OEM podizvođači, stručnjaci visokih performansi i rekonstruktori motora moraju uzeti u obzir i poštovati precizne tolerancije oblika i dimenzija dok obrađuju vodilice ventila i sjedišta ventila.
Sa ovim „pomoćnim memoarom“, NEWEN pokušava da sakupi, u okviru kratkog dokumenta namenjenog proizvodnim tehničarima, različite simbole i znakove tolerancije koje obično koriste OEM proizvođači da definišu svoje zahteve u pogledu obrade glave cilindra i, posebno, vođice ventila i obrada sjedišta ventila.
NEWEN spaja svaku toleranciju oblika i dimenzija sa direktnim i indirektnim uticajima na funkcionisanje i pouzdanost glave cilindra, bez pokušaja da se preterano pojednostavi ili denaturira kombinovani efekat dva ili više parametara.
Ovim dokumentom NEWEN radi na osudi općeprihvaćenih ideja, kao i lažnih ideja, široko rasprostranjenih ideja koje, zbog svoje jednostavnosti i nepreciznosti, dovode u zabludu rekonstruktore motora i mijenjaju njihovo mišljenje.
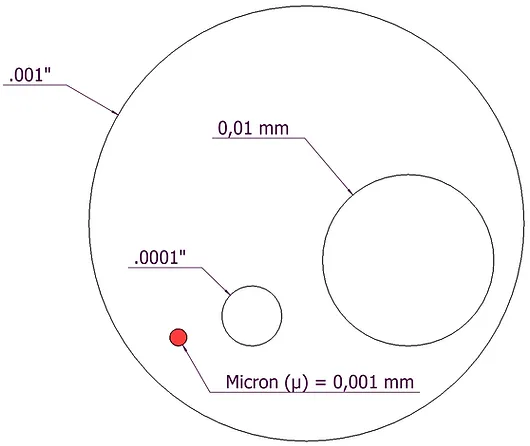
«Kada možete izmjeriti ono o čemu govorite i izraziti to brojkama, znate nešto o tome; ali kada to ne možete izmjeriti ili izraziti brojkama, vaše znanje je oskudno i nezadovoljavajuće.”
Lord KELVIN (1824-1907)
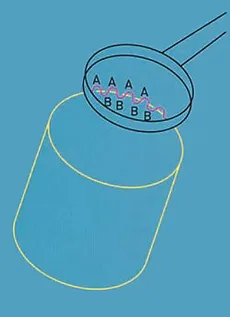
Zašto mjeriti zaobljenost?
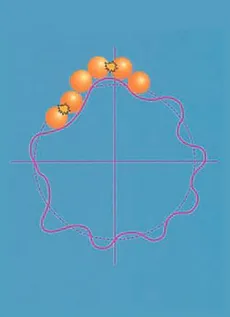
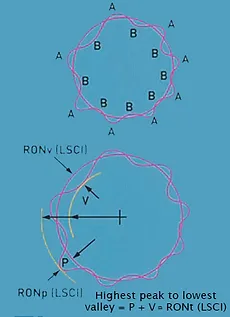
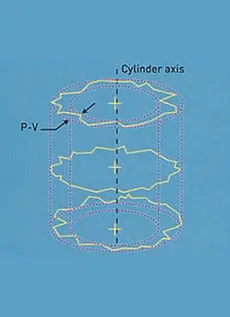
Komponenta može izgledati okrugla za oko i izgleda imati konstantan promjer kada se mjeri s noniusom ili mikrometrom, ali da li je okrugla? Jasno je da lobiranje može utjecati na funkciju. Lobovi na 'A' će nositi opterećenje dok će film za podmazivanje biti najveći u 'B'.
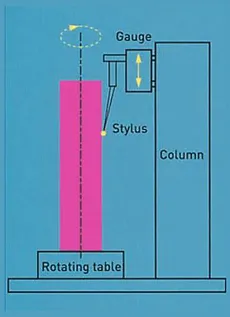
Kako se mjeri zaobljenost?
Za mjerenje zaobljenosti neophodna je rotacija, zajedno sa mogućnošću mjerenja promjene radijusa. Ovo se najbolje postiže poređenjem profila komponente koja se testira sa kružnim datumom. Komponenta se rotira na visoko preciznom vretenu koje daje kružni datum. Osa komponente je poravnata sa osom vretena, obično pomoću stola za centriranje i nivelisanje. Zatim se pretvarač koristi za mjerenje radijalnih varijacija komponente u odnosu na osu vretena.
razlog?
Ovdje prikazani ležaj mogao bi imati trku koja nije zaista kružna. Ovo bi vjerovatno funkcionisalo kratko vrijeme, ali valovi oko ove osovine ležaja počeli bi uzrokovati vibracije. To bi rezultiralo preranim habanjem i uzrokovalo da trka radi manje efikasno od predviđenog.
Rezultati ?
Ovdje prikazani ležaj mogao bi imati trku koja nije zaista kružna. Ovo bi vjerovatno funkcionisalo kratko vrijeme, ali valovi oko ove osovine ležaja počeli bi uzrokovati vibracije. To bi rezultiralo preranim habanjem i uzrokovalo da trka radi manje efikasno od predviđenog.
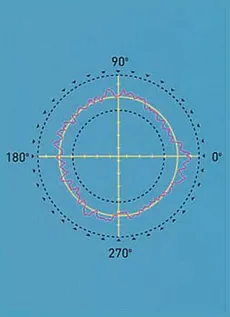
Pogodno je prikazati izlaz izvan zaobljenosti iz mjerača kao polarni profil ili grafikon. Procjena ovog slikovnog prikaza može biti subjektivna i dugotrajna, stoga su nam potrebna neka sredstva za obradu informacija koja će nam dati tačne i ponovljive odgovore. Kako pokušavamo procijeniti odstupanja od prave kružnosti i zahtijevamo referencu iz koje mjerimo, ima smisla pokušati uklopiti referentni krug u naš profil i povezati sve naše proračune s njim.
Referentni krug najmanjih kvadrata (LSCI)
Linija ili figura se uklapa u bilo koji podatak tako da je zbroj kvadrata odstupanja podataka od te linije ili figure minimalan. Ovo je također linija koja dijeli profil na jednake minimalne površine.
LSCI je najčešće korišteni referentni krug. Zaokruženost se tada izražava u smislu maksimalnog odstupanja profila od LSCI. tj. najvišeg vrha do najniže doline.
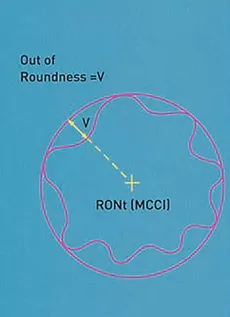
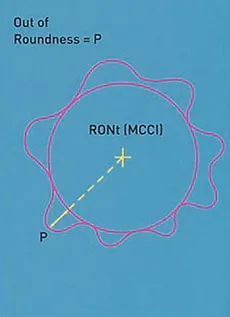
Minimalni opisani krug (MCCI)
Definiran kao krug minimalnog radijusa koji će obuhvatiti podatke profila. Zaobljenost se tada daje kao maksimalno odstupanje (ili dolina) profila od ovog kruga. Ponekad se naziva referentni krug mjernog prstena.
 = Ekscentričnost (ECC)*
= Ekscentričnost (ECC)*
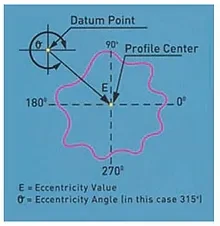
Ovo je termin koji se koristi za opisivanje položaja centra profila u odnosu na neku referentnu tačku. To je vektorska veličina po tome što ima veličinu i smjer. Veličina ekscentriciteta se izražava jednostavno kao rastojanje između centra profila i referentne tačke. Pravac se izražava kao ugao od referentne tačke.
 = Koncentričnost (CONC)*
= Koncentričnost (CONC)*
Ovo je slično ekscentričnosti, ali ima samo veličinu i nema smjera. Koncentričnost se definiše kao prečnik kruga koji opisuje centar profila kada se rotira oko referentne tačke. Može se vidjeti da je vrijednost koncentričnosti dvostruko veća od veličine ekscentriciteta.
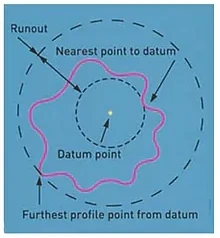
 = Runout (Runout)*
= Runout (Runout)*
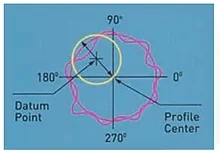
Ponekad se naziva i TIR (Total Indicated Reading). Runout je definiran kao radijalno razdvajanje dva koncentrična kruga centrirana na referentnoj tački i nacrtana tako da se jedan poklapa s najbližom, a drugi s najdaljom točkom na profilu.
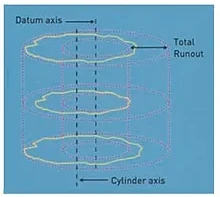
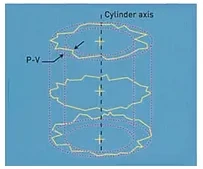
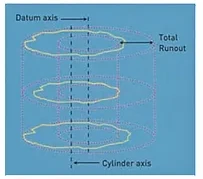
 = Total Runout (Total Runout)*
= Total Runout (Total Runout)*
Ukupni Runout se definira kao minimalno radijalno razdvajanje dva koaksijalna cilindra, koji su koaksijalni s referentnom osom i koji u potpunosti obuhvataju mjerenu površinu.
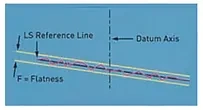
 = ravnost (FLTt)*
= ravnost (FLTt)*
Postavlja se referentna ravnina i ravnost se izračunava kao odstupanje od vrha do doline od te ravni. Koristi se ili LS ili MZ n
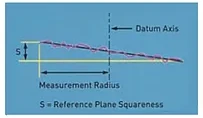
 = kvadratnost (SQR)*
= kvadratnost (SQR)*
Nakon definiranja ose, vrijednost kvadratnosti je minimalno aksijalno razdvajanje dvije paralelne ravni normalne na referentnu osu i koje potpuno zatvaraju referentnu ravninu. Može se koristiti ili LS ili MZ.
 = Cilindričnost (CYLt)*
= Cilindričnost (CYLt)*
Minimalno radijalno odvajanje od 2 cilindra, koaksijalno sa ugrađenom referentnom osom, koji u potpunosti obuhvataju izmjerene podatke. Mogu se koristiti ili LS, MZ, MC ili Ml cilindri.
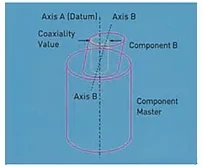
= Koaksijalnost (koaksijalni ISO)*
Prečnik cilindra koji je koaksijalan sa osi nulte vrednosti i koji će samo obuhvatiti osu cilindra naveden za procenu koaksijalnosti.
= Koaksijalnost (koaksijalni DIN)*
Prečnik cilindra koji je koaksijalan sa osi podataka i koji će samo obuhvatiti centoide (LS centri) ravnina iz kojih se izračunava osa cilindra koja se odnosi na procenu koaksijalnosti.
Funkcija "trio" vodilice ventila, sjedišta ventila i ventila je stvaranje savršene, beskrajno obnavljane i pouzdane nepropusnosti plinovitog toka motora.
Metalni kontakt između dvije površine mora predstavljati pouzdan i hermetički zatvoren prolaz nakon stotina miliona uzastopnih otvaranja i zatvaranja ventila.
Dvije površine u dodiru, tj. površina sjedišta ventila i samog sjedišta, moraju imati slične kvalitete i moraju biti blizu savršenstva.
Oblici gore navedenih površina moraju biti savršeno identični i potpuno komplementarni.
Jedini oblik koji se može postići preciznošću i na način koji se ponavlja, da ispuni ovu funkciju, je krug.
Zajedno s drugim parametrima, kružnost, odnosno tačnost oblika krugova koje čine sjedište ventila i sam ventil, pokazuje se kao glavni i sine qua none uvjet za dobru nepropusnost između ventila i ventila. sjedište.
Kružnost, cilindričnost, završna obrada površine, uglovi su podvrgnuti sve strožijim tolerancijama.
Vodilica ventila
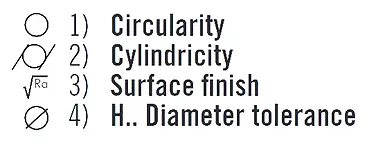
Vodilica ventila je referenca, od koje ovisi pozicioniranje operacije popravke strojne obrade sjedišta ventila, kontrole dijela usklađenosti sjedišta ventila (koncentričnosti) i, naravno, ona vodi ventil u njegovom kretanju. Kvalitetu vodilice ventila u suštini definiraju 4 parametra:
Da bi se osiguralo savršeno vođenje ventila, cilindričnost i tolerancija prečnika su kritični. Dobre geometrijske kvalitete će omogućiti vodilici ventila da precizno pozicionira ventil tokom dugog vijeka trajanja.
Važan nedostatak u vođenju ventila, pored loše obrade vodilice ventila – izvan tolerancija, dovest će do prijevremene deformacije i habanja sjedišta ventila i brzog gubitka snage motora.
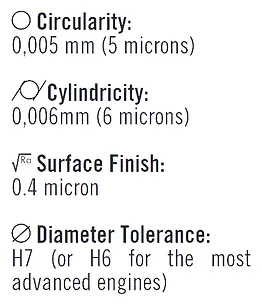
Tolerancije koje obično zahtijevaju OEM-ovi za trenutne motore su:
Gore navedene tolerancije, koje je teško dobiti i poštovati proizvođači velikih serija, još su složenije za garanciju prilikom popravka. Neispunjavanje ovih nivoa kvaliteta će učiniti mašinsku obradu sedišta ventila još delikatnijom.
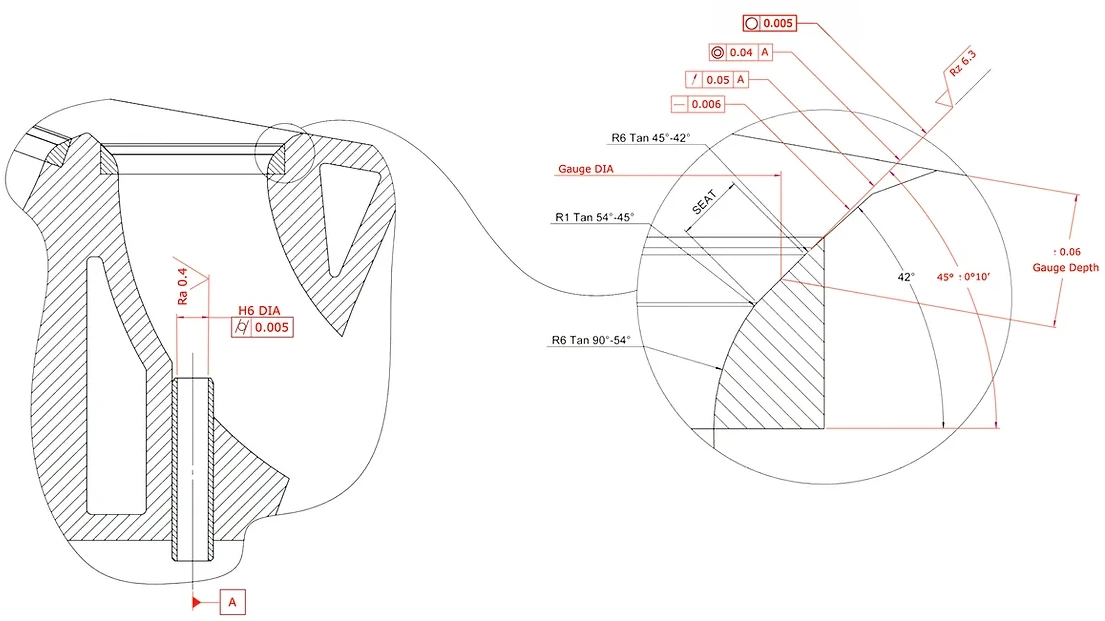
Sjedala ventila i ventili
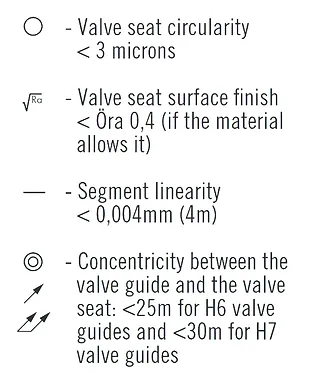
S obzirom na važnost preciznosti površina koje će biti u kontaktu i koje će, zbog njihove komplementarnosti, osigurati savršenu hermetičnost, OEM proizvođači zatežu tolerancije oblika konusa sedišta.
Linearnost segmenta ugla sjedala i njegova kružnost su tolerantni s razlikama vrijednosti koje ne prelaze nekoliko mikrona (< 10 mikronima). Vrijednosti Ra i Rz koje definiraju završnu obradu sjedala ventila i također vrlo zategnute i najmanji trag klepetanja ili valovitost sjedišta daju sjedište koje je izvan tolerancije i neprihvatljivo.
Tolerancije koje se primjenjuju na pojam koncentričnosti, strujanja ili dvostrukog odstupanja između ose vodilice ventila i ose sjedišta ventila su također vrlo važne, ali ostaju unutar vrijednosti koje je relativno lako garantirati.
Općenito se smatra prihvatljivim defekt koncentričnosti/izbočenje reda veličine 0,05 mm (.002”). Sve ove vrijednosti tolerancije su ozbiljno pooštrene primjenom koeficijenta nazvanog “Cpk” koji je izdat prema pravilima koja se primjenjuju na kompanije sa certifikatom ISO/TS16949 i značajno smanjuje vrijednosti tolerancije korištenjem mašina koje mogu garantovati veliku konzistentnost u kvalitetu.
Ovaj pristup koji ima za cilj da garantuje kvalitet je moguć jer je ljudska greška izbjegnuta što je više moguće zahvaljujući upotrebi numeričkih sistema pokretačkih i kontrolnih mehanizama koji daju uvijek više performansi.
NEWEN FIXED-TURNING® dolazi u okviru logike evoluiranog i mehaničkog principa visokih performansi, kojim se upravlja i kontroliše jedinstvenom numeričkom kontrolom visokih performansi.
FIXED-TURNING® obezbeđuje i garantuje:
Ovaj nivo kvaliteta je najviši danas i dostupan je svim ljudima koji obrađuju sjedišta ventila, od najmanjeg proizvođača motora do najvećih proizvodnih pogona koji koriste NEWEN FIXED-TURNING®.
Konačno, NEWEN FIXED-TURNING® je pouzdano i konzistentno proizvodno sredstvo, ekonomično i fleksibilno, koje omogućava da se uzmu u obzir najstroži Cpk dok kontrolišete profit.
Zahtjev za konstantnim kvalitetom (Cpk) i preciznošću za proizvodnju nove glave cilindra, naglašava neadekvatnost principa konusnog pilota kao prihvatljivog rješenja za mašinsku obradu sjedišta ventila.
Ovo rješenje, dugo cijenjeno zbog svog ekonomskog aspekta, više ne odgovara trenutnim tehničkim zahtjevima.
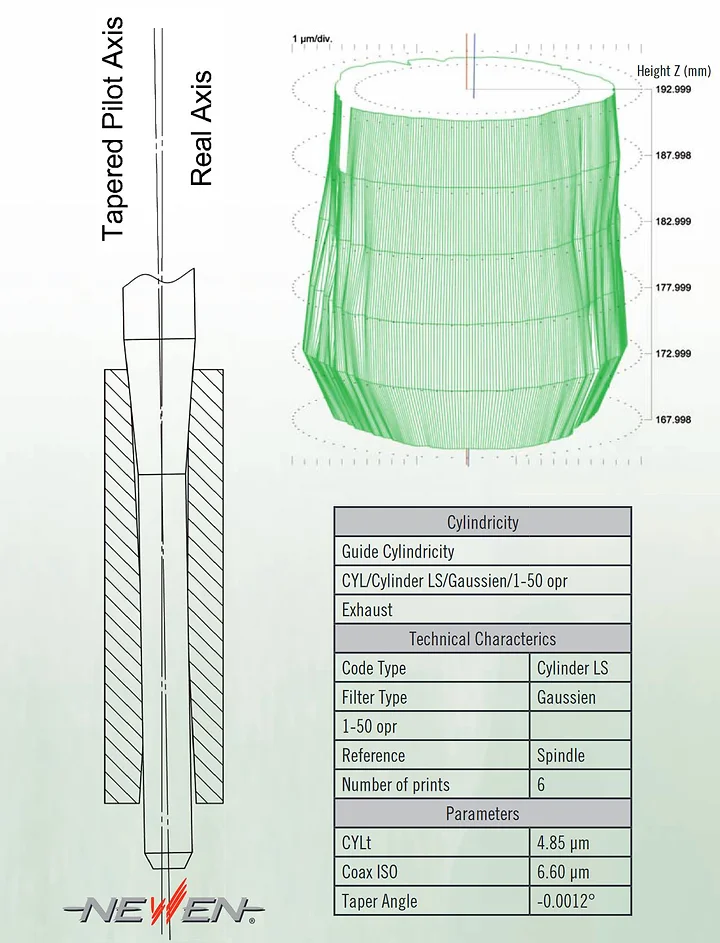
Osa/pozicija koju zauzima konusni pilot unutar vodilice ventila nikada nije ista od one koja bi bila određena mjerenjem i/ili one koju je zauzeo ventil dok je u pokretu (pogledajte crtež).
Ova razlika je dodatno naglašena defektom oblika nove ili rabljene vodilice ventila (molimo pogledajte grafički prikaz nove vodilice ventila na Talyrond mjernoj mašini)
Nasumično pozicioniranje pilota unutar vodilice ventila je u suprotnosti sa pojmom Cpk koji je danas razvijen u okviru svih OEM proizvođača.
Ne zaboravljajući da čak i u slučaju jednostavne popravke, sama dimenzija pilota potrebna za trenutne motore nije u svakom slučaju dovoljna da se odupre nepravilnim naporima rezanja alata za oblikovanje.
NEWEN energično opovrgava poziciju branilaca ove zastarele tehnike.
Isto tako, alat za oblikovanje ima predugačak profil sečenja da bi garantovao pravilan rez preko 360 stepeni (ravnomerno oko sedišta).
Vrijednost unutrašnjeg rasterećenja može varirati na skali od 1 do 3 na jednom istom sjedištu i radijalni napori koje apsorbira vreteno neizbježno će pokrenuti stvarno savijanje tog potonjeg i pretvorit će se u defekt u obliku sjedišta ventila kao što je klepetanje oznake, valovi i/ili ovalni oblici koji će učiniti obradu sjedišta neispravnom i izvan tolerancije.
Trenutni materijali sjedišta ventila i potrebne tolerancije više nisu kompatibilni s ovom tehnikom obrade.

Tradicionalna mjerna sredstva nisu dovoljna za preciznu kontrolu sjedišta ventila i vodilica ventila obrađenih sa NEWEN® FIXED-TURNING® mašinama.
NEWEN® se opremio sa TALYROND 365XL kontrolnom mašinom, posebno osmišljenom i posvećenom merenju oblika, koaksijalnosti, površinske obrade...
Ova mašina čija je rezolucija 1/100 mikrona omogućava automatsku kontrolu svih geometrijskih parametara koji definiraju kvalitetu vodilice i a sjedišta ventila: kružnost, koncentričnost, istezanje, cilindričnost, linearnost segmenta, uglovi, završna obrada... Kontrolni izvještaji i grafikoni koji su rezultat testovi su neosporno priznati od strane kontrolnih odjela najprestižnijih OEM proizvođača.
NEWEN kontinuirano testira rad proizvedenih mašina koje proizvodi i demonstrira kvalitet stvarnim mjerama.
Poput principa CNC struga, FIXED-TURNING ® je obrada sjedišta ventila i/ili bilo kojeg oblika okretanja interpolacijom osa.
Osim što se vrti rezni alat, a ne dio koji se sam obrađuje, vreteno stroja i obradna glava omogućavaju vrlo jednostavnu obradu najtežih i najsloženijih oblika bez obzira na kvalitetu materijala sjedišta ventila. Dok se rotira, rezni alat se pomiče na svojim x i z osi kako bi opisao profil na mašini. Obrada se izvodi u jednom smjeru, a broj prolaza automatski definira sam program. Hod reznog alata je optimizovan prema stvarnom obliku sirovog sjedišta ventila. Standardni trokutasti rezač se kreće prema osi kolica i osi pomaka vretena. Cijela se rotira oko C-ose.
Snažan kompjuter trajno izračunava optimalnu putanju alata tako da napori rezanja budu redoviti i svedeni na minimum. Svako pojedinačno brijanje izračunato od djelića sekunde do djelića sekunde proizvodi se na takav način da nikakva fluktuacija reznog napora ne narušava ravnotežu i fleksibilnost vretena.
Zahvaljujući FIXED-TURNING ®, savršena obrada sjedišta ventila i savršeno zaptivanje između sjedišta ventila i njegovog ventila se postižu svaki put, prvi put, bez preklapanja.
Moderne kontrole, najnovija tehnologija, efikasna, jednostavna, izuzetno laka za upotrebu, oslobađa operatera od ponavljanja pokreta, smanjuje umor i oslobađa pažnju za osnovne operacije.
Interakcija sa mašinom je laka za upotrebu i jednostavna. Operater treba samo da unese poznate dimenzije kao što je prečnik ventila, odabere profil i mašina će trenutno izračunati sve ostalo, uključujući sve prolaze grube i završne obrade.
Osim preciznosti, osim jednostavnosti za korisnika i dodatne produktivnosti, FIXED-TURNING ® je ekvivalent hiljadama prilagođenih alata, koji su svi trajno upakovani u jednu jednostavnu i pristupačnu mašinu.
Živjela obnova motora.