वाल्व सीट मशीनिंग, विकास की एक शताब्दी और ... समाधान!
पहले
जल्दी से आगे बढ़नेवाला
और कार्बाइड फॉर्म टूल
चित्र 1
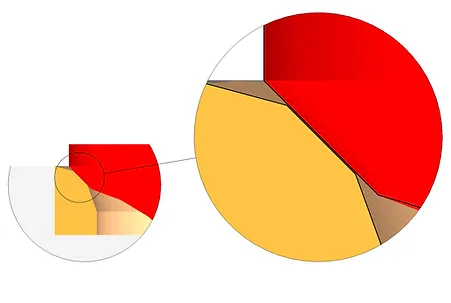
चैटर मार्क्स
|
चित्र 2
उतार-चढ़ाव
|
पाउडर मेटल वाल्व सीट या कुछ कास्ट आयरन वाल्व सीट के लैपिंग से अपरिहार्य चटर मार्क बनते हैं। चटर मार्क वाल्व के लिए बहुत हानिकारक होते हैं क्योंकि वाल्व बंद होने पर गैसें उनसे बाहर निकलती हैं।
परिणामस्वरूप मशीनी वाल्व सीट तेजी से ख़राब हो जाएगी और इसकी सील कभी भी पर्याप्त नहीं होगी। चटर के निशान कार्बाइड फॉर्म टूल्स द्वारा विभिन्न सामग्रियों (जैसे पाउडर धातु, गांठदार कच्चा लोहा ...) से बने दानेदार संरचना वाले पदार्थ की एक बड़ी सतह को खुरचने से उत्पन्न होते हैं।
लैपिंग तकनीक (फॉर्म टूल्स) से मशीनीकृत पारंपरिक वाल्व सीट्स में मिलीमीटर के सौवें हिस्से के बराबर उतार-चढ़ाव होते हैं जो 360 डिग्री घुमाव पर अनियमित कटिंग प्रयासों का प्रत्यक्ष परिणाम होते हैं। कटिंग प्रयासों में परिवर्तन के परिणामस्वरूप मशीन स्पिंडल पर अनियमित बल संचारित होते हैं जो मशीन के आधार पर कम या ज्यादा लचीले होंगे और अनियमित आकार देंगे। यह घटना, जो मैनुअल मशीनों के ऑपरेटरों द्वारा अच्छी तरह से जानी जाती है, जब बड़े दृश्यमान दोष दिखाई देते हैं, तो स्पिंडल कमांड पर त्वरित और बलपूर्वक दबाव के साथ इसकी भरपाई की जाती है।
उपरोक्त के परिणामस्वरूप स्पिंडल पर काफी प्रयास करना पड़ता है, तथा यद्यपि यह छोटे-मोटे दोषों को दूर करने में मदद कर सकता है, परन्तु यह किसी भी तरह से ज्यामिति को सुधार नहीं सकता है।
लैपिंग द्वारा मशीनिंग के मूल सिद्धांत में निहित ये उतार-चढ़ाव वाल्व सीलिंग पर निर्विवाद परिणाम डालते हैं और स्वीकार्य सील प्राप्त करने के लिए प्रत्येक वाल्व को उसके वाल्व सीट पर और अधिक लैपिंग करने की आवश्यकता होती है। वाल्व लैपिंग, जिसे अब तक इंजन निर्माताओं और उनके ग्राहकों द्वारा आवश्यकता के कारण स्वीकार किया जाता था, को इंजन निर्माताओं और आज की इंजन पीढ़ियों द्वारा आवश्यक न्यूनतम गुणवत्ता की मांग करने वाले किसी भी व्यक्ति द्वारा लंबे समय से समाप्त कर दिया गया है।
अब
FIXED-TURNING®
और एकल बिंदु उपकरण
चित्र 3
ज्यामितीय परिशुद्धता
इंटरपोलेशन द्वारा मशीनिंग, फिक्स्ड-टर्निंग®, निश्चित रूप से चित्र 1 और 2 में दिखाए गए सभी दोषों को समाप्त कर देती है।
सूक्ष्म-चैटर चिह्न और उतार-चढ़ाव उत्पन्न करना लगभग असंभव है। सिंगल पॉइंट मशीनिंग ऐसे दोषों के निर्माण की अनुमति नहीं देती है। खुद को समझाने के लिए आपको बस खराद पर मशीनिंग के बारे में सोचना होगा।
दो इंटरपोलेटेड अक्षों पर चलने वाले टर्निंग टूल के साथ मशीनिंग करने से एक गोलाकार माइक्रो-ग्रूव बनता है, जो पूरी तरह गोल होता है। खांचे की गहराई और 2 खांचों के बीच का अंतराल मशीन के संख्यात्मक नियंत्रण द्वारा नियंत्रित किया जाता है, जिससे बेहतरीन सतही फिनिश प्राप्त होती है।
काटने के प्रयासों की तरह, जो काफी हद तक कम हो गए हैं (300 गुना और अधिक), सतह परिष्करण दोष भी उस स्तर तक कम हो गए हैं जो कि फिक्स्ड-टर्निंग® को अग्रणी ओईएम द्वारा परिभाषित गुणवत्ता पैमानों में सबसे ऊपर स्थान दिलाता है।
एक नया युग, अवसरों की एक नई दुनिया...
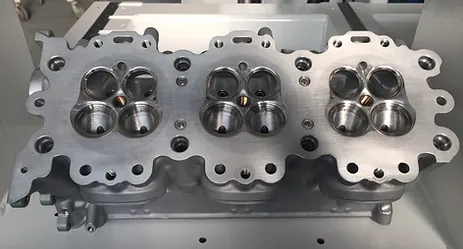
सबसे कठिन सिलेंडर हेड की मशीनिंग सबसे लंबे प्रोफाइल के लिए वाल्व सीट पर मात्र कुछ ही मिनटों में पूरी हो जाती है, जिसे विशेष रूप से इंजन के आउटपुट को बढ़ाने के लिए बनाया गया है। पारंपरिक "3-एंगल" प्रोफाइल की मशीनिंग कुछ ही सेकंड में पूरी हो जाएगी।

मोटरसाइकिल सिलेंडर हेड , सबसे छोटी वाल्व सीट और आने वाले समय में (सभी नए इंजन विकास कार्यक्रमों के केंद्र में, आकार में कमी) को अत्यंत आसानी से और प्रतिस्पर्धी इंजनों की इष्टतम परिशुद्धता के साथ मशीनिंग द्वारा तैयार किया जा सकता है...
NEWEN® मशीनें प्रत्येक इंजन पुनर्निर्माणकर्ता को सभी प्रकार के इंजन की मशीनिंग में विशेषज्ञ के रूप में खुद को स्थापित करने की अनुमति देती हैं। FIXED-TURNING® मशीनों का उपयोग करते समय व्यवस्थित रूप से प्राप्त की जाने वाली सटीकता सभी प्रकार के इंजन पर लागू होती है, अब किसी को ऐसे या ऐसे सिलेंडर हेड प्रकार पर ऐसी या ऐसी मशीनिंग में शामिल होने से इनकार नहीं करना पड़ता है, सभी कठिन मशीनिंग ऑपरेशन अतिरिक्त और महत्वपूर्ण मुनाफे का स्रोत बन जाते हैं।
उच्च प्रदर्शन बाजार , यांत्रिक अवकाश बाजार, फिक्स्ड-टर्निंग® मशीन से सुसज्जित किसी भी इंजन पुनर्निर्माणकर्ता की पहुंच के भीतर हैं।
फॉर्मूला 1 या किसी अन्य उच्च प्रदर्शन वाले यांत्रिक खेलों में आवश्यक सभी सटीकता स्वचालित रूप से और व्यवस्थित रूप से प्राप्त की जा सकती है। पूर्णता की गारंटी है।
उच्च-प्रदर्शन एक बढ़ता हुआ और आकर्षक बाजार है। इस विशेषता में शामिल होने वाले उच्च-स्तरीय पेशेवर की प्रतिष्ठा उसकी पूरी कंपनी पर चमकती है।
सह-उत्पादन, जिसे "संयुक्त ताप और शक्ति (सीएचपी)" के रूप में भी जाना जाता है, इंजनों को प्राकृतिक गैस और जैव-ईंधन (इथेनॉल) में रूपान्तरित करने के लिए वाल्व सीट काउंटर-बोर और बहुत कठोर वाल्व सीटों के तीव्र और सटीक मशीनिंग संचालन की आवश्यकता होती है।
सह-उत्पादन के सिद्धांत लंबे समय से जाने जाते हैं और कई तरह के अनुप्रयोगों में इस्तेमाल किए जाते हैं। आज, अल्ट्रा-क्लीन प्राकृतिक गैस फायर रेसिप्रोकेटिंग इंजन तकनीक, हीट एक्सचेंजर्स और सिस्टम कंट्रोल में प्रगति, सह-उत्पादन को अलग-अलग आकार की रेंज में अनुप्रयोगों के लिए व्यावहारिक और किफायती बनाती है।
बिजली उत्पादन का एक पहलू जिसने इन प्रगति को प्रभावित किया है, वह है स्वच्छ ऊर्जा की लगातार बढ़ती आवश्यकता। उत्सर्जन नियंत्रण रणनीतियाँ जो प्राकृतिक गैस से चलने वाले आंतरिक दहन इंजनों को CHP और ICHM अनुप्रयोगों के लिए वर्तमान बड़े बिजली संयंत्र मानकों के बराबर या उससे कम स्तरों पर लागू करने की अनुमति देती हैं, ने वाणिज्यिक और औद्योगिक अनुप्रयोगों की व्यापक श्रेणी के लिए सह-उत्पादन को और अधिक व्यावहारिक, किफायती और सुलभ बना दिया है।
फिक्स्ड-टर्निंग® इन सेवाओं के लिए आदर्श उपकरण है जो आसान, तेज, सटीक और बहुत लाभदायक बन जाती हैं।
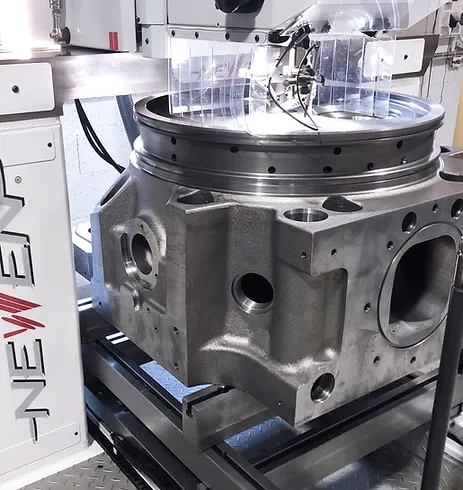
सभी कैम-बकेट बोर हाउसिंग को बड़े आकार के आयामों में मशीन करना ताकि हाउसिंग में बड़े आकार की आस्तीन डाली जा सके, एक सरल ऑपरेशन है, जो फिक्स्ड-टर्निंग® के साथ सटीक और लाभदायक है।
इच्छानुसार OFFSET प्रोफाइल बनाएं...

गैसों की गति में तेजी लाने के लिए वेंटुरिस (112 डिग्री तक) की मशीनिंग।
वेंचुरी: सीट के नीचे एक खुला कोण जो विसंपीडन के माध्यम से निकास गैसों की गति को तेज करने की अनुमति देता है।

सभी प्रकार के वाल्व गाइड (कास्ट आयरन, पाउडर धातु, कांस्य, कोई भी मिश्र धातु...) को सटीकता के साथ मशीन करें। एकल संचालन या संयुक्त वाल्व सीट मशीनिंग संचालन में अत्यंत सटीकता के साथ वाल्व गाइड को रीम करें।

एक ही कटिंग टूल से सभी उच्च परिशुद्धता वाले वाल्व सीट काउंटरबोर्स को मशीन करें। सभी प्रकार के सिलेंडर हेड, कास्ट आयरन या एल्युमिनियम में वाल्व सीट हाउसिंग तैयार करना, सभी FIXED-TURNING® पेशेवरों के लिए एक सटीक और लाभदायक काम है।



कोमात्सु प्राकृतिक गैस सिलेंडर हेड वाल्व सीट कठोरता: 56/58HRC (573HB+ / 610एचवी50+)
- प्रयुक्त इन्सर्ट: FT-11-11
- काटने की गति: 180 मीटर/मिनट
- मशीनिंग मोड: ड्राई कट
- कटिंग चक्र: 28 सेकंड/सीट
- गोलाकारता : 1µ से 2.40µ
- सतह खत्म: 0.20Ra
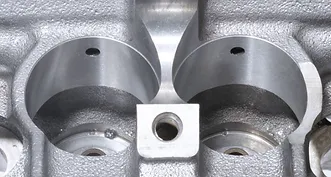
NEWEN की एक और खास बात: स्पार्क प्लग हाउसिंग की मशीनिंग.


मर्सिडीज एक्ट्रोस डिकम्प्रेसर वाल्व की सीटों को मशीन करना, "यह बच्चों का खेल है"।

फिक्स्ड-टर्निंग® और इसके संख्यात्मक नियंत्रण के साथ, यह असंभव को लाभदायक और दोहरावपूर्ण तरीके से प्राप्त करने की संभावना है।
सभी के लिए एक प्रौद्योगिकी.
सभी NEWEN FIXED-TURNING® मशीनें, जिनमें CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™ शामिल हैं, कट की गहराई को सटीकता के साथ दोहराने के लिए एक इलेक्ट्रॉनिक सिस्टम से लैस हैं। NEWEN द्वारा विकसित यह सिस्टम, अपने आप में एक माप प्रणाली नहीं है, बल्कि इसे मशीनिंग की स्थिति को सटीकता के साथ दोहराने की अनुमति देने के लिए बनाया गया है, जबकि सिलेंडर हेड से मशीन पर एक यादृच्छिक संदर्भ लिया जाता है। आम तौर पर, NEWEN सिस्टम के लिए संदर्भ सिलेंडर हेड गैसकेट प्लान है, जिसका उपयोग वाल्व सीट की गहराई को मापने के लिए संदर्भ के रूप में भी किया जाता है। एक विशिष्ट टूलिंग का उपयोग करके, कैमशाफ्ट हाउसिंग जैसी अन्य सतहों का उपयोग करना भी संभव है।
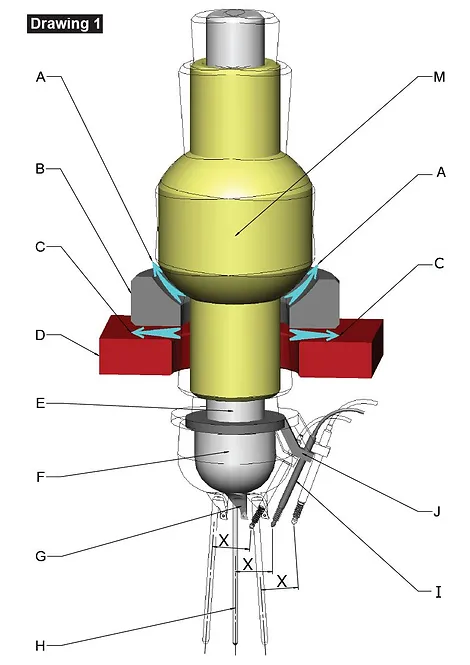
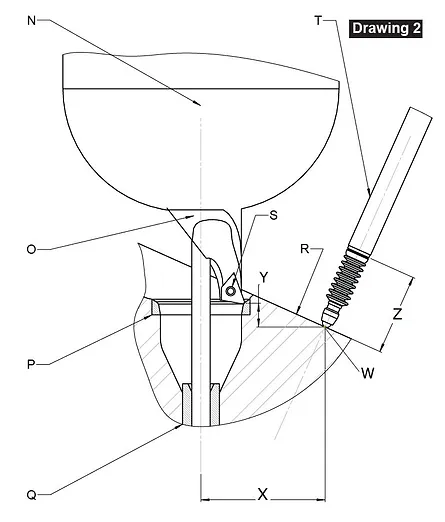
एक इलेक्ट्रॉनिक रैखिक गेज, LVDT, (I) मशीन के संख्यात्मक नियंत्रण से जुड़ा हुआ है। LVDT की नोक के संकुचित epth के आधार पर, गेज एक विद्युत संकेत भेजता है जो एक मिमी के सौवें हिस्से से भी कम के साथ गेज की स्थिति की पहचान करने की अनुमति देता है।
इस स्थिति को याद किया जा सकता है। एक बार स्थिति याद हो जाने पर, जब गेज को एक बार फिर उसी मात्रा में संपीड़ित किया जाता है, तो स्पिंडल फीड मोटर स्वचालित रूप से बंद हो जाती है। नतीजतन, उपकरण चुने गए संदर्भ बिंदु के संबंध में सभी वाल्व सीटों को एक ही गहराई पर मशीन कर सकता है।
गेज (I) की पायलट की धुरी के संबंध में तथा स्पिंडल शीथ के संबंध में एक निश्चित स्थिति होती है जिससे यह जुड़ा होता है। यह निश्चित स्थिति तब भी बनी रहती है जब स्पिंडल अपने एयर कुशन (C) और/या अपने गोलाकार एयर कुशन (A) पर गति करता है।
.
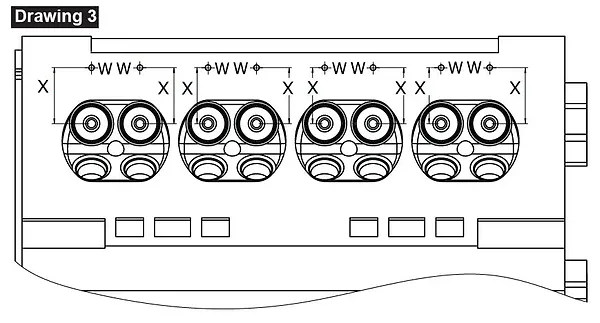
ड्राइंग 3: सभी सीटों को एक ही संदर्भ बिंदु (W) के अनुसार मशीन किया गया है, जो संदर्भ योजना से संबंधित है और एक निश्चित माप (X) से दूर है, जो ड्राइंग 1 में माप (X) के समान है।
ड्राइंग 2 पर आयाम (Z) , गेज की वह मात्रा है जो संपीड़ित होती है और संदर्भ बिंदु की तुलना में ड्राइंग 2 पर मान (Y) की मशीनिंग दूरी के अनुरूप होती है। इस मान (Y) को संख्यात्मक नियंत्रण (लिफ्ट, मरम्मत आयामों का चयन...) के नियंत्रित साधनों का उपयोग करके दिए गए और सटीक मान में संशोधित किया जा सकता है जो गेज की नोक की स्थिति को संशोधित करेगा, और इसे एक बार फिर याद किया जाएगा ताकि इसे जितनी बार चाहें उतनी बार दोहराया जा सके।
गेज की संकुचित मात्रा (Z) अनिवार्य रूप से मशीन स्पिंडल और गेज के बीच मौजूदा कोण के कारण स्पिंडल के यात्रा मूल्य के समान नहीं है। इसके अलावा, LVDT एक मापने वाला उपकरण नहीं है, बल्कि एक स्थिति सूचक है।
स्वचालित पुनरावृत्तीय गहराई नियंत्रण™ के लिए NEWEN प्रणाली, एक मिमी के +/- सौवें भाग से अधिक अंतर के साथ समान गहराई वाली मशीनिंग की गारंटी देती है।
यह उद्योग में उपलब्ध एकमात्र ऐसी प्रणाली है जो इतनी सटीकता के स्वचालित मशीनिंग की गारंटी देती है, चाहे सिलेंडर हेड होल्डिंग फिक्सचर के संबंध में सिलेंडर हेड की स्थिति कुछ भी हो, वाल्व गाइड के कोण के संबंध में और मशीन के हेड की यात्रा के संबंध में।

फिक्स्ड-टर्निंग® और संख्यात्मक रूप से नियंत्रित मशीनिंग
सिलेंडर हेड, इंजन का तंत्रिका केंद्र, उन सभी कार्यात्मकताओं को एकत्रित करता है जो इंजन की शक्ति, लचीलापन और दीर्घायु निर्धारित करते हैं… सिलेंडर हेड इंजन विकासकर्ताओं और मरम्मत विशेषज्ञों के ध्यान का केंद्र है। NEWEN, FIXED-TURNING® और संख्यात्मक नियंत्रण कई तकनीकी चुनौतियों के लिए अपरिहार्य और अपूरणीय समाधान लाते हैं जिन्हें पुरानी और/या पारंपरिक तकनीकों से हल नहीं किया जा सकता है।
दहन कक्ष वॉल्यूम
कक्षों का आयतन, cm3 (घन सेंटीमीटर या CC) में उनका मान और एक ही इंजन के भीतर एक दूसरे के बीच उनकी संगति प्रत्येक सिलेंडर के आउटपुट को इष्टतम और संतुलित बनाने के लिए निर्णायक तत्व है। केवल आयतन और आकार में पूरी तरह से समान कक्ष ही उच्च-प्रदर्शन इंजनों की उच्च गति के लिए आवश्यक आउटपुट स्तर और सामंजस्य की अनुमति देंगे (इस दस्तावेज़ के अंत में "HCCI" तकनीक देखें)। 
फिक्स्ड-टर्निंग® और न्यूएन संख्यात्मक नियंत्रण बहुत उच्च परिशुद्धता मशीनिंग संचालन की अनुमति देते हैं। वाल्व सीट और उनके विशिष्ट प्रोफाइल (इनटेक और एग्जॉस्ट) को 1/ के भीतर डुप्लिकेट किया जा सकता है100 मिमी (0.01 मिमी या 0.00039”), मशीनिंग गहराई को एक इलेक्ट्रॉनिक गहराई गेज और बहुत उच्च परिशुद्धता कीनेमेटीक्स के साथ स्वचालित रूप से नियंत्रित किया जाता है।
कक्षों के सटीक आयतन की गारंटी संगत आकृतियों और पूर्णतः समान गहराई द्वारा दी जाती है।
सिलेंडर की वायु-तंगता
इंजन के इष्टतम कामकाज और उच्च गति तक पहुंचने के लिए सिलेंडर की तात्कालिक वायुरोधी क्षमता आवश्यक है।
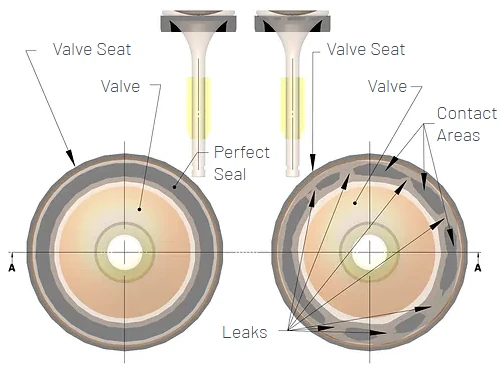 इस मुश्किल एयर-टाइटनेस फ़ंक्शन को सुनिश्चित करने के लिए वाल्व और वाल्व सीट के बीच धातु से धातु का संपर्क पूर्ण और सही होना चाहिए। उच्च गति को स्वीकार करने वाली सामग्रियों की गुणवत्ता के अलावा, वाल्व और वाल्व सीट के बीच धातु से धातु का संपर्क सिलेंडर की सही और स्थायी एयर-टाइटनेस प्राप्त करने के लिए अनिवार्य शर्त है।
इस मुश्किल एयर-टाइटनेस फ़ंक्शन को सुनिश्चित करने के लिए वाल्व और वाल्व सीट के बीच धातु से धातु का संपर्क पूर्ण और सही होना चाहिए। उच्च गति को स्वीकार करने वाली सामग्रियों की गुणवत्ता के अलावा, वाल्व और वाल्व सीट के बीच धातु से धातु का संपर्क सिलेंडर की सही और स्थायी एयर-टाइटनेस प्राप्त करने के लिए अनिवार्य शर्त है।
वाल्व और वाल्व सीट के बीच पूर्ण आकार अनुरूपता संपर्क में दो सतहों की ज्यामिति (आकार, कोण, सतह खत्म ...) के पूर्ण सम्मान द्वारा अनुमत है।
वाल्व और वाल्व सीटों की केवल उच्च परिशुद्धता वाली मशीनिंग ही इस आवश्यक संगति को प्राप्त करने की अनुमति देती है। वाल्वों की लैपिंग, जो वाल्व सीटों और वाल्वों की मशीनिंग की परिशुद्धता की कमी के कारण अतीत में अनिवार्य हो गई थी, वायु-तंगता के स्तर और उक्त वायु-तंगता के स्थायित्व को प्राप्त करने के लिए सख्ती से निषिद्ध है।
न्यूएन, फिक्स्ड-टर्निंग® और इसका संख्यात्मक नियंत्रण मशीन वाल्व सीटों को 3µm (या .003mm या .000118”) या उससे कम के क्रम में आकार दोष (वृत्ताकारता) प्रस्तुत करने की अनुमति देता है, जो मशीन की गई सामग्री पर निर्भर करता है। OEM को वाल्व सीटों और वाल्व दोनों के लिए 5 से 6µm से अधिक नहीं होने वाले गोलाकार दोषों की आवश्यकता होती है।
न्यूएन फिक्स्ड-टर्निंग® और इसका संख्यात्मक नियंत्रण एक समय में एक डिग्री के सौवें हिस्से के कोण को समायोजित करने की अनुमति देता है । इसलिए वाल्व सीटों और वाल्वों के कोणों को समायोजित करना आसान है ताकि एक परिपूर्ण और स्थायी वायु-तंगता प्राप्त की जा सके, बिना लैपिंग के विनाशकारी प्रलोभन के और, परिणामस्वरूप, इन भागों के आकार को विकृत किए बिना।
न्यूएन फिक्स्ड-टर्निंग® मशीन की वाल्व सीटें एकदम गोल हैं, तथा इनका कोण बहुत सटीक है, तथा वायु-रोधकता कई घंटों तक उपयोग के लिए उपयुक्त है।
फॉर्म टूल के साथ मशीनिंग सटीक कोण और पूरी तरह से गोल सीटों की गारंटी नहीं दे सकती है, इसलिए वाल्व को लैप करने की आवश्यकता है। एक ऐसा विकल्प जो अल्पकालिक वायु-तंगता की ओर ले जाएगा और प्रदर्शन को काफी कम कर देगा।
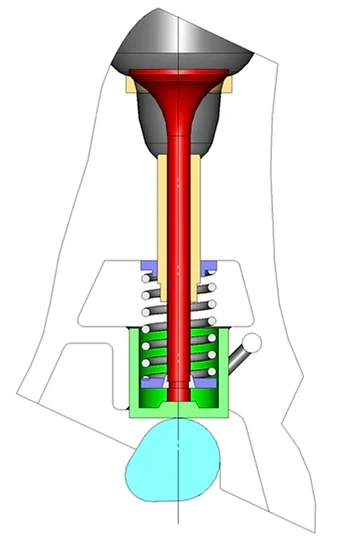
संरेखण और समाक्षीयता उच्च प्रदर्शन वाले वाल्व रिकॉल तंत्र के साथ गति में द्रव्यमान की कमी के कारण इंजन की गति में वृद्धि, तीव्र त्वरण और अवमंदन संभव हो पाया है। लेकिन ये सभी प्रदर्शन केवल घर्षण में भारी कमी और गति में भागों, वाल्व, कैम-बकेट, इनटेक कैम के ब्रेसिंग के कारण ही संभव हैं... वाल्व रिकॉल सिस्टम के नियंत्रित कामकाज को न भूलें।
वाल्वों और वाल्व सीटों की गोलाकारता के अलावा, वाल्व गाइडों, वाल्वों, कैम-बकेटों और कैमों की समाक्षीयता इन सभी भागों की गति की अनुमति देगी, जबकि निम्नलिखित को समाप्त करेगी:
- परजीवी घर्षण
- वाल्व “हेड्स” का अपनी सीट पर खिसकना
- कैम-बकेट को उनके संबंधित आवासों के भीतर बांधना।
आम तौर पर स्वीकृत विचारों के विपरीत, एक गाइड के भीतर एक टैपर्ड पायलट को मजबूर करके और इस पायलट को एक सांद्रता गेज के लिए समर्थन के रूप में उपयोग करके वाल्व सीट और वाल्व गाइड के बीच सांद्रता को नियंत्रित करना संभव नहीं है। वाल्व गाइड के लिए एक कैम-बकेट बोर हाउसिंग को बोर करने के लिए एक उपकरण की अनुमति देने के लिए एक ही तकनीक का उपयोग करना और भी अधिक असंभव है, जो इंजन के अच्छे प्रदर्शन के लिए आवश्यक शर्त है।
न्यूएन फिक्स्ड-टर्निंग® की गतिकी में सेंटरिंग पायलटों का हाइड्रोलिक सेंटरिंग शामिल है जो मशीनिंग स्पिंडल को कुछ माइक्रोन (µ= 0.001mm = .000039”) से अधिक दोष के साथ केंद्रित करने की अनुमति देता है।
फ़िक्स्ड-टर्निंग® पायलट वाल्व गाइड को बाधित नहीं करता है और वाल्व गाइड की मशीनिंग खामियों को ध्यान में रखता है। उसी तरह, कैम-बकेट बोर हाउसिंग की मशीनिंग कैम-बकेट की गाइडिंग अक्ष का सम्मान करेगी।
फिक्स्ड-टर्निंग® के साथ मशीनिंग से यह गारंटी मिलती है कि वाल्व सीट, वाल्व गाइड और कैम-बकेट बोर हाउसिंग की एक ही धुरी होगी, वे पूरी तरह से संरेखित होंगे, और भाग घर्षण और परजीवी ब्रेकिंग के अधीन हुए बिना उच्चतम गति से चलने में सक्षम होंगे, जो उच्च आरपीएम पर इंजन के कामकाज को असंभव बना देगा, जिसके परिणामस्वरूप तेजी से घिसाव और यांत्रिक घटनाओं का स्पष्ट जोखिम होगा।
गाइड, वाल्व सीट और कैम-बकेट बोर हाउसिंग की मशीनिंग FIXED-TURNING® के साथ की जाती है, जिससे इंजन के अत्यंत तेज़ संचालन की गारंटी मिलती है, उपयोग किए गए घटकों, टाइटेनियम मिश्र धातु वाल्व, विशेष स्प्रिंग्स, विशेष वाल्व सीट के साथ संयोजन में… बिना एयर-टाइटनेस दोष, घर्षण और तेल फिल्म के टूटने से कामकाज में परजीवी होने के जोखिम के। वाल्वों की घबराहट, जो ऊंचे शासनों का पालन करने में असमर्थ हैं, से भी बचा जाना चाहिए।
न्यूएन फिक्स्ड-टर्निंग® एक मशीनिंग अवधारणा है, जिसे मशीनिंग दोषों को माइक्रोन में व्यक्त मूल्यों के भीतर लाने के लिए विकसित किया गया है, न कि मिलीमीटर के सौवें हिस्से में।
समाक्षीयता की परिशुद्धता उच्च व्यवस्था और इंजन के इष्टतम कामकाज की अनुमति देती है।
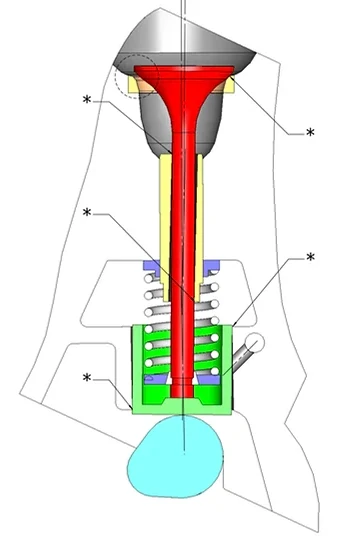
अक्षों के समाक्षीयता दोष के कारण घर्षण* में वृद्धि होती है, जो विभिन्न भागों की यात्रा को धीमा कर देगा, जो सिलेंडरों की वायु-तंगता को नष्ट कर देगा और इंजन की घूर्णन गति को काफी सीमित करते हुए सीज़िंग की ओर ले जाएगा, उपरोक्त सभी एक दूसरे के बीच सिलेंडरों के असंतुलन से बढ़ जाते हैं। प्रत्येक असंतुलन गति में भागों पर यांत्रिक बाधाओं की उत्पत्ति है, ऐसी बाधाएँ जो उक्त भागों के समय से पहले खराब होने का कारण बनेंगी।
निकास प्रोफाइल
मिश्रण (ईंधन-संयोजक) के विस्फोट के बाद, दहन से बची हुई गैसें सिलेंडर को भर देती हैं और उन्हें निकास नलिकाओं के माध्यम से निकाला जाना चाहिए, जो पिस्टन द्वारा बाहर निकाला जाता है जो अपने उच्चतम बिंदु की ओर वापस आ रहा है। निकास वाल्व पिस्टन के फिर से नीचे जाने से पहले क्रमिक रूप से बंद हो जाएगा, इस प्रक्रिया में फिर से कुछ ताजा मिश्रण को चूस लेगा। यह बंद होने की अवधि निकास वाल्व के लिए महत्वपूर्ण है। अत्यधिक तापमान पर गर्म की गई गैसें वाल्व सीट और बंद होने वाले वाल्व के बीच भी परतदार होती हैं।
वाल्व सीट और वाल्व को लैमिनेटेड गैसों के घर्षण के अधीन किया जाता है और फिर तापमान उन सतहों पर अपनी ऊंचाई पर होता है जो कुछ हज़ार सेकंड के लिए संपर्क और वायुरोधीपन सुनिश्चित करेंगे। इस संपर्क के लिए संपर्क में सतहों के तेजी से क्षरण के अनुरूप नहीं होने के लिए, यह आवश्यक है कि ये संपर्क क्षेत्र सतह (मिमी 2) में इष्टतम हों और उनके रूप पूरक हों (कोण, गोलाकारता, सतह खत्म ...)।
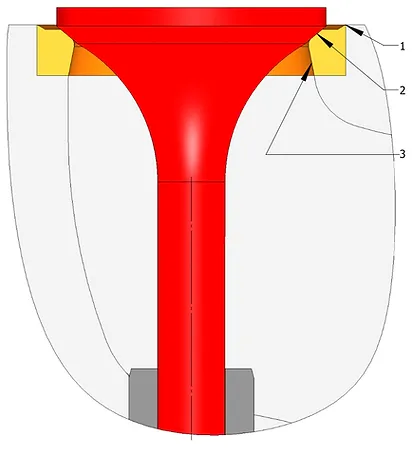
1. गैसों के अशांति मुक्त प्रवाह के अनुकूल आकार के साथ चरण मुक्त कनेक्शन।
2. गैसों के घर्षण के लिए बड़े प्रतिरोध के लिए सीट क्षेत्र चौड़ा और वाल्व के साथ मेल खाता है।
3. गैसों के त्वरित विस्तार और त्वरण के लिए वेंचुरी।
न्यूएन फिक्स्ड-टर्निंग® एग्जॉस्ट वाल्व सीट्स को मशीनिंग के माध्यम से इतना बड़ा बनाता है कि वे खुद को विकृत न करें, जबकि वाल्व के जितना संभव हो सके उतना करीब कोण हो। पहलुओं और उतार-चढ़ाव से मुक्त गोल आकार सीट की पूरी सतह पर धातु से धातु के संपर्क की अनुमति देगा जो एक अच्छा थर्मल एक्सचेंज, एक सही वायुरोधी और अधिकतम विश्वसनीयता सुनिश्चित करेगा।
फिक्स्ड-टर्निंग® लगभग असीमित लंबाई वाली प्रोफाइल को मशीन करने की अनुमति देता है। इसलिए हम गैसों के निष्कर्षण को आसान बनाने के लिए निकास वाहिनी को मशीन कर सकते हैं और विशेष रूप से, वेंटुरिस को जो सीट से गुजरने के तुरंत बाद गैसों को छोड़ने की अनुमति देगा और परिणामस्वरूप, उनकी गति को तेज करेगा। तीव्र कोण, कदम, व्यास के अंतर जो अशांति और गैसीय प्रवाह को धीमा करने का कारण बनते हैं, उन्हें मिटा दिया जाएगा और इंजन के कामकाज के बेहतर प्रबंधन के लिए प्रत्येक नाली (कटोरा / पिछली दीवार) को अनुकूलित और अन्य नलिकाओं के समान बनाया जाएगा।
इनटेक प्रोफाइल
एग्जॉस्ट सीट और वाल्व के विपरीत, इनटेक सीट और वाल्व जलती हुई गैसों के लेमिनेशन और उसके परिणामस्वरूप होने वाले घर्षण के अधीन नहीं होते हैं। इनटेक वाल्व सीट को पिस्टन के नीचे की ओर बढ़ने और संभवतः टर्बो और कंप्रेसर की क्रिया द्वारा धकेले जाने वाले ताजा हवा/गैसोलीन मिश्रण के साथ सिलेंडर को यथासंभव पूर्ण रूप से भरने की अनुमति देनी चाहिए।
नलिकाओं (कटोरे क्षेत्र) का आकार गैसों के अधिकतम प्रवाह की अनुमति देने के लिए इष्टतम होना चाहिए, बिना परजीवी अशांति उत्पन्न किए। सीट का कोण स्वयं गैसीय मिश्रण के मार्गदर्शन में भाग लेता है और इसे नलिका के सामान्य आकार में पूरी तरह से एकीकृत किया जाना चाहिए।
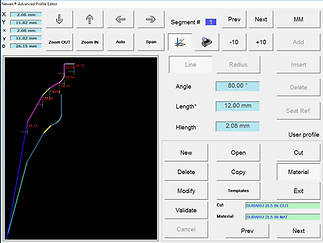
कक्षों के आकार के आधार पर, एक दूसरे से पूरी तरह से जुड़े हुए रेखा खंडों और त्रिज्याओं से बने प्रोफाइल गैसों के इष्टतम प्रवाह की अनुमति देंगे। तीखे कोणों पर प्रतिबंध लगा दिया गया है और एक सुसंगत प्रोफ़ाइल वाल्व के छोटे उद्घाटन के दौरान गैस की सबसे बड़ी संभव मात्रा का मार्गदर्शन करेगी। वाल्व की सही सील एक इष्टतम दहन और आउटपुट के साथ-साथ एक दोषरहित विश्वसनीयता की अनुमति देगी।
केवल फिक्स्ड-टर्निंग® वाल्व गाइड से लेकर सिलेंडर के किनारे तक इनटेक कंड्यूट के अनुकूलन की अनुमति देता है। एक पूरी तरह से मास्टर किए गए आकार के साथ एक मशीनिंग एक ही ऑपरेशन में की जाएगी और प्रत्येक सिलेंडर के लिए समान रूप से दोहराई जाएगी। सिलेंडर हेड की मूल मशीनिंग पूरक मशीनिंग ऑपरेशन, वाल्व सीट हाउसिंग, सीट, कोणों की मशीनिंग के अनुक्रम द्वारा की जाती है... जो स्वचालित रूप से गेज के प्रवाह के लिए हानिकारक अनियमितताएं पैदा करती हैं। फिक्स्ड-टर्निंग® वाल्व सीट सहित पूरे कंड्यूट की बिना किसी रुकावट के निरंतर मशीनिंग प्रदान करता है, जिसे मशीनिंग के बाकी हिस्सों की बाधाओं के अधीन किए बिना मशीन किया जाएगा। फिक्स्ड-टर्निंग® और कंड्यूट और सीटों की निर्बाध मशीनिंग सिलेंडर की एक इष्टतम भरने, सिलेंडर के बीच एक कुल नियमितता और, परिणामस्वरूप, इंजन के एक इष्टतम आउटपुट की अनुमति देती है।
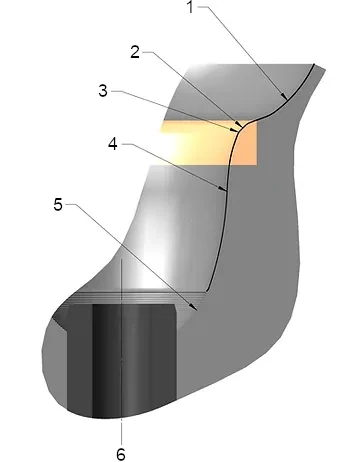
1. रेखा खंडों और त्रिज्याओं से बनी प्रोफ़ाइल, जो मिश्रण को सिलेंडर की ओर निर्देशित करने में अनुकूलन करती है।
2. सीट पूरी तरह से गोल और वायुरोधी हो तथा उसका कोण वाल्व के कोण के अनुरूप हो।
3. छोटी एंटी-टर्बुलेंस लिंक त्रिज्या।
4. नाली के आकार (कटोरा) पूरी तरह से मिश्रित और एक दूसरे के बीच बिल्कुल समान।
5. कच्चा माल
6. वाल्व के वाल्व विश्राम क्षेत्र सहित संपूर्ण नलिका (कटोरे) की स्थिर और चिकनी प्रोफ़ाइल।
फ्लक्स की नियमितता और सिलेंडरों का संतुलन
प्रत्येक सिलेंडर इंजन की शक्ति में आनुपातिक हिस्सा लाता है और प्रत्येक सिलेंडर द्वारा आपूर्ति की गई शक्ति के बीच केवल पूर्ण समानता ही उच्च आरपीएम पर इंजन के कुशल संचालन की अनुमति देगी।
पूर्णतः समान व्यवहार वाले सिलेंडर परजीवी कंपन से मुक्त इंजन प्राप्त करने की अनुमति देंगे तथा उच्च गति की अनुमति देंगे।
न्यूएन और फिक्स्ड-टर्निंग® सभी बिंदुओं पर, एक नाली से दूसरे तक, एक इंजन से दूसरे इंजन तक, नियमित और समान रूप से निरंतर मशीनिंग की अनुमति देते हैं। सबसे परिष्कृत आकृतियों को उन स्थानों पर अधिकृत किया जाता है जहाँ फॉर्म टूल्स के साथ क्लासिक मशीनिंग प्रक्रियाएँ शक्तिहीन और अक्षम होती हैं।
न्यूएन उत्कृष्ट वाल्व सीट की अनुमति देता है, जिसके परिणामस्वरूप प्रत्येक सिलेंडर की दक्षता बढ़ जाती है, तथा असाधारण विश्वसनीयता भी मिलती है।
मशीनी गहराई का सम्मान FIXED-TURNING® की दो विशिष्ट विशेषताओं के कारण संभव हुआ है:
फिक्स्ड-टर्निंग® एक मिलीमीटर के सौवें हिस्से (.00039”) जितनी छोटी मशीनिंग को पूरे प्रोफाइल पर, उसकी लंबाई की परवाह किए बिना, अनुमति देता है, जबकि सीट की एक आदर्श ज्यामिति प्रदान करता है (गोलाकारता, कोण, संकेन्द्रता…)
फिक्स्ड-टर्निंग® का संख्यात्मक नियंत्रण + या – 0.01 मिमी (1/100मिमी) या .00039”।
इन दो विशिष्ट संभावनाओं के संयोजन से पूर्णतः समान दहन कक्ष प्राप्त करने की अनुमति मिलती है, जो इंजन को उसका संतुलन और "उच्च आरपीएम पर घूमने" की क्षमता प्रदान करेगा।
FIXED-TURNING® द्वारा विशेष रूप से गारंटीकृत ये सटीक मशीनिंग क्षमताएं पहले से ही HCCI (होमोजीनियस चार्ज कम्प्रेशन इग्निशन) प्रौद्योगिकी को एकीकृत करके भविष्य के इंजनों की मरम्मत की संभावना की अनुमति देती हैं, जो गैसोलीन इंजन को स्वच्छ और बहुत कुशल बनाकर क्रांति लाएगी।
याद दिला दें कि HCCI तकनीक हवा/गैसोलीन मिश्रण के संपीड़न में महारत हासिल करने और इस प्रकार दहनशील मिश्रण के स्वत: प्रज्वलन में महारत हासिल करने के कारण स्पार्क प्लग को खत्म करने की अनुमति देती है। खपत और बिजली लाभ इस तकनीक को अपरिहार्य बना देंगे। सिलेंडर हेड की मशीनिंग चैंबर्स के वॉल्यूम और मशीनिंग गहराई की सटीकता का एक बड़ा हिस्सा देगी। केवल न्यूनतम और अत्यंत सटीक कट की अनुमति देने वाली मशीनिंग प्रक्रियाएँ ही संभव होंगी। FIXED-TURNING® इस नई चुनौती का सामना करने के लिए पहले से ही तैयार है।
प्रदर्शन और विश्वसनीयता, परिशुद्धता और संख्यात्मक नियंत्रण के साथ-साथ चलते हैं।
फिक्स्ड-टर्निंग® अपने समय से आगे?
नहीं, फिक्स्ड-टर्निंग® उन इंजन विशेषज्ञों के लिए सही समय पर है जो तकनीकी विकास से पीछे नहीं रहना चाहते हैं।