Ventilsätesbearbetning, ett sekel av evolution och ... lösningen!
Före
DUPPER
och hårdmetallformverktyget
Ritning 1
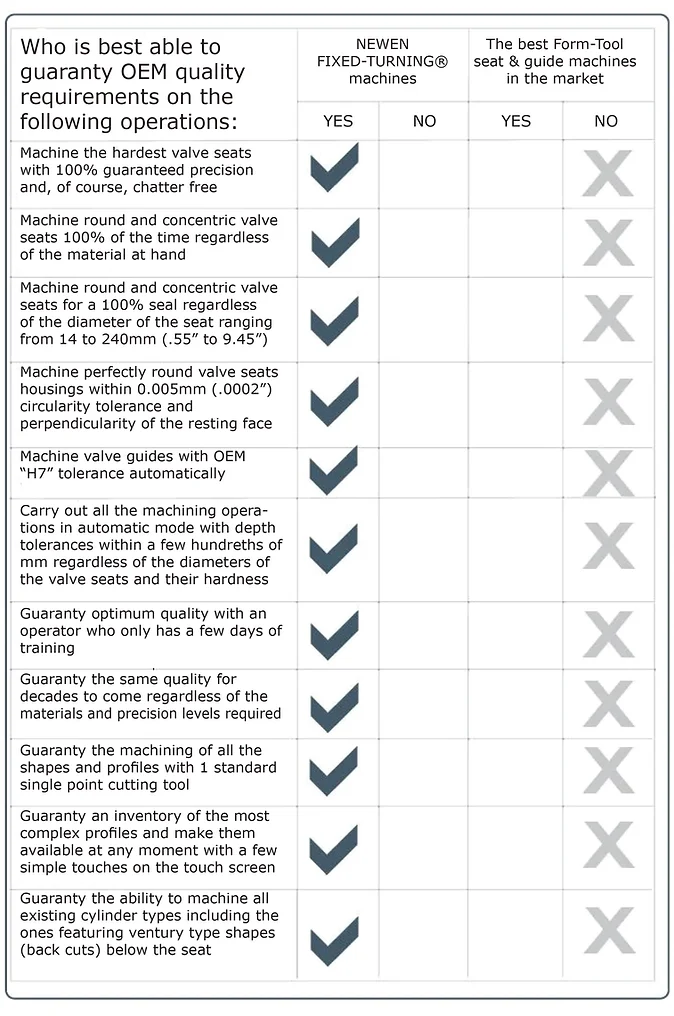
Chatter Marks
|
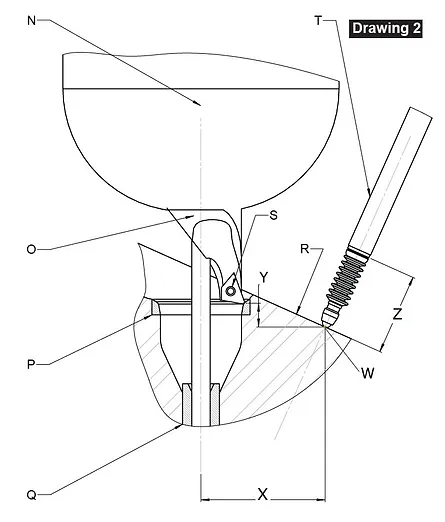
Ritning 2
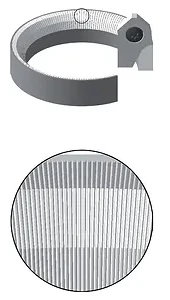
Böljningar
|
Klappningen av ventilsäten i pulvermetall, eller av vissa ventilsäten i gjutjärn, ger upphov till oundvikliga skrammelmärken. Slammärken är mycket skadliga för en ventil eftersom gaser strömmar ut genom dem medan ventilen är stängd.
Det maskinbearbetade ventilsätet kommer följaktligen att deformeras snabbt och dess tätning kommer aldrig att vara tillräcklig. Kladdmärken uppstår från hårdmetallverktyg som skrotar en stor yta av ett material med en kornig struktur gjord av olika material (som pulvermetaller, nodulärt gjutjärn...).
Traditionella ventilsäten bearbetade med lappningstekniken (formverktyg), alla uppvisar vågor som mäter hundradelar av millimeter som är det direkta resultatet av oregelbundna skäransträngningar vid en 360 graders rotation. Resultaten av förändrade skärinsatser överför oregelbundna krafter på maskinspindlar som kommer att böjas mer eller mindre beroende på maskinen och ger oregelbundna former. Detta fenomen, välkänt av operatörer av manuella maskiner, kompenseras för, när stora synliga defekter uppstår, med ett snabbt och kraftfullt tryck på spindelkommandot.
Ovanstående resulterar i avsevärda spindelansträngningar och även om det kan hjälpa till att jämna ut små defekter, kan det inte på något sätt rätta till geometrin.
Dessa vågformer, som är inneboende i själva principen för bearbetning genom lappning, har obestridliga konsekvenser på ventiltätningen och kräver ytterligare lappning av varje ventil på dess ventilsäte för att erhålla en acceptabel tätning. Ventillappning, som hittills av nödvändighet accepterats av motorbyggare och deras kunder, har länge fördrivits av motortillverkarna och alla som söker den lägsta kvalitet som krävs av dagens motorgenerationer.
Nu
FIXED-TURNING®
och enpunktsverktyget
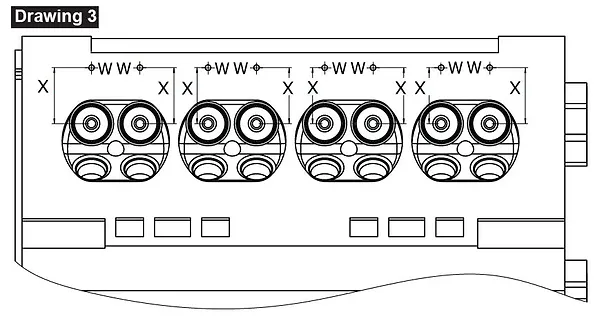
Ritning 3
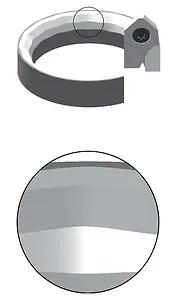
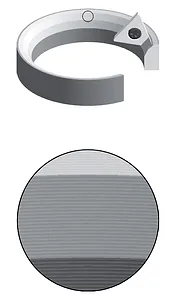
Geometrisk precision
Bearbetning med interpolation, FIXED-TURNING®, eliminerar definitivt alla defekter som visas på ritningar 1 och 2.
Det är praktiskt taget omöjligt att generera mikrosnackmärken och vågor. Enpunktsbearbetning tillåter inte bildandet av sådana defekter. Man behöver bara överväga att bearbeta på en svarv för att övertyga sig själv.
Bearbetning med ett svarvverktyg som rör sig på två interpolerade axlar genererar ett cirkulärt mikrospår, perfekt runt. Spårets djup och intervallet mellan 2 spår styrs av maskinens numeriska kontroll, vilket ger den finaste ytfinishen som kan uppnås.
Ungefär som skärinsatser, reducerade avsevärt (300 gånger och mer), reduceras ytfinishdefekter till nivåer som rankar FIXED-TURNING® i toppen av kvalitetsskalor definierade av ledande OEM-tillverkare.
en ny era, en ny värld av möjligheter...
Bearbetning av de svåraste cylinderhuvuden uppnås på bara minuter per ventilsäte för de längsta profilerna, speciellt gjorda för att förbättra motorns effekt. Bearbetningen av en traditionell "3-vinkel"-profil kommer att utföras inom några sekunder.

Motorcykelcylinderhuvuden , de minsta ventilsätena runt om och kommande (nedskärningar, i hjärtat av alla nya motorutvecklingsprogram) kan bearbetas med största lätthet och optimal precision för tävlingsmotorer...
NEWEN®-maskiner tillåter varje motorombyggare att positionera sig som en specialist på bearbetning av alla motortyper. Den precision som uppnås systematiskt när man använder FIXED-TURNING®-maskiner gäller för alla motortyper, man behöver inte längre vägra att involvera sig i sådan eller sådan bearbetning på en sådan eller sådan cylinderhuvudtyp, alla svåra bearbetningsoperationer blir en källa till ytterligare och betydande vinster.
Den högpresterande marknaden , den mekaniska fritidsmarknaden, är inom räckhåll för alla motorombyggare utrustade med en FIXED-TURNING®-maskin.
All precision som krävs i Formel 1 eller andra krävande mekaniska sporter med hög prestanda kan uppnås automatiskt och systematiskt. Perfektion är garanterad.
High-Performance är en växande och lukrativ marknad. Prestigen hos den professionella på hög nivå som engagerar sig i denna specialitet lyser över hela hans/hennes företag.
COGENERATION, även känd som "Combined Heat and Power (CHP)", omvandlingen av motorer till naturgas och biobränslen (etanol) kräver snabba och exakta bearbetningsoperationer av ventilsätets försänkningar och mycket hårda ventilsäten.
Principerna för kraftvärme har länge varit kända och använts i en mängd olika tillämpningar. Idag gör framsteg inom ultraren naturgaseldad kolvmotorteknik, värmeväxlare och systemkontroller kraftvärme både praktisk och ekonomisk för applikationer i varierande storleksintervall.
En aspekt av kraftproduktionen som har påverkat dessa framsteg är det ständigt ökande behovet av renare energi. Utsläppskontrollstrategier som gör att naturgasdrivna förbränningsmotorer kan användas för kraftvärme- och ICHM-tillämpningar på nivåer som är lika med eller lägre än nuvarande standarder för stora kraftverk, har ytterligare gjort kraftvärme mer praktiskt, ekonomiskt och tillgängligt för ett bredare utbud av kommersiella och industriella applikationer.
FIXED-TURNING® är det idealiska verktyget för dessa tjänster som blir enkla, snabba, exakta och mycket lönsamma.
Att bearbeta alla kamskop-hålhus till överdimensionerade dimensioner för att sätta in överdimensionerade hylsor i husen är en enkel operation, exakt och lönsam med FIXED-TURNING®.

Skapa OFFSET-profiler efter behag...

Bearbetning av venturis (upp till 112 grader) för att accelerera gasernas hastighet.
Venturi: En öppen vinkel under sätet som gör det möjligt att accelerera hastigheten på avgaserna genom dekompression.

Maskin med precision alla typer av ventilstyrningar (gjutjärn, metallpulver, brons, valfri legering...). Broschventilstyrningar med största precision i en fristående operation eller i en kombinerad ventilsätesbearbetningsoperation.

Bearbeta alla ventilsätesförsänkningar med hög precision med samma skärverktyg. Att förbereda ventilsäteshus i alla typer av cylinderhuvuden, gjutjärn eller aluminium, ett exakt och lönsamt jobb för alla FIXED-TURNING®-proffs.



KOMATSU naturgas cylinderhuvudventil Säte hårdhet: 56/58HRC (573HB+ / 610HV50+)
- Använd insats: FT-11-11
- Skärhastighet: 180 m/min
- Bearbetningsläge: Dry Cut
- Klippcykel: 28 sek/säte
- Cirkularitet: 1µ till 2,40µ
- Ytfinish: 0,20Ra
En annan exklusiv nyhet: bearbetningen av tändstiftshuset.


För att bearbeta sätena på Mercedes Actros dekompressorventiler , "det är en barnlek".

FIXED-TURNING® och dess numeriska kontroll, det är möjligheten att uppnå det omöjliga på ett lönsamt och repetitivt sätt.
En teknik för alla.
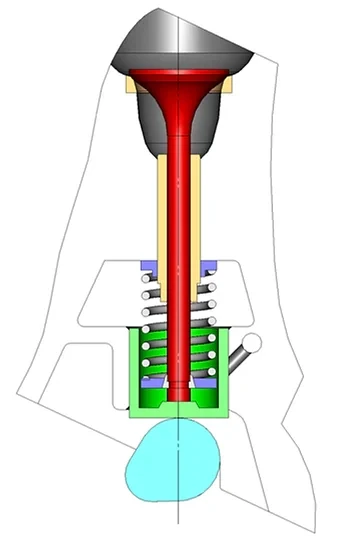
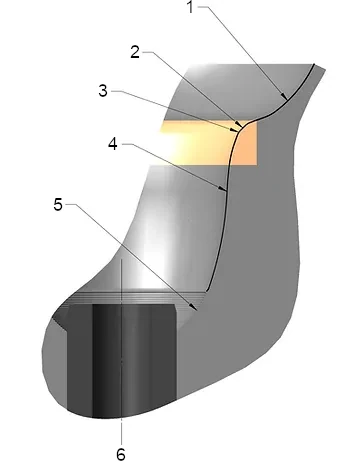
Alla NEWEN FIXED-TURNING®-maskiner, inklusive CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, är utrustade med ett elektroniskt system för att repetera skärdjupet med precision. sion. Detta system, utvecklat av NEWEN, är inte ett mätsystem i sig utan har utformats för att göra det möjligt att upprepa en bearbetningsposition med precision, samtidigt som man tar en slumpmässig referens på cylinderhuvudet till maskinen. Generellt är referensen för NEWEN-systemet cylinderhuvudets packningsplan, som också används som referens för att mäta ventilsätesdjupet. Det är också möjligt att använda andra ytor med hjälp av ett specifikt verktyg, såsom kamaxelhus.
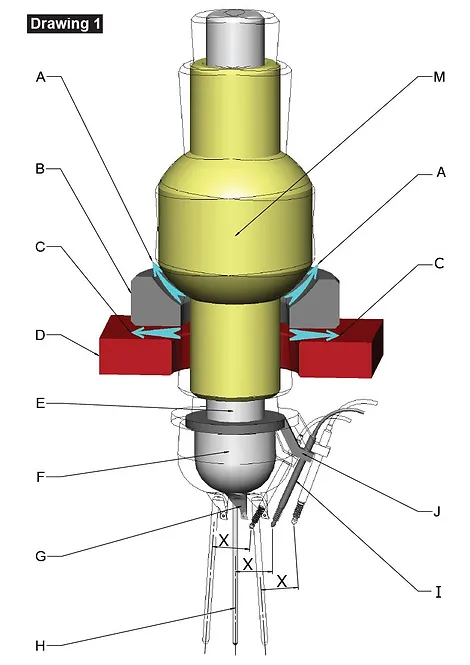
En elektronisk linjär mätare, LVDT, (I) är ansluten till maskinens numeriska styrning. Beroende på den kollapsade epten av spetsen av LVDT, sänder mätaren en elektrisk signal som gör det möjligt att identifiera, med mindre än en hundradels mm, mätarens position.
Denna position kan memoreras. När läget väl har lagrats stoppas spindelmatningsmotorn automatiskt när mätaren återigen komprimeras lika mycket. Som ett resultat kan utrustningen bearbeta alla ventilsäten på samma djup med avseende på en vald referenspunkt.
Mätaren (I) har ett fixerat läge med avseende på pilotens axel och med avseende på spindelmanteln till vilken den är fäst. Detta fasta läge kvarstår när spindeln rör sig på sin luftkudde (C) och/eller på sin sfäriska luftkudde (A)
.
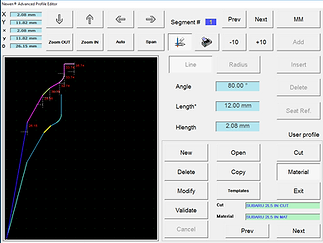
Ritning 3: Alla sätena är bearbetade enligt samma referenspunkt (W) , tillhörande referensplanen och på avstånd från ett fast mått (X) , vilket är samma som måttet (X) på ritning 1.
Dimensionen (Z) på ritning 2 är mängden mätare som är komprimerad och motsvarar en bearbetningsavstånd av värdet (Y) på ritning 2 i jämförelse med referenspunkten. Detta värde (Y) kan modifieras till ett givet och exakt värde med hjälp av den styrda numeriska styrningen (hiss, val av reparationsmått...) som kommer att ändra positionen för mätarens spets, och den senare kommer att återigen memoreras för att upprepas så många gånger som önskas.
Den kollapsade mängden (Z) av manometern är inte identisk med spindelns rörelsevärde, huvudsakligen på grund av den befintliga vinkeln mellan maskinspindeln och manometern. Dessutom är LVDT inte ett mätinstrument utan en positionsindikator.
NEWEN-systemet för Automatic Repetitive Depth Control™ garanterar identisk djupbearbetning med variationer som inte överstiger +/- en hundradels mm.
Det är det enda tillgängliga systemet i branschen för att garantera en automatisk bearbetning av sådan precision, oavsett cylinderhuvudets position i förhållande till cylinderhuvudets hållaranordning, med avseende på vinkeln på ventilstyrningarna och med avseende på rörelse av maskinens huvud.

FIXED-TURNING® OCH NUMERISKT KONTROLLERAD BEARBETNING
Topplocket, motorns neuralgiska centrum, samlar alla funktioner som bestämmer motorns kraft, flexibilitet och livslängd... Topplocket är centrum för motorutvecklare och reparationsspecialister. NEWEN, FIXED-TURNING® och den numeriska kontrollen ger oundvikliga och oersättliga lösningar på flera tekniska utmaningar som inte kan lösas med äldre och/eller traditionella teknologier.
FÖRBRÄNNINGSKAMMARVOLYM
Kamrarnas volym, deras värde i cm3 (kubikcentimeter eller CC) och deras överensstämmelse mellan varandra inom samma motor är en avgörande faktor för att varje cylinders effekt ska vara optimal och balanserad. Endast kammare som är helt lika i volym och form ska tillåta uteffektnivåer och harmonier som är nödvändiga för de förhöjda varvtalen hos högpresterande motorer (se "HCCI"-teknik i slutet av detta dokument). 
FIXED-TURNING® och den NEWEN numeriska styrningen möjliggör bearbetning med mycket hög precision. Ventilsäten och deras specifika profiler (intag och avgas) kan dupliceras inom 1/100 mm (0,01 mm eller 0,00039”), styrs bearbetningsdjupen automatiskt med en elektronisk djupmätare och en kinematik med mycket hög precision.
De exakta volymerna av kamrarna garanteras av motsvarande former och helt identiska djup.
CYLINDERLUFTTÄTHET
Cylinderns omedelbara lufttäthet är avgörande för att motorn ska fungera optimalt och för att nå höga hastigheter.
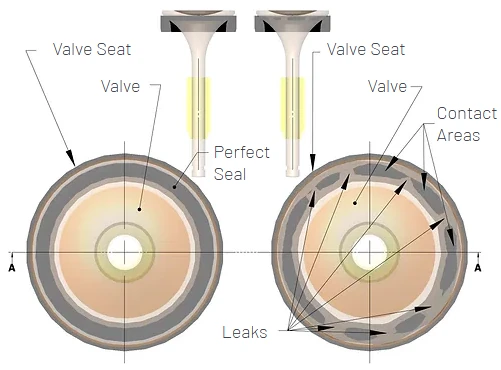 Metall-till-metall-kontakten mellan ventilen och ventilsätet måste vara komplett och perfekt för att säkerställa denna svåra lufttäthetsfunktion. Bortsett från kvaliteten på materialen som accepterar förhöjda hastigheter, är metall-till-metall-kontakten mellan ventilen och ventilsätet det absoluta villkoret för att uppnå en perfekt och varaktig lufttäthet hos cylindern.
Metall-till-metall-kontakten mellan ventilen och ventilsätet måste vara komplett och perfekt för att säkerställa denna svåra lufttäthetsfunktion. Bortsett från kvaliteten på materialen som accepterar förhöjda hastigheter, är metall-till-metall-kontakten mellan ventilen och ventilsätet det absoluta villkoret för att uppnå en perfekt och varaktig lufttäthet hos cylindern.
Den perfekta formöverensstämmelsen mellan ventilen och ventilsätet tillåts av total respekt för geometrierna (former, vinklar, ytfinish...) hos de två ytorna i kontakt.
Endast den höga precisionsbearbetningen av ventilerna och ventilsätena gör det möjligt att uppnå denna väsentliga överensstämmelse. Klappning av ventilerna, som blev obligatoriskt tidigare på grund av bristen på precision i bearbetningen av ventilsätena och ventiler, är strikt förbjuden för att få lufttäthetsnivåerna och hållbarheten hos nämnda lufttäthet.
NEWEN, FIXED-TURNING® och dess numeriska styrning gör det möjligt att bearbeta ventilsäten som uppvisar en formdefekt (cirkuläritet) i storleksordningen 3µm (eller 0,003 mm eller 0,000118”) eller mindre beroende på bearbetat material. OEM-tillverkare kräver cirkulära defekter som inte överstiger 5 till 6 µm både för ventilsäten och ventiler.
NEWEN FIXED-TURNING® och dess numeriska kontroll gör det möjligt att justera vinklar en hundradels grad åt gången . Det är därför lätt att justera vinklarna på ventilsätena och ventilerna för att erhålla en perfekt och varaktig lufttäthet, utan att ge efter för den destruktiva frestelsen att lappa och följaktligen att deformera formerna på dessa delar.
NEWEN FIXED-TURNING®-maskinernas ventilsäten är perfekt runda, med mycket exakta vinklar och lufttätheten är perfekt för många timmars användning.
Bearbetningen med ett formverktyg kan inte garantera exakta vinklar och perfekt runda säten, därav nödvändigheten att ventilera. Ett drag som kommer att leda till en kortlivad lufttäthet och som avsevärt ska minska prestandan.
JUSTERING OCH KOAXIALITETER Förhöjda motorvarvtal, snabba accelerationer och retardationer är möjliga tack vare minskningen av massorna i rörelse med högpresterande ventilåterkallningsmekanismer. Men alla dessa prestanda är endast möjliga tack vare en drastisk minskning av friktionerna och förstärkning av delar i rörelse, ventiler, kamskopor, insugskam... utan att glömma den kontrollerade funktionen hos ventilåterkallningssystemet.
Förutom att ventilerna och ventilsätena är cirkulära, ska koaxialiteten hos ventilstyrningarna, ventilerna, kamskoporna och kammarna tillåta rörelse av alla dessa delar samtidigt som man eliminerar:
- parasitiska friktioner
- glidningen av ventilhuvudena på sitt säte
- stagningen av kamskoporna i deras respektive hus.
Tvärtemot allmänt accepterade idéer är det inte möjligt att kontrollera koncentriciteten mellan ett ventilsäte och en ventilstyrning genom att tvinga en gängad pilot i en styrning och använda denna pilot som ett stöd för en koncentricitetsmätare. Det är ännu mer osannolikt att använda samma teknik för att tillåta ett verktyg att borra ett kamskop-hålhus koncentriskt med ventilstyrningen, det väsentliga villkoret för att motorn ska fungera bra.
Kinematiken hos NEWEN FIXED-TURNING® inkluderar en hydraulisk centrering av centreringspiloterna som gör att bearbetningsspindeln kan centreras med en defekt som inte överstiger några mikron (µ= 0,001 mm = .000039”).
FIXED-TURNING®-piloten begränsar inte ventilstyrningen och tar hänsyn till ventilstyrningarnas bearbetningsfel. På samma sätt ska bearbetningen av ett kamskophålshus respektera kamskopans styraxel.
Bearbetning med FIXED-TURNING® garanterar att ventilsätet, ventilstyrningen och kamskopans hålhus ska ha en och samma axel, ska vara perfekt inriktade och att delarna ska kunna röra sig med högsta hastighet utan att utsättas för friktioner och parasitbromsar som skulle omöjliggöra motorns funktion vid höga varvtal, med följden ett snabbt slitage och en uppenbar risk för mekaniska incidenter.
Bearbetningen av styrningarna, av ventilsätena och av kamskopans hålhus med FIXED-TURNING® garanterar en ultrasnabb funktion av motorn, i kombination med de komponenter som används, titanlegeringsventiler, specialfjädrar, speciella ventilsäten... utan risk för lufttäthetsdefekter, parasiter i funktionen genom friktioner och oljefilmsbrott. Panik från ventiler som inte kan följa förhöjda regimer ska också undvikas.
NEWEN FIXED-TURNING® är ett bearbetningskoncept som har utvecklats för att återställa bearbetningsdefekter inom värden uttryckta i mikron och inte längre i hundradelar av en millimeter.
Precisionen i koaxialiteterna tillåter höga regimer och en optimal funktion av motorn.
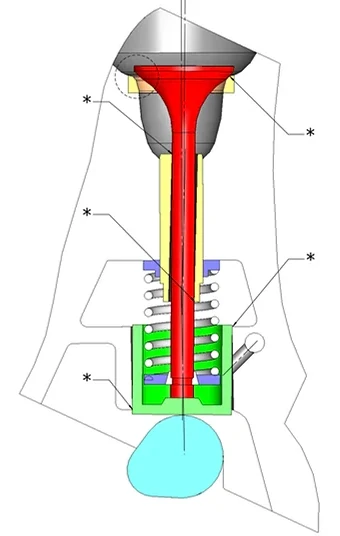
Koaxialitetsdefekten hos axlarna orsakar områden med förhöjda frinktioner* som kommer att bromsa olika delars rörelse, som kommer att förstöra cylindrarnas lufttäthet och som kommer att leda till fastnar samtidigt som motorns rotationshastigheter drastiskt begränsas. ovan accentueras av en obalans mellan cylindrarna mellan varandra. Varje obalans är orsaken till mekaniska begränsningar på delarna i rörelser, begränsningar som kommer att resultera i ett för tidigt slitage av nämnda delar.
AVGASPROFILER
Efter explosionen av blandningen (bränsleförbränningsmedel) fyller restgaser från förbränningen upp cylindern och måste evakueras genom avgaskanalerna, stötas ut av kolven som kommer tillbaka upp mot sin högsta punkt. Avgasventilen ska stängas successivt innan kolven går ner igen och suger upp lite ny blandning igen under processen. Denna stängningsperiod är kritisk för avgasventilen. Gaser som värms upp till en extrem temperatur lamineras dessutom mellan ventilsätet och ventilen som stängs.
Ventilsätet och ventilen utsätts för de laminerade gasernas nötning och temperaturen är då på sin höjd på ytorna som säkerställer kontakten och lufttätheten under några tusentals sekunder. För att denna kontakt inte ska motsvara en snabb nedbrytning av ytorna i kontakt, är det nödvändigt att dessa kontaktytor är optimala i ytan (mm2) och att deras former är komplementära (vinklar, cirkulärhet, ytfinish...).
1. Stegfria anslutningar med en form som gynnar turbulensfritt flöde av gaserna.
2. Sätesområdena breda och i linje med ventilen för ett stort motstånd mot gasernas nötningsförmåga.
3. Venturi för snabb expansion och acceleration av gaserna.
NEWEN FIXED-TURNING® tillåter bearbetning av avgasventilsäten som är tillräckligt stora för att inte deformeras, samtidigt som de har en vinkel så nära ventilens vinkel som möjligt. Den runda formen fri från facetter och vågor ska tillåta metall till metall kontakt på hela sitsens yta, vilket säkerställer ett bra termiskt utbyte, en perfekt lufttäthet och maximal tillförlitlighet.
FIXED-TURNING® gör det möjligt att bearbeta profiler med nästan obegränsade längder. Vi kan därför bearbeta avgaskanalen för att underlätta utsugningen av gaser och i synnerhet av venturis som gör det möjligt för gaser att släppa ut direkt efter att ha passerat sätet och följaktligen accelerera deras hastighet. Skarpa vinklar, steg, diameterskillnader som leder till turbulans och bromsning av gasflödet ska raderas och varje ledning (skål/bakvägg) ska vara optimerad och helt identisk med andra ledningar för en bättre hantering av motorns funktion.
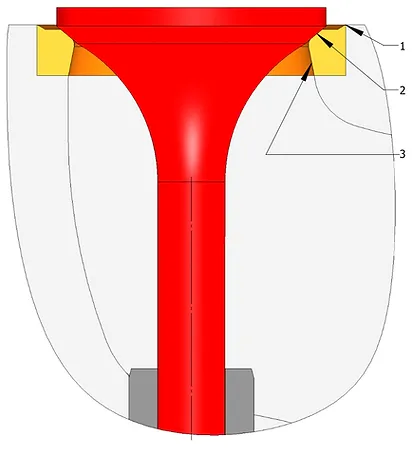
INTAGSPROFILER
Till skillnad från avgassäten och ventiler utsätts inte insugningssäten och ventiler för laminering av brinnande gaser och den efterföljande nötningen. Insugningsventilsätena måste tillåta att cylindern fylls så fullständigt som möjligt med en friskluft/bensinblandning som sugs upp genom att kolven sänks och eventuellt trycks in av en turbo och en kompressor.
Formen på ledningarna (skålarean) måste vara optimal för att tillåta ett maximalt flöde av gaserna, utan att generera parasitiska turbulanser. Själva sätets vinkel deltar i styrningen av den gasformiga blandningen och måste vara perfekt integrerad i ledningens allmänna form.
Beroende på formen på kamrarna ska profilerna som består av linjesegment och radier som är perfekt kopplade till varandra möjliggöra ett optimalt flöde av gaserna. Skarpa vinklar är förbjudna och en sammanhängande profil ska styra största möjliga gasvolym under den korta öppningen av ventilen. Den perfekta tätningen av ventilen ska möjliggöra en optimal förbränning och effekt samt en felfri tillförlitlighet.
Endast FIXED-TURNING® tillåter optimering av insugningsledningen från ventilstyrningen upp till cylinderkanten. En bearbetning med en perfekt bemästrad form ska utföras i en enda operation och upprepas identiskt för varje cylinder. Den ursprungliga bearbetningen av cylinderhuvudena utförs av en rad kompletterande bearbetningsoperationer, ventilsäteshus, säte, bearbetning av vinklarna... vilket automatiskt skapar ojämnheter som är skadliga för flödet av blickar. FIXED-TURNING® ger en kontinuerlig bearbetning, utan avbrott, av hela ledningen, inklusive ventilsätet, som ska bearbetas utan att utsättas för restriktioner för resten av bearbetningen. FIXED-TURNING® och den oavbrutna bearbetningen av ledningar och säten möjliggör en optimal fyllning av cylindrarna, en total regelbundenhet mellan cylindrarna och följaktligen en optimal effekt av motorn.
1. Profil uppbyggd av linjesegment och radier som optimerar styrningen av blandningen mot cylindern.
2. Säte perfekt runt och lufttätt med en vinkel som är perfekt anpassad till ventilernas.
3. Liten anti-turbulans länkradie.
4. Rörformer (Bowl) perfekt böjda och strikt identiska mellan varandra.
5. Råvara
6. Konstant och jämn profil av hela ledningen (skål), inklusive ventilens viloområde.
REGELBÄTNING I FLÖDET OCH BALANSERING AV CYLINDRERNA
Varje cylinder ger en proportionell del till motorns effekt och endast en perfekt likhet mellan den effekt som tillförs av varje cylinder ska möjliggöra en effektiv funktion av motorn vid höga varvtal.
Cylindrar med helt identiska beteenden ska göra det möjligt att få en motor fri från parasitära vibrationer och ska tillåta förhöjda varvtal.
NEWEN och FIXED-TURNING® tillåter kontinuerliga bearbetningar, regelbundna och liknande i alla punkter, från en ledning till en annan, från en motor till en annan. De mest sofistikerade formerna är tillåtna på platser där klassiska bearbetningsprocesser med formverktyg är kraftlösa och ineffektiva.
NEWEN tillåter perfekta ventilsäten och, följaktligen, en ökad effektivitet för varje cylinder samtidigt som den tillåter en exceptionell tillförlitlighet.
Respekten för de bearbetade djupen möjliggörs av två särdrag exklusiva för FIXED-TURNING®:
FIXED-TURNING® tillåter bearbetningar så små som en hundradels millimeter (0,00039”) på en hel profil, oavsett dess längd, samtidigt som den ger en perfekt geometri för sätet (cirkuläritet, vinkel, koncentricitet...)
den numeriska kontrollen på FIXED-TURNING® tillåter djupjusteringar inom + eller – 0,01 mm (1/100 mm) eller 0,00039”.
Kombinationen av dessa två exklusiva möjligheter gör det möjligt att få helt identiska förbränningskammare som ger motorn dess balans och dess kapacitet att "varva vid höga varvtal".
Dessa precisionsbearbetningskapaciteter som exklusivt garanteras av FIXED-TURNING® tillåter redan möjligheten att reparera framtida motorer som integrerar HCCI-teknologin (Homogeneous Charge Compression Ignition) som kommer att revolutionera bensinmotorn genom att göra den ren och mycket effektiv.
Som en påminnelse tillåter HCCI-tekniken att eliminera tändstift, på grund av behärskning av kompressionen av luft/bensinblandningen och därmed genom att bemästra en självantändning av den brännbara blandningen. Förbrukningen och effektvinsterna ska göra denna teknik oundviklig. Bearbetningen av cylinderhuvuden kommer att ge en stor del till precisionen av kamrarnas volymer och bearbetningsdjup. Endast bearbetningsprocesser som tillåter minimala och extremt exakta skärningar ska vara möjliga. FIXED-TURNING® är redan redo att möta denna nya utmaning.
Prestanda och tillförlitlighet går hand i hand med precision och numerisk kontroll.
FIXED-TURNING® före sin tid?
Nej, FIXED-TURNING® är precis i tid för att följa med motorspecialister som vill inte bli överträffade av tekniska utvecklingar.