Mašinska obrada sjedišta ventila, jedan vijek evolucije i … rješenje!
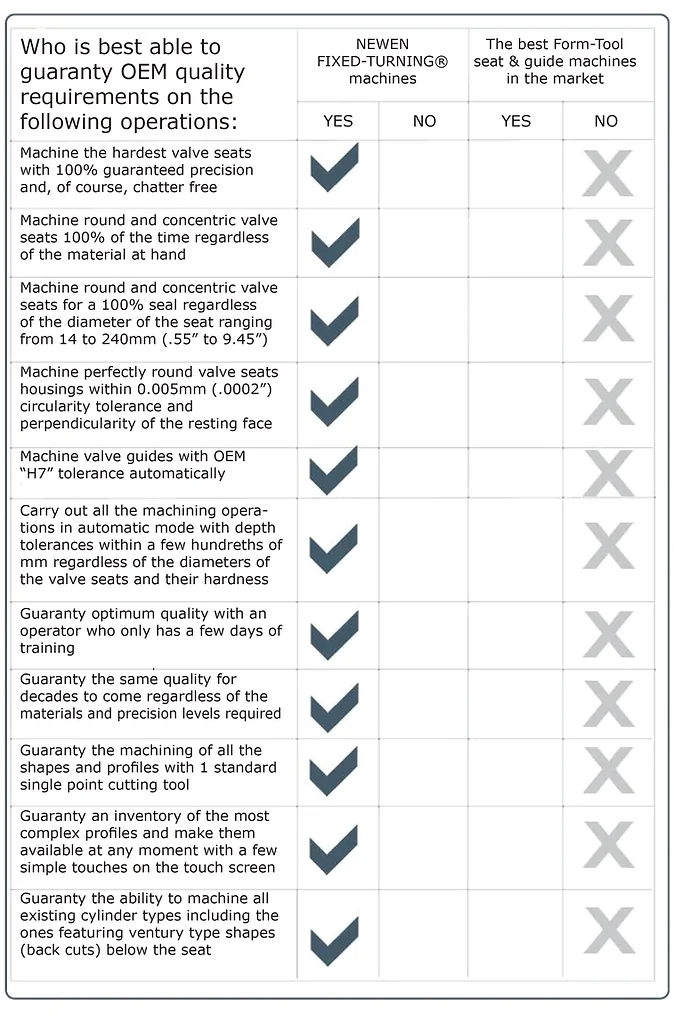
Prije
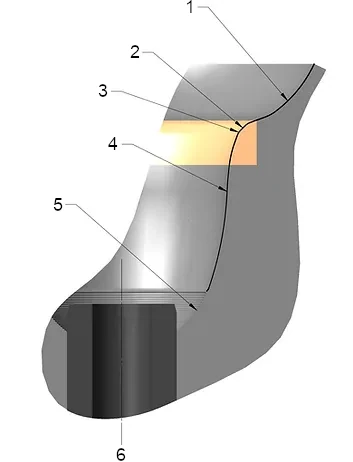
PLUNGING
i alat za oblikovanje karbida
Crtež 1
Chatter Marks
|
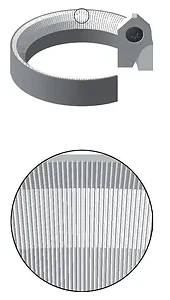
Crtež 2
Undulations
|
Preklapanje sedišta ventila od praha, ili nekih sedišta ventila od livenog gvožđa, dovodi do neizbežnih tragova cvokotanja. Tragovi brbljanja su veoma štetni za ventil jer gasovi izlaze kroz njih dok je ventil zatvoren.
Obrađeno sjedište ventila će se posljedično brzo deformirati i njegovo brtvljenje nikada neće biti adekvatno. Tragovi cvrčanja su rezultat toga što alati od karbida odvajaju veliku površinu materijala sa zrnatom strukturom od različitih materijala (kao što su metali u prahu, nodularni liveni gvožđe...).
Tradicionalna sedišta ventila obrađena tehnikom lappinga (alati za oblikovanje), svi prisutni talasi veličine stotih delova milimetara su direktan rezultat nepravilnih napora rezanja pri rotaciji od 360 stepeni. Rezultante promjenjivih napora rezanja prenose nepravilne sile na vretena stroja koja će se više ili manje savijati ovisno o stroju i davati nepravilne oblike. Ova pojava, dobro poznata operaterima ručnih mašina, nadoknađuje se, kada se pojave veliki vidljivi nedostaci, brzim i snažnim pritiskom na komandu vretena.
Gore navedeno rezultira značajnim naporima vretena i, iako može pomoći u izglađivanju malih nedostataka, nikako ne može ispraviti geometriju.
Ovi valovi, svojstveni samom principu obrade preklapanjem, imaju neupitne posljedice na zaptivanje ventila i zahtijevaju daljnje preklapanje svakog ventila na njegovom sjedištu ventila kako bi se dobilo prihvatljivo zaptivanje. Preklapanje ventila, koje su proizvođači motora i njihovi kupci do sada prihvatali iz nužde, odavno su zabranili proizvođači motora i svi koji traže minimalni kvalitet koji zahtijevaju današnje generacije motora.
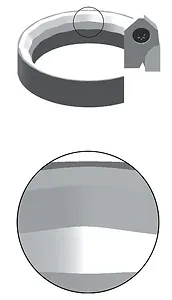
Sada
FIXED-TURNING®
i alat za jednu tačku
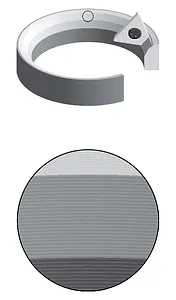
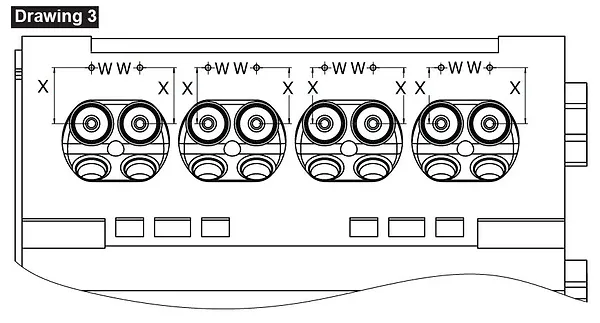
Crtež 3
Geometrijska preciznost
Obrada interpolacijom, FIXED-TURNING®, definitivno eliminiše sve nedostatke prikazane na crtežima 1 i 2.
Oznake mikro-brbljanja i valove je praktično nemoguće stvoriti. Mašinska obrada u jednoj tački ne dozvoljava stvaranje takvih defekata. Potrebno je samo razmotriti mašinsku obradu na strugu da biste se uvjerili.
Obrada sa alatom za struganje koji putuje po dvije interpolirane ose stvara kružni mikro-utor, savršeno okrugli. Dubina žlijeba i interval između 2 žljeba se kontroliraju numeričkom kontrolom stroja, što daje najfinije moguće završne obrade površine.
Slično kao i napori rezanja, značajno smanjeni (300 puta i više), defekti površinske obrade su svedeni na nivoe koji svrstavaju FIXED-TURNING® u sam vrh skala kvaliteta koje definišu vodeći OEM proizvođači.
Nova era, novi svijet mogućnosti...
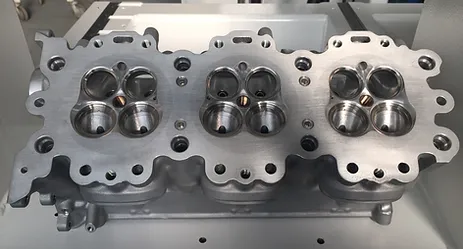
Obrada najtežih glava cilindra postiže se u roku od nekoliko minuta po sjedištu ventila za najduže profile, posebno napravljene da poboljšaju snagu motora. Obrada tradicionalnog "3-uglova" profila će se izvesti u roku od nekoliko sekundi.

Glave cilindara motocikala , najmanja sjedišta ventila u blizini i koja dolaze (smanjenje veličine, u srcu svih novih programa razvoja motora) mogu se obrađivati s najvećom lakoćom i optimalnom preciznošću motora konkurencije...
NEWEN® mašine omogućavaju svakom remonteru motora da se pozicionira kao specijalista za mašinsku obradu svih tipova motora. Preciznost koja se sistematski postiže korišćenjem FIXED-TURNING® mašina odnosi se na sve tipove motora, više ne morate da odbijate da se uključite u takvu ili takvu obradu na tom ili onom tipu glave cilindra, sve teške operacije obrade postaju izvor dodatne i značajne zarade.
Tržište visokih performansi , mehaničko tržište za slobodno vrijeme, je na dohvat ruke svakom remonteru motora opremljenom mašinom FIXED-TURNING®.
Sve preciznosti potrebne u Formuli 1 ili bilo kom drugom zahtjevnom mehaničkom sportu visokih performansi mogu se postići automatski i sistematski. Savršenstvo je zagarantovano.
High-Performance je rastuće i unosno tržište. Prestiž profesionalca na visokom nivou koji se uključi u ovu specijalnost sija na cijeloj njegovoj/njenoj kompaniji.
KOGENERACIJA, takođe poznata kao „kombinovana toplota i snaga (CHP)“, transformacija motora u prirodni gas i bio-goriva (etanol) zahteva brzu i preciznu mašinsku obradu provrta sedišta ventila i veoma tvrdih sedišta ventila.
Principi kogeneracije su odavno poznati i korišćeni u širokom spektru primena. Danas, napredak u tehnologiji klipnih motora na ultra čisti prirodni gas, izmjenjivača topline i kontrola sistema, čini kogeneraciju praktičnom i ekonomičnom za primjene u različitim veličinama.
Jedan aspekt proizvodnje energije koji je uticao na ovaj napredak je sve veća potreba za čistijom energijom. Strategije kontrole emisija koje omogućavaju da se motori sa unutrašnjim sagorevanjem na prirodni gas primenjuju za CHP i ICHM primene na nivoima jednakim ili manjim od trenutnih standarda velikih elektrana, dodatno su učinile kogeneraciju praktičnijom, ekonomičnijom i pristupačnijom za širi spektar komercijalnih i industrijskih aplikacije.
FIXED-TURNING® je idealan alat za ove usluge koje postaju jednostavne, brze, precizne i vrlo profitabilne.
Obraditi sva kućišta otvora bregaste kašike do prevelikih dimenzija kako bi se umetnule velike čahure u kućišta jednostavna je operacija, precizna i isplativa sa FIXED-TURNING®.
Kreirajte OFFSET profile po želji...

Obrada Venturisa (do 112 stepeni) za ubrzavanje brzine gasova.
Venturi: Otvoreni ugao ispod sedišta koji omogućava ubrzanje brzine izduvnih gasova kroz dekompresiju.

Mašina sa preciznošću svih vrsta vodilica ventila (liveno gvožđe, metali u prahu, bronza, bilo koje legure...). Razvrtajte vodilice ventila s najvećom preciznošću u samostalnom radu ili u kombiniranoj operaciji obrade sjedišta ventila.

Obradite sve precizne provrtove sjedišta ventila jednim istim reznim alatom. Priprema kućišta sedišta ventila u svim vrstama glava cilindra, od livenog gvožđa ili aluminijuma, precizan i profitabilan posao za sve profesionalce FIXED-TURNING®.



KOMATSU prirodni plin Glava cilindra Tvrdoća sjedišta ventila: 56/58HRC (573HB+ / 610HV50+)
- Korišteni umetak: FT-11-11
- Brzina rezanja: 180 m/min
- Način obrade: suho rezanje
- Ciklus rezanja: 28 sekundi po sjedištu
- Kružnost: 1µ do 2,40µ
- Završna obrada: 0,20Ra
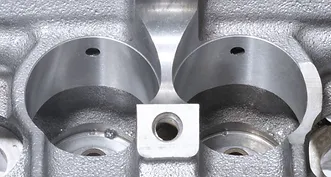
Još jedna NEWEN ekskluziva: strojna obrada kućišta svjećica.

Obrađivati sedišta dekompresorskih ventila Mercedes Actros , „to je dečja igra“.
FIXED-TURNING® i njegova numerička kontrola, to je mogućnost da se postigne nemoguće na profitabilan i ponavljajući način.
Tehnologija za sve.
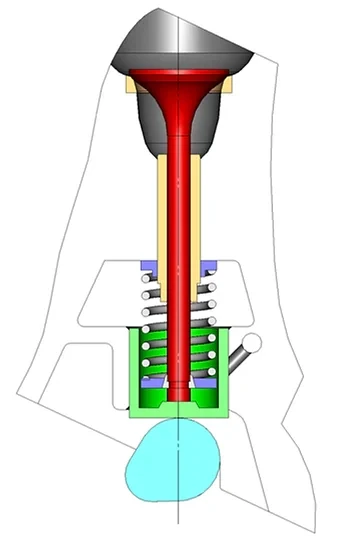
Sve NEWEN FIXED-TURNING® mašine, uključujući CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, opremljene su elektronskim sistemom za ponavljanje dubine reza sa preciznošću. sion. Ovaj sistem, koji je razvio NEWEN, nije merni sistem sam po sebi, već je zamišljen da omogući ponavljanje pozicije obrade sa preciznošću, uz nasumično referenciranje glave cilindra do mašine. Generalno, referenca za NEWEN sistem je plan zaptivača glave motora, koji se takođe koristi kao referenca za merenje dubine sedišta ventila. Također je moguće, korištenjem specifičnog alata, koristiti druge površine, kao što su kućišta bregastog vratila.
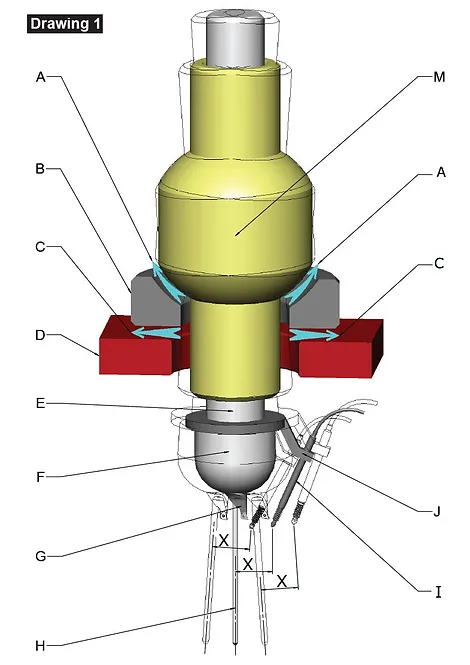
Elektronski linearni mjerač, LVDT, (I) je povezan s numeričkom kontrolom stroja. Ovisno o dubini savijenog vrha LVDT-a, mjerač šalje električni signal koji omogućava identifikaciju, s manje od jedne stotinke mm, položaj mjerača.
Ova pozicija se može zapamtiti. Jednom kada se pozicija memoriše, motor za dovod vretena se automatski zaustavlja kada se mjerač još jednom komprimuje u istom iznosu. Kao rezultat toga, oprema može obraditi sva sjedišta ventila na istoj dubini u odnosu na odabranu referentnu tačku.
Mjerač (I) ima fiksiran položaj u odnosu na osu pilota iu odnosu na omotač vretena na koji je pričvršćen. Ovaj fiksni položaj ostaje kada se vreteno kreće na svom zračnom jastuku (C) i/ili na svom sferičnom zračnom jastuku (A)
.
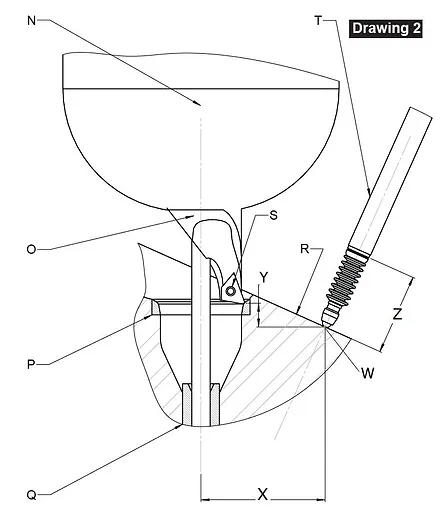
Crtež 3: Sva sjedišta su obrađena prema istoj referentnoj tački (W) , koja pripada referentnom planu i udaljena je od fiksne mjere (X) , koja je ista kao mjera (X) na crtežu 1.
Dimenzija (Z) na crtežu 2, je količina mjerne ploče koja je komprimirana i odgovara udaljenosti obrade vrijednosti (Y) na crtežu 2 u odnosu na referentnu tačku. Ova vrijednost (Y) se može modifikovati na zadatu i preciznu vrijednost korištenjem kontroliranih sredstava numeričke kontrole (lift, izbor popravnih dimenzija...) čime će se modificirati položaj vrha mjerača, a ovaj drugi će još jednom zapamtiti da se ponavlja onoliko puta koliko želite.
Složena količina (Z) mjerača nije identična vrijednosti hoda vretena u suštini zbog postojećeg ugla između vretena mašine i merača. Takođe, LVDT nije mjerni instrument već indikator položaja.
NEWEN sistem za Automatic Repetitive Depth Control™, garantuje identičnu obradu dubine sa varijacijama koje ne prelaze +/- stoti deo mm.
To je jedini sistem dostupan u industriji koji garantuje automatsku obradu takve preciznosti, bez obzira na položaj glave cilindra u odnosu na držač glave cilindra, u odnosu na ugao vođica ventila i u odnosu na hod glave mašine.

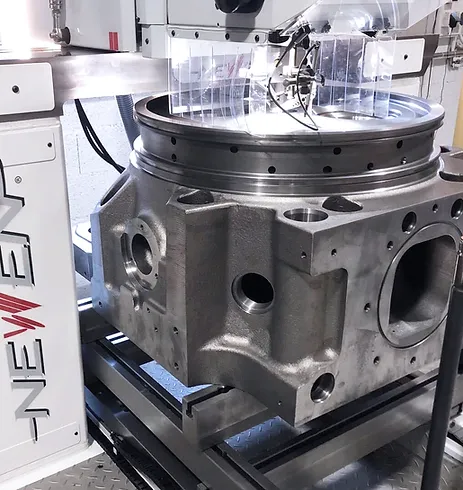
FIXED-TURNING® I NUMERIČKI KONTROLOVANA OBRADA
Glava cilindra, neuralgični centar motora, okuplja sve funkcionalnosti koje određuju snagu, fleksibilnost i dugovječnost motora... Glava cilindra je centar preokupacije programera motora i stručnjaka za popravke. NEWEN, FIXED-TURNING® i numerička kontrola donose nezaobilazna i nezamjenjiva rješenja za više tehničkih izazova koji se ne mogu riješiti starijim i/ili tradicionalnim tehnologijama.
VOLUME KOMORE ZA SAGOREVANJE
Zapremina komora, njihova vrijednost u cm3 (kubnim centimetrima ili CC) i njihova međusobna usklađenost unutar istog motora odlučujući je element za optimalnu i uravnoteženu snagu svakog cilindra. Samo komore savršeno slične zapremine i oblika moraju omogućiti nivoe izlaza i harmonije neophodne za povišene brzine motora visokih performansi (pogledajte “HCCI” tehnologiju na kraju ovog dokumenta).
FIXED-TURNING® i NEWEN numerička kontrola omogućavaju vrlo precizne operacije obrade. Sjedala ventila i njihovi specifični profili (usisni i izduvni) mogu se duplirati unutar 1/100 mm (0,01 mm ili 0,00039”), dubine obrade se kontroliraju automatski pomoću elektronskog mjerača dubine i kinematike vrlo visoke preciznosti.
Precizni volumeni komora zagarantovani su odgovarajućim oblicima i savršeno identičnim dubinama.
ZRAKA NEPROPUSNOST CILINDRA
Trenutna nepropusnost cilindra je neophodna za optimalno funkcioniranje motora i postizanje povišenih brzina.
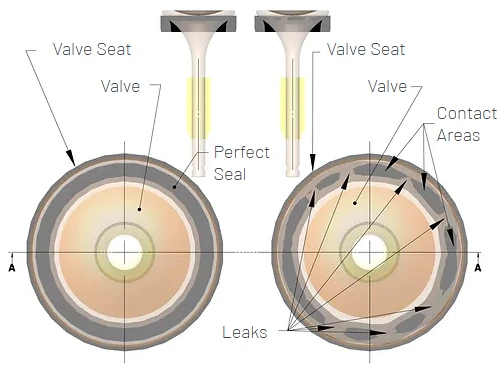 Kontakt metala s metalom između ventila i sjedišta ventila mora biti potpun i savršen kako bi se osigurala ova teška funkcija nepropusnosti zraka. Osim kvaliteta materijala koji prihvaćaju povišene brzine, kontakt metala s metalom između ventila i sjedišta ventila je sine qua none uslov za postizanje savršene i trajne nepropusnosti cilindra.
Kontakt metala s metalom između ventila i sjedišta ventila mora biti potpun i savršen kako bi se osigurala ova teška funkcija nepropusnosti zraka. Osim kvaliteta materijala koji prihvaćaju povišene brzine, kontakt metala s metalom između ventila i sjedišta ventila je sine qua none uslov za postizanje savršene i trajne nepropusnosti cilindra.
Savršeno podudaranje oblika između ventila i sjedišta ventila omogućeno je potpunim poštovanjem geometrije (oblika, uglova, završne obrade...) dviju površina u dodiru.
Samo visoka precizna obrada ventila i sjedišta ventila omogućava postizanje ove bitne korespondencije. Preklapanje ventila, koje je u prošlosti postalo obavezno zbog neprecizne obrade sjedišta ventila i ventila, strogo je zabranjeno da bi se postigli nivoi nepropusnosti i trajnost te nepropusnosti.
NEWEN, FIXED-TURNING® i njegova numerička kontrola omogućavaju mašinsku obradu sjedišta ventila koja predstavljaju defekt u obliku (kružnost) reda veličine 3µm (ili .003mm ili .000118”) ili manje u zavisnosti od materijala koji se obrađuje. OEM proizvođači zahtijevaju kružne defekte koji ne prelaze 5 do 6 µm i za sjedišta ventila i za ventile.
NEWEN FIXED-TURNING® i njegova numerička kontrola omogućavaju podešavanje uglova po stoti deo stepena . Zbog toga je lako podesiti uglove sjedišta ventila i ventila kako bi se postigla savršena i trajna nepropusnost zraka, a da se ne prepusti destruktivnom iskušenju preklapanja i, posljedično, deformiranja oblika ovih dijelova.
Sedišta ventila mašina NEWEN FIXED-TURNING® savršeno okrugla, sa vrlo preciznim uglovima i nepropusnost je savršena za višesatne upotrebe.
Obrada sa alatom za formu ne može garantovati precizne uglove i savršeno okrugla sjedišta, stoga je neophodno preklopiti ventile. Spoj koji će dovesti do kratkotrajne nepropusnosti zraka i značajno će smanjiti performanse.
RAVNANJE I KOAKSIJALNOSTI Povećani broj obrtaja motora, brza ubrzanja i usporavanja omogućeni su zahvaljujući smanjenju mase u kretanju pomoću mehanizama za opoziv ventila visokih performansi. Ali sve ove performanse su moguće samo zahvaljujući drastičnom smanjenju trenja i učvršćivanja delova u pokretu, ventila, bregastih kašika, usisnog brega... bez zaboravljanja kontrolisanog funkcionisanja sistema za povlačenje ventila.
Osim kružnosti ventila i sjedišta ventila, koaksijalnosti vodilica ventila, ventila, bregastih žlica i bregova će omogućiti kretanje svih ovih dijelova uz eliminaciju:
- parazitska trenja
- klizanje "glava" ventila na njihovom sjedištu
- učvršćivanje zupčastih kašika unutar njihovih odgovarajućih kućišta.
Suprotno općeprihvaćenim idejama, nije moguće kontrolisati koncentričnost između sjedišta ventila i vodilice ventila prisiljavanjem konusnog pilota unutar vodilice i korištenjem ovog pilota kao potpore za mjerač koncentričnosti. Još je nevjerovatnije koristiti istu tehniku kako bi se omogućilo alatu da probuši kućište otvora bregaste kašike koncentrično na vodilicu ventila, što je osnovni uvjet za dobre performanse motora.
Kinematika NEWEN FIXED-TURNING® uključuje hidrauličko centriranje pilota za centriranje koji omogućavaju centriranje vretena za obradu sa defektom koji ne prelazi nekoliko mikrona (µ= 0,001 mm = .000039”).
FIXED-TURNING® pilot ne ograničava vođicu ventila i uzima u obzir nesavršenosti u mašinskoj obradi vođica ventila. Na isti način, obrada kućišta otvora bregaste kašike mora poštovati osovinu vođenja zupčaste kašike.
Obrada sa FIXED-TURNING® garantuje da će sjedište ventila, vodilica ventila i kućište otvora bregaste kašike imati jednu istu os, da će biti savršeno poravnati i da će se dijelovi moći kretati najvećim brzinama bez izlaganja trenja i parazitskog kočenja koji bi onemogućili funkcionisanje motora pri visokim obrtajima, sa posljedicom brzog trošenja i očiglednim rizikom od mehaničkih incidenata.
Mašinska obrada vodilica, sjedišta ventila i kućišta otvora bregaste kašike sa FIXED-TURNING® garantuje ultra brzo funkcionisanje motora, u kombinaciji sa upotrijebljenim komponentama, ventilima od legure titana, specijalnim oprugama, posebnim sjedištima ventila… bez rizika od kvara nepropusnosti, parazitiranja u radu trenjem i pucanja uljnog filma. Također treba izbjegavati paniku ventila, koji ne mogu pratiti povišene režime.
NEWEN FIXED-TURNING® je koncept obrade koji je razvijen da vrati greške u obradi unutar vrijednosti izraženih u mikronima, a ne više u stotim dijelovima milimetra.
Preciznost koaksijalnosti omogućava visoke režime i optimalno funkcionisanje motora.
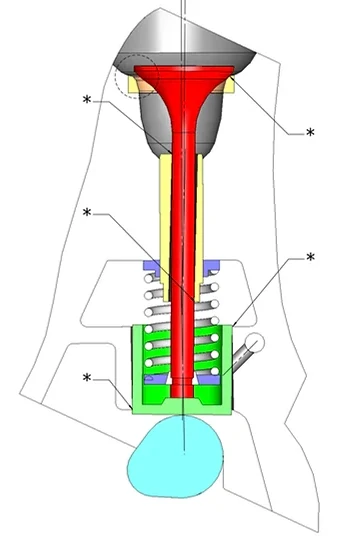
Defekt koaksijalnosti osovina uzrokuje područja sa povišenim rubovima* koja će usporiti kretanje raznih dijelova, što će uništiti nepropusnost cilindara i što će dovesti do zaglavljivanja uz drastično ograničavanje brzine rotacije motora, sve iznad je naglašen neuravnoteženošću cilindara među sobom. Svaka neuravnoteženost je izvor mehaničkih ograničenja na dijelovima u pokretima, ograničenja koja će rezultirati preranim habanjem navedenih dijelova.
IZDUVNI PROFILI
Nakon eksplozije smeše (gorivo-sagorevanje), zaostali gasovi iz sagorevanja popunjavaju cilindar i moraju se evakuisati kroz izduvne kanale, izbacujući ih klipom koji se vraća nazad prema svojoj najvišoj tački. Ispušni ventil će se postupno zatvarati prije nego što se klip ponovo spusti, aspirirajući svježu mješavinu ponovo u procesu. Ovaj period zatvaranja je kritičan za izduvni ventil. Plinovi zagrijani na ekstremnu temperaturu dodatno su laminirani između sjedišta ventila i ventila koji se zatvara.
Sjedalo ventila i ventil su podvrgnuti abrazivnosti laminiranih plinova i tada je temperatura na površini na visini koja će osigurati kontakt i nepropusnost zraka na nekoliko hiljada sekundi. Kako ovaj kontakt ne bi odgovarao brzoj degradaciji površina u kontaktu, potrebno je da ove kontaktne površine budu optimalne površine (mm2) i da im oblici budu komplementarni (uglovi, kružnost, završna obrada…).
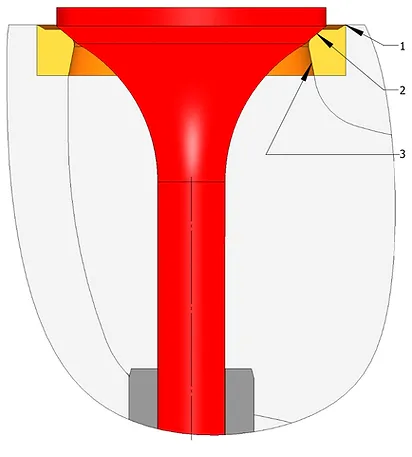
1. Priključci bez stepenica sa oblikom koji pogoduje strujanju gasova bez turbulencije.
2. Područja sjedišta široka i u skladu sa ventilom za veliku otpornost na abrazivnost plinova.
3. Venturi za brzo širenje i ubrzanje plinova.
NEWEN FIXED-TURNING® omogućava mašinsku obradu sjedišta izduvnih ventila dovoljno velikih da se ne deformiraju, dok imaju ugao što je moguće bliži onom ventila. Okrugli oblik bez faseta i talasa omogućit će kontakt metala s metalom na cijeloj površini sjedišta što će osigurati dobru toplinsku razmjenu, savršenu nepropusnost zraka i maksimalnu pouzdanost.
FIXED-TURNING® omogućava obradu profila sa kvazi neograničenim dužinama. Stoga možemo obraditi izduvni kanal kako bismo olakšali izvlačenje plinova i, posebno, venturisa koji će omogućiti oslobađanje plinova odmah nakon prolaska sjedišta i, posljedično, ubrzanje njihove brzine. Oštri uglovi, stepenice, razlike u prečniku koje dovode do turbulencija i usporavanja protoka gasova, treba da se obrišu, a svaki vod (posuda/zadnji zid) treba da bude optimizovan i savršeno identičan drugim cevima za bolje upravljanje funkcionisanjem motora.
PROFILI UNOSA
Za razliku od izduvnih sjedišta i ventila, usisna sjedišta i ventili nisu podvrgnuti slojevitosti zapaljenih plinova i habanju koje slijedi. Sjedala usisnih ventila moraju omogućiti što potpunije punjenje cilindra mješavinom svježeg zraka i benzina koja se usisava spuštanjem klipa i eventualno potiskuje djelovanjem turbo motora i kompresora.
Oblik vodova (površina posude) mora biti optimalan da omogući maksimalan protok gasova, bez stvaranja parazitskih turbulencija. Ugao samog sjedišta sudjeluje u vođenju mješavine plinova i mora biti savršeno integriran u opći oblik cijevi.
U zavisnosti od oblika komora, profili sastavljeni od segmenata linija i poluprečnika koji su savršeno povezani jedan s drugim će omogućiti optimalan protok gasova. Oštri uglovi su zabranjeni i koherentan profil će voditi najveću moguću zapreminu gasa tokom kratkog otvaranja ventila. Savršeno zaptivanje ventila će omogućiti optimalno sagorevanje i izlaz, kao i besprekornu pouzdanost.
Samo FIXED-TURNING® omogućava optimizaciju usisnog voda od vodilice ventila do ivice cilindra. Mašinska obrada sa savršeno savladanim oblikom mora se izvesti u jednoj operaciji i ponoviti identično za svaki cilindar. Originalna obrada glava cilindra izvodi se nizom komplementarnih operacija obrade, kućišta sjedišta ventila, sjedišta, obradom uglova... koji automatski stvaraju nepravilnosti štetne za tok pogleda. FIXED-TURNING® obezbeđuje neprekidnu obradu, bez prekida, čitavog kanala, uključujući i sedište ventila, koje će biti obrađeno bez podvrgavanja ograničenjima ostatka obrade. FIXED-TURNING® i neprekidna obrada vodova i sjedišta omogućavaju optimalno punjenje cilindara, potpunu pravilnost između cilindara i, posljedično, optimalnu snagu motora.
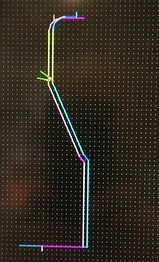
1. Profil sastavljen od segmenata linija i radijusa koji optimiziraju vođenje mješavine prema cilindru.
2. Sjedalo savršeno okruglo i nepropusno za zrak sa uglom savršeno prilagođenim uglom ventila.
3. Mali radijus veze protiv turbulencije.
4. Oblici vodova (zdjela) savršeno spojeni i međusobno striktno identični.
5. Sirovine
6. Konstantan i glatki profil čitavog kanala (zdjele), uključujući i otvor ventila ventila.
REDOVNOST TOKA I BALANSIRANJE CILINDARA
Svaki cilindar donosi proporcionalni dio snage motora i samo savršena sličnost između snage koju daje svaki cilindar će omogućiti efikasno funkcioniranje motora pri visokim okretajima u minuti.
Cilindri savršeno identičnog ponašanja će omogućiti da se dobije motor bez parazitskih vibracija i omogućit će povećane brzine.
NEWEN i FIXED-TURNING® omogućavaju kontinuiranu obradu, redovnu i sličnu u svim tačkama, od jednog kanala do drugog, od jednog motora do drugog. Najsofisticiraniji oblici su dozvoljeni na mestima gde su klasični procesi obrade sa alatima za forme nemoćni i neefikasni.
NEWEN omogućava savršena sjedišta ventila i, posljedično, povećanu efikasnost svakog cilindra uz izuzetnu pouzdanost.
Poštivanje obrađenih dubina omogućeno je zahvaljujući dvije posebnosti koje su ekskluzivne za FIXED-TURNING®:
FIXED-TURNING® omogućava obradu od stotog dela milimetra (.00039”) na celom profilu, bez obzira na njegovu dužinu, istovremeno pružajući savršenu geometriju sedišta (kružnost, ugao, koncentričnost…)
numerička kontrola FIXED-TURNING® autorizira podešavanja dubine unutar + ili – 0,01 mm (1/100mm) ili .00039”.
Kombinacija ove dvije ekskluzivne mogućnosti omogućava da se dobiju savršeno identične komore za sagorijevanje koje će motoru dati balans i njegov kapacitet da se „okreće pri visokim obrtajima“.
Ovi kapaciteti precizne obrade za koje isključivo garantuje FIXED-TURNING® već dopuštaju mogućnost popravke budućih motora integrirajući HCCI tehnologiju (Homogeno kompresijsko paljenje sa punjenjem) koja će revolucionirati benzinski motor čineći ga čistim i vrlo efikasnim.
Podsjećamo, HCCI tehnologija omogućava eliminaciju svjećica, zahvaljujući savladavanju kompresije mješavine zraka i benzina, a samim tim i ovladavanjem autopaljenjem zapaljive mješavine. Potrošnja i dobitak snage će ovu tehniku učiniti neizbježnom. Obrada glava cilindra će dati veliki dio preciznosti volumena komora i dubina obrade. Biće mogući samo procesi obrade koji omogućavaju minimalne i izuzetno precizne rezove. FIXED-TURNING® je već spreman da odgovori na ovaj novi izazov.
Performanse i pouzdanost idu ruku pod ruku sa preciznošću i numeričkom kontrolom.
FIXED-TURNING® ispred svog vremena?
Ne, FIXED-TURNING® je pravo vrijeme da prati stručnjake za motore koji žele da ih ne nadmaši tehnološka evolucija.