I OEM na subkontrata siha, i manma'estra yan manma'estro siha ni' manma'gås-ñiha yan i manma'gås-ñiha gi i makina debi di u ma konsidera yan u ma respeta i presison i forma yan i dimension na inafekta siha yanggen ma makina i guiya yan i sietbe i bålbula siha.
Gi este na “aide-memoire”, ha prokura si NEWEN para u na'daña', gi halom un dikike' na dukumento para i manma'estra/ron pruduksion, i diferentes na simbolo yan siniseden toleransia ni' ma'usa ni' OEMs para u ma define i nisisidåt-ñiha put i makinan cylinder head yan, espesiåtmente, i guihan yan i balbula yan ma'gåsi i asiento gi i bålba.
I NEWEN ha na'daña' kada na forma yan dimension na inafekta siha gi i lina'la' yan i siña maayek i cylinder head, sin u na'simple pat u na'fanlamen i kombinidu na inafekta siha ginen dos pat mas na parametru siha.
Gi este na dukumento, i NEWEN ha cho'cho'gue para u na'fanhuyong i ma'aksepta na ideha siha yan lokkue' i ti magahet na ideha siha, i ideha siha ni' manma'a'agang, put i sensimple yan ti maolek-ñiha, ma na'fanlamen i manma'titinas i makina yan ma na'fanma'a'ñao i hinasso-ñiha.
« Yanggen siña un midi hafa un sångan ya un na'huyong gi numero, guaha un tungo' put guiya; lao yanggen ti siña un midi pat un na'huyong gi numero, i tiningo'-mu ti meggai yan ti na'magof.»
Si Lord KELVIN (1824-1907)
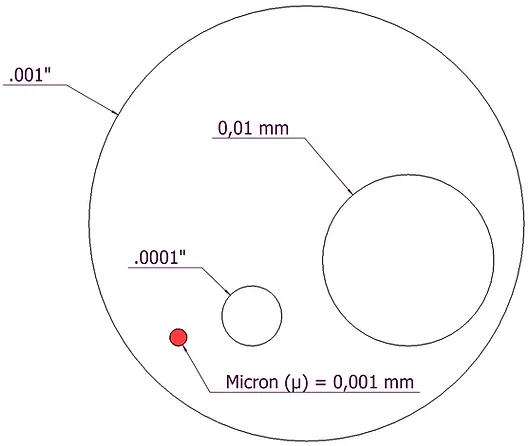
Sa' hafa na midi i lina'la'?
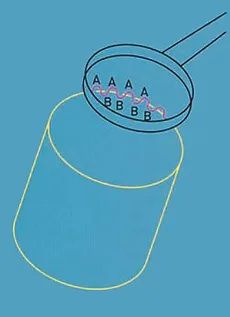
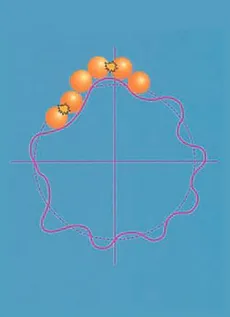
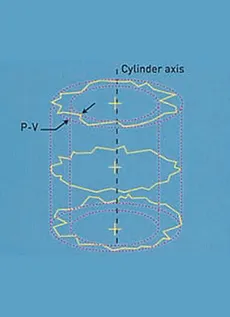
I kosas siña ha' parehu yan åpaka' gi i matan taotao ya parehu ha' i diåmetro-ña yanggen ma midi gi vernier pat micrometer, lao åpaka' gui'? Klaru na i lobing siña ha afekta i che'cho'. I lobes gi 'A' para u chule' i karga mientras i lubrifikasion na pelikula para u mas takhilo' gi 'B'.
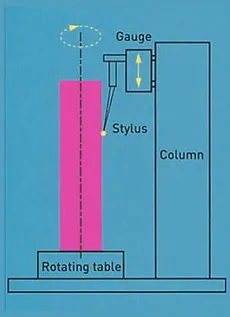
taimanu ma midi i lina'la'?
Para u ma midi i lina'la', nisisåriu i rotasion, yan i siña ma midi i inañadi gi i radius. Este mas maolek para u ma cho'gue yanggen ma komparehi i prugråman i kosas ni' maprobecha yan un sirkulår na datum. I kosas ma'a'atan gi un spindle ni' gof eksakto ya ha na'i i circular datum. I aksis i kosas ma'a'atan gi i aksis i spindle, ya ma'usa un lamasa ni' ma'a'atan yan ma'a'atan. Pues ma'usa un transducer para u midi i radial na inafekta siha gi i komponente put i spindle axis.
I rason ?
I bearing ni' ma fa'nu'i guini siña guaha karera-ña ni' ti gof siñat. Siña ha' ma cho'gue este gi un dididi' na tiempo lao i ondulasion siha gi halom este na karera para u tutuhon muna'fanbåba. Este na inafekta para u na'fanlamen i karera ya u na'fanlamen i karera ki i maproponi.
Resutto siha ?
I bearing ni' ma fa'nu'i guini siña guaha karera-ña ni' ti gof siñat. Siña ha' ma cho'gue este gi un dididi' na tiempo lao i ondulasion siha gi halom este na karera para u tutuhon muna'fanbåba. Este na inafekta para u na'fanlamen i karera ya u na'fanlamen i karera ki i maproponi.
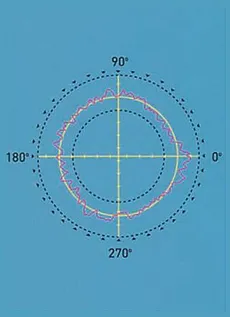
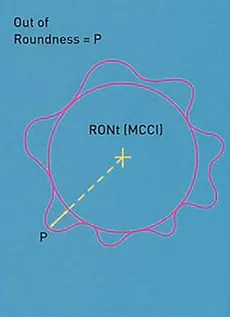
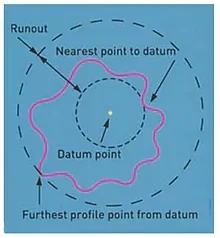
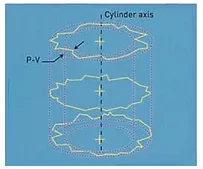
Konbeniniente para u ma represesenta i out-of-roundness na output ginen i gauge komo un polar profile pat graph. I inayek este na litråtu siña ha' suhetibu yan ha na'guaha tiempo, pues debi di ta na'guaha manera para ta prusisåyi i infotmasion para ta na'i hit eksakto yan siña ma ripiti na ineppe siha. Sa' ta chocho'gue i tinilaika gi i magahet na sirkulåridat ya ta nisisita un referensia ni' para ta midi, maolekña para ta prutehi un siñat referensia gi i prugråma-ta ya ta na'daña' todu i kalkulasion-ta siha.
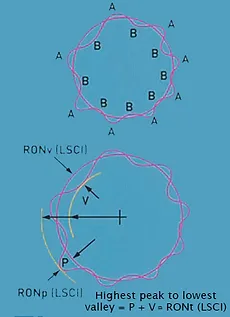
I Least Squares Reference Circle (LSCI)
Un liñguahe pat figura ma fitma gi maseha hafa na dañu ya i suma gi i kuadrao siha gi i finatton i dañu ginen ayu na liñguahe pat figura un minimum. Este lokkue' i liñguahe ni' ha dibidi i prugråma gi parehu na minimum na lugåt siha.
I LSCI i mas ma'usa na Reference Circle. I out-of-roundness pues ma'ekspresa gi i mas takhilo' na dipattamenton i profile ginen i LSCI. i mas takhilo' na punta asta i mas takpapa' na tåno'.
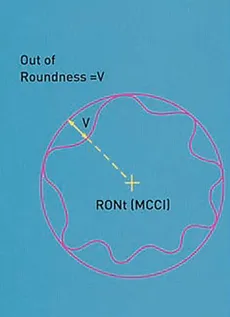
I Minimum Circumscribed Circle (MCCI)
Ma difina komo i siñat i mas dikike' na radius ni' para u na'daña' i dañuyan na infotmasion. I out-of-roundness pues ma nå'i komo i mas takhilo' na dipattamenton (o valley) gi i profile ginen este na siñat. Guaha na biåhi na ma'a'agang i Ring Gauge Reference Circle.
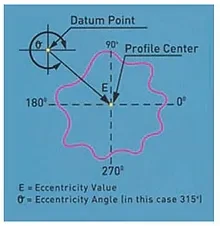
 = Eksentrisidåt (ECC)*
= Eksentrisidåt (ECC)*
Este na term ma'usa para u deskånsa i posision i sentron i prugråma ni' gaige gi i punton datum. Un kuantidåt vektor sa' guaha mineggai-ña yan direksion-ña. I mineggai i eksentrisidat ma'ekspresa gi i distansia gi entre i sentron i prugråma yan i punton datum. I direksion ma'ekspresa komo un anglo' ginen i punton datum.
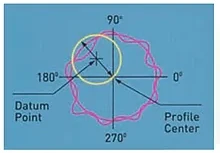
 = Konsentrisidåt (CONC)*
= Konsentrisidåt (CONC)*
Parehu este yan i eksentrisidat lao guaha ha' mineggai-ña ya taya' direksion-ña. I konsentrisidåt ma difina komo i diåmetron i siñat ni' ma deskånsa gi i sentron i prugråma yanggen ma bira gi i punton datum. Siña ma li'e' na i balotu gi i konsentrisidåt dos biåhi i mineggai i eksentrisidåt.
 = Runout (Runout)*
= Runout (Runout)*
Guaha na biåhi na ma'a'agang TIR (Total Indicated Reading). I runout ma difina komo i separasion radiåt gi dos na siñat konsentriku ni' ma sentra gi i punton datum ya ma dibuhu taimanu na unu ha rikohi i mas åpmam yan i otro ha rikohi i mas chago' na punto gi i prugråma.
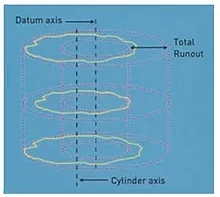
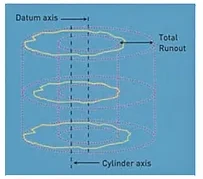
 = Todu i Manma'pos (Todu i Manma'pos)*
= Todu i Manma'pos (Todu i Manma'pos)*
I Total Runout ma difina komo i mas dikike' na separasion radiåt gi entre dos na silindron co-axial, ni' co-axial yan un datum axis ya ma na'daña' i ma midi na lugåt.
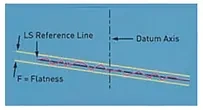
 = I lina'la' (FLTt)*
= I lina'la' (FLTt)*
Ma fitma un planon referensia ya ma kalkula i lina'la' komo i puntan i sanhilo' asta i sanlagu ginen ayu na planu. LS pat MZ n para u ma'usa
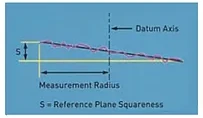
 = Kuadradu (SQR)*
= Kuadradu (SQR)*
Yanggen ma difina un aksis, i balotu kuadrao i minimum na separasion aksis gi dos na planun parallel ni' normal gi i aksis ni' ma'a'atan ya ma'a'atan i planon referensia. Siña ma'usa LS pat MZ.
 = Silindriku (CYLt)*
= Silindriku (CYLt)*
I mas dikike' na separasion radiåt gi dos na silindru, coaxial yan i fitted na aksis, ni' ha na'daña' i ma midi na dañu. Siña ma'usa i LS, MZ, MC pat Ml na silindro siha.
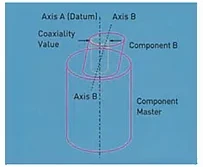
= Coaxiality (Coax ISO)*
I diåmetron i silindro ni' koaksial yan i datum axis ya ha na'daña' i aksis i silindro ni' ma'usa para i evaluasion coaxiality.
= Coaxiality (Coax DIN)*
I diåmetron i silindro ni' koaxial yan i datum axis ya ha na'daña' i centoids (LS na sentro siha) gi i planu siha ni' ma kalkula i axis i silindro ni' ma referi para i coaxiality evaluation.
I che'cho' i “trio” na guiya i balbula, i siyan i balbula yan i balbula para u na'fanhuyong un perfekto, sin ditension yan fiet na air-tightness gi i gaseous flux gi i makina.
I metal na kontak gi entre dos na lugåt debi di u na'siguru na siña ma'a'atan i aire despues di sientos na miyon na sigiente na inabri yan inatan i balbula siha.
I dos na lugåt ni' manma'a'atan, put hemplo, i båndan i bålba yan i mismo na lugåt, debi di u parehu i klåsen-ñiha yan debi di u fanma'å'ñao.
I fina'tinas i manma'a'agang na lugåt siha debi di u parehu yan u fanma'ayuda.
I uniku na åmot ni' siña ma cho'gue ni' presision yan gi manera ni' ta ripiti, para u kumple este na cho'cho', i siñat.
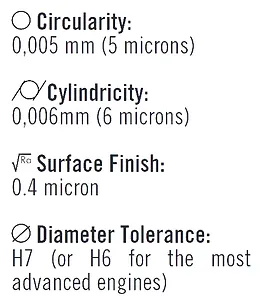
I circularity, i siñat i siñat i siñat siha ni' ma fa'tinas ginen i sietton i balbula yan i balbula mismo, ha na'fanhuyong i mas impottånte yan sine qua none na kondision para u maolek i air-tightness gi entre i balbula yan i balbula siya.
I sirkulåridåt, i silindriku, i fina'tinas i hilo', i anglo' siha, todu manma'a'atan gi mas estrikto na toleransia siha.
Guiya i balbula
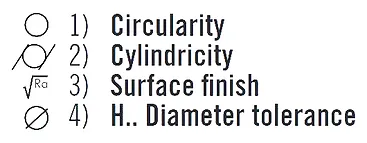
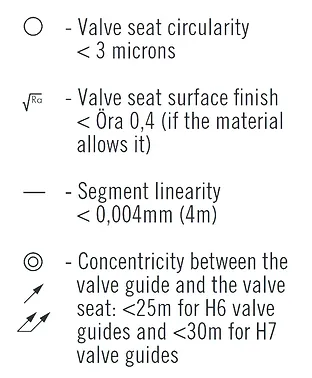
I guiya i balbula i referensia, ni' ha dipende gi i posision i operasion i makinan inadilånto gi i siyan i balbula, i kontodu i påtten i konfotman i siyan i balbula (konsentrisidat) yan, siempre, ha guiya i balbula gi i mobimiento-ña. I kualidåt i guiya i balbula ma difina gi kuatro na parametru:
Para u ma asegura na maolek i guinahan i bålba, i silindriku yan i toleransia gi i diåmetro kritikat. I maolek na klåsen geometriku para u na'siña i guiya i bålba para u na'posisiona i bålba gi i presision gi duranten i lina'la'-ña.
Un impottånte na difekto gi i guiya i bålba, kontodu i ti maolek na makinan i bålba guihan – fuera di i toleransia siha, para u na'fanlamen i bålba yan u na'fanlamen i makina.
I toleransia siha ni' ma nisisita ni' OEMs para i makina siha på'go:
I manma'a'agang na toleransia siha, difisit para u ma sodda' yan ma respeta ni' i manma'gås-ñiha, mas komplikao para u ma na'siguru yanggen ma na'huyong. Yanggen ti ma na'setbe este na kualidåt, u na'fanlamen i makinan i sietbe i bålbula siha.
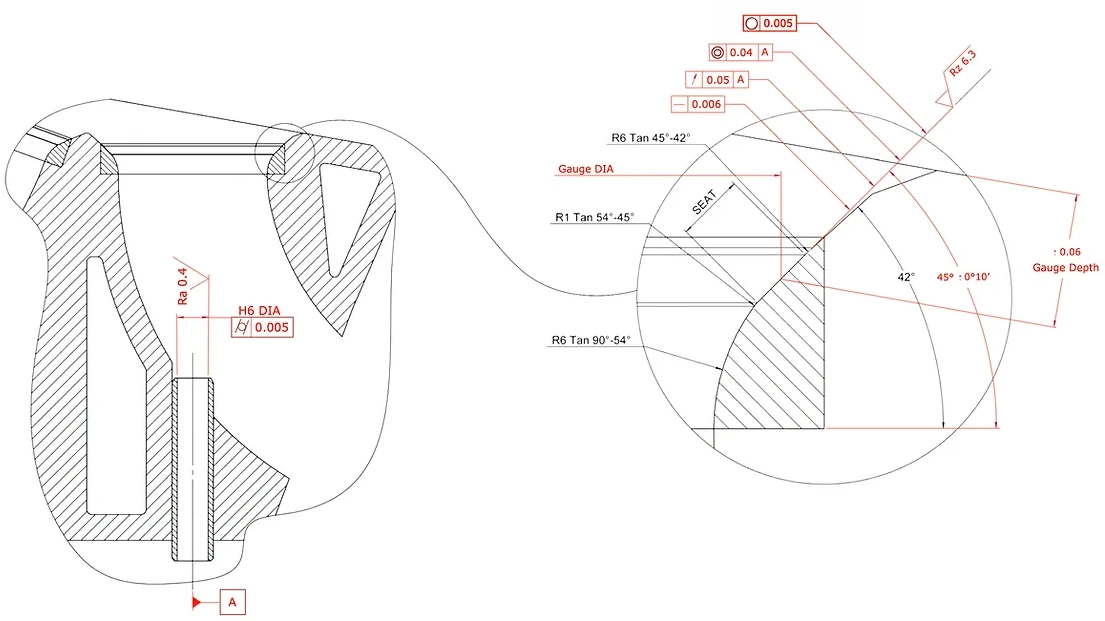
Asiento yan Balbula siha
Sa' put i importansian i presision i lugåt siha ni' para u fanma'a'atan yan put i komplimentåriu-ñiha, para u na'siguru na perfekto i airtightness, i OEMs ma'a'atan i shape tolerances gi i seat tapers .
I lina'la' i anglo' i sietbe yan i sirkulåridåt-ña ma'a'ñao gi i diferensian balotu ni' ti u mas takhilo' ki unos kuantos microns (< 10 microns). I Ra yan Rz na balotu siha ni' ma difina i fina'tinas i asiento gi i balbula yan lokkue' gof åpmam yan i mas dikike' na chatter mark pat undulation gi i asiento, ha na'huyong un asiento ni' ti siña ma aksepta yan ti ma aksepta.
I toleransia siha ni' ma aplika gi i nosion konsentrisidat, runout pat doble na runout gi entre i axis i guiya i balbula yan i axis i asiento i balbula lokkue', man impottånte lao manma'a'ñao gi halom i balotu siha ni' ti difisit para u ma garantiya.
Gi i mas takhilo', i defekto/runout gi i 0.05mm (.002”) ma konsidera na maolek. Todu este na balotu siha manma'a'atan ni' i aplikasion i koefisiente ni' ma'a'agang “Cpk” ni' ma'a'atan gi i lai siha ni' ma'a'aplika para i kompaniha siha ni' manma'a'atan ISO/TS16949 ya ha na'menos i balotu siha ni' manma'a'atan gi i uson i makina siha ni' siña ma'a'atan i maolek na konsistensia gi i kualidåt.
Este na manera ni' guaha intension-ña para u na'siguru i kualidåt, ma na'posipble sa' ma na'suha i error taotao siha put i ma u'usa i sisteman numero ni' muna'fanhuyong yan muna'kontrola i mekanismo siha ni' muna'fanhuyong mas na cho'cho'.
I NEWEN FIXED-TURNING® gaige gi halom i lohika ni' ma'e'eyak yan takhilo' i prinsipåt mekaniku, ma'pilota yan makontrola ni' un nuebu na takhilo' na inafekta numeriku na kontodu.
I FIXED-TURNING® ha na'i yan ha na'siguru:
Este na klåsen kalidad i mas takhilo' på'go na tiempo ya siña ma'ayek ni' todu i taotao ni' ma'ma'gåsi i sietbe balbula siha, ginen i mas dikike' na makina asta i mas dangkolo na fasilidat pruduksion ni' ma'usa NEWEN FIXED-TURNING®.
Gi uttimo, i NEWEN FIXED-TURNING® un siña ma konfi'a yan konsistente na maneran pruduksion, ekonomiku yan fleksible, ya siña ma konsidera i mas takhilo' na Cpk mientras ma na'kontrola i ganansia-ña.
I nisisidåt para i kualidåt konstante (Cpk) yan i presision para i nuebu na pruduksion i cylinder head, ha na'fanmagof i ti siña ma'usa i prinsipåt i tapered pilot komo un solusion ni' siña ma'aksepta para i machining gi i valve seat.
Este na solusion, ni' esta ma agradesi put i aspeton-ña ekonomiku, ti ha na'siguru na ma na'setbe i nisisidåt siha på'go.
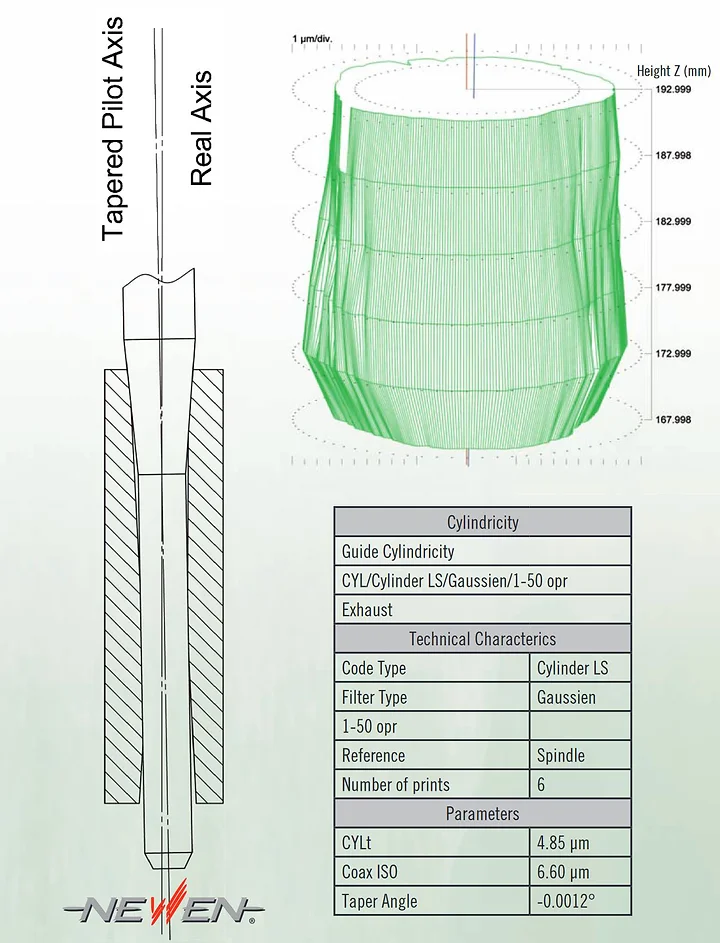
I aksis/posision ni' ha chule' i pilot ni' ma'a'atan gi halom i guiya i bålba ti parehu yan i ma'a'atan gi i midision yan/pat ayu i ma'a'atan ni' i bålba annai gaige gi i mobimiento (atan i dibuho).
Este na diferensia ma'a'atan lokkue' ni' i difekto gi i fina'tinas i nuebu pat ma'usa na guiya i bålba (fa'tinas i grafiku na riprisesentåsion i nuebu na guiya i bålba ni' ma'usa gi i Talyrond measuring machine)
I random na posision i pilotu gi halom i guiya i balbula ha kontra i nosion Cpk ni' ma desarolla på'go gi todu i OEMs.
Sin u fanmalingu na achokka' un sempli na inadelanta, i mismo dimension i pilotu siha ni' nisisåriu para i makina siha på'go ti sufisiente, gi todu i manera, para u resisti i irregular na esfuerson i form tools.
NEWEN ha na'fanhuyong i posision i manma'gås-ñiha put este na ti ma'usa na tekna.
På'go, i form tool ha na'fanli'e' na gof lå'la' i lina'la'-ña ya siña ha na'siguru na guaha lina'la'-ña gi 360 digri (parehu gi halom i sietdi).
I balotu i inside relief siña ha na'lå'la' gi un eskalan 1 asta 3 gi un mismo na sietdi ya i radial na esfuersos ni' ma'a'atan ni' i spindle siempre ha na'fanhuyong i aktebet na flexing gi ayu na spindle ya u na'fanhuyong un defekto gi i valve seat taiguihi i chatter marka siha, ondulasion siha yan/pat oval na forma siha ni' para u na'fanlamen i makinan i sietdi yan ti siña ma'a'ñao.
I ma'usa på'go na materiåt siha gi i sietton bålbula yan i nisisidåt na inafekta siha ti siña ma'usa gi este na maneran ma'gåsi.

I tradisiunåt na maneran midision ti sufisiente para u makontrola i siyan i bålba yan i guiya i bålba ni' ma'ma'gåsi ni' NEWEN® FIXED-TURNING® na makina siha.
I NEWEN® ha na'i gui' un TALYROND 365XL na makinan-kontrola, ni' ma fa'tinas yan ma dedika para i midision i fina'tinas, i koaksialidåt, i fina'tinas i hilo'...
Este na makina ni' i resolusion-ña 1/100 gi un micron ha na'siña para u makontrola todu i parametron geometriku ni' ma difina i kualidåt i guiya yan i asiento gi i balbula: sirkulåridåt, konsentrisidåt, lina'la', silindrisidåt, lina'la' i segmento, anglo' siha, fina'tinas i hilo'... I ripot yan i grafik siha ni' manmafa'nu'i ginen i prublema siha manma'aidentifika ni' i dipattamenton kontodu i mas manma'gås-ta na OEMs.
I NEWEN sigi ha' ha prubåba i che'cho' ni' ma fa'tinas ginen i makina siha ni' ha fa'tinas ya ha na'annok i kualidåt-ña gi i minagahet na midida siha.
Kalang i prinsipåt i CNC lathe, i FIXED-TURNING ® i ma'gåsi i sietbe i balbula yan/pat maseha hafa na åmot ni' ma'usa para u ma'interpolate i axes.
fuera di i minagahet na i åmot ni' ma'usa para u ma'gåsi, i spindle yan i machining head siña ma'ma'tinas i mas difisit yan mas komplikao na åmot siha sin dipende gi i kualidåt i materiåt i valve seat. Yanggen ma'a'atan, i åmot-ña ma'a'atan gi i x yan z na axes-ña para u deskånsa i profile para i makina. I machining ma cho'gue gi un direksion ya i numeron i pases ma difina gi i mismo na prugråma. I biahi i åmot para u ma'utot ma'o'o'ppe sigun ginen i magahet na åpaka' i asienton i balbula. I triångkulon kåtga ni' estao-ña, ha muebi sigun i aksis i kareta yan i aksis i spindle. I enteru ha bira gui' gi halom i C-axis.
I kompiuta ni' takkilo' ha kalkula i mas maolek na chalan i åmot ya i esfuerson-ña para u ma'utot u ma'a'ñao yan u ma'a'ñao. Kada na inafekta ni' ma kalkula ginen un fraksion gi un segundo asta un fraksion gi un segundo ma prudukta gi taimanu na ti ma na'fanlamen i inafekta yan i fleksibilidåt i spindle.
Put i FIXED-TURNING ®, ma na'guaha perfekto na makinan bålba yan i perfekto na sedda' gi entre i bålba yan i bålba-ña kada biåhi, i fine'nina na biåhi, sin u ma laknos.
I modernu na kontodu, i mas nuebu na teknolohiha, efisiente, sensimple, yan sen na'magof i taotao, ha na'fanlibre i taotao ni' ha cho'gue i che'cho'-ña, ha na'menos i kanset yan ha na'fanlibre i atension para i operasion siha ni' nisisåriu.
I inetnon yan i makina na'magof yan na'simple. I taotao ni' ha cho'cho'gue i che'cho'-ña ha nisisita ha' na u ma'ayek i dimension siha taiguihi i diåmetron i bålba, u ma'ayek un prugråma ya i makina u kalkula todu i otro siha, kontodu todu i roughing yan finishing machining passes.
Mas ki i presision, mas ki i minaolek i taotao yan i mas takhilo' na pruduktibidat, FIXED-TURNING ® i parehu yan i meggai na åmot siha ni' ma'usa, ya todu manma'a'atan gi un sensimple yan baratu na makina.
Lå'la' i Rinikohin i Makina.