Strojna obrada sjedišta ventila, jedno stoljeće evolucije i … rješenje!
Prije
USPRAVLJEN
i alat za oblik karbida
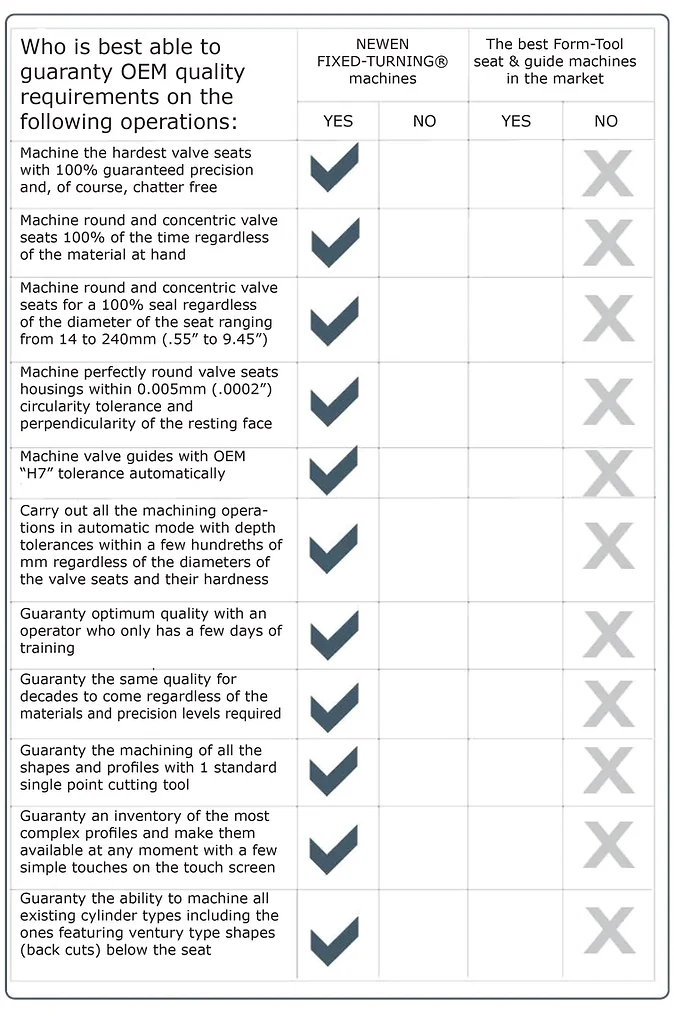
Crtež 1
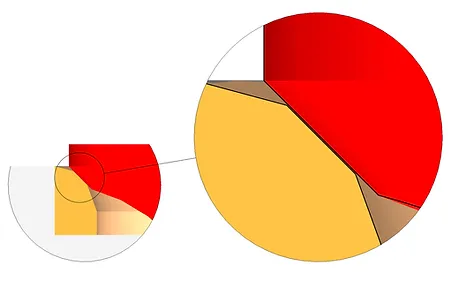
Oznake brbljanja
|
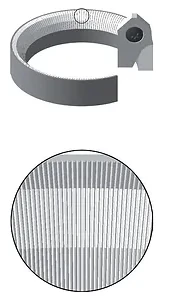
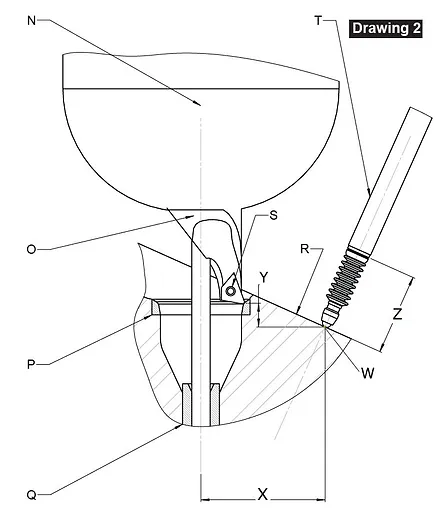
Crtež 2
Valovitost
|
Lapkanje sjedišta ventila od metala u prahu ili nekih sjedišta ventila od lijevanog željeza dovodi do neizbježnih tragova klepetanja. Tragovi klepetanja vrlo su štetni za ventil jer plinovi izlaze kroz njih dok je ventil zatvoren.
Strojno obrađeno sjedište ventila će se zbog toga brzo deformirati i njegovo brtvljenje nikada neće biti dovoljno. Tragovi klepetanja nastaju kada alati od tvrdog metala ostružu veliku površinu materijala sa zrnatom strukturom od različitih materijala (kao što su metali u prahu, nodularno lijevano željezo...).
Tradicionalna sjedišta ventila obrađena tehnikom lappinga (alati za oblikovanje), sva predstavljaju valovitost veličine stotinki milimetara koja je izravan rezultat nepravilnog rezanja pri rotaciji od 360 stupnjeva. Rezultante promjenjivih napora rezanja prenose nepravilne sile na vretena stroja koja će se više ili manje savijati ovisno o stroju i dati će nepravilne oblike. Ovaj fenomen, dobro poznat rukovateljima ručnih strojeva, kompenzira se, kada se pojave veliki vidljivi nedostaci, brzim i snažnim pritiskom na komandu vretena.
Gore navedeno rezultira znatnim naporima vretena i, iako može pomoći u izravnavanju malih nedostataka, ni na koji način ne može ispraviti geometriju.
Ove valovitosti, svojstvene samom principu strojne obrade preklapanjem, imaju neupitne posljedice na brtvljenje ventila i zahtijevaju daljnje preklapanje svakog ventila na njegovom sjedištu ventila kako bi se postiglo prihvatljivo brtvljenje. Lapiranje ventila, koje su proizvođači motora i njihovi kupci do sada prihvaćali iz nužde, odavno je protjerano od strane proizvođača motora i svih onih koji traže minimalnu kvalitetu koju zahtijevaju današnje generacije motora.
Sada
FIXED-TURNING®
i alat s jednom točkom
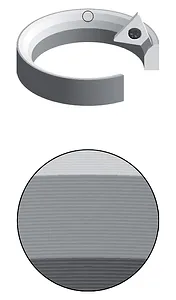
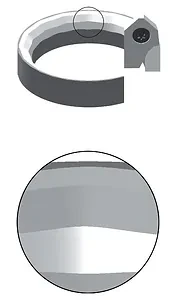
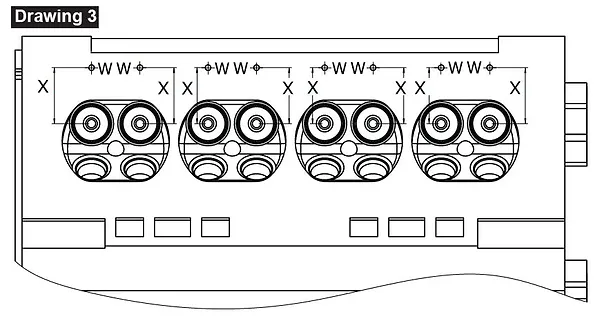
Crtež 3
Geometrijska preciznost
Strojna obrada interpolacijom, FIXED-TURNING®, definitivno uklanja sve nedostatke prikazane na crtežima 1 i 2.
Praktično je nemoguće stvoriti mikrotragove i neravnine. Obrada u jednoj točki ne dopušta stvaranje takvih nedostataka. Treba samo uzeti u obzir strojnu obradu na tokarilici da bi se uvjerio.
Obrada s alatom za tokarenje koji se kreće po dvije interpolirane osi stvara kružni mikroutor, savršeno okrugao. Dubina utora i razmak između 2 utora kontrolira se numeričkom kontrolom stroja, čime se dobivaju najfinije moguće završne obrade površine.
Slično kao napori rezanja, znatno smanjeni (300 puta i više), površinski nedostaci su smanjeni na razine koje svrstavaju FIXED-TURNING® na sam vrh ljestvice kvalitete definirane od strane vodećih OEM proizvođača.
novo doba, novi svijet mogućnosti...
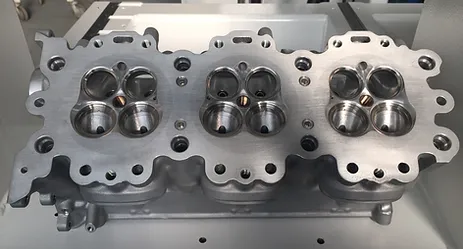
Strojna obrada najtežih glava cilindra postiže se u roku od samo nekoliko minuta po sjedištu ventila za najduže profile, posebno izrađene za povećanje snage motora. Obrada tradicionalnog "3-Angle" profila bit će izvršena u roku od nekoliko sekundi.

Glave cilindara za motocikle , najmanja sjedišta ventila koja postoje i dolaze (smanjivanje, u srcu svih novih programa razvoja motora) mogu se strojno obraditi s najvećom lakoćom i optimalnom preciznošću natjecateljskih motora...
NEWEN® strojevi omogućuju svakom proizvođaču motora da se pozicionira kao stručnjak za strojnu obradu svih vrsta motora. Preciznost koja se postiže sustavno korištenjem FIXED-TURNING® strojeva odnosi se na sve tipove motora, više se ne mora odbijati uključenje u takvu ili onu strojnu obradu na takvom ili onom tipu glave cilindra, sve teške operacije strojne obrade postaju izvor dodatnu i značajnu dobit.
Tržište visokih performansi , tržište mehaničke dokolice, nadohvat je ruke svakom proizvođaču motora opremljenom FIXED-TURNING® strojem.
Sve preciznosti potrebne u Formuli 1 ili bilo kojem drugom zahtjevnom mehaničkom sportu visokih performansi mogu se postići automatski i sustavno. Savršenstvo je zajamčeno.
High-Performance je rastuće i unosno tržište. Prestiž profesionalca visoke razine koji se uključi u ovu specijalnost obasjava cijelu njegovu tvrtku.
KOGENERACIJA, također poznata kao "Kombinirana toplina i energija (CHP)", transformacija motora na prirodni plin i biogoriva (etanol) zahtijeva brze i precizne operacije strojne obrade protuprovrta sjedišta ventila i vrlo tvrdih sjedišta ventila.
Načela kogeneracije odavno su poznata i korištena su u raznim primjenama. Današnji napredak u tehnologiji ultra-čistog klipnog motora na prirodni plin, izmjenjivača topline i upravljanja sustavom, čini kogeneraciju praktičnom i ekonomičnom za primjene u različitim rasponima veličina.
Jedan aspekt proizvodnje energije koji je utjecao na ovaj napredak je sve veća potreba za čišćom energijom. Strategije kontrole emisija koje omogućuju primjenu motora s unutarnjim izgaranjem na prirodni plin za CHP i ICHM aplikacije na razinama jednakim ili manjim od trenutnih standarda za velike elektrane, dodatno su učinile kogeneraciju praktičnijom, ekonomičnijom i pristupačnijom za širi raspon komercijalnih i industrijskih aplikacije.
FIXED-TURNING® je idealan alat za ove usluge koje postaju jednostavne, brze, precizne i vrlo isplative.
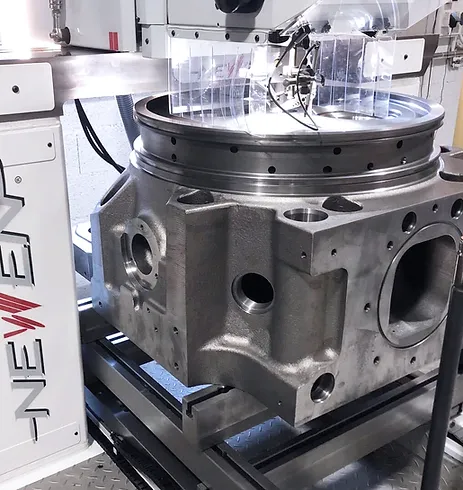
Strojna obrada svih kućišta provrta s bregastom kantom na prevelike dimenzije kako bi se u kućišta umetnuli preveliki rukavci je jednostavan postupak, precizan i isplativ s FIXED-TURNING®.

Kreirajte OFFSET profile po želji...

Obrada venturis cijevi (do 112 stupnjeva) za ubrzavanje brzine plinova.
Venturi: otvoreni kut ispod sjedala koji omogućuje ubrzanje brzine ispušnih plinova kroz dekompresiju.

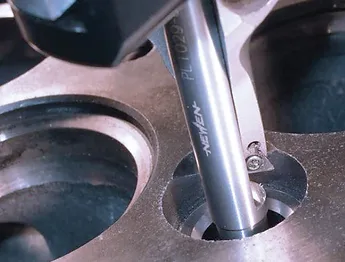
Precizno obrađuje sve vrste vodilica ventila (lijevano željezo, metalni prah, bronca, bilo koje legure...). Razvrtajte vodilice ventila s najvećom preciznošću u samostalnom radu ili u kombiniranoj obradi sjedišta ventila.

Obradite sve visoko precizne bušotine sjedišta ventila s istim alatom za rezanje. Priprema kućišta sjedišta ventila u svim vrstama glava cilindra, od lijevanog željeza ili aluminija, precizan i isplativ posao za sve profesionalce FIXED-TURNING®.



Tvrdoća sjedišta ventila glave cilindra KOMATSU prirodnog plina: 56/58HRC (573HB+ / 610HV50+)
- Korišteni umetak: FT-11-11
- Brzina rezanja: 180 m/min
- Način obrade: Suhi rez
- Ciklus rezanja: 28 sekundi/sjedalo
- Okruglost: 1µ do 2,40µ
- Površinska obrada: 0,20Ra
Još jedna NEWEN ekskluziva: strojna obrada kućišta svjećice.


Strojna obrada sjedišta ventila dekompresora Mercedes Actros "to je dječja igra".
FIXED-TURNING® i njegova numerička kontrola, to je mogućnost da se postigne nemoguće na profitabilan i ponavljajući načing.
Tehnologija za sve.
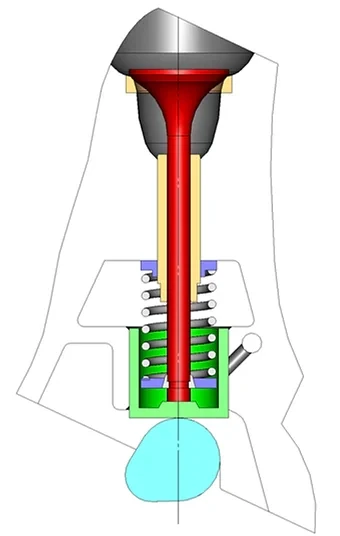
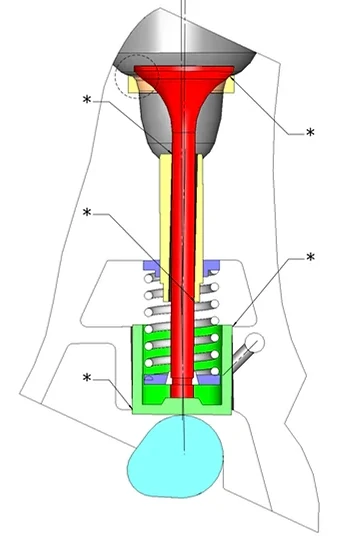
Svi NEWEN FIXED-TURNING® strojevi, uključujući CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, opremljeni su elektroničkim sustavom za ponavljanje dubine rezanja s preciznim sion. Ovaj sustav, koji je razvio NEWEN, nije mjerni sustav sam po sebi, već je zamišljen kako bi omogućio precizno ponavljanje položaja strojne obrade, uzimajući nasumične reference na glavi motora prema stroju. Općenito, referenca za sustav NEWEN je plan brtve glave cilindra, koji se također koristi kao referenca za mjerenje dubine sjedišta ventila. Također je moguće, koristeći poseban alat, koristiti druge površine, kao što su kućišta bregastog vratila.
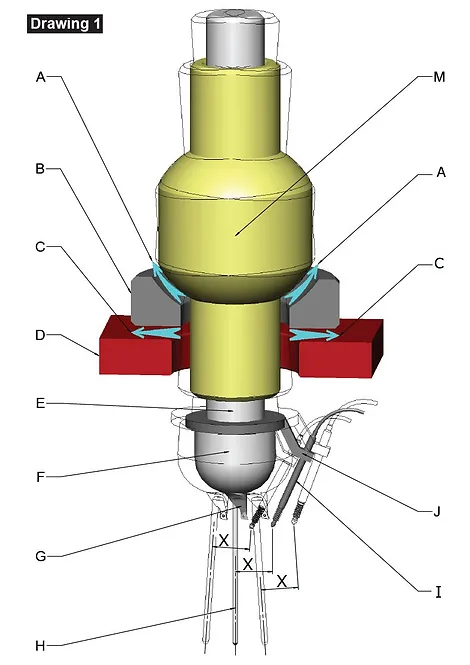
Elektronički linearni mjerač, LVDT, (I) povezan je s numeričkim upravljanjem stroja. Ovisno o smanjenoj dubini vrha LVDT-a, mjerač šalje električni signal koji omogućuje prepoznavanje, s manje od jedne stotinke mm, položaja mjerača.
Ovaj položaj se može zapamtiti. Nakon memoriranja položaja, motor pomaka vretena se automatski zaustavlja kada se mjerač još jednom stisne u istoj mjeri. Kao rezultat toga, oprema može obraditi sva sjedišta ventila na istoj dubini u odnosu na odabranu referentnu točku.
Mjerač (I) ima fiksni položaj u odnosu na os pilota i u odnosu na omotač vretena na koji je pričvršćen. Ovaj fiksni položaj ostaje kada se vreteno pomiče na svom zračnom jastuku (C) i/ili na svom sferičnom zračnom jastuku (A)
.
Crtež 3: Sva su sjedala strojno obrađena prema istoj referentnoj točki (W) , koja pripada referentnom planu i udaljena je od fiksne mjere (X) , koja je ista kao mjera (X) na crtežu 1.
Dimenzija (Z) na crtežu 2 je količina mjerne ploče koja je komprimirana i odgovara udaljenosti strojne obrade vrijednosti (Y) na crtežu 2 u usporedbi s referentnom točkom. Ova vrijednost (Y) može se modificirati na zadanu i preciznu vrijednost pomoću kontroliranih sredstava numeričkog upravljanja (elevator, izbor popravnih dimenzija...) koji će modificirati položaj vrha mjerača, a ovaj posljednji će još jednom zapamtiti i ponoviti onoliko puta koliko želite.
Složeni iznos (Z) mjerača nije identičan vrijednosti hoda vretena uglavnom zbog postojećeg kuta između vretena stroja i mjerača. Također, LVDT nije mjerni instrument već indikator položaja.
Sustav NEWEN za Automatic Repetitive Depth Control™ jamči identičnu dubinsku obradu s varijacijama koje ne prelaze +/- jednu stotinku mm.
To je jedini sustav dostupan u industriji koji jamči automatsku obradu takve preciznosti, bez obzira na položaj glave cilindra u odnosu na držač glave cilindra, u odnosu na kut vodilica ventila i u odnosu na hod glave stroja.

FIXED-TURNING® I NUMERIČKI UPRAVLJANA STROJNA OBRADA
Glava cilindra, neuralgično središte motora, okuplja sve funkcionalnosti koje određuju snagu, fleksibilnost i dugovječnost motora… Glava motora je središte preokupacije razvojnih inženjera motora i stručnjaka za popravke. NEWEN, FIXED-TURNING® i numeričko upravljanje donose nezaobilazna i nezamjenjiva rješenja za brojne tehničke izazove koji se ne mogu riješiti sa starijim i/ili tradicionalnim tehnologijama.
VOLUMENI KOMORE ZA IZGARANJE
Volumen komora, njihova vrijednost u cm3 (kubičnim centimetrima ili CC) i njihova međusobna usklađenost unutar istog motora je odlučujući element za optimalan i uravnotežen učinak svakog cilindra. Samo komore savršeno slične u volumenu i obliku će omogućiti izlazne razine i harmonije potrebne za povišene brzine motora visokih performansi (pogledajte tehnologiju "HCCI" na kraju ovog dokumenta). 
FIXED-TURNING® i NEWEN numerička kontrola omogućuju vrlo precizne operacije strojne obrade. Sjedišta ventila i njihovi specifični profili (usisni i ispušni) mogu se duplicirati unutar 1/100 mm (0,01 mm ili 0,00039”), dubine obrade kontroliraju se automatski s elektroničkim mjeračem dubine i vrlo preciznom kinematikom.
Precizni volumeni komora zajamčeni su odgovarajućim oblicima i savršeno identičnim dubinama.
ZRAKONEPROPUSNOST CILINDRA
Trenutna zrakonepropusnost cilindra ključna je za optimalno funkcioniranje motora i postizanje visokih brzina.
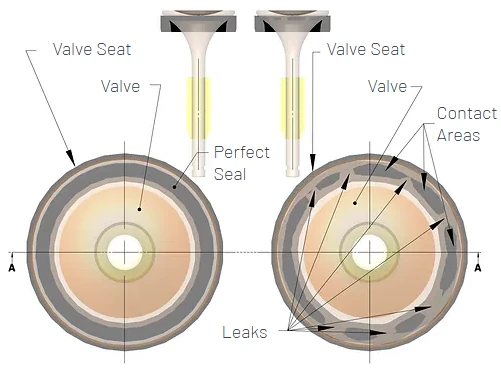 Kontakt metala s metalom između ventila i sjedišta ventila mora biti potpun i savršen kako bi se osigurala ova teška funkcija nepropusnosti zraka. Osim kvalitete materijala koji će prihvatiti povećane brzine, kontakt metala s metalom između ventila i sjedišta ventila je sine qua none uvjet za postizanje savršene i trajne zrakonepropusnosti cilindra.
Kontakt metala s metalom između ventila i sjedišta ventila mora biti potpun i savršen kako bi se osigurala ova teška funkcija nepropusnosti zraka. Osim kvalitete materijala koji će prihvatiti povećane brzine, kontakt metala s metalom između ventila i sjedišta ventila je sine qua none uvjet za postizanje savršene i trajne zrakonepropusnosti cilindra.
Savršena usklađenost oblika između ventila i sjedišta ventila omogućena je potpunim poštovanjem geometrija (oblika, kutova, završnih površina...) dviju površina u kontaktu.
Samo visokoprecizna obrada ventila i sjedišta ventila omogućuje postizanje ove bitne podudarnosti. Preklapanje ventila, koje je u prošlosti postalo obavezno zbog nepreciznosti obrade sjedišta ventila i ventila, strogo je zabranjeno da bi se dobile razine zrakonepropusnosti i trajnost navedene zrakonepropusnosti.
NEWEN, FIXED-TURNING® i njegova numerička kontrola omogućuju obradu sjedišta ventila koja predstavljaju defekt oblika (kružnost) reda veličine 3µm (ili .003 mm ili .000118”) ili manje, ovisno o materijalima koji se strojno obrađuju. OEM proizvođači zahtijevaju kružne defekte koji ne prelaze 5 do 6 µm i za sjedišta ventila i za ventile.
NEWEN FIXED-TURNING® i njegova numerička kontrola omogućuju podešavanje kutova za jednu stotinku stupnja odjednom . Zbog toga je lako podesiti kutove sjedišta ventila i ventila kako bi se postigla savršena i dugotrajna zračna nepropusnost, bez podlijeganja destruktivnom iskušenju preklapanja i, posljedično, deformiranja oblika ovih dijelova.
Sjedišta ventila strojeva NEWEN FIXED-TURNING® savršeno su okrugla, s vrlo preciznim kutovima, a nepropusnost zraka je savršena za višesatno korištenje.
Obrada alatom za oblikovanje ne može jamčiti precizne kutove i savršeno okrugla sjedišta, stoga je potrebno preklopiti ventile. Coice koji će dovesti do kratkotrajne zrakonepropusnosti i znatno će smanjiti performanse.
POravnanje i koaksijalnosti Povećani brojevi okretaja motora, nagla ubrzanja i usporavanja omogućeni su zahvaljujući smanjenju masa u kretanju s visokoučinkovitim mehanizmima povrata ventila. Ali sve te performanse moguće su samo zahvaljujući drastičnom smanjenju trenja i učvršćenju dijelova u kretanju, ventila, bregastih lamela, usisne bregaste... ne zaboravljajući kontrolirano funkcioniranje sustava povrata ventila.
Osim kružnosti ventila i sjedišta ventila, koaksijalnost vodilica ventila, ventila, ekscentričnih ležišta i ekscentra mora omogućiti pomicanje svih ovih dijelova uz eliminaciju:
- parazitska trenja
- klizanje "glava" ventila na njihovo sjedište
- učvršćivanje ekscentričnih žlica unutar njihovih odgovarajućih kućišta.
Suprotno općeprihvaćenim idejama, nije moguće kontrolirati koncentričnost između sjedišta ventila i vodilice ventila guranjem konusnog pilota unutar vodilice i korištenjem tog pilota kao potpore za mjerač koncentričnosti. Još je nevjerojatnije koristiti istu tehniku kako bi se omogućilo alatu da izbuši kućište provrta bregaste kašike koncentrično na vodilicu ventila, što je ključni uvjet za dobre performanse motora.
Kinematika NEWEN FIXED-TURNING® uključuje hidrauličko centriranje vodilica za centriranje koje omogućuje centriranje vretena za obradu s greškom koja ne prelazi nekoliko mikrona (µ= 0,001 mm = ,000039”).
FIXED-TURNING® pilot ne ograničava vodilicu ventila i uzima u obzir nesavršenosti obrade vodilica ventila. Na isti način, obrada kućišta provrta ekscentrične kašike mora poštivati vodeću os ekscentrične kašike.
Obrada s FIXED-TURNING® jamči da će sjedište ventila, vodilica ventila i kućište provrta zupčaste kašike imati istu os, biti savršeno poravnati i da će se dijelovi moći pomicati najvećim brzinama bez podvrgavanja trenja i parazitska kočenja koja bi onemogućila rad motora pri visokim okretajima, s posljedičnim brzim trošenjem i očitim rizikom od mehaničkih incidenata.
Strojna obrada vodilica, sjedišta ventila i kućišta provrta bregaste kašike s FIXED-TURNING® jamči ultra brzi rad motora, u kombinaciji s korištenim komponentama, ventilima od legure titana, posebnim oprugama, posebnim sjedištima ventila… bez opasnosti od oštećenja zrakonepropusnosti, parazita u radu trenja i puknuća uljnog filma. Također se mora izbjegavati panika ventila koji ne mogu pratiti povišene režime.
NEWEN FIXED-TURNING® je koncept strojne obrade koji je razvijen za vraćanje grešaka obrade unutar vrijednosti izraženih u mikronima, a ne više u stotinkama milimetra.
Preciznost koaksijalnosti omogućuje visoke režime i optimalan rad motora.
Defekt koaksijalnosti osi uzrokuje područja s povišenim trenjem* koja će usporiti kretanje različitih dijelova, uništiti nepropusnost cilindara i dovesti do zaglavljivanja dok drastično ograničava brzine vrtnje motora, sve iznad što je naglašeno neuravnoteženošću cilindara među sobom. Svaka neuravnoteženost je izvor mehaničkih ograničenja na dijelovima u pokretima, ograničenja koja će rezultirati preranim trošenjem navedenih dijelova.
ISPUŠNI PROFILI
Nakon eksplozije smjese (gorivo-izgarajuće sredstvo), zaostali plinovi izgaranja ispunjavaju cilindar i moraju se evakuirati kroz ispušne kanale, izbačeni pomoću klipa koji se vraća prema svojoj visokoj točki. Ispušni ventil će se postupno zatvoriti prije nego što se klip ponovno spusti, aspirirajući pritom malo svježe mješavine. Ovaj period zatvaranja je kritičan za ispušni ventil. Plinovi zagrijani na ekstremnu temperaturu dodatno su laminirani između sjedišta ventila i ventila koji se zatvara.
Sjedište ventila i ventil su podvrgnuti abrazivnosti laminiranih plinova i temperatura je tada na svojoj visini na površinama koje će osigurati kontakt i nepropusnost za nekoliko tisuća sekundi. Kako ovaj kontakt ne bi odgovarao brzoj degradaciji dodirnih površina, potrebno je da ta kontaktna područja budu optimalna u površini (mm2) i da im se oblici nadopunjuju (kutovi, kružnost, obrada površine…).
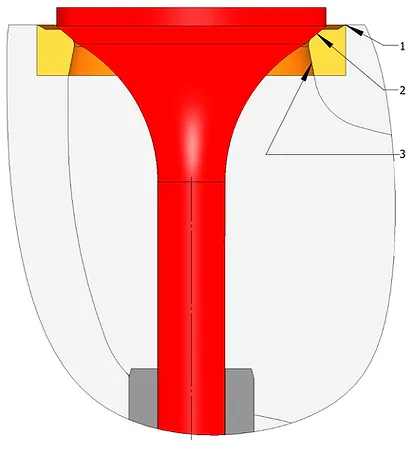
1. Spojevi bez koraka s oblikom koji pogoduje protoku plinova bez turbulencije.
2. Široka područja sjedišta koja se podudaraju s ventilom za veliku otpornost na abrazivnost plinova.
3. Venturi za brzo širenje i ubrzanje plinova.
NEWEN FIXED-TURNING® omogućuje strojnu obradu sjedišta ispušnih ventila dovoljno velikih da se ne deformiraju, dok imaju kut što je moguće bliži kutu ventila. Okrugli oblik bez faseta i valovitosti omogućit će kontakt metala s metalom na cijeloj površini sjedala što će osigurati dobru izmjenu topline, savršenu zrakonepropusnost i maksimalnu pouzdanost.
FIXED-TURNING® omogućuje obradu profila gotovo neograničenih duljina. Stoga možemo strojno obraditi ispušni kanal kako bismo olakšali izvlačenje plinova i, posebno, venturis cijevi koja će omogućiti ispuštanje plinova odmah nakon prolaska sjedala i, posljedično, ubrzati njihovu brzinu. Oštri kutovi, stepenice, razlike u promjerima koje dovode do turbulencija i usporavanja protoka plina, moraju se izbrisati, a svaki vod (zdjela/stražnja stijenka) mora biti optimiziran i savršeno identičan drugim kanalima za bolje upravljanje radom motora.
USISNI PROFILI
Za razliku od ispušnih sjedišta i ventila, usisna sjedišta i ventili nisu podvrgnuti laminaciji gorućih plinova i posljedičnoj abraziji. Sjedišta usisnog ventila moraju omogućiti što potpunije punjenje cilindra mješavinom svježeg zraka i benzina koja se usisa spuštanjem klipa i eventualno potiskuje djelovanjem turbina i kompresora.
Oblik cjevovoda (područje zdjele) mora biti optimalan da omogući maksimalni protok plinova, bez stvaranja parazitskih turbulencija. Kut samog sjedišta sudjeluje u vođenju plinske mješavine i mora biti savršeno integriran u opći oblik cijevi.
Ovisno o obliku komora, profili sastavljeni od linijskih segmenata i polumjera savršeno povezanih jedan s drugim omogućit će optimalan protok plinova. Oštri kutovi su zabranjeni i koherentan profil će voditi najveći mogući volumen plina tijekom kratkog otvaranja ventila. Savršeno brtvljenje ventila omogućit će optimalno izgaranje i učinak, kao i besprijekornu pouzdanost.
Samo FIXED-TURNING® omogućuje optimizaciju usisnog voda od vodilice ventila do ruba cilindra. Strojna obrada sa savršeno svladanim oblikom mora se izvesti u jednoj operaciji i ponoviti na identičan način za svaki cilindar. Izvorna strojna obrada glava cilindra provodi se nizom komplementarnih operacija strojne obrade, kućišta sjedišta ventila, sjedišta, strojne obrade kutova... što automatski stvara nepravilnosti štetne za protok pogleda. FIXED-TURNING® osigurava kontinuiranu strojnu obradu, bez prekida, cijelog cjevovoda, uključujući sjedište ventila, koje će se obraditi bez podvrgavanja ograničenjima ostatka strojne obrade. FIXED-TURNING® i neprekinuta strojna obrada cijevi i sjedišta omogućuje optimalno punjenje cilindara, potpunu pravilnost između cilindara i, posljedično, optimalnu snagu motora.
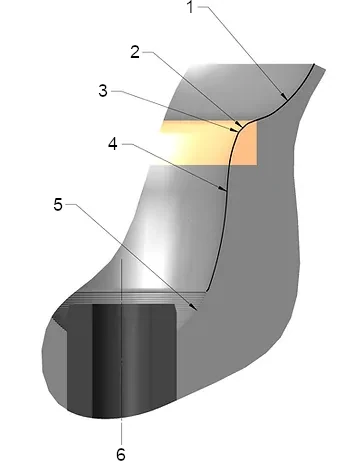
1. Profil sastavljen od segmenata linija i radijusa koji optimiziraju vođenje smjese prema cilindru.
2. Sjedalo savršeno okruglo i nepropusno za zrak s kutom savršeno prilagođenim onom ventila.
3. Mali radijus veze protiv turbulencije.
4. Oblici cijevi (zdjela) savršeno spojeni i strogo identični jedan drugom.
5. Sirovina
6. Konstantan i gladak profil cijelog cjevovoda (zdjele), uključujući područje oslonca ventila.
PRAVILNOST PROTOKA I BALANSIRANJE CILINDARA
Svaki cilindar donosi proporcionalni dio snage motora i samo savršena sličnost između snage koju daje svaki cilindar omogućit će učinkovito funkcioniranje motora pri visokim okretajima.
Cilindri s savršeno identičnim ponašanjem omogućit će dobivanje motora bez parazitskih vibracija i omogućiti će povećane brzine.
NEWEN i FIXED-TURNING® omogućuju kontinuiranu strojnu obradu, pravilnu i sličnu u svim točkama, od jednog do drugog voda, od jednog motora do drugog. Najsofisticiraniji oblici dopušteni su na mjestima gdje su klasični procesi obrade alatima za oplate nemoćni i neučinkoviti.
NEWEN omogućuje savršena sjedišta ventila i, posljedično, povećanu učinkovitost svakog cilindra, dok omogućuje iznimnu pouzdanost.
Poštivanje strojno obrađenih dubina omogućeno je dvjema posebnostima ekskluzivnim za FIXED-TURNING®:
FIXED-TURNING® omogućuje obradu od samo jedne stotinke milimetra (.00039”) na cijelom profilu, bez obzira na njegovu duljinu, dok pruža savršenu geometriju sjedala (kružnost, kut, koncentričnost…)
numerička kontrola FIXED-TURNING® dopušta podešavanje dubine unutar + ili – 0,01 mm (1/100 mm) ili .00039”.
Kombinacija ovih dviju ekskluzivnih mogućnosti omogućuje dobivanje savršeno identičnih komora za izgaranje koje će motoru dati njegovu ravnotežu i njegovu sposobnost "okretanja pri visokim okretajima".
Ovi precizni kapaciteti strojne obrade koje isključivo jamči FIXED-TURNING® već dopuštaju mogućnost popravka budućih motora koji integriraju HCCI tehnologiju (Homogeneous Charge Compression Ignition) koja će revolucionirati benzinski motor čineći ga čistim i vrlo učinkovitim.
Podsjetimo, HCCI tehnologija omogućuje eliminaciju svjećica, zahvaljujući svladavanju kompresije mješavine zraka i benzina, a time i svladavanju automatskog paljenja zapaljive smjese. Povećanje potrošnje i snage učinit će ovu tehniku neizbježnom. Strojna obrada glava cilindra dat će veliki udio u preciznosti volumena komora i dubine obrade. Mogući će biti samo procesi strojne obrade koji omogućuju minimalne i iznimno precizne rezove. FIXED-TURNING® je već spreman za ovaj novi izazov.
Performanse i pouzdanost idu ruku pod ruku s preciznošću i numeričkom kontrolom.
FIXED-TURNING® ispred svog vremena?
Ne, FIXED-TURNING® dolazi na vrijeme da prati stručnjake za motore koji ne žele da ih tehnološka evolucija zaobiđe.