Subdodávatelia OEM, vysokovýkonní špecialisti a opravári motorov musia pri obrábaní vodidiel ventilov a sediel ventilov brať do úvahy a rešpektovať presné tolerancie tvaru a rozmerov.
S týmto „pomocným memoárom“ sa NEWEN pokúša zhromaždiť v krátkom dokumente určenom pre výrobných technikov rôzne symboly a znaky tolerancie, ktoré zvyčajne používajú OEM výrobcovia na definovanie svojich požiadaviek, pokiaľ ide o opracovanie hlavy valcov a najmä vedenia ventilov a opracovanie sedla ventilu.
NEWEN spája každú tvarovú a rozmerovú toleranciu s priamymi a nepriamymi vplyvmi na fungovanie a spoľahlivosť hlavy valcov bez pokusu o prílišné zjednodušenie alebo denaturáciu kombinovaných účinkov dvoch alebo viacerých parametrov.
S týmto dokumentom NEWEN pracuje na odsudzovaní všeobecne akceptovaných myšlienok, ako aj falošných myšlienok, rozšírených myšlienok, ktoré kvôli svojej jednoduchosti a nepresnosti zavádzajú renovátorov motorov a menia ich úsudok.
« Keď dokážete zmerať to, o čom hovoríte, a vyjadriť to číslami, niečo o tom viete; ale keď to nemôžete zmerať alebo vyjadriť v číslach, vaše vedomosti sú chabé a neuspokojivé."
Lord KELVIN (1824-1907)
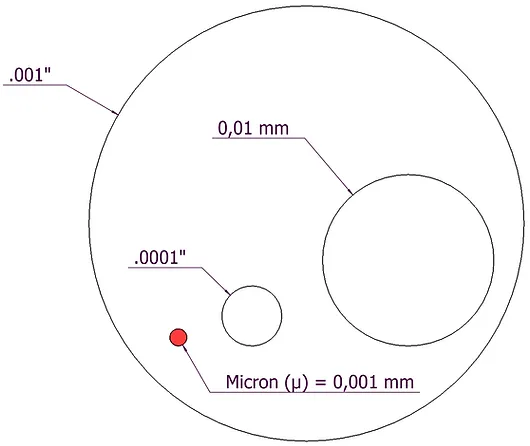
Nová celosvetová štandardizácia viedla k tomu, že veľká väčšina OEM používa metrický systém na klasifikáciu výtlačkov hláv valcov, ako aj iných komponentov motora. 0,01 mm a 0,001 mm sú preto široko používané na toleranciu rôznych limitov opracovania vedenia ventilov a sediel ventilov.
Nákres nižšie umožní každému predstaviť si dobre známe rozdiely medzi rôznymi referenčnými hodnotami. Je dobre známe, že použitie tisícok milimetrov v toleranciách znamená nové riadiace prostriedky a nové reflexy vo výbere a možnostiach obrábania.
NEWEN sa rozhodol vybaviť sa riadiacimi prostriedkami s definíciou jednej stotiny mikrónu (0,00001 mm), aby skontroloval úroveň výkonu svojich strojov a poskytol svojim zákazníkom záruku pri ich základných voľbách pri výbere obrábacieho zariadenia.
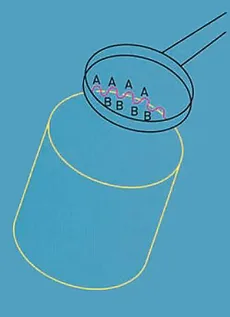
Prečo merať kruhovitosť?
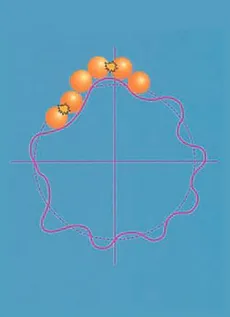
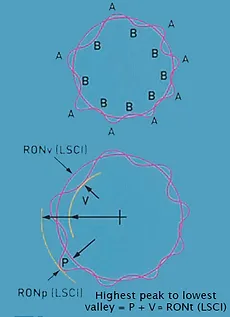
Súčiastka sa môže javiť ako okrúhla pre oko a pri meraní pomocou nónia alebo mikrometra má zjavne konštantný priemer, ale je okrúhla? Je jasné, že lobing môže ovplyvniť funkciu. Laloky v „A“ budú niesť záťaž, zatiaľ čo mazací film bude najväčší v „B“.
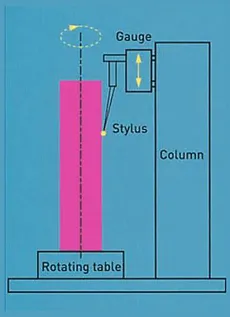
Ako sa meria kruhovitosť?
Na meranie kruhovitosti je potrebná rotácia spojená so schopnosťou merať zmenu polomeru. Najlepšie sa to dosiahne porovnaním profilu testovaného komponentu s kruhovým nulovým bodom. Komponent sa otáča na vysoko presnom vretene, ktorý poskytuje kruhový základ. Os súčiastky je zarovnaná s osou vretena, zvyčajne pomocou centrovacieho a vyrovnávacieho stola. Potom sa použije prevodník na meranie radiálnych zmien komponentu vzhľadom na os vretena.
dôvod?
Tu zobrazené ložisko môže mať drážku, ktorá nie je skutočne kruhová. To by pravdepodobne fungovalo na krátky čas, ale zvlnenie okolo tohto ložiskového krúžku by začalo spôsobovať vibrácie. To by malo za následok predčasné opotrebovanie a spôsobovalo by to, že pretekanie bude fungovať menej efektívne, ako bolo zamýšľané.
Výsledky ?
Tu zobrazené ložisko môže mať drážku, ktorá nie je skutočne kruhová. To by pravdepodobne fungovalo na krátky čas, ale zvlnenie okolo tohto ložiskového krúžku by začalo spôsobovať vibrácie. To by malo za následok predčasné opotrebovanie a spôsobovalo by to, že pretekanie bude fungovať menej efektívne, ako bolo zamýšľané.
Je vhodné znázorniť výstup neguľatosti z meradla ako polárny profil alebo graf. Vyhodnotenie tohto obrazového znázornenia môže byť subjektívne a časovo náročné, preto potrebujeme nejaké prostriedky na spracovanie informácií, ktoré nám poskytnú presné a opakovateľné odpovede. Keďže sa snažíme posúdiť odchýlky od skutočnej kruhovitosti a vyžadujeme referenciu, z ktorej sa dá merať, má zmysel pokúsiť sa prispôsobiť referenčný kruh nášmu profilu a priradiť k nemu všetky naše výpočty.
Referenčný kruh najmenších štvorcov (LSCI)
Čiara alebo obrázok sa prispôsobí akýmkoľvek údajom tak, že súčet štvorcov odchýlky údajov od tohto riadku alebo obrázku je minimálny. Toto je tiež čiara, ktorá rozdeľuje profil na rovnaké minimálne oblasti.
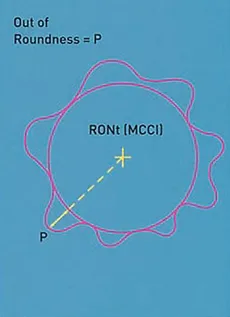
LSCI je najčastejšie používaný referenčný kruh. Neguľatosť je potom vyjadrená ako maximálny odklon profilu od LSCI. tj od najvyššieho vrchu po najnižšiu dolinu.
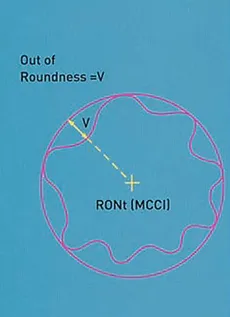
The Minimum Circumscribed Circle (MCCI)
Definuje sa ako kruh s minimálnym polomerom, ktorý obklopí údaje profilu. Neguľatosť sa potom udáva ako maximálny odklon (alebo údolie) profilu z tohto kruhu. Niekedy sa označuje aj ako referenčný kruh meradla prstenca.
Referenčné kruhy minimálnej zóny (MZCI)
Definované ako dva sústredné kruhy umiestnené tak, aby obklopovali meraný profil tak, že ich radiálny odklon je minimálny.
Hodnota kruhovitosti je potom daná ako radiálne oddelenie dvoch kružníc.
The Maximum Inscribed Circle (MICI)
Definovaný ako kruh maximálneho polomeru, ktorý bude ohraničený údajmi profilu.
Neguľatosť sa potom udáva ako maximálny odklon (alebo vrchol) profilu z kruhu. Niekedy sa označuje ako referenčný kruh zástrčky.
 = Výstrednosť (ECC)*
= Výstrednosť (ECC)*
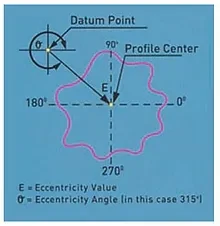
Toto je termín používaný na opis polohy stredu profilu vzhľadom k nejakému referenčnému bodu. Je to vektorová veličina v tom, že má veľkosť a smer. Veľkosť excentricity je vyjadrená jednoducho ako vzdialenosť medzi stredom profilu a referenčným bodom. Smer je vyjadrený ako uhol od základného bodu.
 = Sústrednosť (CONC)*
= Sústrednosť (CONC)*
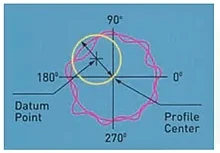
Je to podobné ako excentricita, ale má len veľkosť a žiadny smer. Sústrednosť je definovaná ako priemer kružnice opísanej stredom profilu pri otáčaní okolo základného bodu. Je možné vidieť, že hodnota sústrednosti je dvojnásobkom veľkosti excentricity.
 = Runout (Runout)*
= Runout (Runout)*
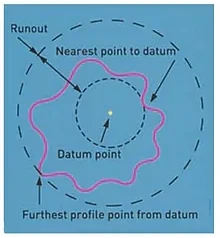
Niekedy sa označuje ako TIR (Total Indicated Reading). Výbeh je definovaný ako radiálne oddelenie dvoch sústredných kružníc so stredom v základnom bode a nakreslených tak, že jeden sa zhoduje s najbližším a druhý sa zhoduje s najvzdialenejším bodom profilu.
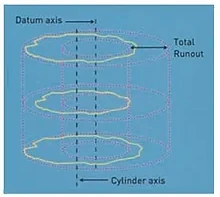
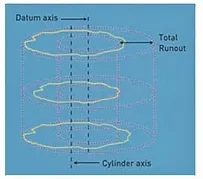
 = Celkový úbytok (celkový úbytok)*
= Celkový úbytok (celkový úbytok)*
Celkové hádzanie je definované ako minimálne radiálne oddelenie dvoch koaxiálnych valcov, ktoré sú koaxiálne s referenčnou osou a ktoré úplne obklopujú meraný povrch.
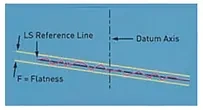
 = Rovinnosť (FLTT)*
= Rovinnosť (FLTT)*
Pripevní sa referenčná rovina a rovinnosť sa vypočíta ako vrchol odklonu od údolia z tejto roviny. Môže sa použiť buď LS alebo MZ n
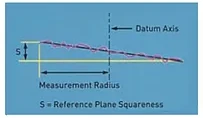
 = Štvorcovosť (SQR)*
= Štvorcovosť (SQR)*
Po definovaní osi je hodnota pravouhlosti minimálnou axiálnou vzdialenosťou dvoch rovnobežných rovín kolmých na referenčnú os, ktoré úplne obklopujú referenčnú rovinu. Je možné použiť LS alebo MZ.
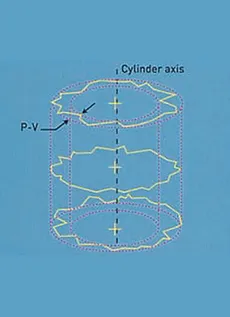
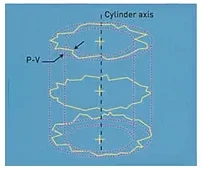
 = Cylindricity (CYLt)*
= Cylindricity (CYLt)*
Minimálne radiálne oddelenie 2 valcov, koaxiálnych s namontovanou referenčnou osou, ktoré úplne obklopujú namerané údaje. Môžu sa použiť valce LS, MZ, MC alebo Ml.
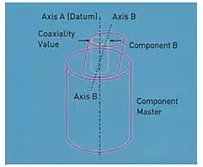
= Koaxiálnosť (koaxiálny ISO)*
Priemer valca, ktorý je koaxiálny s referenčnou osou a bude len obklopovať os valca, na ktorú sa odkazuje na vyhodnotenie koaxiálnosti.
= Koaxiálnosť (koaxiálny DIN)*
Priemer valca, ktorý je koaxiálny so základnou osou a bude len uzatvárať centoidy (stredy LS) rovín, z ktorých sa vypočítava os valca, na ktoré sa vzťahuje súososť.
Funkciou „trio“ vedenia ventilu, sedla ventilu a ventilu je vytvoriť dokonalú, donekonečna obnovovanú a spoľahlivú vzduchotesnosť plynného toku motora.
Kovový kontakt medzi dvoma povrchmi musí predstavovať spoľahlivý a vzduchotesný priechod po stovkách miliónov po sebe idúcich otváraní a zatváraní ventilov.
Dva kontaktné povrchy, tj povrch ventilového sedla ventilu a povrch samotného sedla, musia mať podobné vlastnosti a musia byť blízko dokonalosti.
Tvary vyššie uvedených plôch musia byť dokonale identické a úplne sa dopĺňať.
Jediný presne a opakovane dosiahnuteľný tvar, ktorý spĺňa túto funkciu, je kruh.
V spojení s ďalšími parametrami sa kruhovitosť, tj presnosť tvaru kruhov tvorených sedlom ventilu a samotným ventilom, ukazuje ako hlavná a sine qua žiadna podmienka dobrej vzduchotesnosti medzi ventilom a ventilom. sedadlo.
Kruhovitosť, valcovitosť, povrchová úprava a uhly podliehajú stále prísnejším toleranciám.
Vedenie ventilu
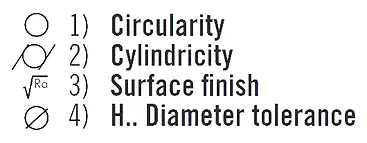
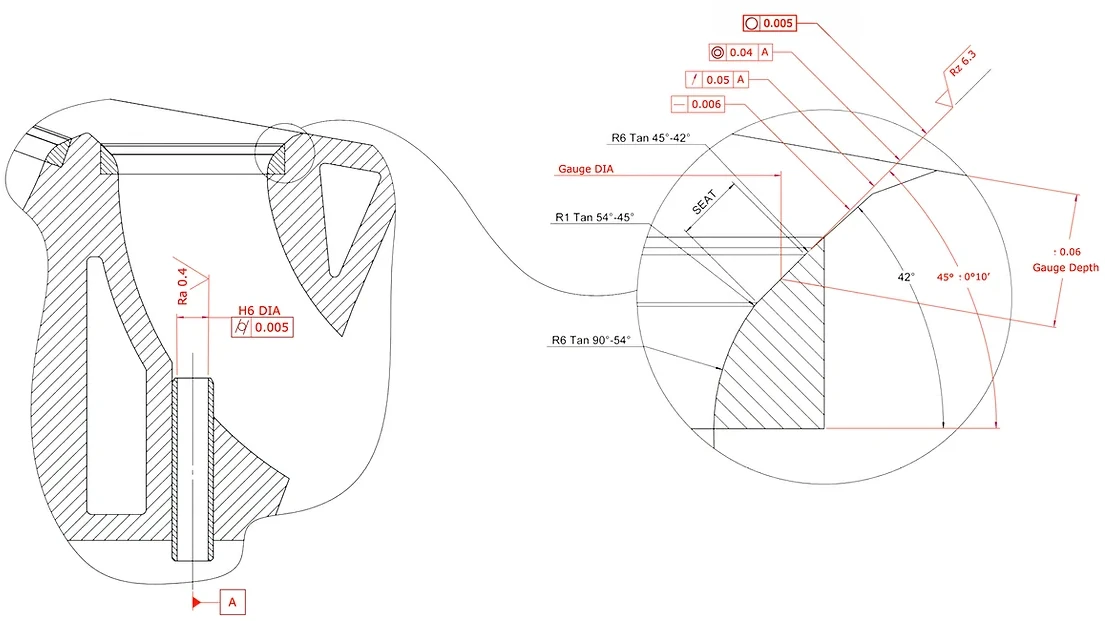
Vedenie ventilu je referenčné, od ktorého závisí umiestnenie operácie opravného obrábania sedla ventilu, kontrola časti zhody sedla ventilu (sústrednosť) a samozrejme vedie ventil pri jeho pohyboch. Kvalita vedenia ventilu je v podstate definovaná 4 parametrami:
Na zabezpečenie dokonalého vedenia ventilu je rozhodujúca valcovitosť a tolerancia priemeru. Dobré geometrické vlastnosti umožnia vodidlu ventilu umiestniť ventil s presnosťou počas dlhej životnosti.
Závažná chyba vo vedení ventilu, ďalej nekvalitné opracovanie vedenia ventilu – mimo tolerancií, povedie k predčasnej deformácii a opotrebovaniu sedla ventilu a rýchlej strate výkonu motora.
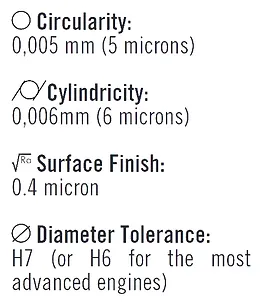
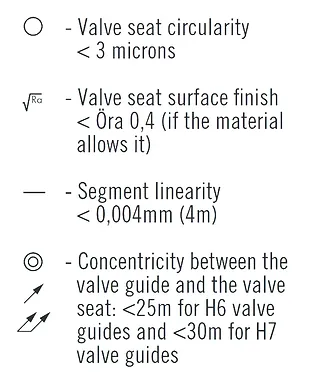
Tolerancie bežne požadované výrobcami OEM pre súčasné motory sú:
Vyššie uvedené tolerancie, ťažko dosiahnuteľné a rešpektované veľkosériovými výrobcami, sú ešte zložitejšie na záruku pri opravách. Nedodržanie týchto úrovní kvality spôsobí, že opracovanie sediel ventilov bude ešte jemnejšie.
Ventilové sedlá a ventily
Vzhľadom na dôležitosť presnosti povrchov, ktoré budú v kontakte, a ktorá vďaka svojej komplementárnosti zabezpečí dokonalú vzduchotesnosť, výrobcovia OEM sprísňujú tvarové tolerancie kužeľov sedadla.
Linearita segmentu uhla sedadla a jeho kruhovitosť sú tolerované s rozdielmi hodnôt nepresahujúcimi niekoľko mikrónov (< 10 mikrónov). Hodnoty Ra a Rz definujúce povrchovú úpravu sedla ventilu a tiež veľmi tesné a najmenšie chvenie alebo zvlnenie sedla poskytujú sedlo, ktoré je mimo tolerancie a je neprijateľné.
Tolerancie aplikované na pojem sústrednosti, hádzania alebo dvojitého hádzania medzi osou vedenia ventilu a osou sedla ventilu sú tiež veľmi dôležité, ale zostávajú v rámci hodnôt, ktoré sa dajú relatívne ľahko zaručiť.
Vo všeobecnosti sa za prijateľné považuje chyba sústrednosti/hádzanie rádovo 0,05 mm (0,002”). Všetky tieto hodnoty tolerancie sú výrazne sprísnené použitím koeficientu nazývaného „Cpk“ vydaného z pravidiel platných pre spoločnosti certifikované podľa ISO/TS16949 a značne znižuje hodnoty tolerancií použitím strojov schopných zaručiť vysokú konzistentnosť kvality.
Tento prístup, ktorého cieľom je garancia kvality, je umožnený tým, že sa v maximálnej možnej miere predchádza ľudským chybám vďaka použitiu spúšťacích a riadiacich mechanizmov numerických systémov, ktoré prinášajú vždy vyšší výkon.
NEWEN FIXED-TURNING® spadá do logiky vyvinutého a vysokovýkonného mechanického princípu, riadeného a riadeného jedinečným vysokovýkonným numerickým riadením.
FIXED-TURNING® poskytuje a zaručuje:
Táto úroveň kvality je dnes najvyššia a je prístupná pre všetkých ľudí, ktorí obrábajú sedlá ventilov, od najmenšieho opravára motora až po najväčšie výrobné zariadenia využívajúce NEWEN FIXED-TURNING®.
A nakoniec, NEWEN FIXED-TURNING® je spoľahlivý a konzistentný výrobný prostriedok, ekonomický a flexibilný, ktorý umožňuje brať do úvahy najprísnejšie Cpk pri kontrole vlastných ziskov.
Požiadavka na konštantnú kvalitu (Cpk) a presnosť pri novej výrobe hláv valcov poukazuje na nevhodnosť princípu kužeľového pilota ako prijateľného riešenia pre opracovanie sediel ventilov.
Toto riešenie, dlhodobo oceňované pre svoju ekonomickú stránku, už nezodpovedá súčasným technickým požiadavkám.
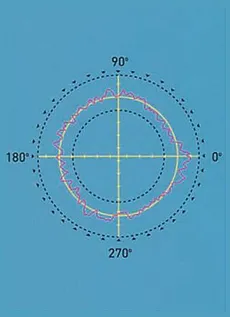
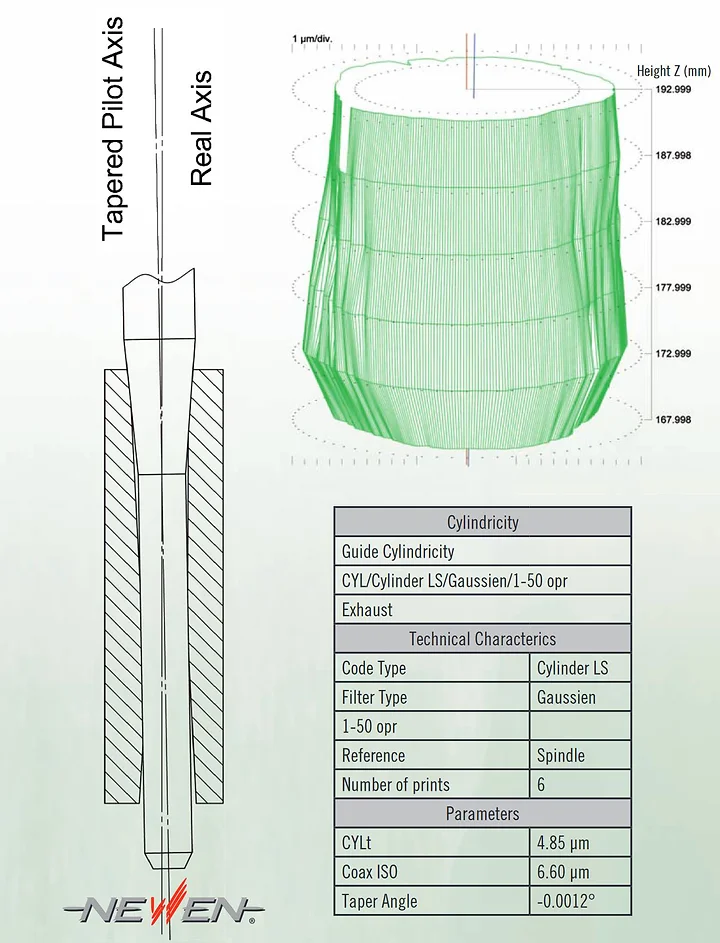
Os/poloha zaujatá kužeľovým vodiacim prvkom vo vedení ventilu nie je nikdy rovnaká ako os/poloha, ktorá by bola určená meraním a/alebo poloha, ktorú by zaujal ventil počas pohybu (pozri nákres).
Tento rozdiel je ešte zvýraznený tvarovou chybou nového alebo použitého vedenia ventilu (pozrite si prosím grafické znázornenie nového vedenia ventilu meracím strojom Talyrond)
Náhodné umiestnenie pilota vo vedení ventilu je v rozpore s predstavou Cpk, ktorá sa dnes vyvinula vo všetkých OEM.
Netreba zabúdať, že ani v prípade jednoduchej opravy samotný rozmer vodiacich líšt, ktoré sú potrebné pre súčasné motory, v žiadnom prípade nepostačuje na to, aby odolal nepravidelným rezným silám tvarových nástrojov.
NEWEN energeticky vyvracia pozíciu obrancov tejto zastaranej techniky.
Podobne aj tvarovací nástroj vykazuje príliš dlhý rezný profil na to, aby zaručil pravidelný rez nad 360 stupňov (rovnomerne okolo sedla).
Hodnota vnútorného odľahčenia sa môže meniť na stupnici od 1 do 3 na tom istom sedle a radiálne sily absorbované vretenom nevyhnutne spustia jeho skutočné ohýbanie a premietnu sa do tvarovej chyby sedla ventilu, ako je chvenie. značky, zvlnenie a/alebo oválne tvary, ktoré spôsobia, že opracovanie sedadla bude nesprávne a mimo tolerancie.
Súčasné materiály ventilových sediel a požadované tolerancie už nie sú kompatibilné s touto technikou obrábania.

Tradičné meracie prostriedky nestačia na presné ovládanie sediel ventilov a vodidiel ventilov obrábaných strojmi NEWEN® FIXED-TURNING®.
NEWEN® sa vybavil riadiacim strojom TALYROND 365XL, špeciálne koncipovaným a určeným na meranie tvarov, súosovosti, povrchovej úpravy...
Toto zariadenie, ktorého rozlíšenie je 1/100 mikrónu umožňuje automaticky riadiť všetky geometrické parametre, ktoré definujú kvalitu vedenia a sedla ventilu: kruhovitosť, sústrednosť, hádzanie, valcovitosť, lineárnosť segmentu, uhly, povrchovú úpravu... Kontrolné správy a grafy vyplývajúce z testy sú nepochybne uznávané kontrolnými oddeleniami najprestížnejších výrobcov pôvodného zariadenia.
NEWEN neustále testuje prácu produkovanú strojmi, ktoré vyrába, a preukazuje kvalitu skutočnými meraniami.
Podobne ako princíp CNC sústruhu, aj FIXED-TURNING ® je opracovanie sediel ventilov a/alebo akéhokoľvek tvaru otáčania interpoláciou osí.
Okrem toho, že sa točí obrábací nástroj a nie samotný obrábaný diel, vreteno stroja a obrábacia hlava umožňujú veľmi jednoducho obrábať aj tie najťažšie a najzložitejšie tvary bez ohľadu na kvalitu materiálu sedla ventilu. Počas otáčania sa rezný nástroj pohybuje na svojich osiach x a z, aby opísal profil na obrábanie. Obrábanie prebieha v jednom smere a počet prechodov je automaticky definovaný samotným programom. Dráha rezného nástroja je optimalizovaná podľa skutočného tvaru surového sedla ventilu. Štandardná trojuholníková fréza sa pohybuje podľa osi vozíka a osi posunu vretena. Celok sa otáča okolo C-osi.
Výkonný počítač neustále vypočítava optimálnu trajektóriu nástroja, takže rezné sily sú pravidelné a redukované na minimum. Každé jedno oholenie vypočítané od zlomku sekundy po zlomok sekundy je vyrobené tak, že žiadne kolísanie sily pri strihaní nenaruší rovnováhu a flexibilitu vretena.
Vďaka FIXED-TURNING ® sa vždy po prvýkrát dosiahne dokonalé opracovanie sedla ventilu a dokonalé utesnenie medzi sedlom ventilu a jeho ventilom, a to bez lapovania.
Moderné ovládanie, najnovšie technológie, efektívne, jednoduché, maximálne užívateľsky prívetivé, zbavuje operátora opakujúcich sa gest, znižuje únavu a uvoľňuje pozornosť pre nevyhnutné operácie.
Interakcia so strojom je užívateľsky prívetivá a jednoduchá. Obsluhe stačí zadať známe rozmery, ako je priemer ventilu, vybrať profil a stroj okamžite vypočíta všetko ostatné, vrátane všetkých priechodov hrubovania a dokončovania.
Okrem presnosti, nad rámec obyčajnej užívateľskej prívetivosti a zvýšenej produktivity je FIXED-TURNING ® ekvivalentom tisícok vlastných tvarovacích nástrojov, všetky trvalo zabalené v jednom jednoduchom a cenovo dostupnom stroji.
Nech žije prestavba motora.