OEM-underleverantörer, högpresterande specialister och motorombyggare måste ta hänsyn till och respektera exakta form- och dimensionstoleranser när de bearbetar ventilstyrningar och ventilsäten.
Med detta "hjälpminne" försöker NEWEN, i ett kort dokument avsett för produktionstekniker, samla de olika symboler och toleranstecken som vanligtvis används av OEM-tillverkare för att definiera deras krav när det gäller cylinderhuvudbearbetning och i synnerhet ventilstyrning och ventilsätesbearbetning.
NEWEN sammanför varje form och dimensionstolerans med direkta och indirekta incidenser på cylinderhuvudets funktion och tillförlitlighet, utan att försöka överförenkla eller denaturera de kombinerade effekterna av två eller flera parametrar.
Med detta dokument arbetar NEWEN med att fördöma allmänt accepterade idéer såväl som falska idéer, utbredda idéer som, på grund av sin enkelhet och felaktigheter, vilseleder motorombyggare och ändrar deras omdöme.
« När du kan mäta det du talar om och uttrycka det i siffror, vet du något om det; men när du inte kan mäta det eller uttrycka det i siffror, är dina kunskaper av ett magert och otillfredsställande slag.»
Lord KELVIN (1824-1907)
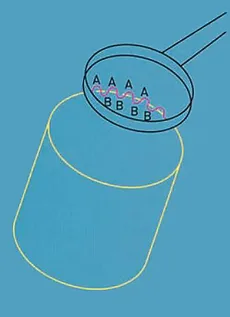
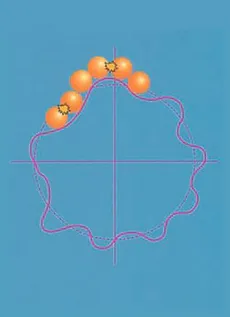
Varför mäta rundhet?
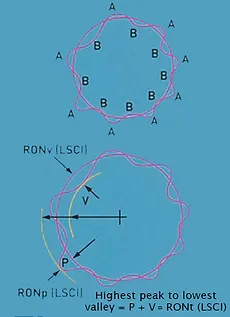
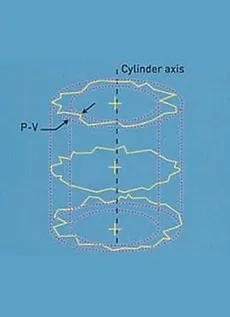
Komponenten kan se rund för ögat och uppenbarligen ha en konstant diameter när den mäts med en vernier eller mikrometer, men är den rund? Det är klart att lobingen kan påverka funktionen. Lober vid 'A' kommer att bära belastningen medan smörjfilmen kommer att vara störst vid 'B'.
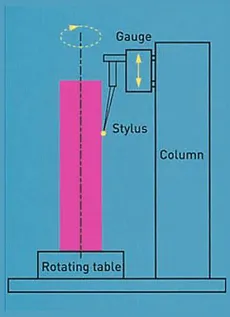
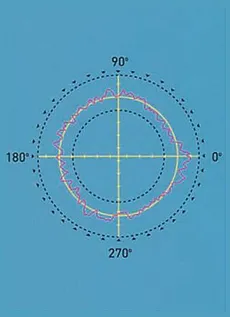
Hur mäts rundhet?
För att mäta rundhet krävs rotation, tillsammans med förmågan att mäta förändring i radie. Detta uppnås bäst genom att jämföra profilen för den komponent som testas med ett cirkulärt datum. Komponenten roteras på en mycket exakt spindel som ger den cirkulära referensen. Komponentens axel är i linje med spindelns axel, vanligtvis med hjälp av ett centrerings- och utjämningsbord. En givare används sedan för att mäta radiella variationer av komponenten med avseende på spindelaxeln.
Anledningen?
Lageret som visas här kan ha en bana som inte är riktigt cirkulär. Detta skulle förmodligen fungera under en kort tid, men vågorna runt denna lagerbana skulle börja orsaka vibrationer. Detta skulle resultera i för tidigt slitage och få loppet att prestera mindre effektivt än tänkt.
Resultat ?
Lageret som visas här kan ha en bana som inte är riktigt cirkulär. Detta skulle förmodligen fungera under en kort tid, men vågorna runt denna lagerbana skulle börja orsaka vibrationer. Detta skulle resultera i för tidigt slitage och få loppet att prestera mindre effektivt än tänkt.
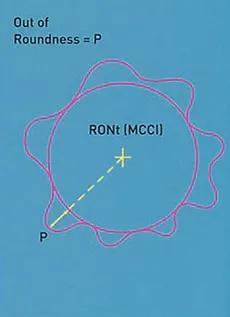
Det är bekvämt att representera out-of-roundness output från mätaren som en polär profil eller graf. Att utvärdera denna bildrepresentation kan vara subjektivt och tidskrävande, därför behöver vi några sätt att bearbeta informationen för att ge oss korrekta och repeterbara svar. Eftersom vi försöker bedöma avvikelser från verklig cirkuläritet och kräver en referens för att mäta, är det vettigt att försöka anpassa en referenscirkel till vår profil och relatera alla våra beräkningar till den.
The Least Squares Reference Circle (LSCI)
En linje eller siffra är anpassad till alla data så att summan av kvadraterna för avgången av data från den linjen eller siffran är ett minimum. Detta är också linjen som delar upp profilen i lika minimiområden.
LSCI är den mest använda referenscirkeln. Orundheten uttrycks sedan i termer av den maximala avvikelsen för profilen från LSCI. dvs högsta toppen till lägsta dalen.
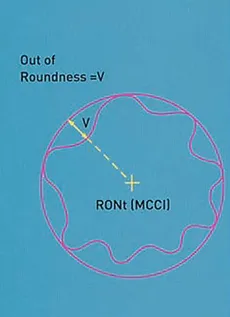
Minimum Circumscribed Circle (MCCI)
Definierat som cirkeln med minsta radie som kommer att omsluta profildata. Orundheten ges sedan som den maximala avvikelsen (eller dalen) för profilen från denna cirkel. Kallas ibland för ringmätarreferenscirkeln.
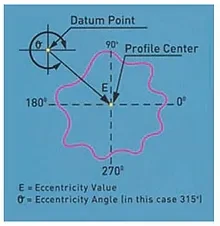
 = Excentricitet (ECC)*
= Excentricitet (ECC)*
Detta är termen som används för att beskriva läget för mitten av en profil i förhållande till någon referenspunkt. Det är en vektorkvantitet genom att den har storlek och riktning. Storleken på excentriciteten uttrycks enkelt som avståndet mellan profilens centrum och referenspunkten. Riktningen uttrycks som en vinkel från referenspunkten.
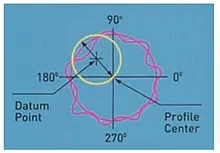
 = Koncentrisitet (CONC)*
= Koncentrisitet (CONC)*
Detta liknar excentricitet men har bara en storlek och ingen riktning. Koncentriciteten definieras som diametern på cirkeln som beskrivs av profilcentrum när den roteras runt referenspunkten. Det kan ses att koncentricitetsvärdet är dubbelt så stort som excentriciteten.
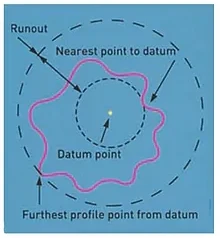
 = Runout (Runout)*
= Runout (Runout)*
Kallas ibland för TIR (Total Indicated Reading). Runout definieras som den radiella separationen av två koncentriska cirklar centrerade på referenspunkten och ritade så att den ena sammanfaller med den närmaste och den andra sammanfaller med den längsta punkten på profilen.
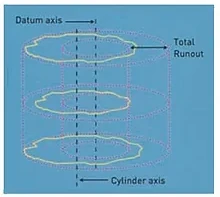
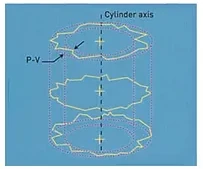
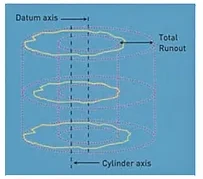
 = Total runout (Total runout)*
= Total runout (Total runout)*
Total runout definieras som minsta radiella separation mellan två koaxiella cylindrar, som är koaxiella med en referensaxel och som helt omsluter den uppmätta ytan.
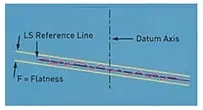
 = Planhet (FLTt)*
= Planhet (FLTt)*
Ett referensplan monteras och planheten beräknas som topp till dalavgång från det planet. Antingen LS eller MZ n användas
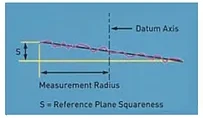
 = Fyrkantighet (SQR)*
= Fyrkantighet (SQR)*
Efter att ha definierat en axel är fyrkantsvärdet den minsta axiella separationen mellan två parallella plan som är vinkelräta mot referensaxeln och som helt omsluter referensplanet. Antingen LS eller MZ kan användas.
 = Cylindricitet (CYLt)*
= Cylindricitet (CYLt)*
Minsta radiella separation av 2 cylindrar, koaxiellt med den monterade referensaxeln, som helt omsluter mätdata. Antingen LS-, MZ-, MC- eller Ml-cylindrar kan användas.
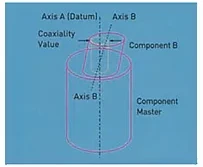
= Koaxialitet (Coax ISO)*
Diametern på en cylinder som är koaxiell med referensaxeln och kommer bara att omsluta axeln för cylindern som hänvisas till för koaxialitetsutvärdering.
= Koaxialitet (Coax DIN)*
Diametern på en cylinder som är koaxiell med referensaxeln och som bara kommer att omsluta centoiderna (LS-centrum) för de plan från vilka cylinderaxeln som hänvisas till för koaxialitetsutvärdering beräknas.
Funktionen för "trio"-ventilstyrningen, ventilsätet och ventilen är att skapa en perfekt, oändligt förnyad och pålitlig lufttäthet för motorns gasflöde.
En metallisk kontakt mellan två ytor måste utgöra en pålitlig och lufttät passage efter hundratals miljoner på varandra följande öppning och stängning av ventilerna.
De två ytorna i kontakt, dvs. ventilsätets yta på ventilen och den på själva sätet, måste ha liknande egenskaper och måste vara nära perfektion.
Formerna på ovan nämnda ytor måste vara helt identiska och helt kompletterande.
Den enda form som kan uppnås med precision och på ett repetitivt sätt för att uppfylla denna funktion är cirkeln.
I samband med andra parametrar visar sig cirkulariteten, dvs noggrannheten i formen av cirklarna som utgörs av ventilsätet och själva ventilen, vara det huvudsakliga och ovillkorliga villkoret för en god lufttäthet mellan ventilen och ventilen. plats.
Cirkularitet, cylindricitet, ytfinish, vinklar är alla föremål för allt strängare toleranser.
Ventilstyrning
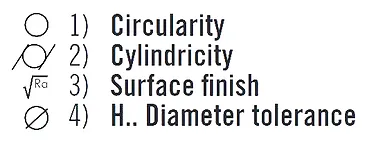
Ventilstyrningen är referensen, som beror på placeringen av ventilsätets reparationsbearbetningsoperation, av styrningen av en del av ventilsätets överensstämmelse (koncentricitet) och, naturligtvis, styr den ventilen i dess rörelser. Kvaliteten på en ventilstyrning definieras i huvudsak av 4 parametrar:
För att säkerställa en perfekt styrning av ventilen är cylindriciteten och toleransen på diametern avgörande. Goda geometriska egenskaper gör att ventilstyrningen kan positionera ventilen med precision under lång livslängd.
En viktig defekt i styrningen av ventilen, vidare till en dålig bearbetning av en ventilstyrning – utanför toleranserna, kommer att leda till för tidig deformation och slitage av ventilsätet och en snabb förlust av motoreffekt.
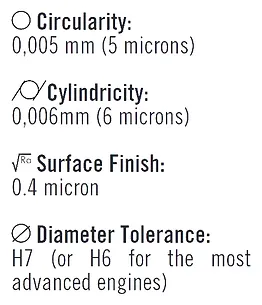
De toleranser som vanligtvis krävs av OEM-tillverkare för nuvarande motorer är:
Ovanstående toleranser, svåra att erhålla och respekterade av stora serietillverkare, är ännu mer komplicerade att garantera vid reparation. Underlåtenhet att uppfylla dessa kvalitetsnivåer kommer att göra bearbetningen av ventilsätena ännu mer känslig.
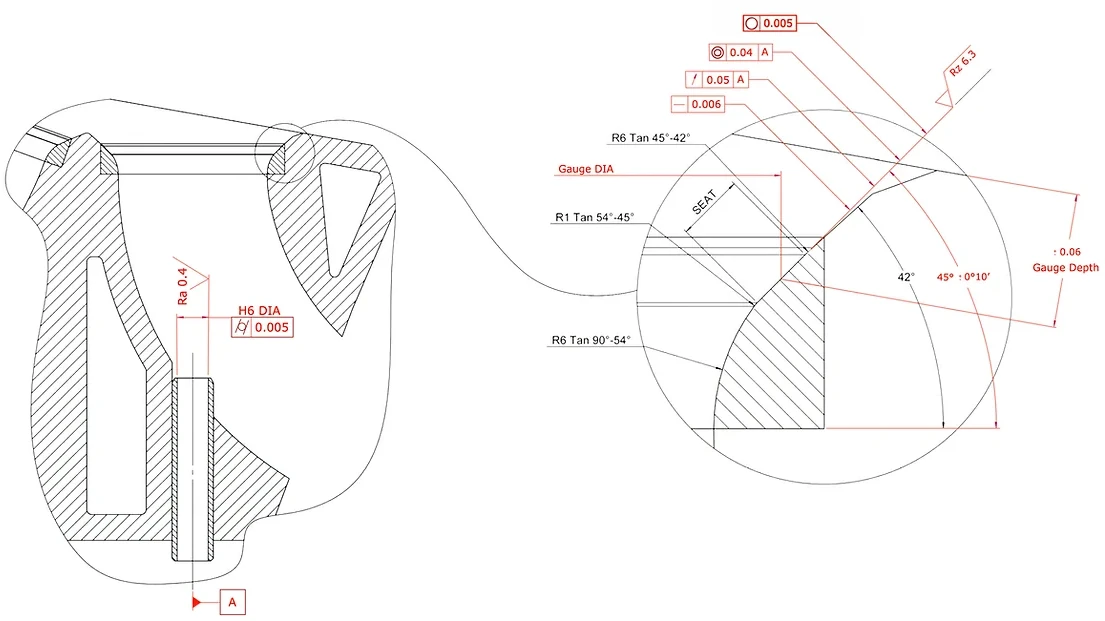
Ventilsäten och ventiler
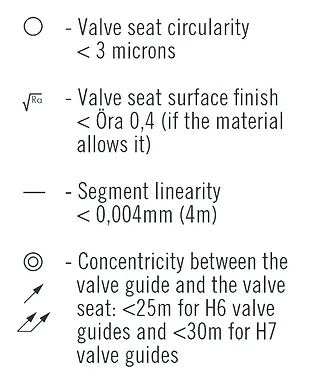
Med tanke på vikten av precisionen hos de ytor som kommer att vara i kontakt och som, på grund av deras komplementaritet, kommer att säkerställa en perfekt lufttäthet, skärper OEM-tillverkarna formtoleranserna för säteskonerna.
Linjäriteten hos sätesvinkelsegmentet och dess cirkuläritet toleranseras med värdeskillnader som inte överstiger några mikrometer (< 10 mikron). Ra- och Rz-värden som definierar ytfinishen på ventilsätet och även mycket tätt och det minsta skrammelmärket eller vågformningen av sätet, ger ett säte som är utanför tolerans och oacceptabelt.
De toleranser som tillämpas på begreppet koncentricitet, utlopp eller dubbelt utlopp mellan ventilstyrningens axel och ventilsätets axel är också mycket viktiga men håller sig ändå inom värden som är relativt lätta att garantera.
I allmänhet anses koncentricitetsdefekt/runout i storleksordningen 0,05 mm (.002”) vara acceptabelt. Alla dessa toleransvärden skärps avsevärt med tillämpningen av en koefficient som kallas "Cpk" som utfärdats av de regler som gäller för företag som är certifierade enligt ISO/TS16949 och minskar avsevärt toleransvärden genom användning av maskiner som kan garantera hög kvalitet.
Detta tillvägagångssätt med målet att garantera kvalitet är möjlig eftersom mänskliga fel undviks så mycket som möjligt tack vare användningen av numeriska system som utlöser och kontrollerar mekanismer som alltid ger bättre prestanda.
NEWEN FIXED-TURNING® kommer inom logiken i den utvecklade och högpresterande mekaniska principen, styrd och styrd med en unik högpresterande numerisk styrning.
FIXED-TURNING® tillhandahåller och garanterar:
Denna kvalitetsnivå är den högsta idag och är tillgänglig för alla som bearbetar ventilsäten, från den minsta motorombyggaren till de största produktionsanläggningarna som använder NEWEN FIXED-TURNING®.
Slutligen, NEWEN FIXED-TURNING® är ett pålitligt och konsekvent produktionssätt, ekonomiskt och flexibelt, som gör det möjligt att ta hänsyn till de mest allvarliga Cpk samtidigt som man kontrollerar sin vinst.
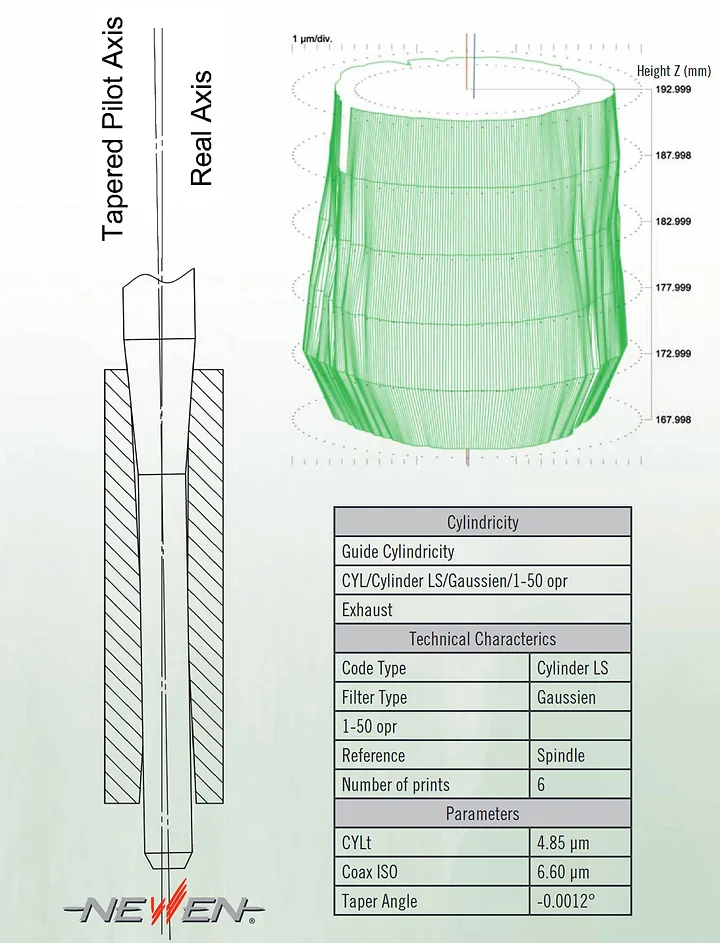
Traditionella mätanordningar är inte tillräckliga för att exakt styra ventilsäten och ventilstyrningar bearbetade med NEWEN® FIXED-TURNING®-maskiner.
NEWEN® har utrustat sig med en TALYROND 365XL styrmaskin, speciellt utformad och dedikerad för mätning av former, koaxialiteter, ytfinish...
Denna maskin vars upplösning är 1/100 av en mikron gör det möjligt att automatiskt kontrollera alla geometriska parametrar som definierar kvaliteten på en styrning och ett ventilsäte: cirkuläritet, koncentricitet, utlopp, cylindricitet, segmentlinjäritet, vinklar, ytfinish... Kontrollrapporterna och graferna som är resultatet av testerna är otvivelaktigt erkända av kontrollavdelningarna hos de mest prestigefyllda OEM-tillverkare.
NEWEN testar kontinuerligt det arbete som produceras av de maskiner de tillverkar och visar kvalitet med faktiska åtgärder.
Liksom principen för en CNC-svarv är FIXED-TURNING ® bearbetning av ventilsäten och/eller valfri rotationsform genom interpolering av axlar.
Förutom att det är skärverktyget som snurrar och inte själva delen som bearbetas, tillåter maskinspindeln och bearbetningshuvudet att mycket enkelt bearbeta de svåraste och mest komplexa formerna oavsett kvaliteten på ventilsätesmaterialet. Medan det roterar, rör sig skärverktyget på sina x- och z-axlar för att beskriva den profil som ska bearbetas. Bearbetningen utförs i en riktning och antalet passeringar definieras automatiskt av programmet självt. Skärverktygets rörelse är optimerad enligt den faktiska formen på det råa ventilsätet. En standard triangulär fräs rör sig enligt vagnens axel och spindelns förskjutningsaxel. Det hela roterar runt C-axeln.
En kraftfull dator beräknar permanent verktygets optimala bana så att skäransträngningarna är regelbundna och reducerade till ett minimum. Varje enskild rakning räknat från en bråkdel av en sekund till en bråkdel av en sekund produceras på ett sådant sätt att inga fluktuationer i klippansträngningarna stör balansen och flexibiliteten hos spindeln.
Tack vare FIXED-TURNING ® uppnås perfekt ventilsätesbearbetning och en perfekt tätning mellan ventilsätet och dess ventil varje gång, första gången, utan att lappa.
Moderna kontroller, senaste teknik, effektiv, enkel, extremt användarvänlig, avlastar operatören från upprepade gester, minskar trötthet och frigör uppmärksamhet för viktiga operationer.
Interaktionen med maskinen är användarvänlig och enkel. Operatören behöver bara ange välbekanta dimensioner som ventilens diameter, välja en profil och maskinen kommer omedelbart att beräkna allt annat, inklusive alla grovbearbetnings- och finbearbetningspass.
Utöver precision, bortom bara användarvänlighet och ökad produktivitet, är FIXED-TURNING ® motsvarigheten till tusentals anpassade formverktyg, alla permanent förpackade i en enkel och prisvärd maskin.
Länge leve motorombyggnad.