zemný plyn a biopalivá (etanol), vyžaduje rýchle a presné opracovanie zahĺbenia sediel ventilov a veľmi tvrdých sediel ventilov.
Princípy kogenerácie sú už dlho známe a využívajú sa v širokej škále aplikácií. Dnešný pokrok v technológii piestových motorov spaľujúcich ultračistý zemný plyn, výmenníkov tepla a systémových ovládacích prvkov robí kogeneráciu praktickou a ekonomickou pre aplikácie v rôznych veľkostiach.
Jedným z aspektov výroby energie, ktorý ovplyvnil tieto pokroky, je stále rastúca potreba čistejšej energie. Stratégie kontroly emisií, ktoré umožňujú použitie spaľovacích motorov poháňaných zemným plynom pre aplikácie CHP a ICHM na úrovniach rovnakých alebo nižších ako súčasné štandardy veľkých elektrární, ďalej urobili kogeneráciu praktickejšou, hospodárnejšou a dostupnejšou pre širší rozsah komerčných a priemyselných odvetví. aplikácie.
FIXED-TURNING® je ideálny nástroj pre tieto služby, ktoré sa stávajú jednoduchými, rýchlymi, presnými a veľmi výnosnými.
Obrábanie všetkých puzdier vačkových lopatiek na nadrozmerný rozmer za účelom vloženia nadrozmerných puzdier do puzdier je jednoduchá operácia, presná a zisková s FIXED-TURNING®.
Vytvorte OFFSET profily podľa vlastného uváženia...

Obrábanie Venturiho trubice (až 112 stupňov) na zrýchlenie rýchlosti plynov.
Venturiho: Otvorený uhol pod sedadlom, ktorý umožňuje zrýchliť rýchlosť výfukových plynov prostredníctvom dekompresie.

Stroj s presným vedením všetkých typov ventilov (liatina, práškové kovy, bronz, akékoľvek zliatiny...). Vystružujte vodidlá ventilov s maximálnou presnosťou v samostatnej prevádzke alebo v kombinovanej operácii opracovania sedla ventilu.

Obrábajte všetky vysoko presné zahĺbenia sediel ventilov jedným rovnakým rezným nástrojom. Príprava puzdier sediel ventilov vo všetkých typoch hláv valcov, liatinových alebo hliníkových, presná a zisková práca pre všetkých profesionálov FIXED-TURNING®.



Tvrdosť sedla ventilu hlavy valca na zemný plyn KOMATSU: 56/58HRC (573HB+ / 610HV50+)
- Použitá vložka: FT-11-11
- Rýchlosť rezania: 180 m/min
- Režim obrábania: Suchý rez
- Cyklus rezania: 28 sekúnd/sedlo
- Kruhovitosť: 1µ až 2,40µ
- Povrchová úprava: 0,20 Ra
Ďalšia NOVINKA exkluzívna: opracovanie krytu zapaľovacej sviečky.


Obrábanie sedadiel dekompresných ventilov Mercedes Actros je „detská hra“.

FIXED-TURNING® a jeho numerické riadenie, to je možnosť dosiahnuť nemožné ziskovým a opakujúcim sa spôsobom.
Technológia pre všetkých.
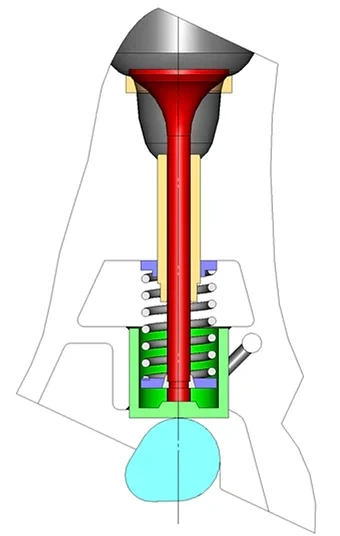
Všetky stroje NEWEN FIXED-TURNING®, vrátane CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, sú vybavené elektronickým systémom na presné opakovanie hĺbky rezu. sion. Tento systém, vyvinutý spoločnosťou NEWEN, nie je meracím systémom sám o sebe, ale bol navrhnutý tak, aby umožňoval presné zopakovanie polohy obrábania, pričom sa pri obrábaní vykonáva náhodná referencia na hlave valca. Vo všeobecnosti je referenciou pre systém NEWEN plán tesnenia hlavy valcov, ktorý sa tiež používa ako referencia na meranie hĺbky sedla ventilu. Pomocou špecifického nástroja je tiež možné použiť iné povrchy, ako sú telesá vačkových hriadeľov.
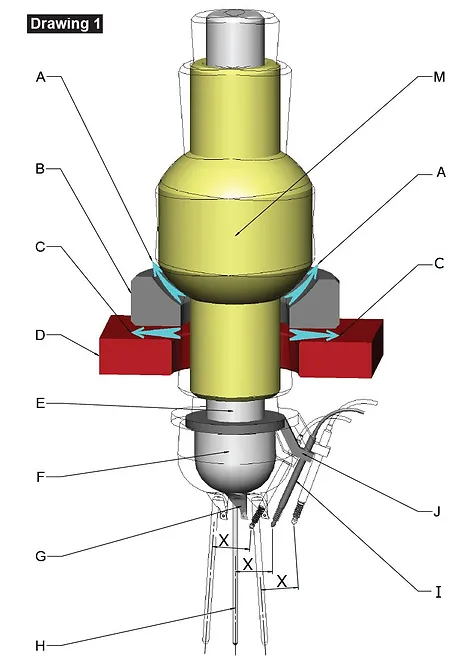
Elektronické lineárne meradlo LVDT (I) je pripojené k číslicovému riadeniu stroja. V závislosti od zloženej hĺbky hrotu LVDT meradlo vysiela elektrický signál, ktorý umožňuje identifikovať polohu meradla s presnosťou menšou ako jedna stotina mm.
Táto poloha sa dá zapamätať. Po uložení polohy do pamäte sa motor posuvu vretena automaticky zastaví, keď sa meradlo opäť stlačí o rovnakú hodnotu. Výsledkom je, že zariadenie môže obrábať všetky sedlá ventilov v rovnakej hĺbke vzhľadom na zvolený referenčný bod.
Meradlo (I) má pevnú polohu vzhľadom na os vodidla a vzhľadom na puzdro vretena, ku ktorému je pripevnené. Táto pevná poloha zostáva, keď sa vreteno pohybuje na svojom vzduchovom vankúši (C) a/alebo na svojom guľovom vzduchovom vankúši (A)
.
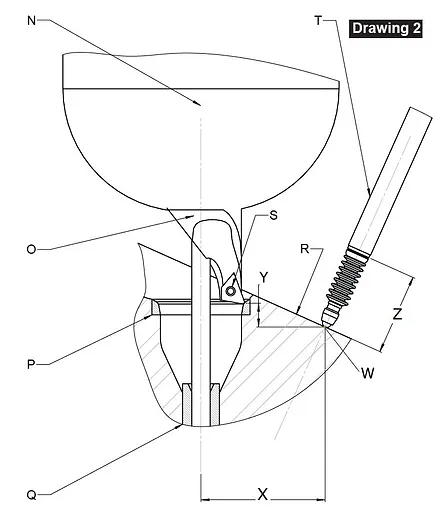
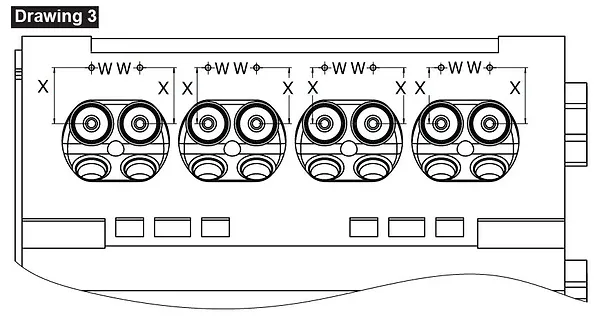
Nákres 3: Všetky sedadlá sú opracované podľa rovnakého referenčného bodu (W) , ktorý patrí do referenčného plánu a je vzdialený od pevnej miery (X) , ktorá je rovnaká ako miera (X) na obrázku 1.
Rozmer (Z) na výkrese 2 je veľkosť meradla, ktorá je stlačená a zodpovedá obrábacej vzdialenosti hodnoty (Y) na výkrese 2 v porovnaní s referenčným bodom. Túto hodnotu (Y) je možné upraviť na danú a presnú hodnotu pomocou riadených prostriedkov numerického riadenia (výťah, výber rozmerov opravy...), ktoré upravia polohu hrotu meradla, a to ešte raz si zapamätajte, aby ste ho mohli opakovať toľkokrát, koľkokrát chcete.
Zložená veľkosť (Z) meradla nie je identická s hodnotou zdvihu vretena v podstate z dôvodu existujúceho uhla medzi vretenom stroja a meradlom. LVDT tiež nie je merací prístroj, ale ukazovateľ polohy.
Systém NEWEN pre Automatic Repetitive Depth Control™ zaručuje identické obrábanie hĺbky s odchýlkami nepresahujúcimi +/- stotinu mm.
Je to jediný systém dostupný v tomto odvetví, ktorý zaručuje automatické opracovanie takejto presnosti, bez ohľadu na polohu hlavy valcov vzhľadom na uchytenie hlavy valcov, s ohľadom na uhol vodidiel ventilov a vzhľadom na zdvih hlavy stroja.

PEVNÉ SÚSTRUŽENIE® A ČÍSELNE RIADENÉ OBRÁBENIE
Hlava valcov, neuralgický stred motora, zhromažďuje všetky funkcie, ktoré určujú výkon, pružnosť a životnosť motora... Hlava valcov je stredobodom záujmu vývojárov motorov a špecialistov na opravy. NEWEN, FIXED-TURNING® a numerické riadenie prinášajú nevyhnutné a nenahraditeľné riešenia mnohých technických výziev, ktoré nie je možné vyriešiť staršími a/alebo tradičnými technológiami.
OBJEMY SPAĽOVACÍCH KOMOR
Objem komôr, ich hodnota v cm3 (kubických centimetroch alebo CC) a ich vzájomná zhoda v rámci toho istého motora je rozhodujúcim prvkom pre to, aby bol výkon každého valca optimálny a vyvážený. Len komory dokonale podobné objemom a tvarom umožňujú úrovne výkonu a harmónie potrebné pre zvýšené otáčky vysokovýkonných motorov (pozri technológiu „HCCI“ na konci tohto dokumentu). 
FIXED-TURNING® a numerické riadenie NEWEN umožňujú veľmi presné obrábacie operácie. Sedlá ventilov a ich špecifické profily (nasávanie a výfuk) je možné duplikovať do 1/100 mm (0,01 mm alebo 0,00039”), sú hĺbky obrábania riadené automaticky pomocou elektronického hĺbkomeru a veľmi presnej kinematiky.
Presné objemy komôr zaručujú zodpovedajúce tvary a dokonale identické hĺbky.
VZDUCHOTESNOSŤ VALCA
Okamžitá vzduchotesnosť valca je nevyhnutná pre optimálnu funkciu motora a dosiahnutie zvýšených otáčok.
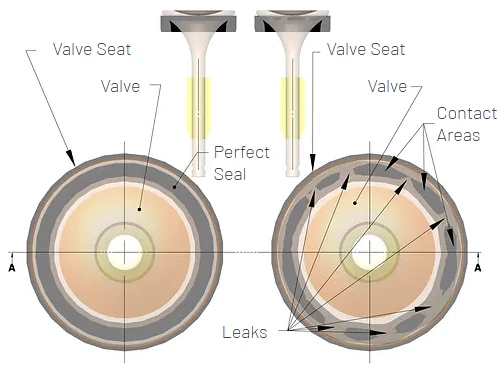 Kov na kov medzi ventilom a sedlom ventilu musí byť úplný a dokonalý, aby sa zabezpečila táto obtiažna funkcia vzduchotesnosti. Okrem kvality materiálov, ktoré znesú zvýšené otáčky, je kontakt kovu na kov medzi ventilom a sedlom ventilu nevyhnutnou podmienkou na dosiahnutie dokonalej a trvalej vzduchotesnosti valca.
Kov na kov medzi ventilom a sedlom ventilu musí byť úplný a dokonalý, aby sa zabezpečila táto obtiažna funkcia vzduchotesnosti. Okrem kvality materiálov, ktoré znesú zvýšené otáčky, je kontakt kovu na kov medzi ventilom a sedlom ventilu nevyhnutnou podmienkou na dosiahnutie dokonalej a trvalej vzduchotesnosti valca.
Dokonalá tvarová zhoda medzi ventilom a sedlom ventilu je umožnená úplným rešpektovaním geometrie (tvary, uhly, povrchové úpravy...) dvoch povrchov, ktoré sú v kontakte.
Iba vysoko presné opracovanie ventilov a sediel ventilov umožňuje dosiahnuť túto nevyhnutnú zhodu. Lapovanie ventilov, ktoré sa v minulosti stalo povinným z dôvodu nepresnosti opracovania sediel ventilov a ventilov, je prísne zakázané, aby sa dosiahla úroveň vzduchotesnosti a trvanlivosť uvedenej vzduchotesnosti.
NOVINKA, FIXED-TURNING® a jeho numerické ovládanie umožňujú obrábať sedlá ventilov s tvarovou chybou (kruhovosťou) rádovo 3 µm (alebo 0,003 mm alebo 000118”) alebo menej v závislosti od obrábaných materiálov. OEM vyžadujú chyby kruhovitosti nepresahujúce 5 až 6 µm pre ventilové sedlá aj ventily.
NEWEN FIXED-TURNING® a jeho numerické ovládanie umožňujú nastaviť uhly o jednu stotinu stupňa naraz . Je preto ľahké nastaviť uhly ventilových sediel a ventilov, aby sa dosiahla dokonalá a trvalá vzduchotesnosť, bez toho, aby sa poddalo ničivému pokušeniu lapovania a následne deformácie tvarov týchto častí.
Ventilové sedlá NEWEN FIXED-TURNING® sú dokonale okrúhle, s veľmi presnými uhlami a vzduchotesnosť je ideálna na mnoho hodín používania.
Obrábanie tvarovacím nástrojom nemôže zaručiť presné uhly a dokonale oblé sedlá, preto je nutné ventily lapovať. Svorka, ktorá povedie ku krátkodobej vzduchotesnosti a výrazne zníži výkon.
ZARIADENIE A KOAXIALITY Zvýšené otáčky motora, prudké zrýchľovanie a klesanie sú umožnené znížením pohybovej hmotnosti pomocou vysokovýkonných mechanizmov privolávania ventilov. Ale všetky tieto výkony sú možné len vďaka drastickému zníženiu trenia a vystuženia dielov pri pohybe, ventilov, vačkových lopatiek, sacích vačiek... bez toho, aby sa zabúdalo na riadené fungovanie systému privolávania ventilov.
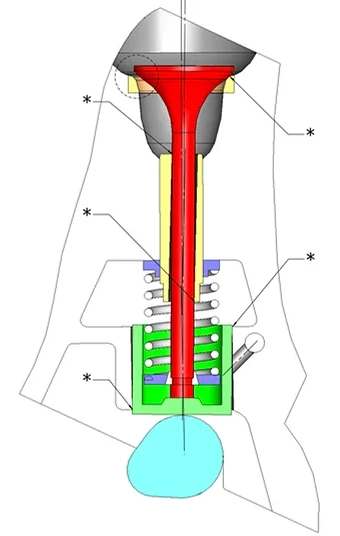
Okrem kruhovitosti ventilov a sediel ventilov, koaxiálne vedenia ventilov, ventilov, vačkových lopatiek a vačiek musia umožňovať pohyb všetkých týchto častí a zároveň eliminovať:
- parazitné trenie
- posúvanie „hlavíc“ ventilov po ich sedle
- vystuženie vačkových lyžíc v ich príslušných krytoch.
Na rozdiel od všeobecne uznávaných predstáv nie je možné regulovať sústrednosť medzi sedlom ventilu a vedením ventilu tlačením kužeľa vodiaceho prvku do vodidla a použitím tohto vodiaceho prvku ako podpery pre meradlo sústrednosti. Je ešte nepravdepodobnejšie použiť rovnakú techniku, aby sa nástrojom umožnilo vyvŕtať skriňu vývrtu vačkovej lyžice sústredne s vedením ventilu, čo je základná podmienka dobrého výkonu motora.
Kinematika NEWEN FIXED-TURNING® zahŕňa hydraulické centrovanie centrovacích pilotov, ktoré umožňujú vycentrovanie vretena obrábania s defektom nepresahujúcim niekoľko mikrónov (µ= 0,001 mm = 0,000039”).
Pilot FIXED-TURNING® neobmedzuje vedenie ventilu a berie do úvahy nedokonalosti opracovania vodidiel ventilov. Rovnakým spôsobom musí opracovanie puzdra vyvŕtaného vačkového lopaty rešpektovať vodiacu os vačkového lopaty.
Obrábanie pomocou FIXED-TURNING® zaručuje, že sedlo ventilu, vedenie ventilu a puzdro vŕtania vačkového lopaty budú mať rovnakú os, budú dokonale vyrovnané a že diely sa budú môcť pohybovať pri najvyšších rýchlostiach bez toho, aby boli vystavené trenie a parazitné brzdenie, ktoré by znemožňovalo fungovanie motora pri vysokých otáčkach, s následným rýchlym opotrebovaním a zjavným rizikom mechanických porúch.
Opracovanie vodidiel, sediel ventilov a puzdier vačkových lopatiek s FIXED-TURNING® zaručuje ultra rýchle fungovanie motora v spojení s použitými komponentmi, ventilmi z titánovej zliatiny, špeciálnymi pružinami, špeciálnymi sedlami ventilov… bez rizika poruchy vzduchotesnosti, parazitovania vo fungovaní trením a prasknutím olejového filmu. Treba sa tiež vyhnúť panike ventilov, ktoré nie sú schopné dodržiavať zvýšené režimy.
NEWEN FIXED-TURNING® je koncept obrábania, ktorý bol vyvinutý s cieľom vrátiť chyby obrábania v rámci hodnôt vyjadrených v mikrónoch a už nie v stotinách milimetra.
Presnosť koaxiálnosti umožňuje vysoké režimy a optimálne fungovanie motora.
Porucha súososti osí spôsobuje oblasti s vyvýšeným trením*, ktoré spomalí pohyb rôznych častí, zničí vzduchotesnosť valcov a bude viesť k zadretiu pri drastickom obmedzení otáčok motora. vyššie, čo je zvýraznené nevyváženosťou valcov medzi sebou. Každá nevyváženosť je pôvodcom mechanických obmedzení pohybových častí, obmedzení, ktoré budú mať za následok predčasné opotrebovanie uvedených častí.
VÝFUKOVÉ PROFILY
Po explózii zmesi (palivo-komburant) sa zvyškové plyny zo spaľovania naplnia do valca a musia byť odvádzané cez výfukové kanály, vypudené piestom, ktorý sa vracia späť k svojmu najvyššiemu bodu. Výfukový ventil sa musí postupne zatvárať predtým, ako piest opäť klesne, pričom v procese opäť nasaje nejakú čerstvú zmes. Táto doba zatvárania je kritická pre výfukový ventil. Plyny zohriate na extrémnu teplotu sú navyše laminované medzi sedlom ventilu a ventilom, ktorý sa uzatvára.
Sedlo ventilu a ventil sú vystavené abrazivite laminovaných plynov a teplota je potom vo výške na povrchoch, ktoré zabezpečia kontakt a vzduchotesnosť na niekoľko tisícok sekúnd. Aby tento kontakt nezodpovedal rýchlej degradácii kontaktných plôch, je potrebné, aby tieto kontaktné plochy boli povrchovo optimálne (mm2) a aby ich tvary boli komplementárne (uhly, kruhovitosť, povrchová úprava...).
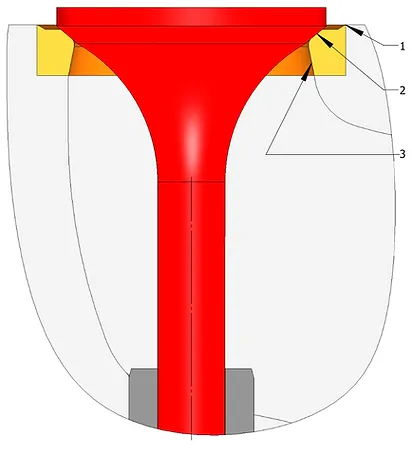
1. Bezstupňové spojenia s tvarom uprednostňujúcim voľný tok plynov bez turbulencie.
2. Plochy sedla sú široké a zhodné s ventilom pre veľkú odolnosť voči abrazivite plynov.
3. Venturiho trubica pre rýchlu expanziu a zrýchlenie plynov.
NEWEN FIXED-TURNING® umožňuje opracovanie sediel výfukových ventilov dostatočne veľkých na to, aby sa nedeformovali, pričom majú uhol čo najbližšie k uhlu ventilu. Okrúhly tvar bez faziet a zvlnení umožní kontakt kovu s kovom na celej ploche sedadla, čo zabezpečí dobrú tepelnú výmenu, dokonalú vzduchotesnosť a maximálnu spoľahlivosť.
FIXED-TURNING® umožňuje obrábať profily s kvázi neobmedzenými dĺžkami. Môžeme teda opracovať výfukové potrubie tak, aby sa uľahčilo odsávanie plynov a najmä Venturiho trubice, ktorá umožní uvoľnenie plynov hneď po prejdení sedadla a tým aj zrýchlenie ich rýchlosti. Ostré uhly, stupne, rozdiely priemerov, ktoré vedú k turbulenciám a spomaleniu prúdenia plynov, sa musia vymazať a každé potrubie (miska/zadná stena) musí byť optimalizované a dokonale identické s inými potrubiami, aby sa lepšie riadila činnosť motora.
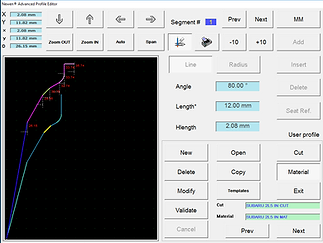
PRÍJEMNÉ PROFILY
Na rozdiel od výfukových sediel a ventilov nie sú sacie sedlá a ventily vystavené laminácii horiacich plynov a následnému odieraniu. Sedlá sacích ventilov musia umožňovať čo najkompletnejšie naplnenie valca zmesou čerstvého vzduchu a benzínu nasávaného spúšťaním piestu a prípadne tlačeného pôsobením turba a kompresora.
Tvar potrubí (oblasť nádoby) musí byť optimálny, aby umožnil maximálny prietok plynov bez vytvárania parazitných turbulencií. Samotný uhol sedla sa podieľa na vedení plynnej zmesi a musí byť dokonale integrovaný do celkového tvaru potrubia.
V závislosti od tvaru komôr musia profily vytvorené z úsečiek a polomerov navzájom dokonale spojených umožňovať optimálne prúdenie plynov. Ostré uhly sú zakázané a súvislý profil musí viesť najväčší možný objem plynu pri krátkom otvorení ventilu. Dokonalé tesnenie ventilu umožní optimálne spaľovanie a výkon, ako aj bezchybnú spoľahlivosť.
Iba FIXED-TURNING® umožňuje optimalizáciu sacieho potrubia od vedenia ventilu až po okraj valca. Opracovanie s dokonale zvládnutým tvarom sa vykoná v jednej operácii a zopakuje sa rovnako pre každú fľašu. Pôvodné opracovanie hláv valcov sa vykonáva sériou doplnkových obrábacích operácií, telesá sediel ventilov, sedla, opracovanie uhlov..., ktoré automaticky vytvárajú nepravidelnosti škodlivé pre tok pohľadov. FIXED-TURNING® poskytuje kontinuálne obrábanie, bez prerušenia, celého potrubia, vrátane ventilového sedla, ktoré musí byť opracované bez toho, aby bolo vystavené obmedzeniam zvyšku obrábania. FIXED-TURNING® a neprerušované opracovanie potrubí a sediel umožňuje optimálne plnenie valcov, úplnú pravidelnosť medzi valcami a následne optimálny výkon motora.
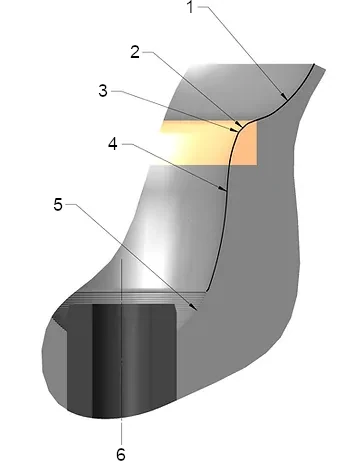
1. Profil tvorený úsečkami a polomermi optimalizujúcimi vedenie zmesi smerom k valcu.
2. Sedadlo je dokonale okrúhle a vzduchotesné s uhlom presne nastaveným na uhol ventilov.
3. Malý polomer spojenia proti turbulencii.
4. Tvary potrubia (misa) dokonale ohnuté a navzájom presne identické.
5. Surovina
6. Konštantný a hladký profil celého potrubia (misky), vrátane ventilovej opornej plochy ventilu.
PRAVIDELNOSŤ TOKU A VYVAŽOVANIE VALCOV
Každý valec prináša úmernú časť výkonu motora a iba dokonalá podobnosť medzi výkonom dodávaným každým valcom umožní efektívne fungovanie motora pri vysokých otáčkach.
Valce s úplne identickým správaním musia umožňovať získanie motora bez parazitných vibrácií a musia umožňovať zvýšené otáčky.
NEWEN a FIXED-TURNING® umožňujú nepretržité obrábanie, pravidelné a podobné vo všetkých bodoch, od jedného potrubia k druhému, od jedného motora k druhému. Najsofistikovanejšie tvary sú povolené na miestach, kde sú klasické obrábacie procesy tvarovými nástrojmi bezmocné a neefektívne.
NEWEN umožňuje dokonalé sedlá ventilov a následne zvýšenú účinnosť každého valca a zároveň umožňuje výnimočnú spoľahlivosť.
Rešpektovanie opracovaných hĺbok umožňujú dve zvláštnosti exkluzívne pre FIXED-TURNING®:
FIXED-TURNING® umožňuje obrábanie už od stotiny milimetra (0,00039”) na celom profile, bez ohľadu na jeho dĺžku, pričom poskytuje dokonalú geometriu sedla (kruhovosť, uhol, sústrednosť...)
numerické ovládanie FIXED-TURNING® umožňuje nastavenie hĺbky v rozmedzí + alebo – 0,01 mm (1/100 mm) alebo 0,00039“.
Kombinácia týchto dvoch exkluzívnych možností umožňuje získať dokonale identické spaľovacie komory, ktoré dodajú motoru jeho vyváženosť a schopnosť „otáčky pri vysokých otáčkach“.
Tieto presné obrábacie kapacity zaručené výhradne FIXED-TURNING® už umožňujú možnosť opravy budúcich motorov integrujúcou technológiu HCCI (Homogeneous Charge Compression Ignition), ktorá spôsobí revolúciu v benzínovom motore tým, že bude čistý a veľmi účinný.
Pripomíname, že technológia HCCI umožňuje eliminovať zapaľovacie sviečky vďaka zvládnutiu kompresie zmesi vzduch/benzín a tým aj zvládnutiu samovznietenia horľavej zmesi. Spotreba a prírastky energie urobia túto techniku nevyhnutnou. Opracovanie hláv valcov dá veľký podiel na presnosti objemov komôr a hĺbok obrábania. Možné sú len procesy obrábania umožňujúce minimálne a mimoriadne presné rezy. FIXED-TURNING® je už pripravený čeliť tejto novej výzve.
Výkon a spoľahlivosť idú ruka v ruke s presnosťou a numerickým riadením.
FIXED-TURNING® predbehol dobu?
Nie, FIXED-TURNING® je práve načas, aby sprevádzal špecialistov na motory, ktorí si želajú, aby ich technologický vývoj neprekonal.