เหตุใดจึงต้องวัดความกลม?
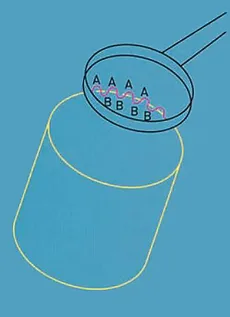
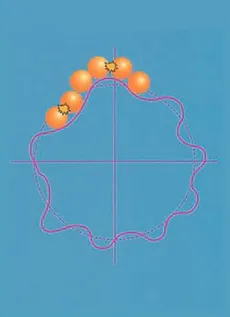
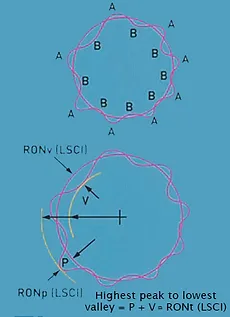
ส่วนประกอบอาจดูกลมเมื่อมองด้วยตา และเห็นได้ชัดว่ามีเส้นผ่านศูนย์กลางคงที่เมื่อวัดด้วยเวอร์เนียร์หรือไมโครมิเตอร์ แต่ว่ามันกลมจริงหรือไม่ เป็นที่ชัดเจนว่าการแบ่งแฉกสามารถส่งผลต่อการทำงานได้ แฉกที่ตำแหน่ง "A" จะรับน้ำหนักในขณะที่ฟิล์มหล่อลื่นจะมีขนาดใหญ่ที่สุดที่ตำแหน่ง "B"
ความกลมวัดได้อย่างไร?
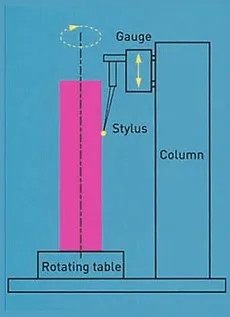
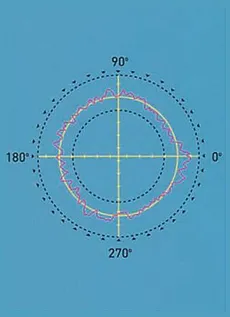
ในการวัดความกลม จำเป็นต้องมีการหมุนควบคู่กับความสามารถในการวัดการเปลี่ยนแปลงของรัศมี วิธีที่ดีที่สุดคือการเปรียบเทียบโปรไฟล์ของส่วนประกอบที่ทดสอบกับข้อมูลอ้างอิงแบบวงกลม ส่วนประกอบจะหมุนบนแกนหมุนที่มีความแม่นยำสูงซึ่งให้ข้อมูลอ้างอิงแบบวงกลม แกนของส่วนประกอบจะจัดตำแหน่งให้ตรงกับแกนของแกนหมุน โดยปกติจะใช้โต๊ะปรับศูนย์กลางและปรับระดับ จากนั้นจะใช้ตัวแปลงสัญญาณเพื่อวัดการเปลี่ยนแปลงในแนวรัศมีของส่วนประกอบเมื่อเทียบกับแกนของแกนหมุน
เหตุผล?
ตลับลูกปืนที่แสดงที่นี่อาจมีวงแหวนที่ไม่ได้เป็นวงกลมอย่างแท้จริง วงแหวนนี้น่าจะใช้งานได้เพียงช่วงสั้นๆ แต่การสั่นไหวรอบๆ วงแหวนตลับลูกปืนนี้จะเริ่มทำให้เกิดการสั่นสะเทือน ซึ่งจะทำให้เกิดการสึกหรอก่อนเวลาอันควรและทำให้วงแหวนทำงานได้ไม่เต็มประสิทธิภาพอย่างที่ตั้งใจไว้
ผลลัพธ์ ?
ตลับลูกปืนที่แสดงที่นี่อาจมีวงแหวนที่ไม่ได้เป็นวงกลมอย่างแท้จริง วงแหวนนี้น่าจะใช้งานได้เพียงช่วงสั้นๆ แต่การสั่นไหวรอบๆ วงแหวนตลับลูกปืนนี้จะเริ่มทำให้เกิดการสั่นสะเทือน ซึ่งจะทำให้เกิดการสึกหรอก่อนเวลาอันควรและทำให้วงแหวนทำงานได้ไม่เต็มประสิทธิภาพอย่างที่ตั้งใจไว้
สะดวกที่จะแสดงผลความไม่กลมของมาตรวัดเป็นโปรไฟล์หรือกราฟแบบโพลาไรซ์ การประเมินการแสดงภาพนี้อาจเป็นเรื่องส่วนตัวและใช้เวลานาน ดังนั้น เราจึงต้องใช้วิธีการประมวลผลข้อมูลบางอย่างเพื่อให้ได้คำตอบที่แม่นยำและทำซ้ำได้ เนื่องจากเราพยายามประเมินการเบี่ยงเบนจากความเป็นวงกลมที่แท้จริงและต้องการข้อมูลอ้างอิงในการวัด จึงสมเหตุสมผลที่จะพยายามปรับวงกลมอ้างอิงให้พอดีกับโปรไฟล์ของเราและเชื่อมโยงการคำนวณทั้งหมดของเราเข้ากับวงกลมดังกล่าว
วงกลมอ้างอิงกำลังสองน้อยที่สุด (LSCI)
เส้นหรือรูปทรงจะถูกกำหนดให้กับข้อมูลใดๆ โดยให้ผลรวมของกำลังสองของข้อมูลที่ออกจากเส้นหรือรูปทรงนั้นมีค่าน้อยที่สุด ซึ่งเส้นนี้จะเป็นเส้นที่แบ่งโปรไฟล์ออกเป็นพื้นที่น้อยที่สุดที่เท่ากัน
LSCI เป็นวงกลมอ้างอิงที่ใช้กันทั่วไปที่สุด ความโค้งมนจะแสดงในรูปของค่าเบี่ยงเบนสูงสุดของโปรไฟล์จาก LSCI กล่าวคือ จุดยอดสูงสุดไปยังจุดต่ำสุด
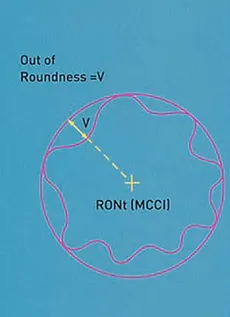
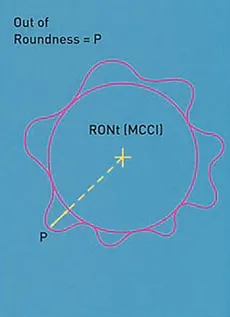
วงกลมล้อมรอบขั้นต่ำ (MCCI)
กำหนดให้เป็นวงกลมที่มีรัศมีต่ำสุดที่จะล้อมรอบข้อมูลโปรไฟล์ ความโค้งมนจะถูกกำหนดให้เป็นค่าการเคลื่อนออกสูงสุด (หรือมุมโค้ง) ของโปรไฟล์จากวงกลมนี้ บางครั้งเรียกว่าวงกลมอ้างอิงเกจวงแหวน
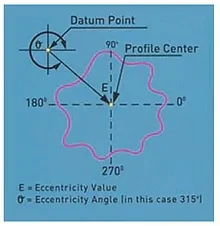
 = ความแปลกประหลาด (ECC)*
= ความแปลกประหลาด (ECC)*
นี่คือคำศัพท์ที่ใช้เพื่ออธิบายตำแหน่งของจุดศูนย์กลางของโปรไฟล์ที่สัมพันธ์กับจุดอ้างอิงบางจุด เป็นปริมาณเวกเตอร์ที่มีทั้งขนาดและทิศทาง ขนาดของความเยื้องศูนย์กลางแสดงเป็นระยะห่างระหว่างศูนย์กลางโปรไฟล์และจุดอ้างอิงอย่างง่าย ๆ ทิศทางแสดงเป็นมุมจากจุดอ้างอิง
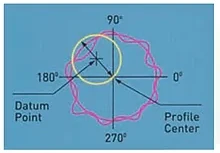
 = ความเป็นศูนย์กลาง (CONC)*
= ความเป็นศูนย์กลาง (CONC)*
คล้ายกับความเยื้องศูนย์กลาง แต่มีเพียงขนาดและไม่มีทิศทาง ความเยื้องศูนย์กลางถูกกำหนดให้เป็นเส้นผ่านศูนย์กลางของวงกลมที่อธิบายโดยศูนย์กลางของโปรไฟล์เมื่อหมุนรอบจุดอ้างอิง จะเห็นได้ว่าค่าความเยื้องศูนย์กลางมีค่าเป็นสองเท่าของความเยื้องศูนย์กลาง
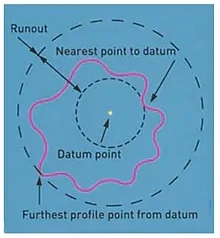
 = การวิ่งออก (รันเอาท์)*
= การวิ่งออก (รันเอาท์)*
บางครั้งเรียกว่า TIR (การอ่านค่ารวมที่ระบุ) การวิ่งออกหมายถึงการแยกรัศมีของวงกลมสองวงที่มีศูนย์กลางอยู่ที่จุดอ้างอิงและวาดขึ้นโดยให้วงหนึ่งตรงกับวงที่ใกล้ที่สุดและอีกวงหนึ่งตรงกับจุดที่ไกลที่สุดบนโปรไฟล์
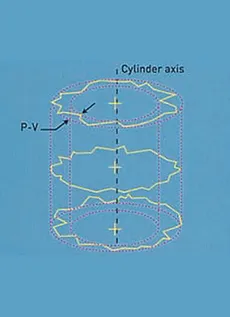
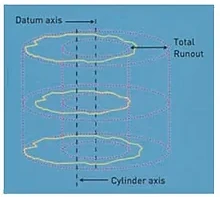
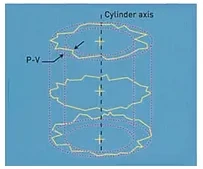
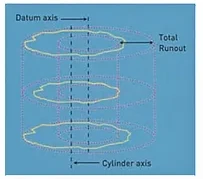
 = ค่าการวิ่งออกทั้งหมด (Total Runout)*
= ค่าการวิ่งออกทั้งหมด (Total Runout)*
ค่า Runout โดยรวมจะถูกกำหนดให้เป็นการแยกแนวรัศมีขั้นต่ำของกระบอกสูบแกนร่วมสองกระบอก ซึ่งเป็นแกนร่วมที่มีแกนอ้างอิงและล้อมรอบพื้นผิวที่วัดไว้อย่างสมบูรณ์
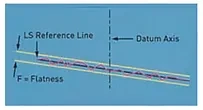
 = ความแบน (FLTt)*
= ความแบน (FLTt)*
ติดตั้งระนาบอ้างอิงและคำนวณความเรียบเป็นค่าจากจุดสูงสุดถึงหุบเขาจากระนาบนั้น ใช้ LS หรือ MZ n
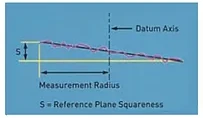
 = ความเป็นสี่เหลี่ยมจัตุรัส (SQR)*
= ความเป็นสี่เหลี่ยมจัตุรัส (SQR)*
เมื่อกำหนดแกนแล้ว ค่าความตั้งฉากคือระยะห่างขั้นต่ำของแกนขนานสองระนาบที่ตั้งฉากกับแกนอ้างอิงและล้อมรอบระนาบอ้างอิงทั้งหมด สามารถใช้ค่า LS หรือ MZ ก็ได้
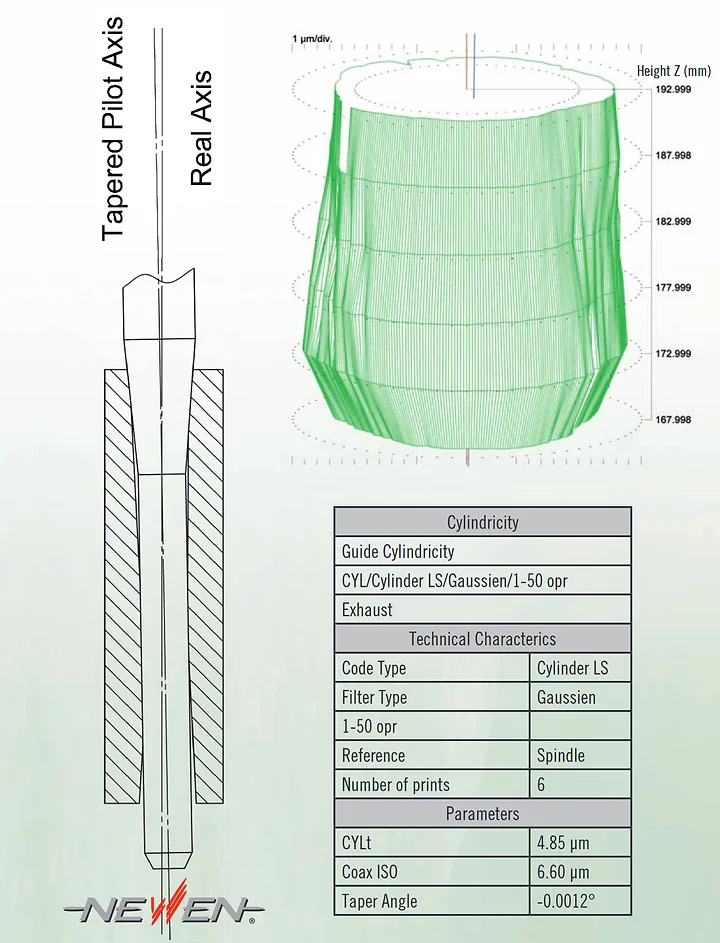
 = ความเป็นทรงกระบอก (CYLt)*
= ความเป็นทรงกระบอก (CYLt)*
การแยกรัศมีขั้นต่ำของกระบอกสูบ 2 ตัว โคแอกเซียลพร้อมแกนอ้างอิงที่เหมาะสม ซึ่งครอบคลุมข้อมูลที่วัดได้อย่างสมบูรณ์ สามารถใช้กระบอกสูบ LS, MZ, MC หรือ Ml ได้
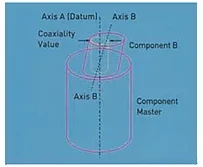
= ความร่วมแกน (Coax ISO)*
เส้นผ่านศูนย์กลางของกระบอกสูบที่อยู่ร่วมแกนกับแกนอ้างอิงและจะล้อมรอบแกนของกระบอกสูบที่อ้างถึงสำหรับการประเมินความร่วมแกน
= ความร่วมแกน (Coax DIN)*
เส้นผ่านศูนย์กลางของทรงกระบอกที่มีแกนร่วมกับแกนอ้างอิงและจะล้อมรอบจุดศูนย์กลางมวล (จุดศูนย์กลางมวล) ของระนาบที่ใช้คำนวณแกนของทรงกระบอกที่อ้างอิงสำหรับการประเมินแกนร่วม
หน้าที่ของ “ไตรโอ” ไกด์วาล์ว บ่าวาล์ว และวาล์ว คือ การสร้างความหนาแน่นของก๊าซในเครื่องยนต์ที่สมบูรณ์แบบ ไม่หยุดนิ่ง และเชื่อถือได้
การสัมผัสทางโลหะระหว่างพื้นผิวสองพื้นผิวจะต้องทำให้เกิดช่องทางผ่านที่เชื่อถือได้และปิดสนิทหลังจากเปิดและปิดวาล์วติดต่อกันหลายร้อยล้านครั้ง
พื้นผิวทั้งสองที่สัมผัสกัน นั่นคือพื้นผิวที่นั่งวาล์วของวาล์วและพื้นผิวของที่นั่งจริงนั้นเอง จะต้องมีคุณสมบัติคล้ายคลึงกันและจะต้องใกล้เคียงความสมบูรณ์แบบ
รูปร่างของพื้นผิวที่กล่าวข้างต้นจะต้องเหมือนกันทุกประการและเสริมกันอย่างสมบูรณ์แบบ
รูปทรงเดียวเท่านั้นที่สามารถสร้างได้อย่างแม่นยำและซ้ำๆ กันเพื่อให้บรรลุหน้าที่นี้คือวงกลม
เมื่อเปรียบเทียบกับพารามิเตอร์อื่นๆ แล้ว ความเป็นวงกลม หรือความแม่นยำของรูปร่างวงกลมที่ประกอบขึ้นจากที่นั่งวาล์วและวาล์วเอง กลายเป็นเงื่อนไขหลักและเป็นสิ่งสำคัญอย่างยิ่งต่อการมีความหนาแน่นของอากาศที่ดีระหว่างวาล์วและที่นั่งวาล์ว
ความเป็นวงกลม, ความเป็นทรงกระบอก, การตกแต่งพื้นผิว, มุม ล้วนได้รับการควบคุมอย่างเข้มงวดยิ่งขึ้น
ไกด์วาล์ว
ไกด์วาล์วเป็นตัวอ้างอิงซึ่งขึ้นอยู่กับการวางตำแหน่งของการทำงานกลึงซ่อมแซมที่นั่งวาล์ว การควบคุมชิ้นส่วนให้มีความสอดคล้องกันของที่นั่งวาล์ว (ความศูนย์กลางร่วมกัน) และแน่นอนว่าเป็นตัวนำทางวาล์วในการเคลื่อนที่ คุณภาพของไกด์วาล์วนั้นกำหนดโดยพื้นฐานด้วยพารามิเตอร์ 4 ประการ:
เพื่อให้แน่ใจว่าวาล์วจะนำทางได้อย่างสมบูรณ์แบบ ความเป็นทรงกระบอกและความคลาดเคลื่อนของเส้นผ่านศูนย์กลางถือเป็นสิ่งสำคัญ คุณสมบัติทางเรขาคณิตที่ดีจะช่วยให้ไกด์วาล์วสามารถวางวาล์วได้อย่างแม่นยำตลอดอายุการใช้งานที่ยาวนาน
ข้อบกพร่องที่สำคัญประการหนึ่งในการนำวาล์ว ซึ่งเป็นผลมาจากการตัดเฉือนตัวนำวาล์วที่ไม่ดี หากเกินขีดจำกัดที่กำหนด จะทำให้เกิดการเสียรูปและการสึกหรอของที่นั่งวาล์วก่อนเวลาอันควร และส่งผลให้กำลังเครื่องยนต์ลดลงอย่างรวดเร็ว
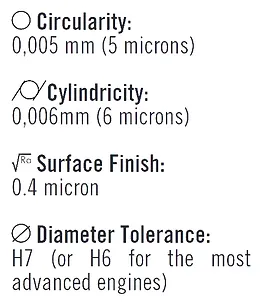
ค่าความคลาดเคลื่อนทั่วไปที่ OEM ต้องการสำหรับเครื่องยนต์ปัจจุบันมีดังนี้:
ความคลาดเคลื่อนดังกล่าวข้างต้นนั้นยากที่จะได้รับและเคารพโดยผู้ผลิตซีรีส์ใหญ่ และยังซับซ้อนกว่าในการรับประกันเมื่อต้องซ่อมแซมอีกด้วย การไม่เป็นไปตามระดับคุณภาพเหล่านี้จะทำให้การกลึงที่นั่งวาล์วมีความละเอียดอ่อนมากขึ้น
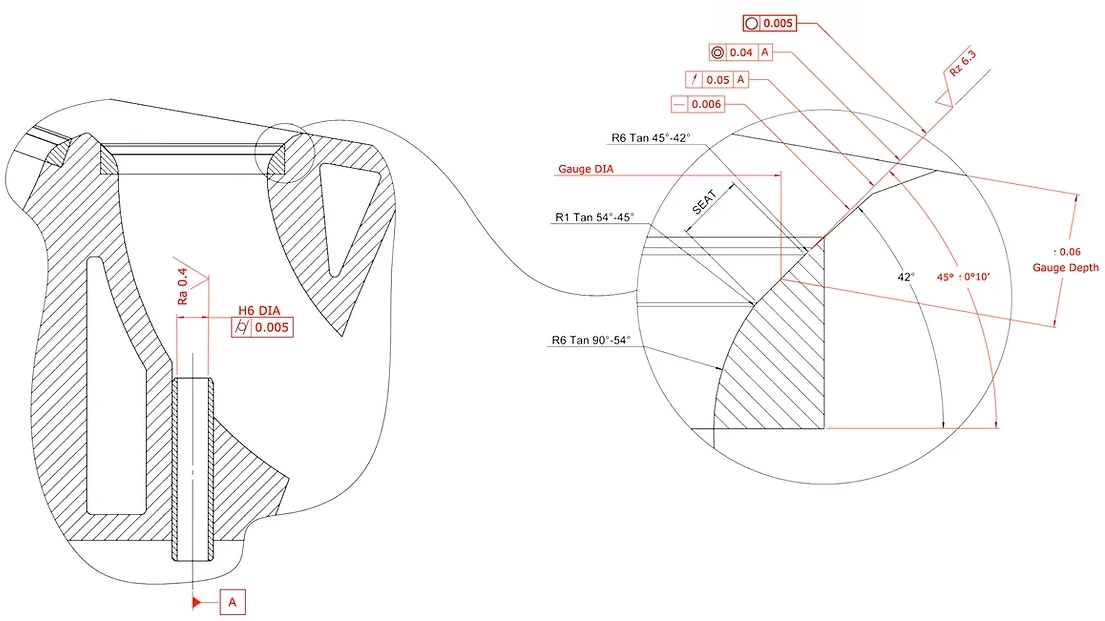
วาล์วที่นั่งและวาล์ว
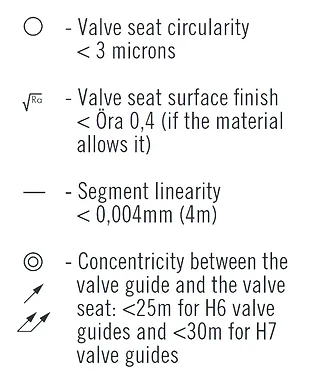
เมื่อคำนึงถึงความสำคัญของความแม่นยำของพื้นผิวที่จะสัมผัสกัน และด้วยคุณสมบัติที่เสริมกันของพื้นผิวแต่ละชิ้น จึงรับประกันการกันอากาศเข้าได้อย่างสมบูรณ์แบบ OEM จึงเพิ่มความคลาดเคลื่อนของรูปร่างของเรียวที่นั่งให้เข้มงวดยิ่งขึ้น
ความเป็นเส้นตรงของส่วนมุมที่นั่งและความเป็นวงกลมนั้นมีค่าคลาดเคลื่อนได้ไม่เกินไม่กี่ไมครอน (< 10 ไมครอน) ค่า Ra และ Rz จะกำหนดค่าความเรียบร้อยของพื้นผิวของที่นั่งวาล์ว และยังมีความแน่นมากและรอยสั่นหรือการเคลื่อนไหวที่เล็กที่สุดของที่นั่ง ส่งผลให้ที่นั่งอยู่นอกขีดจำกัดและไม่สามารถยอมรับได้
ความคลาดเคลื่อนที่ใช้กับแนวคิดของความเป็นศูนย์กลางร่วม ความคลาดเคลื่อนจากการพุ่งออกจากศูนย์กลาง หรือการพุ่งออกจากศูนย์กลางแบบคู่ระหว่างแกนของไกด์วาล์วและแกนของที่นั่งวาล์วนั้นก็มีความสำคัญเช่นกัน แต่ยังคงอยู่ในค่าที่รับประกันได้ค่อนข้างง่าย
โดยทั่วไป ข้อบกพร่องด้านความกลมศูนย์กลาง/การหลุดออกของชิ้นงานในระดับ 0.05 มม. (0.002 นิ้ว) ถือว่าเป็นที่ยอมรับได้ ค่าความคลาดเคลื่อนทั้งหมดนี้จะถูกปรับให้เข้มงวดยิ่งขึ้นอย่างจริงจังด้วยการใช้ค่าสัมประสิทธิ์ที่เรียกว่า "Cpk" ซึ่งออกโดยกฎที่บังคับใช้กับบริษัทที่ได้รับการรับรอง ISO/TS16949 และลดค่าความคลาดเคลื่อนลงอย่างมากด้วยการใช้เครื่องจักรที่สามารถรับประกันความสม่ำเสมอในคุณภาพที่ยอดเยี่ยม
แนวทางนี้ซึ่งมีวัตถุประสงค์เพื่อรับประกันคุณภาพเป็นไปได้เนื่องจากหลีกเลี่ยงข้อผิดพลาดของมนุษย์ได้มากที่สุดเนื่องจากใช้กลไกการควบคุมและการกระตุ้นระบบตัวเลข ส่งผลให้มีประสิทธิภาพเพิ่มมากขึ้นเสมอ
NEWEN FIXED-TURNING® มาพร้อมกับหลักการทางกลที่ได้รับการพัฒนาและประสิทธิภาพสูง ควบคุมด้วยระบบควบคุมเชิงตัวเลขประสิทธิภาพสูงที่ไม่ซ้ำใคร
FIXED-TURNING® ให้และรับประกัน:
ระดับคุณภาพนี้ถือเป็นระดับสูงสุดในปัจจุบัน และทุกคนสามารถเข้าถึงงานกลึงที่นั่งวาล์วได้ ตั้งแต่ผู้สร้างเครื่องยนต์รายเล็กไปจนถึงโรงงานผลิตขนาดใหญ่ที่สุดที่ใช้ NEWEN FIXED-TURNING®
สุดท้าย NEWEN FIXED-TURNING® เป็นวิธีการผลิตที่เชื่อถือได้และสม่ำเสมอ ประหยัดและยืดหยุ่น ช่วยให้คำนึงถึง Cpk ที่รุนแรงที่สุดได้พร้อมทั้งควบคุมผลกำไรของตนเองได้ด้วย